
Electrodischarge Methods of Shaping the Cutting Ability of Superhard Grinding Wheels

 ,
,
Abstract
:1. Introduction
2. Methods of Erosive Shaping of the Cutting Ability of Superhard Grinding Wheels
3. Materials and Methods
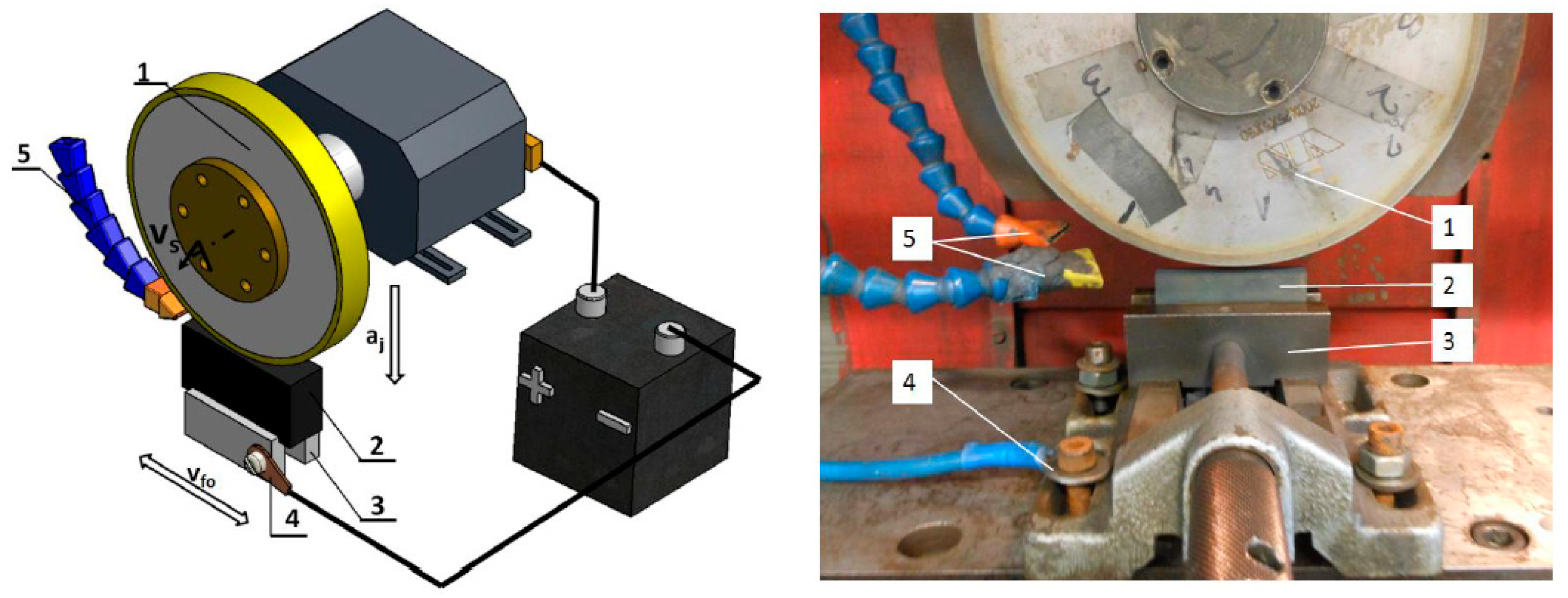
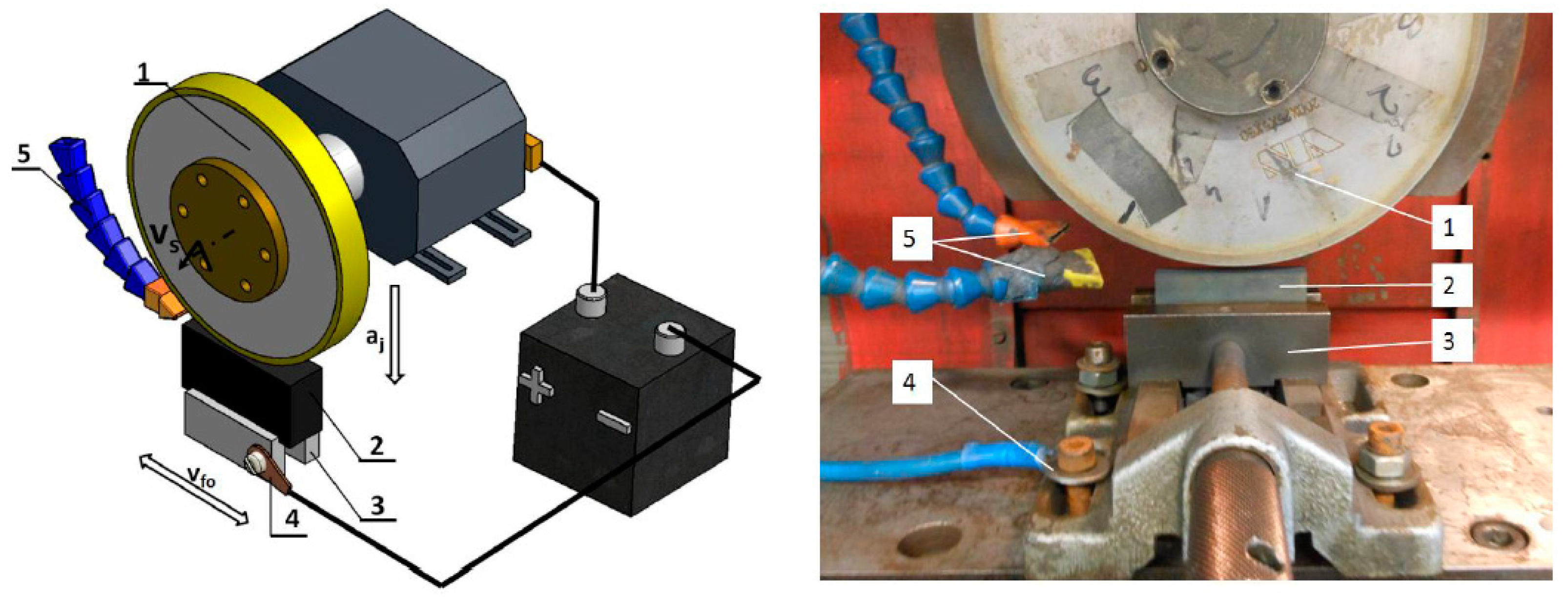
3.1. System of Electrodischarge Dressing of Grinding Wheels with a Stationary Electrode
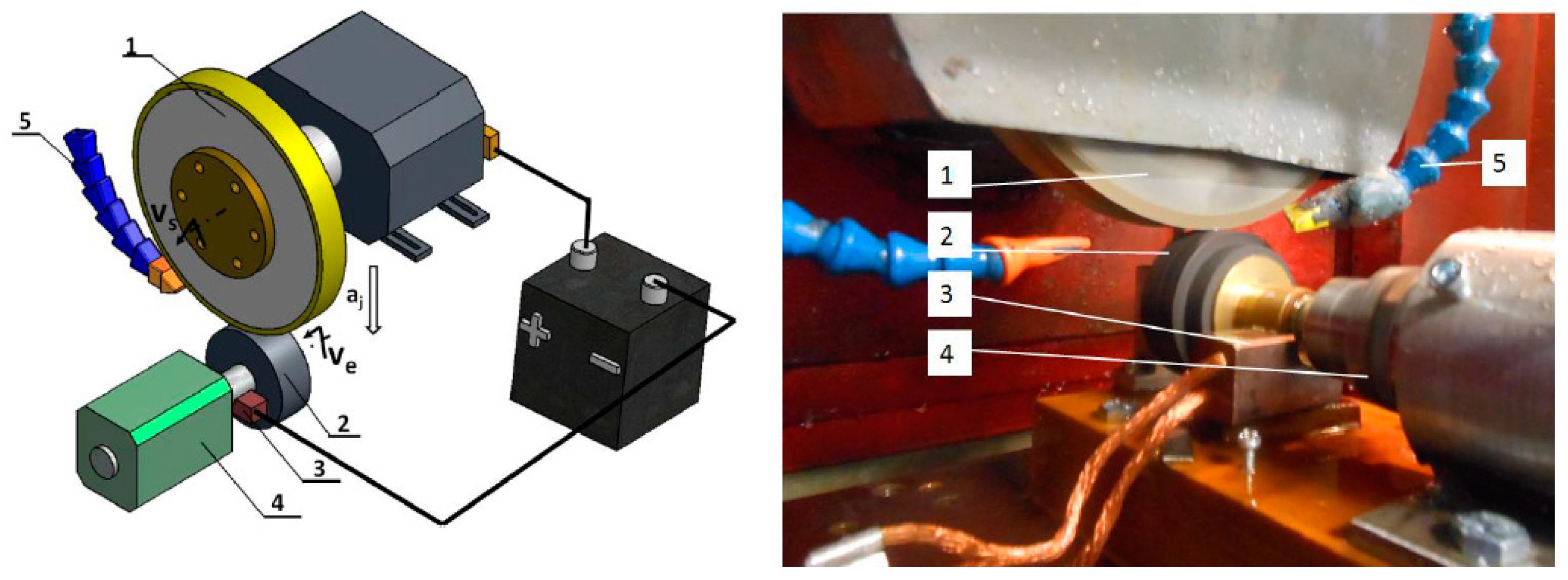
3.2. System of Electrodischarge Dressing of Grinding Wheels with a Rotating Electrode
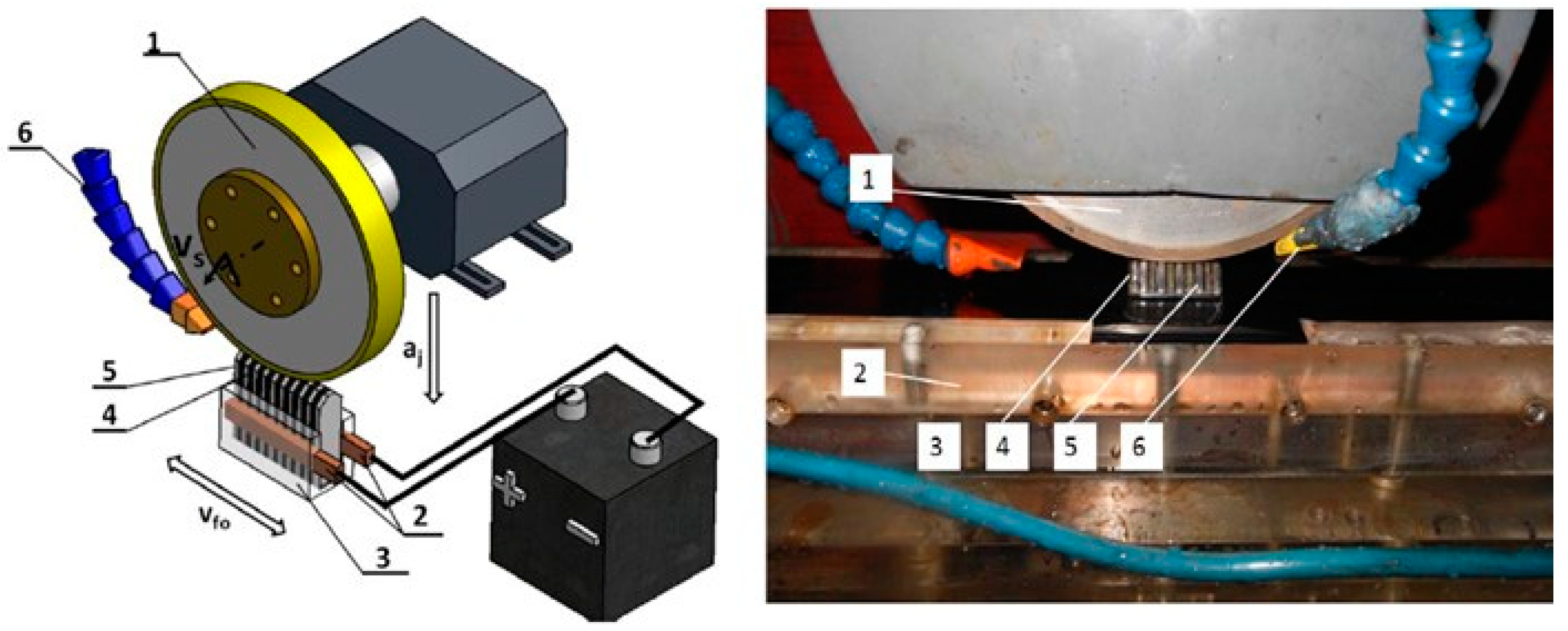
3.3. System of Electrodischarge Dressing of Grinding Wheels with a Segmental Electrode
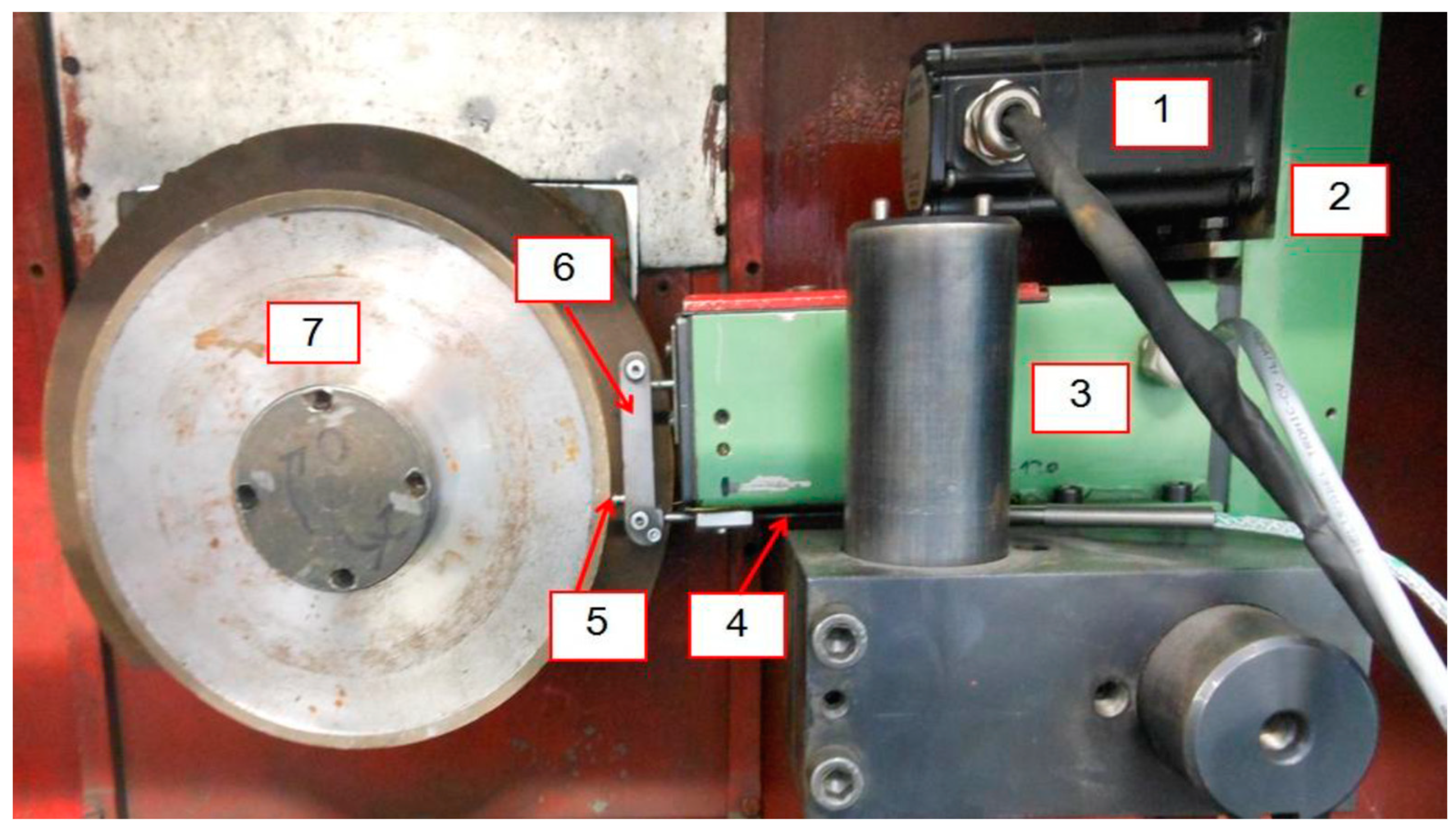
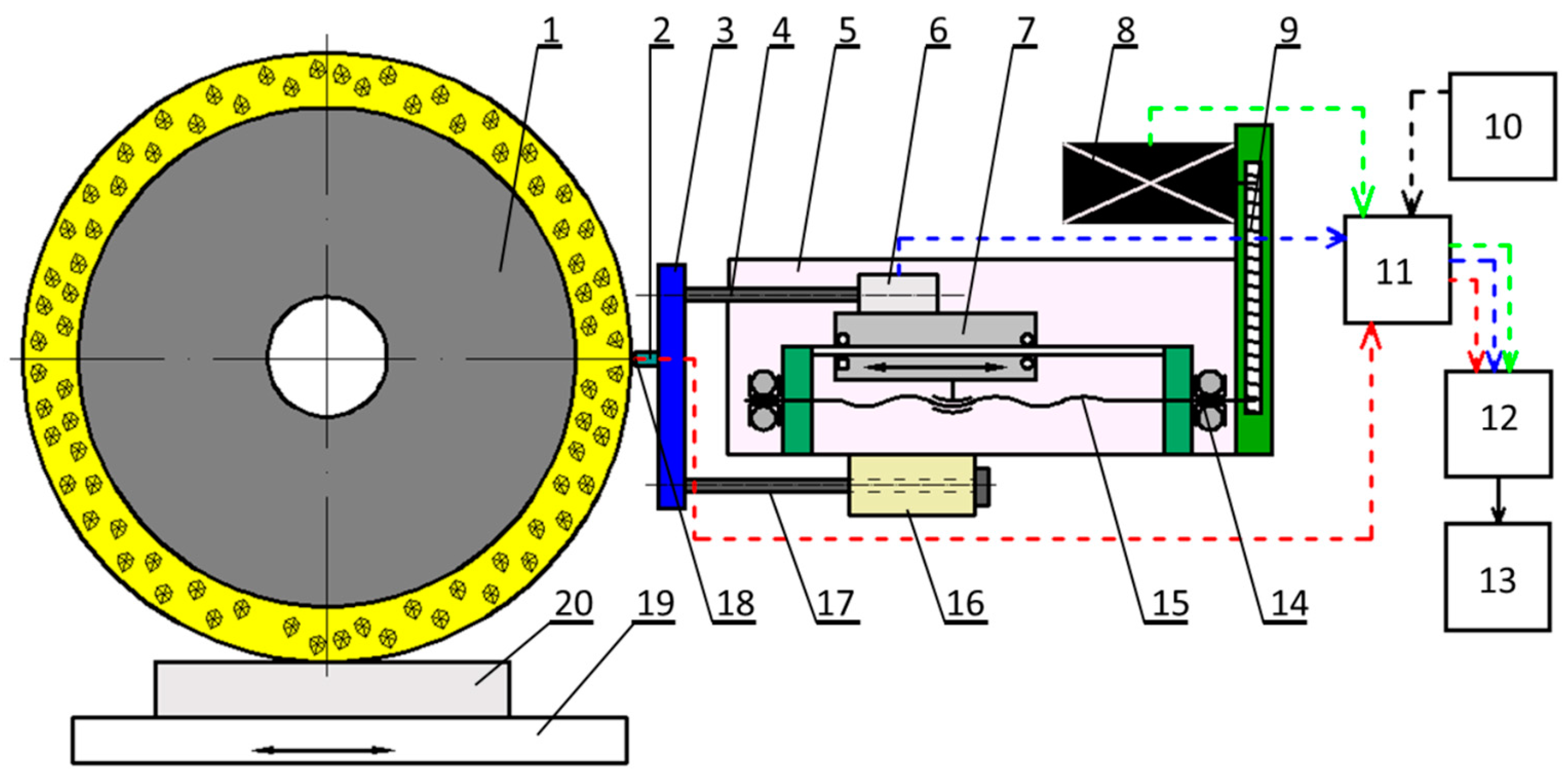
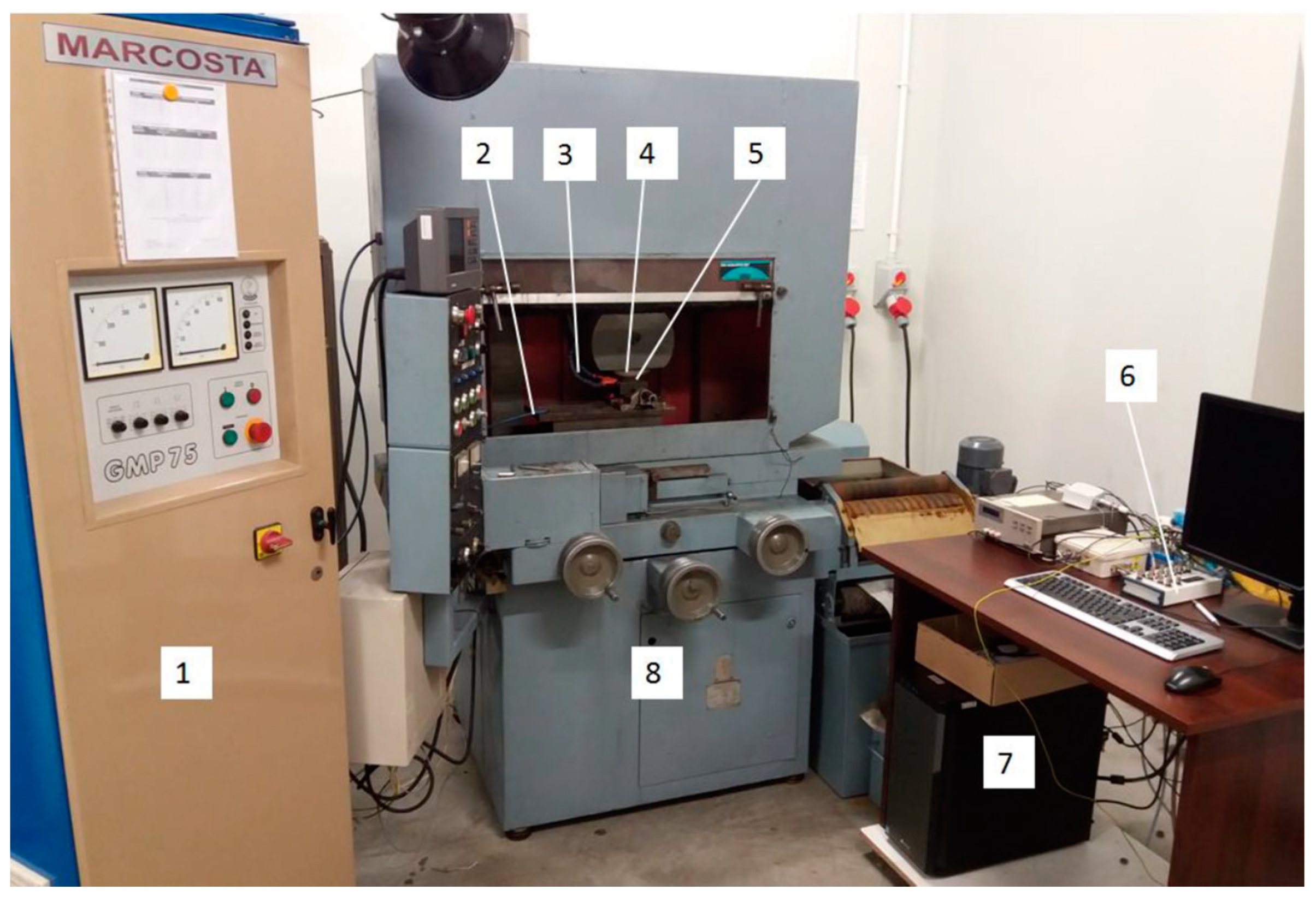
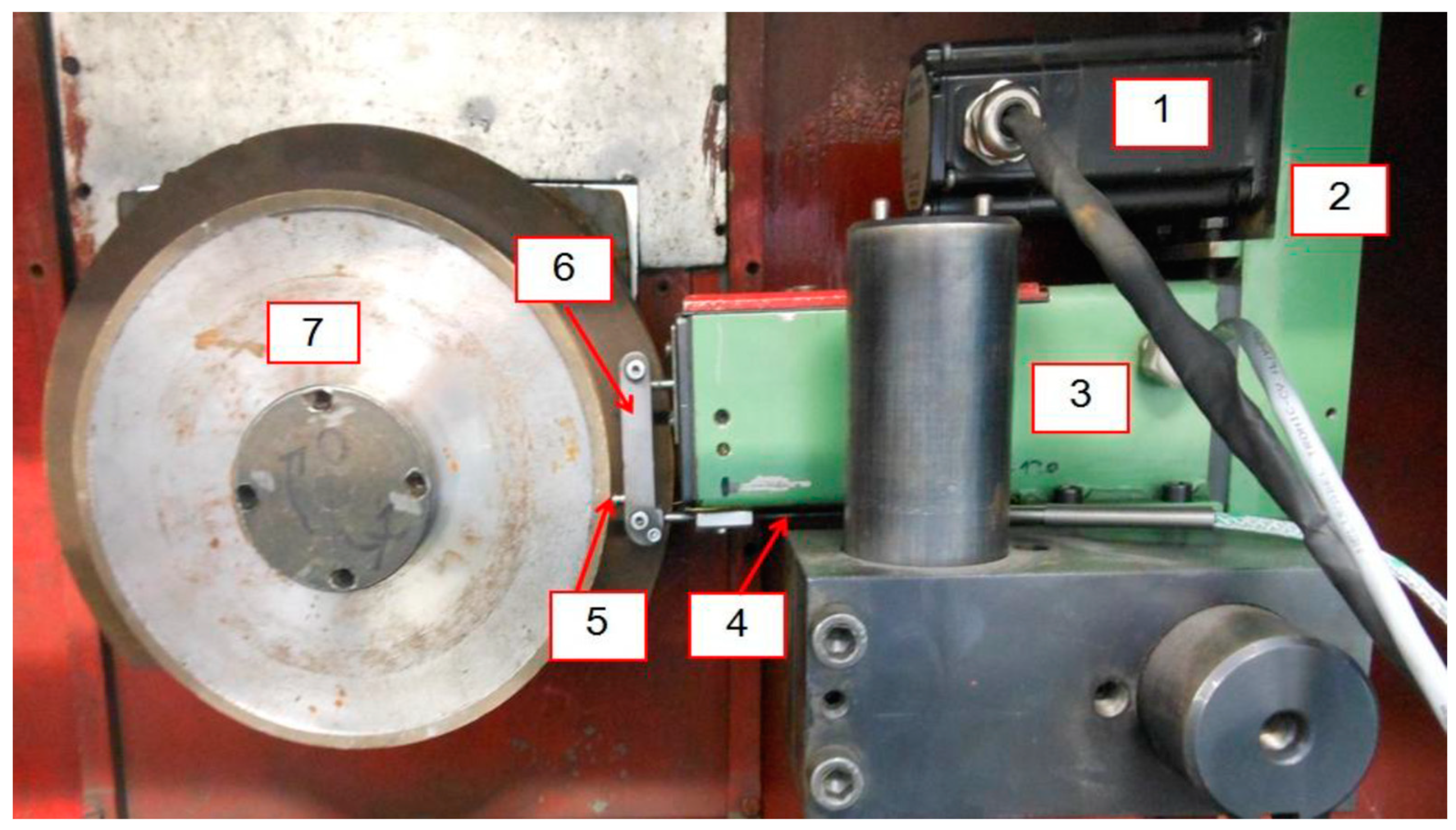
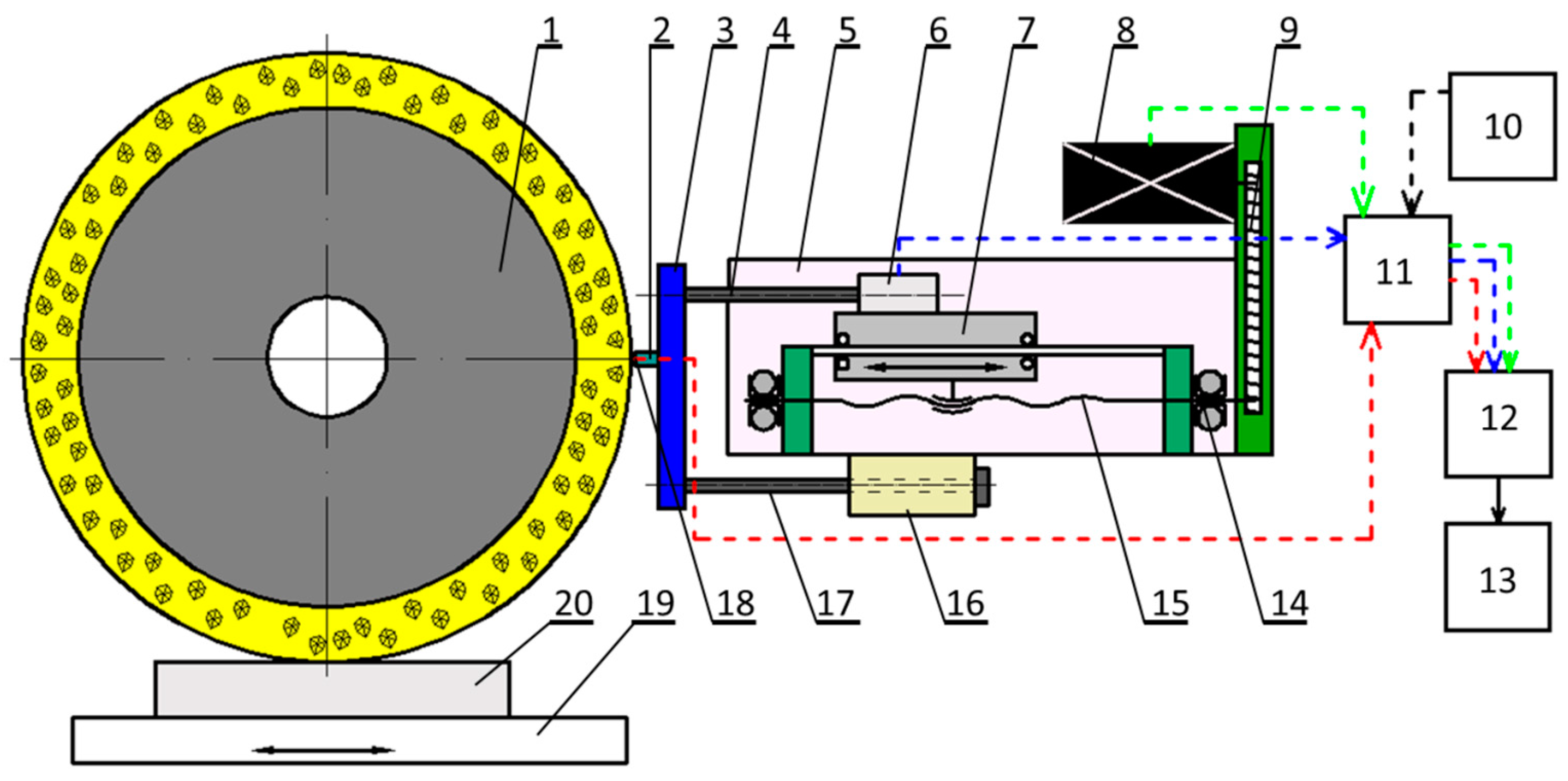
3.4. A Device for Assessing the Cutting Ability of Grinding Wheels with the Use of a Two-Parameter Method of Grinding the External Tester
- The first stage includes: controlling the speed of the tester infeed to the grinding wheel (ensuring a constant grinding force) registration of the tester linear loss and determination of the Qv parameter value, the tester infeed speed during grinding is then regulated in the feedback path: force sensor, amplifier, stepper motor computer and driver;
- The second stage includes: controlling the tester infeed to the grinding wheel at a constant speed, recording the tester temperature and determining the average temperature Θt; the constant speed of the tester infeed to the grinding wheel required in this measuring cycle is provided by the stepper motor control system, which implements the tester infeed according to the developed computer program using pulses generated by the computer clock.
4. Results and Discussion
4.1. Electrodischarge Dressing of Grinding Wheels with a Stationary Electrode
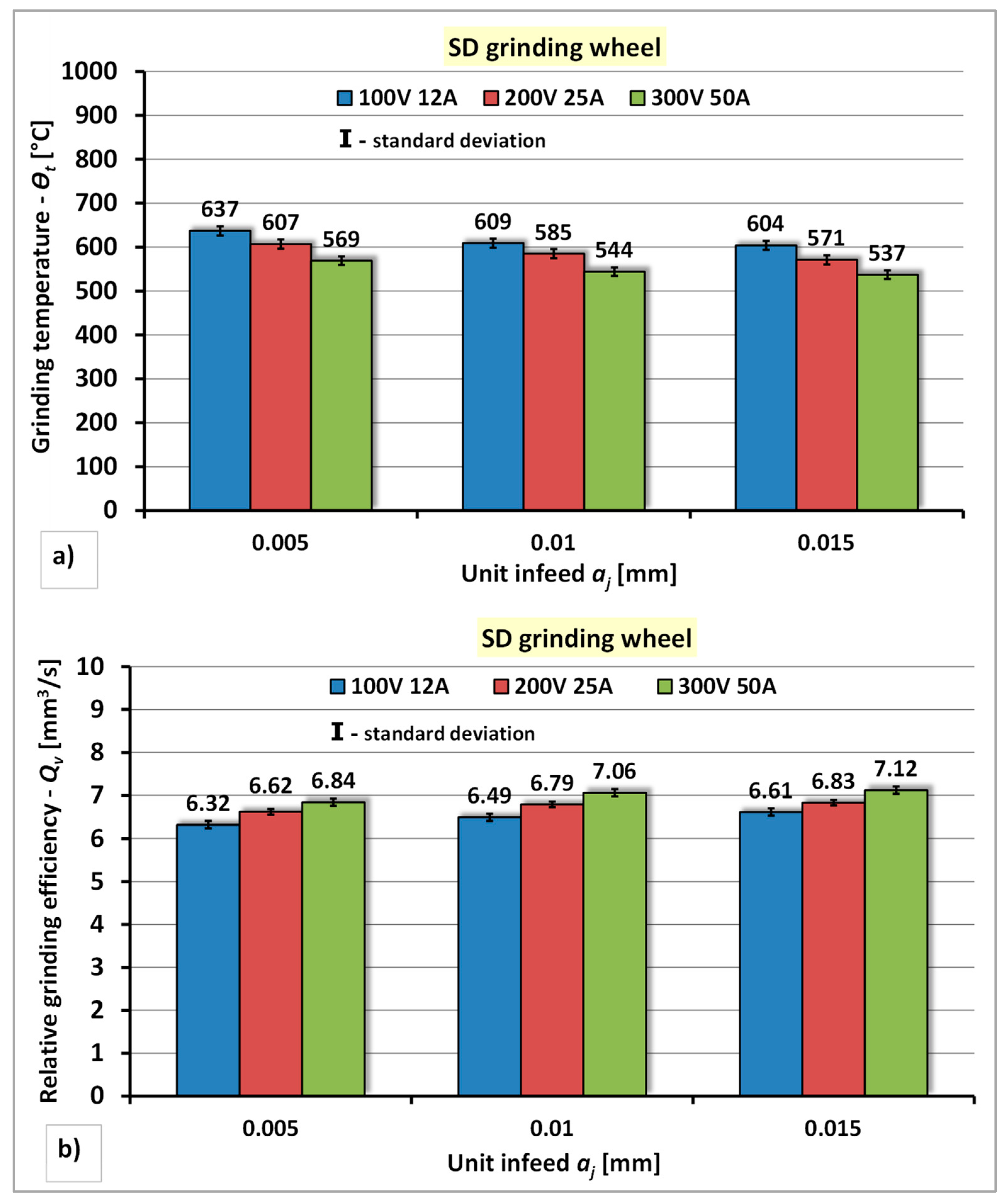
4.1.1. Dressing Tests of Diamond Grinding Wheel
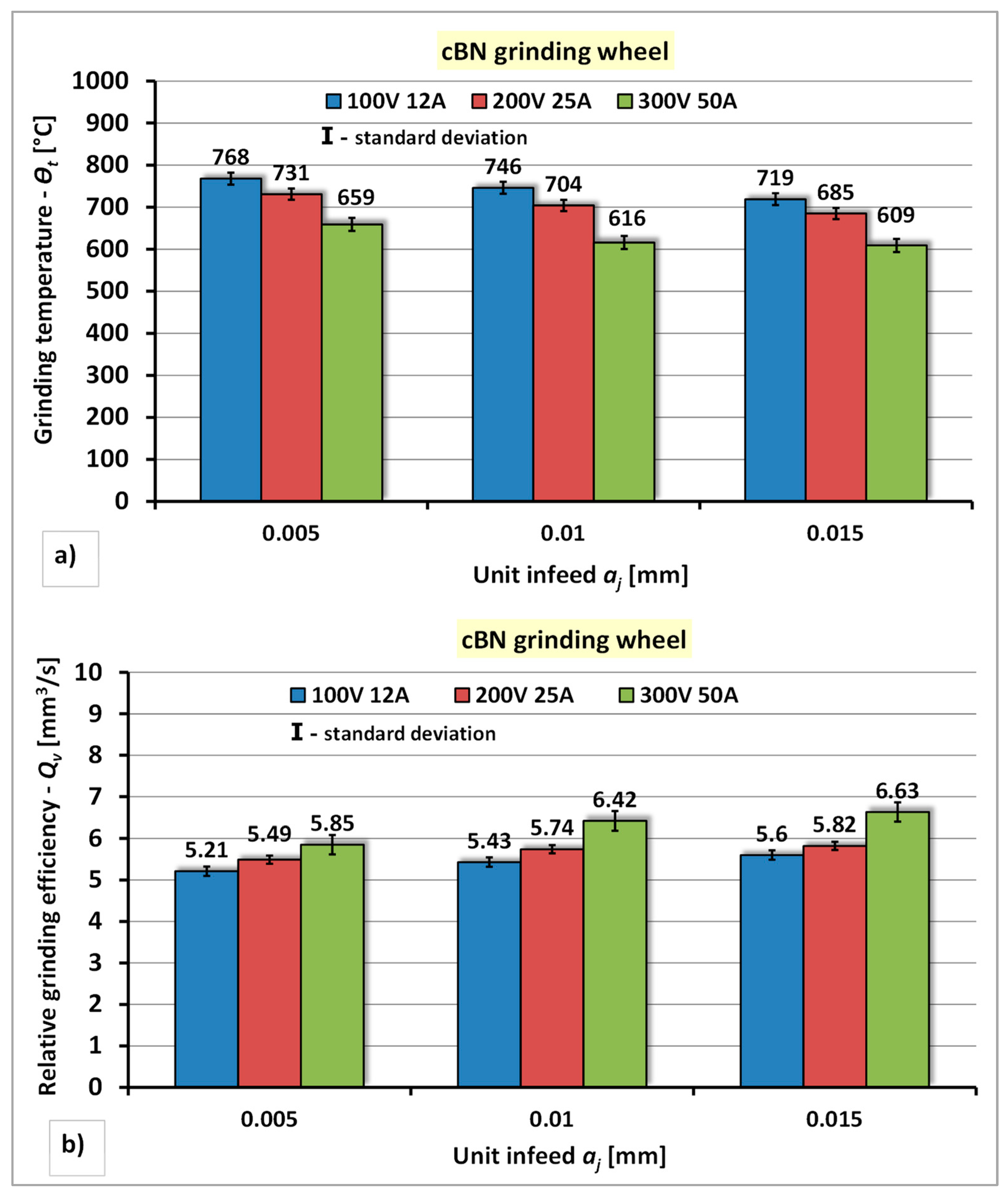
4.1.2. Dressing Tests of cBN Grinding Wheel
4.2. Electrodischarge Dressing of Grinding Wheels with a Rotating Electrode
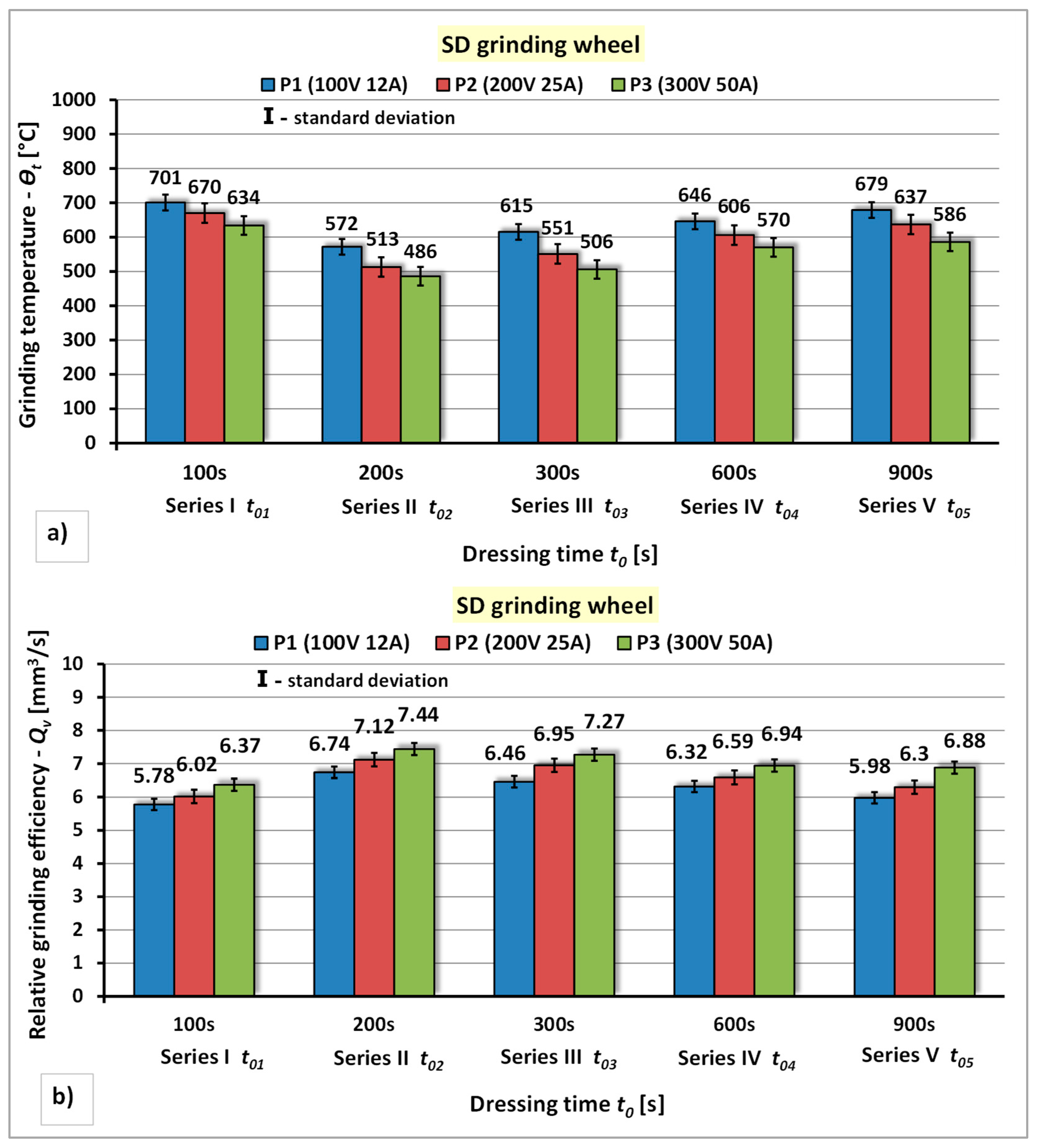
4.2.1. Dressing Tests of Diamond Grinding Wheel
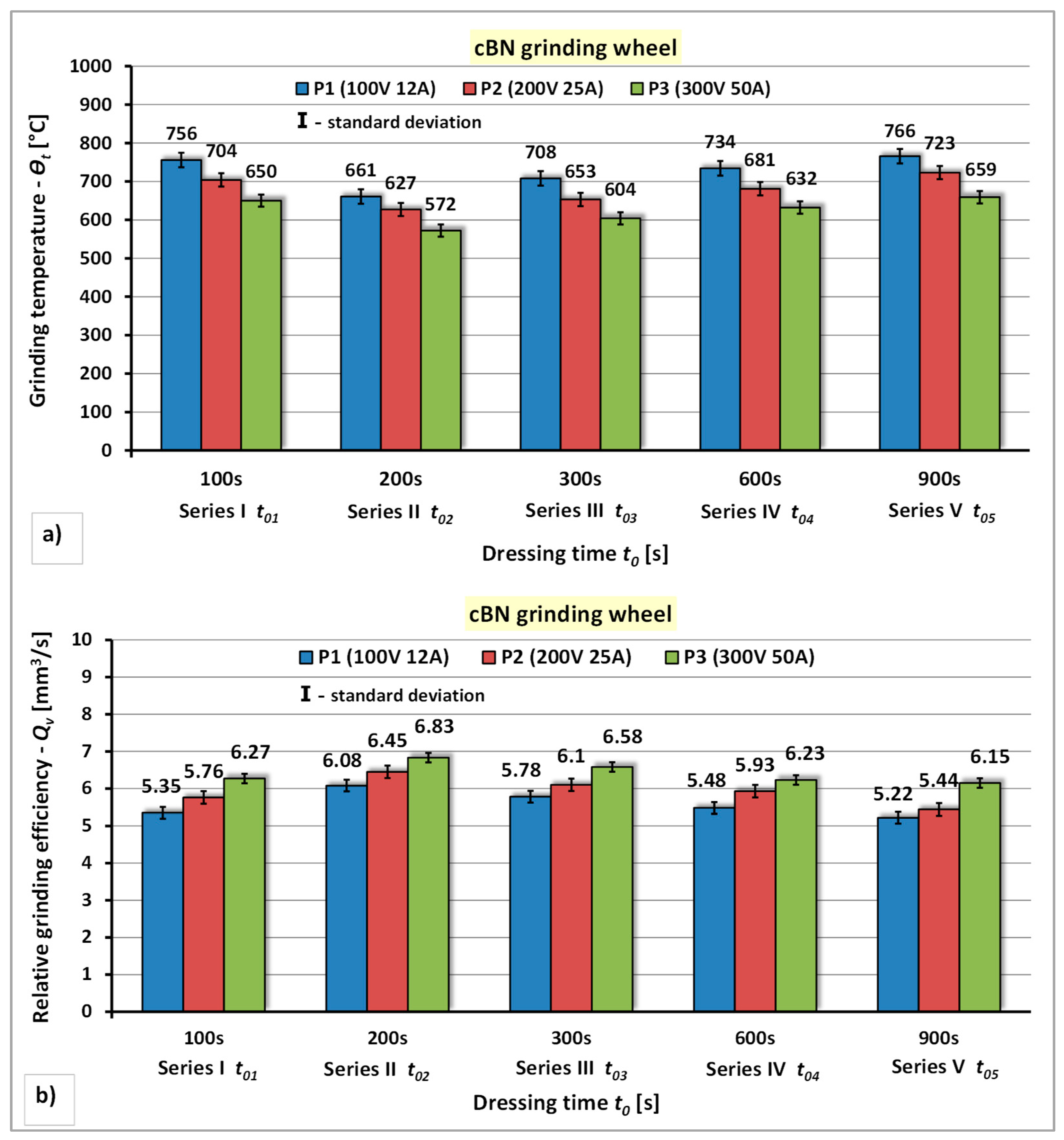
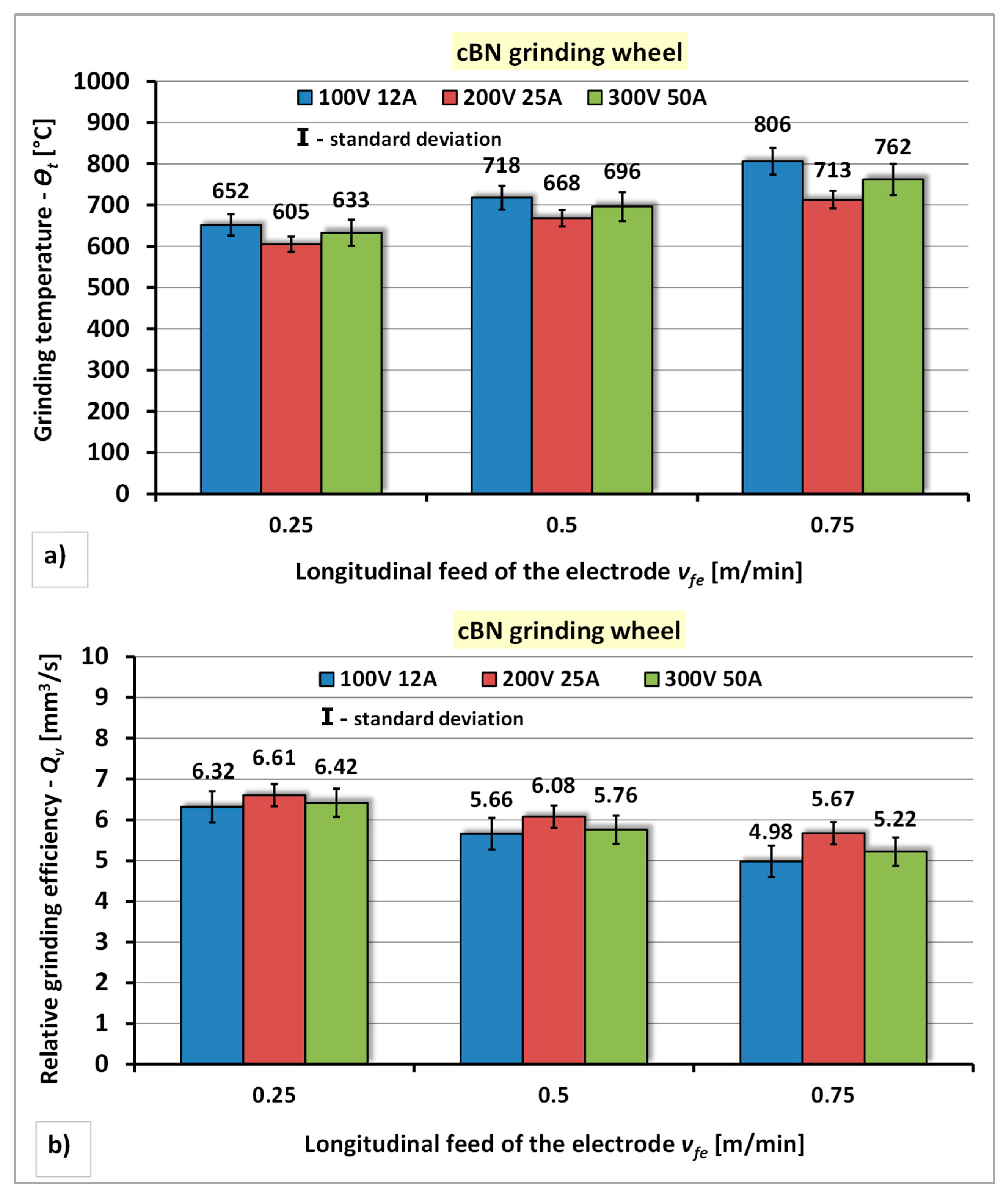
4.2.2. Dressing Tests of cBN Grinding Wheel
4.3. Electroerodischarge Dressing of Grinding Wheels with a Segmental Electrode
4.3.1. Dressing Tests of Diamond Grinding Wheel
4.3.2. Dressing Tests of cBN Grinding Wheel
5. Conclusions
- optimization of electrical parameters and technological conditions for the implementation of electrodischarge dressing of superhard grinding wheels with a stationary, rotating and segment electrode,
- improvement of design solutions for electrodischarge dressing of superhard grinding wheels with a rotating and segment electrode and their application in the industry,
- studies of selected physical phenomena occurring in the processes of dressing of superhard grinding wheels using these methods, in particular: evaluation of the micro- and nanogeometrical structure of the cutting surface of the grinding wheel, the impact of heat flux on the cutting properties of diamond and cBN grits.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| cBN | Cubic boron nitride |
| CD | Crystal diamond |
| SD | Synthetic diamond |
| CSGW | Cutting surface of grinding wheel |
| ECGD | Electrochemical dressing of superhard grinding wheels |
| EDGD | Electrodischarge dressing of superhard grinding wheels |
| aj | Unit infeed of grinding wheel to electrode, mm |
| F | Infeed force of the tester to the grinding wheel, N |
| I | Current intensity of electro-spark discharge generator, A |
| ne | Rotational speed of rotating electrode, rpm |
| P | Power of electro-spark discharge generator, W |
| U | Voltage of electro-spark discharges, V |
| ton | Duration of current impulses, µs |
| toff | Break time between discharges, µs |
| Θt | Grinding temperature, °C |
| Qv | Relative grinding efficiency, mm3 s |
| vfe | Longitudinal feed speed of the electrode, m min−1 |
| vfw | Infeed speed of the tester to the grinding wheel, µm s−1 |
| Vw | Volume of grinded tester, mm3 |
| t | Tester grinding time, s |
| dt | Tester diameter, mm |
| Δht | Linear loss of the tester, mm |
References
- Brinksmeier, E.; Mutlugunes, Y.; Klocke, F.; Aurich, J.C.; Shore, P.; Ohmori, H. Ultra-precision grinding. CIRP Ann. 2010, 59, 652–671. [Google Scholar] [CrossRef]
- Tawakoli, T.; Rabiey, M. An innovative concept and its effects on wheel surface topography in dry grinding by resin and vitrified bond CBN wheel. Mach. Sci. Technol. 2008, 12, 514–528. [Google Scholar] [CrossRef]
- Gołąbczak, M.; Gołąbczak, A.; Konstantynowicz, A.; Święcik, R. Modelling and research of temperature distribution in surface layer of titanium alloy workpiece during AEDG and conventional grinding. Contin. Mech. Thermodyn. 2016, 28, 1781–1789. [Google Scholar] [CrossRef] [Green Version]
- Ramesh, K.; Yeo, S.H.; Gowri, S.; Zhou, L. Experimental evaluation of super high-speed grinding of advanced ceramics. Int. J. Adv. Manuf. Technol. 2001, 17, 87–92. [Google Scholar] [CrossRef]
- Wei, J.; Zhang, Q.; Xu, Z.Z.; Lyu, S. Study on precision grinding of screw rotors using CBN wheel. Int. J. Precis. Eng. Manuf. 2010, 11, 651–658. [Google Scholar] [CrossRef]
- Batako, A.D.L.; Morgan, M.N.; Rowe, W.B. High efficiency deep grinding with very high removal rates. Int. J. Adv. Manuf. Technol. 2013, 66, 1367–1377. [Google Scholar] [CrossRef]
- Stephenson, D.J.; Jin, T.; Corbett, J. High efficiency deep grinding of low alloy steel with plated CBN wheels. CIRP Ann. 2002, 51, 241–244. [Google Scholar] [CrossRef]
- Rowe, W.B.; Jin, T. Temperatures in high efficiency deep grinding (HEDG). CIRP Ann. 2001, 50, 205–208. [Google Scholar] [CrossRef]
- Xiu, S.C.; Cai, G.Q.; Li, C.H. Study on surface finish mechanism in quick-point grinding. Int. J. Comput. Appl. Technol. 2007, 29, 163–167. [Google Scholar] [CrossRef]
- Ma, L.; Gong, Y.; Chen, X. Study on surface roughness model and surface forming mechanism of ceramics in quick point grinding. Int. J. Mach. Tools Manuf. 2014, 77, 82–92. [Google Scholar] [CrossRef]
- Patel, P.R.; Thanki, S. Electrochemical grinding process, current state and future direction: A systematic literature review. Int. J. Appl. Eng. Res. 2014, 9, 637–644. [Google Scholar]
- Sutowski, P.; Święcik, R. The estimation of machining results and efficiency of the abrasive electro-discharge grinding process of Ti6Al4V titanium alloy using the high-frequency acoustic emission and force signals. Int. J. Adv. Manuf. Technol. 2018, 94, 1263–1282. [Google Scholar] [CrossRef] [Green Version]
- Zu, D.; Zeng, Y.B.; Xu, Z.; Zhang, X.Y. Precision machining of small holes by the hybrid process of electrochemical removal and grinding. CIRP Annals 2011, 60, 247–250. [Google Scholar]
- Curtis, D.T.; Soo, S.L.; Aspinwall, D.K.; Sage, C. Electrochemical superabrasive machining of a nickel-based aeroengine alloy using mounted grinding points. CIRP Ann. 2009, 58, 173–176. [Google Scholar] [CrossRef]
- Ohmori, H.; Takahashi, I.; Bandyopadhyay, B.P. Ultra-precision grinding of structural ceramics by electrolytic in-process dressing (ELID) grinding. J. Mater. Process. Technol. 1996, 57, 272–277. [Google Scholar] [CrossRef]
- Yin, S.; Ohmori, H.; Dai, Y.; Uehara, Y.; Chen, F.; Tang, H. ELID grinding characteristics of glass-ceramic materials. Int. J. Mach. Tools Manuf. 2009, 49, 333–338. [Google Scholar] [CrossRef]
- Rees, A.; Brousseau, E.; Dimov, S.S.; Bigot, S.; Griffiths, C.A. Development of surface roughness optimisation and prediction for the process of wire electro-discharge grinding. Int. J. Adv. Manuf. Technol. 2013, 64, 1395–1410. [Google Scholar] [CrossRef]
- Gołąbczak, A.; Gołąbczak, M.; Konstantynowicz, A.; Święcik, R.; Galant, M. Modeling and experimental investigations of the surface layer temperature of titanium alloys during AEDG processing. Defect Diffus. Forum 2015, 365, 63–70. [Google Scholar] [CrossRef]
- Yadav, S.K.S.; Yadava, V.; Narayana, V.L. Experimental study and parameter design of electro-discharge diamond grinding. Int. J. Adv. Manuf. Technol. 2008, 36, 34–42. [Google Scholar] [CrossRef]
- Gołąbczak, A.; Święcik, R. Assessment of energy consumption and internal stresses in surface layer in the abrasive electro-discharge grinding (AEDG) process. Defect Diffus. Forum 2013, 334–335, 89–96. [Google Scholar] [CrossRef]
- Gołąbczak, A.; Koziarski, T. Assessment method of cutting ability of CBN grinding wheels. Int. J. Mach. Tools Manuf. 2005, 45, 1256–1260. [Google Scholar] [CrossRef]
- Gołąbczak, A.; Gołąbczak, M. Economical aspect of assessment of electrochemical dressing of superhard grinding wheels. Mach. Technol. Mater. 2016, 10, 5–7. [Google Scholar]
- Kundrák, J.; Fedorovich, V.; Markopoulos, A.P.; Pyzhov, I.; Kryukova, N. Improvements of the dressing process of super abrasive diamond grinding wheels. Manuf. Technol. 2014, 14, 545–554. [Google Scholar] [CrossRef]
- Wegener, K.; Hoffmeister, H.W.; Karpuschewski, B.; Kuster, F.; Hahmann, W.C.; Rabiey, M. Conditioning and monitoring of grinding wheels. CIRP Ann. 2011, 60, 757–777. [Google Scholar] [CrossRef]
- Kapłonek, W.; Nadolny, K.; Sutowska, M.; Mia, M.; Pimenov, D.Y.; Gupta, M.K. Experimental studies on MoS2-treated grinding wheel active surface condition after high-efficiency internal cylindrical grinding process of INCONEL® alloy 718. Micromachines 2019, 10, 255. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Yao, P.; Zhang, Z.; Xue, D.; Wang, C.; Huang, C.; Zhu, H. A novel technique for dressing metal-bonded diamond grinding wheel with abrasive water jet and touch truing. Int. J. Adv. Manuf. Technol. 2017, 93, 3063–3073. [Google Scholar] [CrossRef]
- Mukhopadhyay, M.; Kundu, P.K. Laser dressing of grinding wheels—a review. Int. J. Mechatron. Manuf. Syst. 2018, 11, 167–181. [Google Scholar]
- Deng, H.; Deng, Z.; Li, S. The grinding performance of a laser-dressed bronze-bonded diamond grinding wheel. Int. J. Adv. Manuf. Technol. 2017, 88, 1789–1798. [Google Scholar] [CrossRef]
- Gołąbczak, M.; Gołąbczak, A.; Tomczyk, B. Electrochemical and X-ray examinations of erosion products during dressing of superhard grinding wheels using alternating current and ecological electrolytes of low concentration of chemical compounds. Materials 2021, 14, 1375. [Google Scholar] [CrossRef]
- Gołąbczak, M.; Gołąbczak, A.; Konstantynowicz, A. Calibration of IR camera for heat generation monitoring during AEDG grinding. Mater. Werkst. 2017, 48, 335–341. [Google Scholar]
- Gołąbczak, A.; Kozak, J. Studies of electrodischarge and electrochemical systems for dressing of metal bond of grinding wheels. J. Eng. Manuf. Part. B 2006, 220, 413–420. [Google Scholar] [CrossRef]
- Gao, B.; Jin, T.; Qu, M.; Shang, Z.; Tang, L. Electrochemical cleaning grinding (ECCG) of aluminum alloy 6061 with electroconductive resin-bonded diamond wheels. J. Manuf. Proc. 2020, 57, 806–816. [Google Scholar] [CrossRef]
- Klocke, F.; Klink, A.; Henerichs, M. ELID dressing behavior of fine grained bronze bonded diamond grinding wheels. Int. J. Abr. Tech. 2009, 2, 358–367. [Google Scholar] [CrossRef]
- Saleh, T.; Rahman, M. In-process truing for ELID (electrolytic in-process dressing) grinding by pulsewidth control. IEEE Trans. Autom. Sci. Eng. 2011, 8, 338–346. [Google Scholar] [CrossRef]
- Zhu, Z.; Liu, X.; Thangam, S. Development and analysis of foil electrodes for high speed electrolytic in-process wheel dressing. Mach. Sci. Technol. 2007, 7, 65–81. [Google Scholar] [CrossRef]
- Wei, C.; Hu, D.; Xu, K.; Ni, J. Electrochemical discharge dressing of metal bond micro-grinding tools. Int. J. Mach. Tools Manuf. 2011, 51, 165–168. [Google Scholar] [CrossRef]
- Xie, J.; Xie, H.F.; Luo, M.F.; Tan, T.W.; Li, P. Dry electro-contact discharge mutual-wear truing of micro diamond wheel V-tip for precision micro-grinding. Int. J. Mach. Tools Manuf. 2012, 66, 44–51. [Google Scholar] [CrossRef]
- Gołąbczak, A.; Gołąbczak, M. Electrodischarge and electrochemical dressing of superhard grinding wheels. Int. J. Mach. Tech. Mat. 2016, 5, 7–9. [Google Scholar]
- Wang, X.; Ying, B.; Liu, W. EDM dressing of fine grain super abrasive grinding wheel. J. Mater. Process. Technol. 1996, 62, 299–302. [Google Scholar] [CrossRef]
- Hinduja, S.; Kunieda, M. Modelling of ECM and EDM processes. CIRP Ann. 2013, 62, 775–797. [Google Scholar] [CrossRef]
- Schöpf, M.; Beltrami, I.; Boccadoro, M.; Kramer, D.; Schumacher, B. ECDM (electro chemical discharge machining), a new method for trueing and dressing of metal bonded diamond grinding tools. CIRP Ann. 2001, 51, 125–128. [Google Scholar] [CrossRef]
- Gołąbczak, A. Method of Shaping of Cutting Surface of Grinding Wheels with Metal Bond. Patent No. PL 190236, 30 November 2005. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technical Designation | S1010 200 × 20 × 5 × 32 SD 125/100 M100 S1010 200 × 20 × 5 × 32 cBN 125/100 M75 |
| Manufacturer | “VIS” S.A. (Warszawa, Poland) |
| Type of grinding wheel | Straight grinding wheel |
| Dimensions | External diameter D = 200 mm, inner diameter d = 32 mm, abrasive layer width w = 20 mm, thickness of abrasive layer x = 5 mm |
| Type of abrasive | Monocrystalline synthetic diamond (SD) Cubic boron nitride (cBN) |
| Grit size | 125, FEPA, PN-85/M-59108 [µm] |
| Bond | Metal |
| Grit concentration | 100 (SD), US Standard ASTM E11 [mesh] 75 (cBN), US Standard ASTM E11 [mesh] |
| Grinding machine | ECBT8, TOS Hostivař (CETOS); Czech Republic |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gołąbczak, M.; Święcik, R.; Gołąbczak, A.; Kaczmarek, D.; Dębkowski, R.; Tomczyk, B. Electrodischarge Methods of Shaping the Cutting Ability of Superhard Grinding Wheels. Materials 2021, 14, 6773. https://doi.org/10.3390/ma14226773
Gołąbczak M, Święcik R, Gołąbczak A, Kaczmarek D, Dębkowski R, Tomczyk B. Electrodischarge Methods of Shaping the Cutting Ability of Superhard Grinding Wheels. Materials. 2021; 14(22):6773. https://doi.org/10.3390/ma14226773
Chicago/Turabian StyleGołąbczak, Marcin, Robert Święcik, Andrzej Gołąbczak, Dariusz Kaczmarek, Ryszard Dębkowski, and Barbara Tomczyk. 2021. "Electrodischarge Methods of Shaping the Cutting Ability of Superhard Grinding Wheels" Materials 14, no. 22: 6773. https://doi.org/10.3390/ma14226773
APA StyleGołąbczak, M., Święcik, R., Gołąbczak, A., Kaczmarek, D., Dębkowski, R., & Tomczyk, B. (2021). Electrodischarge Methods of Shaping the Cutting Ability of Superhard Grinding Wheels. Materials, 14(22), 6773. https://doi.org/10.3390/ma14226773