1. Introduction
The application of plant fibers in cement-based materials has attracted great interest of researchers in recent years because of the low cost, high specific modulus and low density compared with synthetic fiber. Page et al. [
1] investigated a method for improving the long-term mechanical performance of flax fiber-reinforced cementitious composites by using alternative binders, including ground granulated blast furnace slag, metakaolin and calcium sulfo-aluminate cement. In order to make efficient use of fibers stemming from the alfa plant, which for the most part is found in North Africa and Spain, Ajouguim et al. [
2] investigated the impact of alfa fiber morphology on hydration kinetics and mechanical properties of cement mortars. In addition, many studies on the application of other plant fibers in cement-based materials have published, such as sisal fiber studies described by Frazao et al. [
3] and Wei et al. [
4], a study of banana fiber [
5], a study of pine fiber [
6] and a study of hemp fiber [
7]. Many studies have been carried out on the mechanical properties of plant reinforced cement-based composites, such as cement-based composites reinforced with diss treated with different methods [
8], short discrete jute fiber-reinforced cementitious composites [
9], hemp-fiber-reinforced cement-based mortar [
10], concrete reinforced with oil palm broom fibers [
11] and Curauá-fiber-reinforced cement [
12]. The above results show that plant-fiber-reinforced cement-based composites can provide extra energy absorption capacity and convert the brittle material to a ductile one. Moreover, addition of plant fibers can also reduce crack propagation [
1,
13,
14]. Ballesteros et al. pointed out that the research and production of cement-based composites reinforced with plant fibers is a meaningful strategy to overcome environmental problems and social economic issues [
15].
According to statistics, agricultural residues around the world reached 100 billion tons, and plants accounted for more than 80 percent of the residues [
16]. China is a large agricultural country, and amongst agriculture production, crop straw is the main by-product from cereal harvesting. Despite known benefits, the surplus is burnt so that succeeding crops can be sown on clear fields. Burning of the residue results not only in the waste of biological resources but also in emission of poisonous gases causing severe air pollution of the social environment [
17]. In recent years, straw has been useful used for biogas production, but its characteristics limit its performance because straw and stover are substrates characterized by a high content of lignocellulosic compounds that limit their use for anaerobic digestion. Consequently, the production of biogas resulting from the anaerobic digestion of straw and the other substrates is low [
18]. Straw pretreatment is an effective method to improve organic matter digestibility, such as the enzymatic pretreatment proposed by Ziemin’ski et al. [
19]. In addition, due to farmers’ awareness, technical problems and limitations of other materials, biogas production has not been widely used in China.
In view of the above analysis, cement-based composite reinforced with plant fibers provides an effective approach for the utilization of crop straw and sustainable development strategy of building materials, which is of great significance to the increasingly serious energy shortage and environmental pollution problems. However, the compatibility between the plant fibers and Portland cement greatly restrict the application of plant fibers in cement-based materials. On the one hand, the main components of plant fibers affect the hydration of cement and delay the main hydration reactions of cement [
20]. On the other hand, the extractives and impurities of the plant fibers greatly affect the hydration reaction equilibrium of cement. Cabral et al. [
21] and Onésippe [
22] studied the effect of the sugarcane bagasse fibers on cement-based composites and found that this reaction brings challenges to manufacturing. They deemed that hydration processes of Portland cement become more complicated if plant fibers are used in cement-based materials.
Castro et al. [
23] evaluated the compatibility degrees among eight kinds of Amazonian hardwoods and Portland cement. They used the inhibitory index to measure the compatibility degree. The results showed that the cement inhibition directly correlated with arabinose content of the samples because the alkali solution of cement paste dissolve the linkage between lignin and hemicellulose/cellulose and produce large amounts of degraded polysaccharides, which generates an inhibitory effect on cement hydration. Ferraz et al. [
24] pretreated the coir fibers with cold water, hot water and NaOH and measured the compatibility of cement and coir fibers via cement hydration temperature. The results showed that addition of CaCl
2 and the pretreatment with NaOH significantly changed the compatibility between cement and the coir fiber.
In this study, we studied the compatibility between rice straw with different pretreatments and ordinary Portland cement (OPC) to provide a theoretical basis for the engineering application of crop straw in cement-based materials. For the above purpose, untreated and pretreated rice straw fibers with different contents were added to OPC. The heat of hydration and X-ray diffraction (XRD) of the composite samples filled with different types and various quantities of rice straw fibers were measured over 7 days. In addition, the inhibitory index was used to express the compatibility degree between rice straw fibers with different pretreatments and OPC. The objectives were to assess compatibility between rice straw fibers and ordinary Portland cement as well as provide an academic basis for the application of crop straw in cement materials in the future.
2. Materials and Methods
2.1. Raw Materials
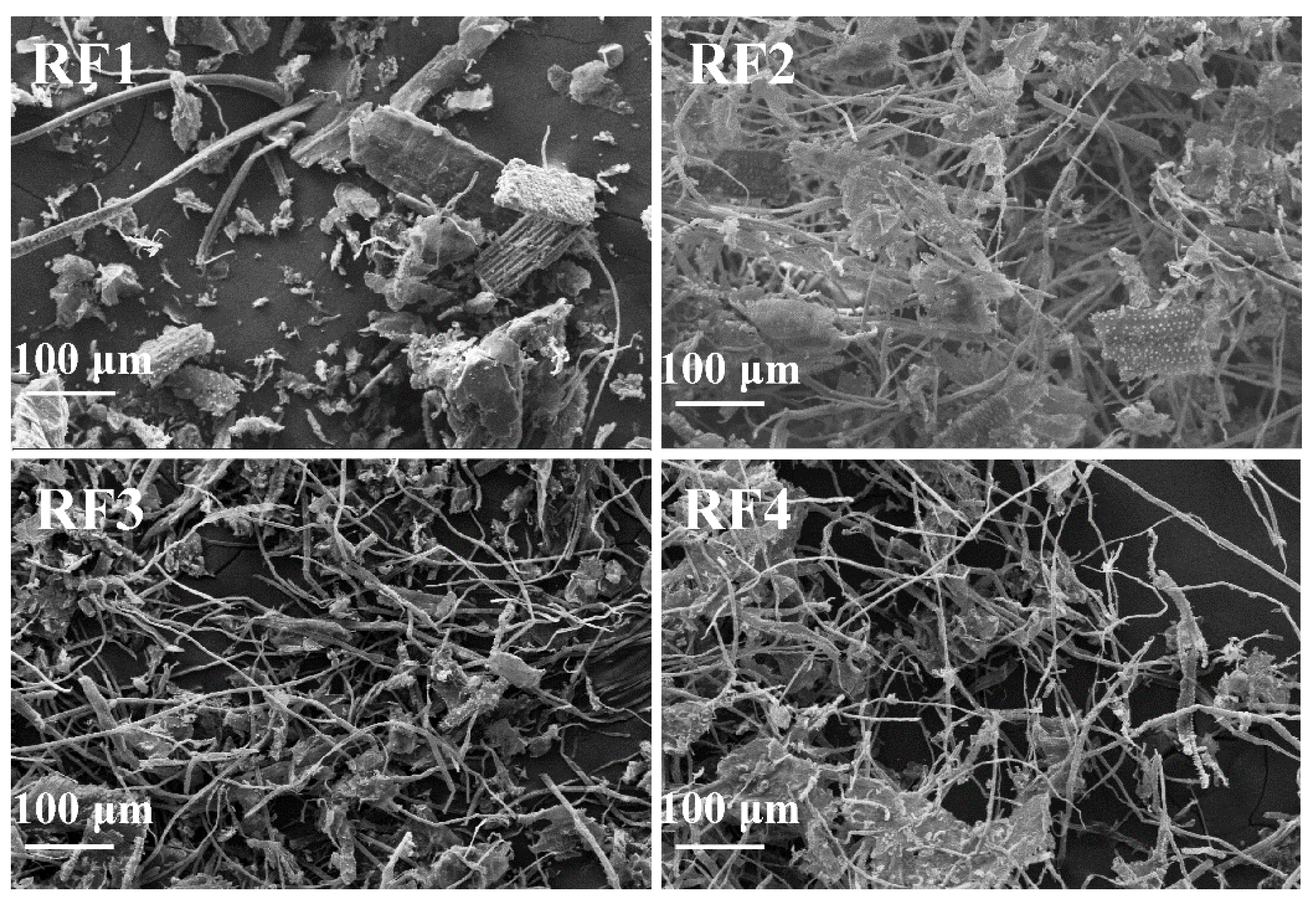
In this study, rice straw fibers (RFs) were obtained from farms in the Province of Sichuan, China. To observe the influence of the main components of RF involved in the hydration heat of OPC, pristine rice straw fibers (RF1) were pretreated in the laboratory. Firstly, RF1 treated by steam explosion (RF2) were obtained after the steam explosion pretreatment at 2.5MPa with a solid to liquid ratio of 3:1 for 25 min. Then, to remove the lignin of RF2, RF2 were immersed into hydrogen peroxide aqueous solution together with ozone blowing, and the rice straw fibers treated by bleaching once (RF3) were obtained. The same bleaching process produced the rice straw fibers treated with twice bleaching (RF4). The specific pretreatment process and condition of rice straw was described in Reference [
25]. The chemical components of RF1, RF2, RF3 and RF4 are provided in
Table 1. The chemical compositions of the rice straw fibers were analyzed according to TAPPI Standard Methods, 2009, as described by Jiang et al. [
25]. The average values and standard deviation of length and diameter are shown in
Table 2, for which the Layida method was used to determine whether data were accepted or omitted.
A Chinese standard Graded P·O 42.5 type Portland cement (OPC) was used in this study, the chemical components of OPC were determined by
X-ray fluorescence (XRF) as shown in
Table 3.
2.2. Characterization Analysis of Rice Straw Fibers
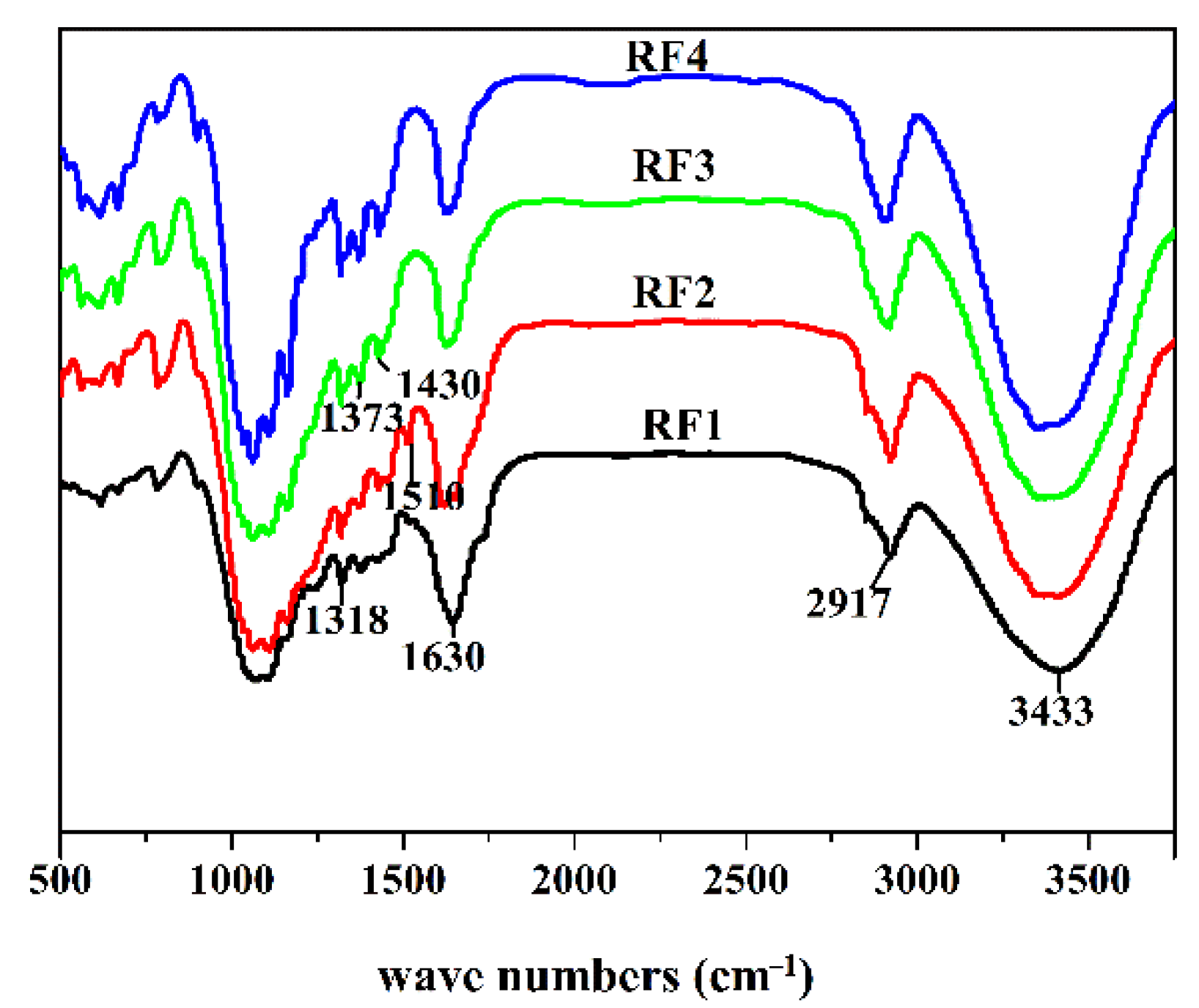
The morphological observations of the different rice straw fiber were carried out on an EVO 18 scanning electron microscope (SEM) made by Zeiss In Jena, Germany. The SEM images were obtained by an electronic microscope model with a 20 kV electron beam. FTIR measurements were conducted using a Spectrum One Autoima spectrometer device made by PerkinElmer OPTICS in America. A total of 24 scans were performed for each sample in the range of 400 to 4000 cm−1, with a resolution of 0.5 cm−1. Bamboo cellulose fibers were mixed with KBr and ground, subsequently being pressed into a tablet for FTIR measurement.
2.3. Experimental Procedure and Method
In this study, the quantities of four rice straw fibers replacing the OPC in the composite pastes were 0–10% by weight (wt.%); the mix proportion of the composite samples and the content of the main components are shown in
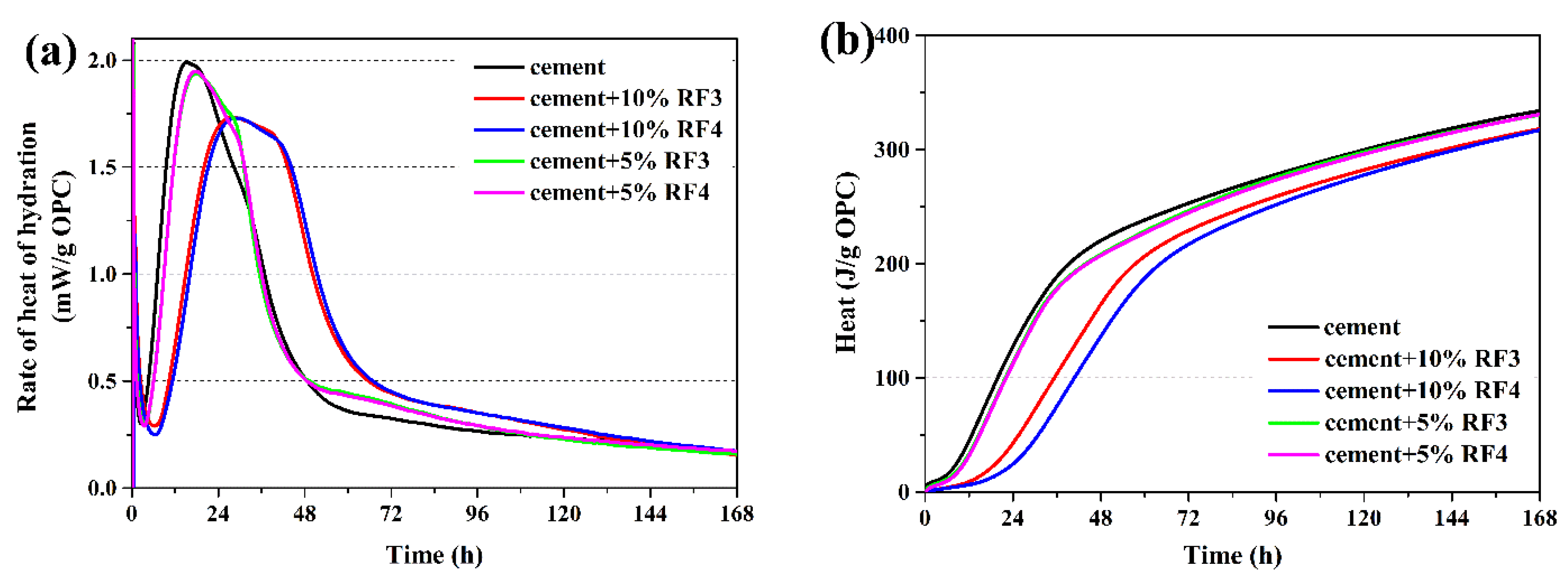
Table 4. Calorimeter tests with the constant water to solid raw materials (
W/S) ratio of 1.0 were carried out using an isothermal conduction calorimeter (TAM Air) at the temperature of 20 ± 0.1 °C for a period of 7 days. The hydration heat of the reference OPC sample without RF was measured with the same
W/S ratio and test time. The hydration heat of each formulation was obtained from three individual tests.
According to the relevant literature [
20,
21,
24], the hydration process of the cement-based composite samples filled with different rice straw fibers was measured using the isothermal conduction calorimeter, and the hydration heat of the different samples was detected. Based on the hydration heat (
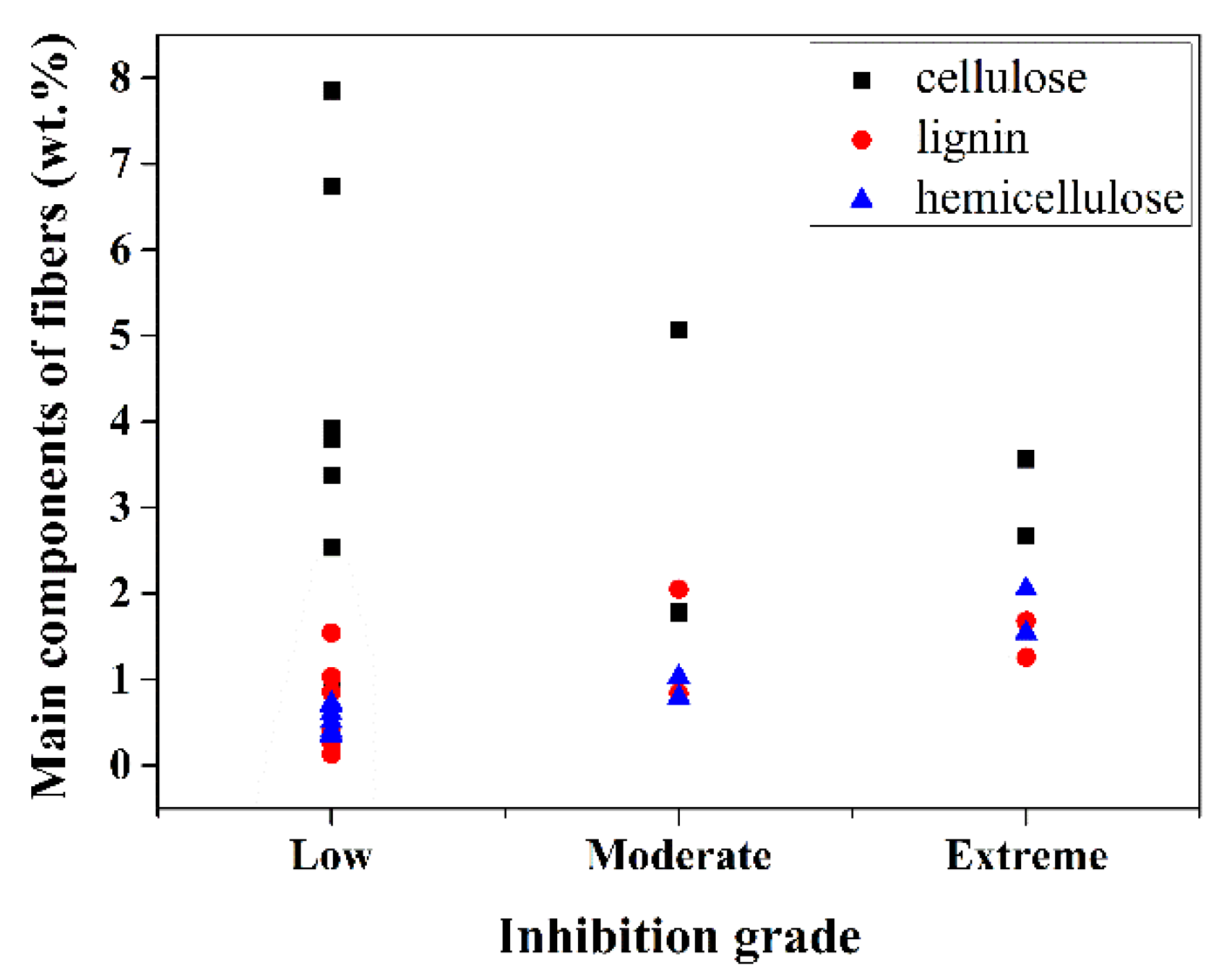
Q) of each formulation, we calculated the inhibitory index (
I) of the rice straw fibers filled with cement-based composite samples (RF-OPC) as the following equation:
where
I is the inhibitory index of RF-OPC samples,
Q is the total hydration heat of 7 days of per unit OPC in the reference samples (J/g),
Q’ is the total hydration heat of 7 days of per unit OPC in RF-OPC samples (J/g),
H is the time to reach the max rate of hydration heat in the reference samples (h),
H’ is the time to reach the max rate of hydration heat in RF-OPC samples (h),
S is the max hydration heat increment in the reference samples (J/g/h) and
S’ is the max hydration heat increment in RF-OPC samples (J/g/h).
XRD analysis were performed to observe the influence of the rice straw with different pretreatments on the hydration process of OPC. Each test paste consisting of 20 g of sample with W/S of 1.0 was placed into a plastic bottle under curing conditions of 20 ± 2 °C and humidity exceeding 90% for 3 and 7 days. Then, the samples were sliced from the hardened composite samples and immersed in alcohol for 7 days to stop the hydration until measurement. The composite samples for XRD analysis were dried at a temperature of 60 °C and then ground into powders (≤45 μm). After that, the samples were measured on a Rigaku D/max-1400 diffractometer (copper target, angle range of 5° to 45°, a voltage of 40 kV and a current of 70 mA) with a step interval and scanning speed of 0.02° and 8°/min, respectively.
Additionally, the composite samples filled with 10 wt.% RF were prepared, and pure cement paste was used as reference sample. The composite samples were prepared using a slurry vacuum de-watering technique. Firstly, RFs were stirred by a Joyoung household soybean milk maker for 2.5 min, then OPC was added and stirred at 1500 rpm in a planetary mixer for an additional 2.5 min. After that, the slurry was transferred to a casting box with size of 160 × 40 mm, superfluous water was absorbed by vacuum and then the samples were pressed at 3.2 MPa for 5 min. The samples were cured at a temperature of 20 ± 2 °C and relative humidity exceeding 90% for 7 and 28 days. For each mixture series, six rectangular samples with the size of 160 × 40 × 8 mm were prepared.
The three-point bending tests were performed using a WSM-10kN universal testing machine of SENS company in Shenzhen, China. In the bending tests, the span and deflection rate were 100 mm and 0.5 mm/min, respectively. The ultimate flexural strength (
MOR) and fracture toughness (
FT) were measured using the following equations:
where
P refers to the maximum load,
l represents the support span,
b is the width of the specimen and
d stands for the thickness of the specimen. Fracture energy was calculated by integration of the load-deflection curve to the point where the load had dropped to 50% of its maximum value. The results were obtained according to the average value of the six samples.
After the bending test, the fracture surface of the samples cured for 7 days was measured using an EVO 18 scanning electron microscope (SEM) made by Zeiss In Jena, Germany at 20 kV accelerating voltage.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}