
The Influence of Electro-Conductive Compression Knits Wearing Conditions on Heating Characteristics




Abstract
:1. Introduction
2. Experimental Design
3. Results and Discussion
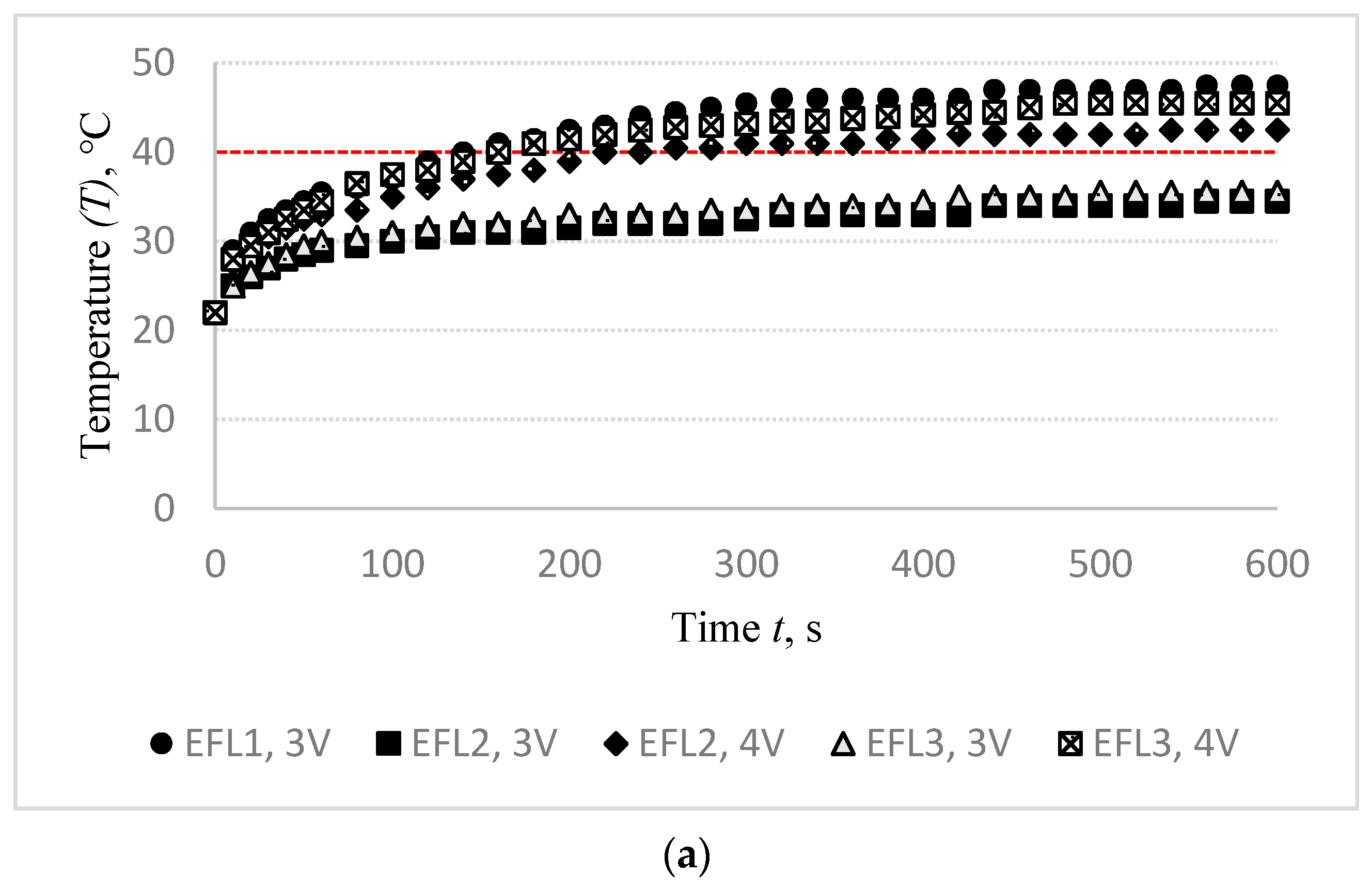
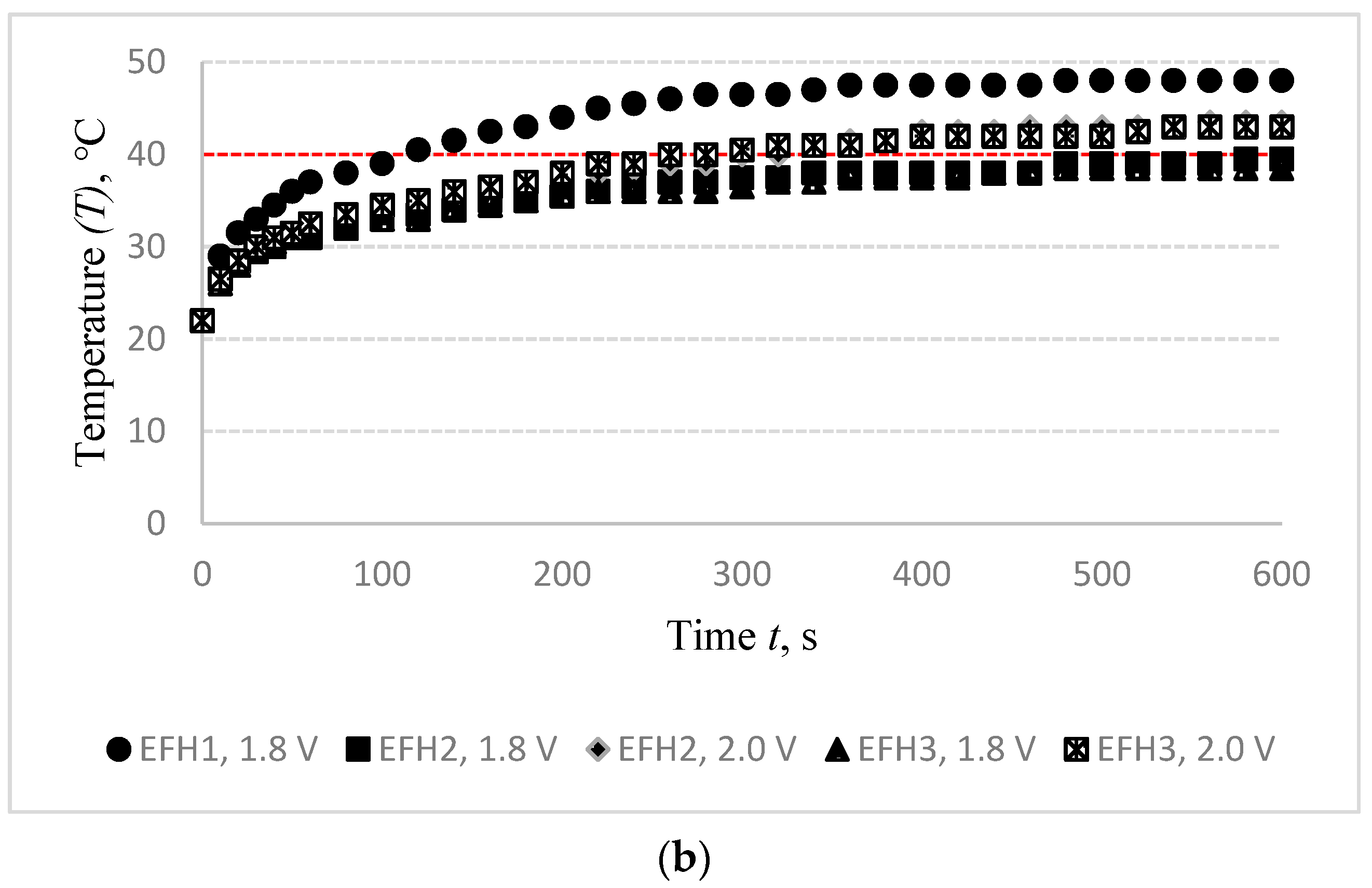
3.1. Voltage (V) Optimization for Target Temperature (T)
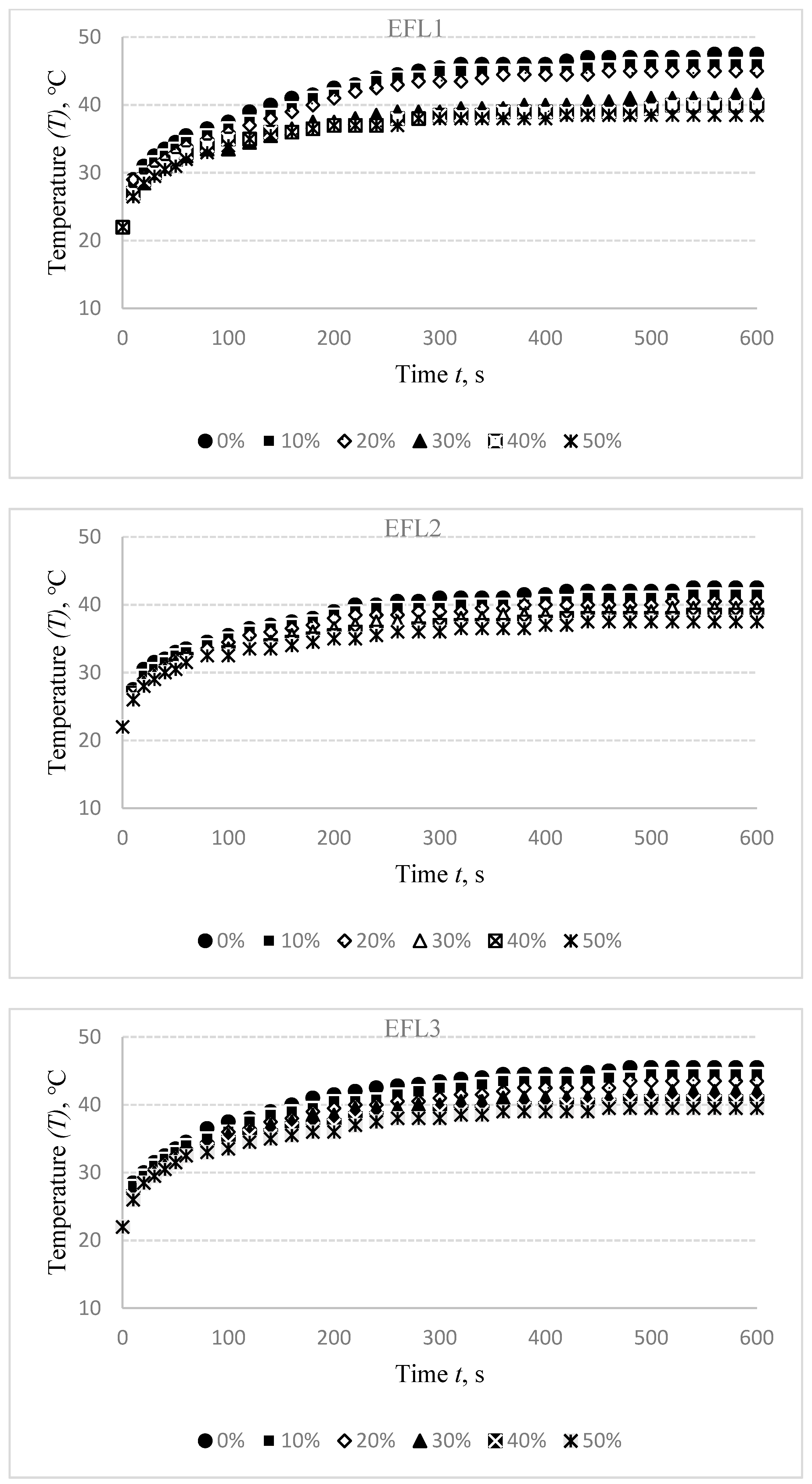
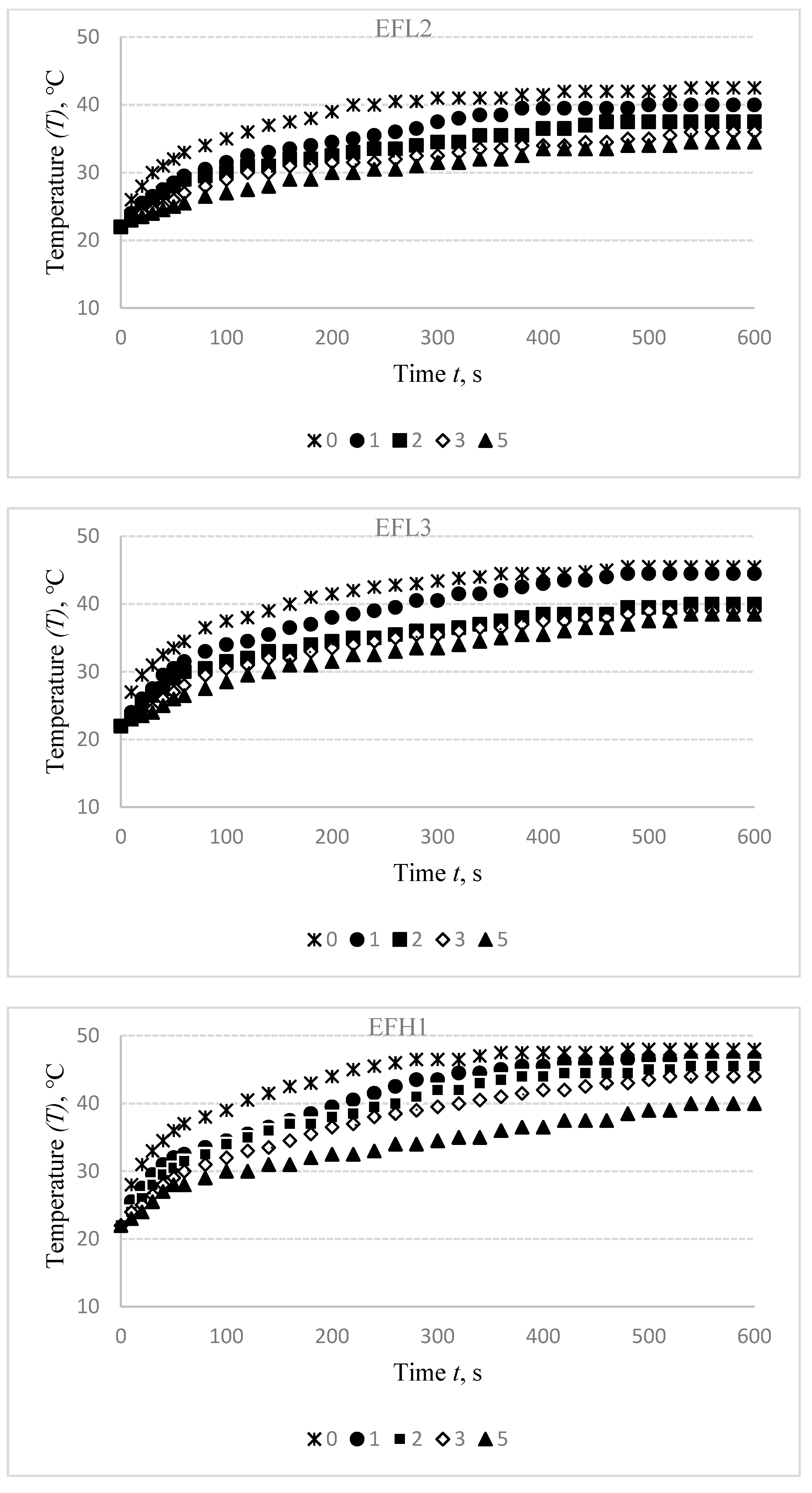
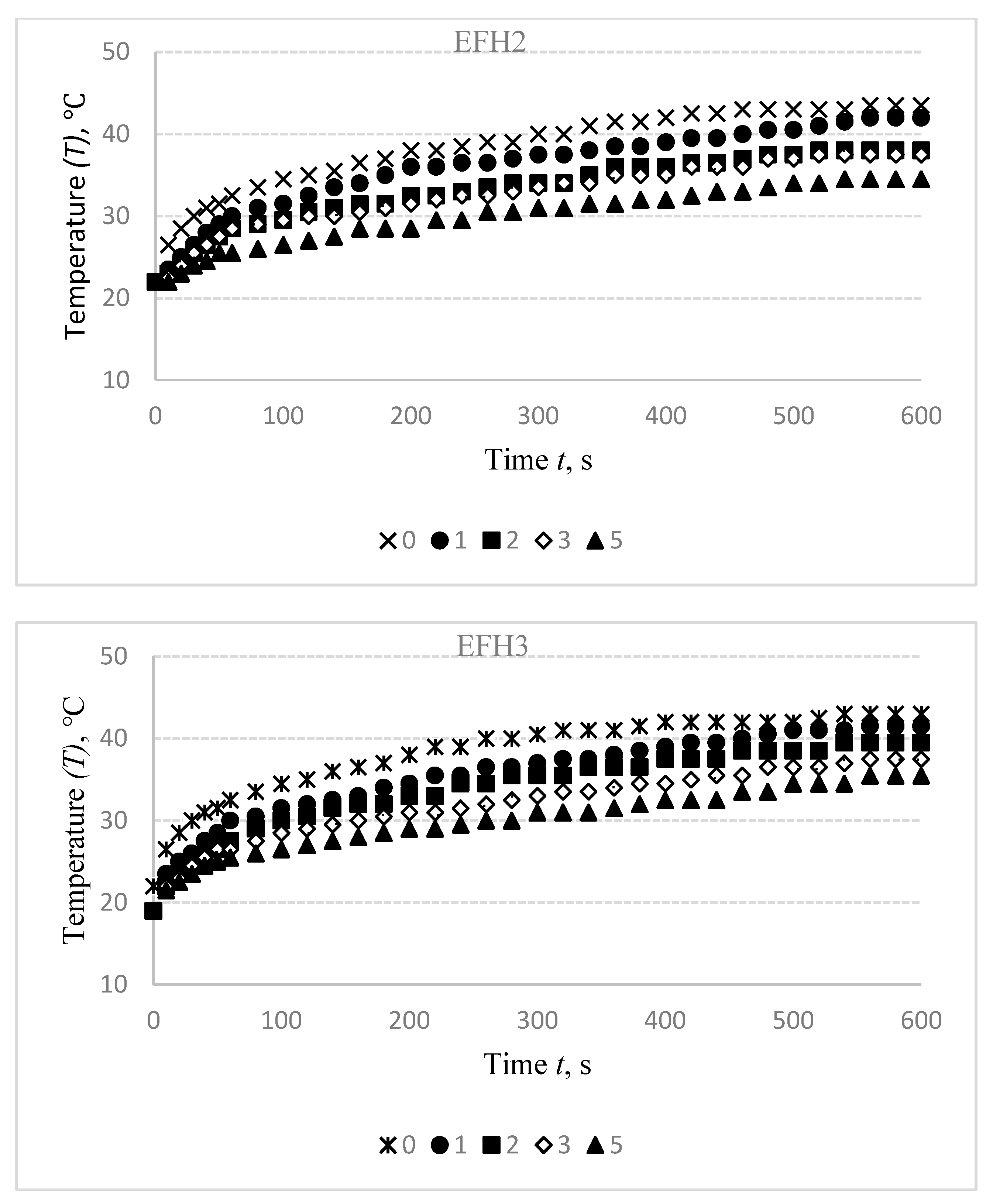
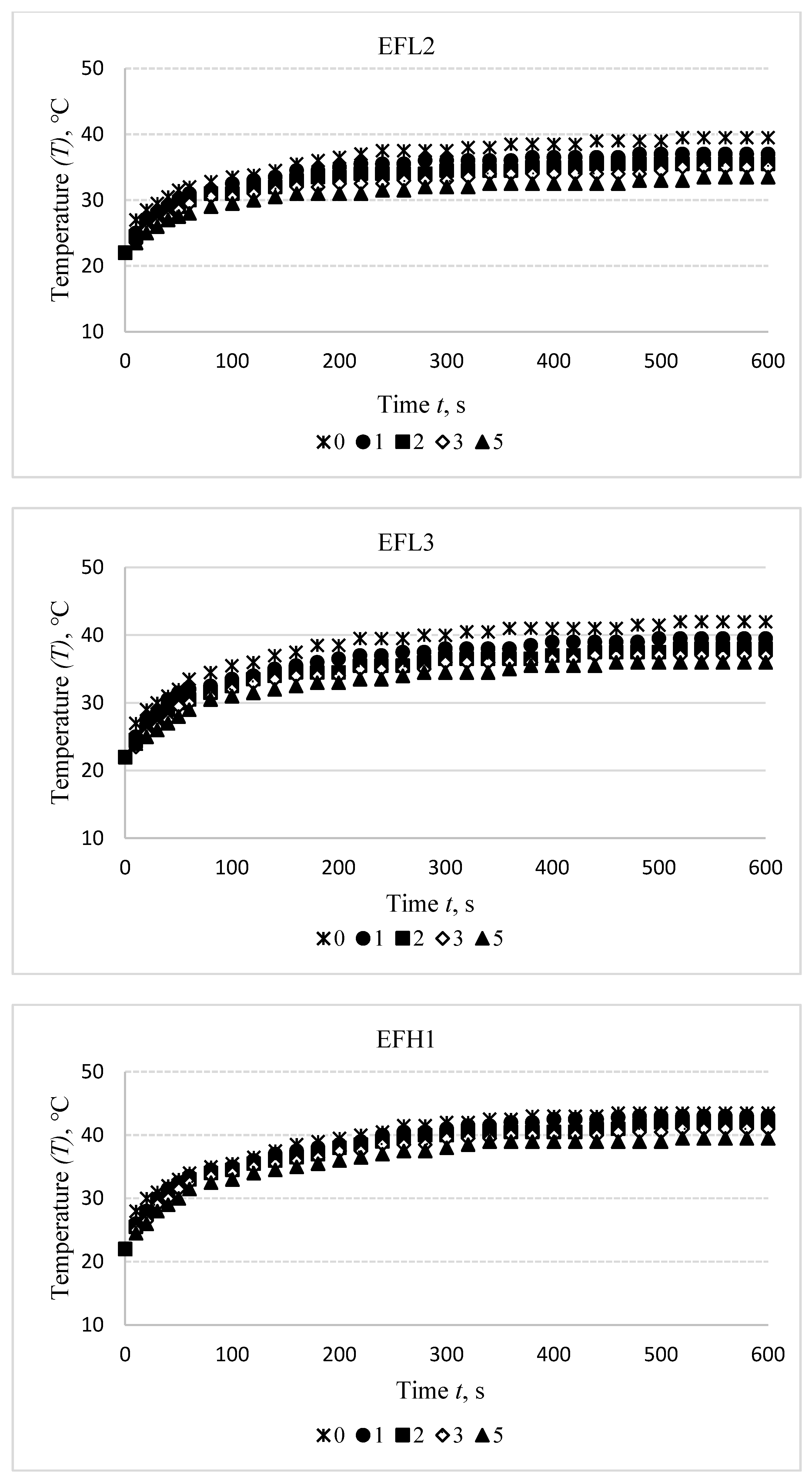
3.2. Effect of Elongation (ε) on Temperature (T) Characteristics
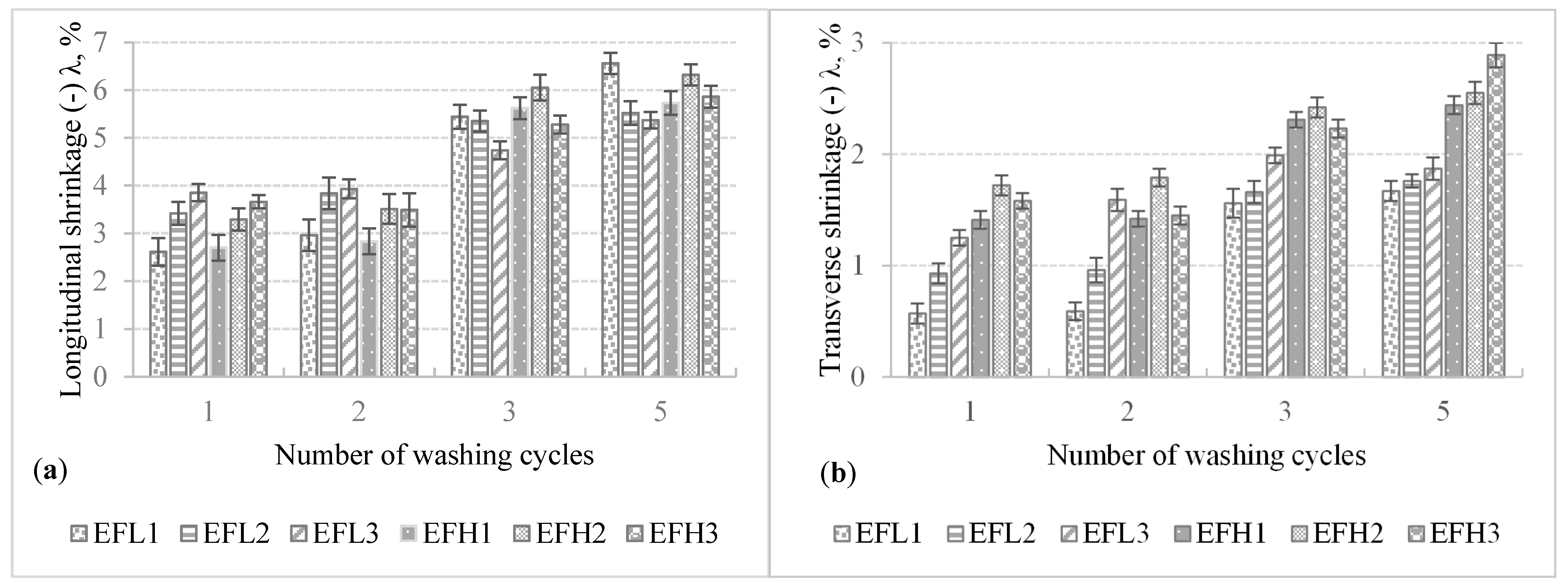
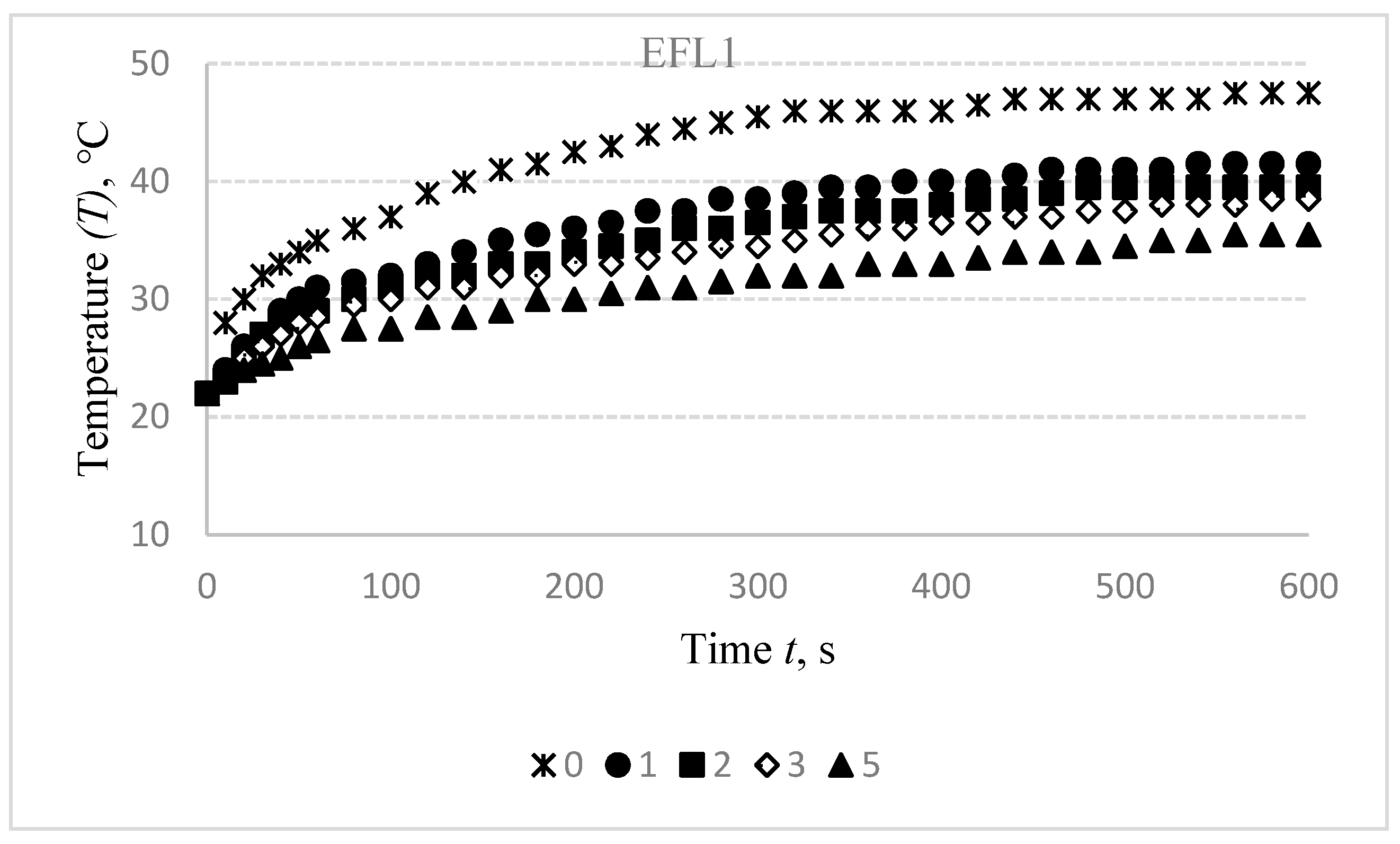
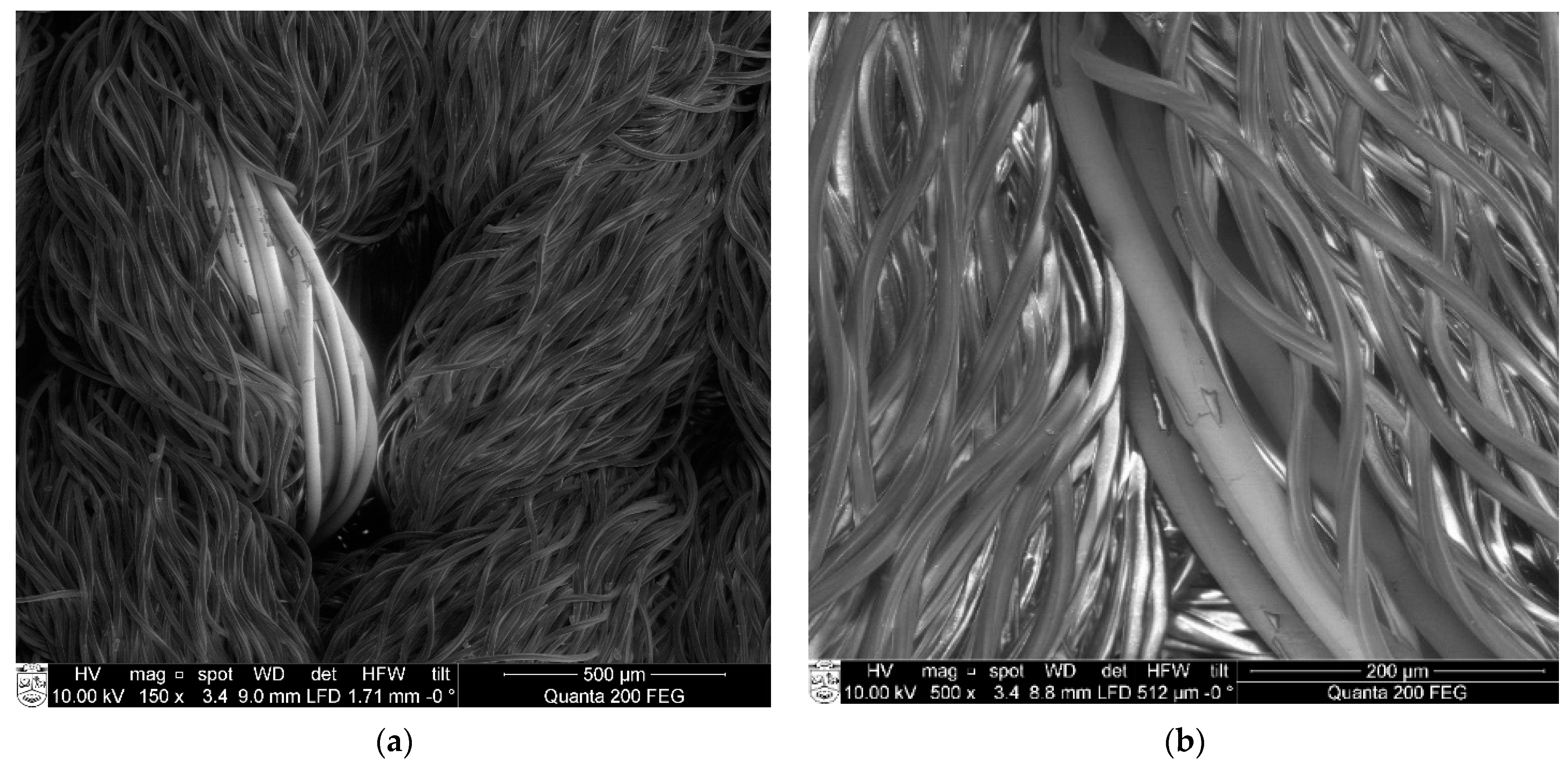
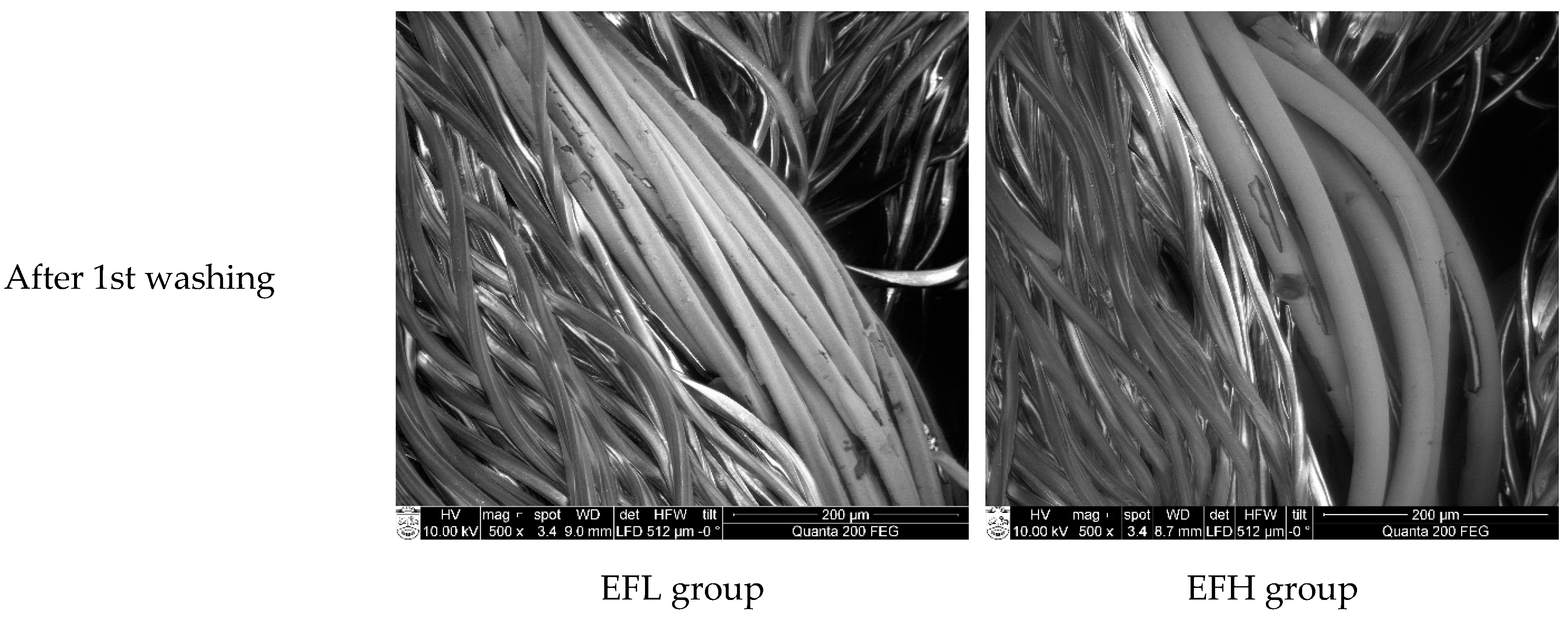
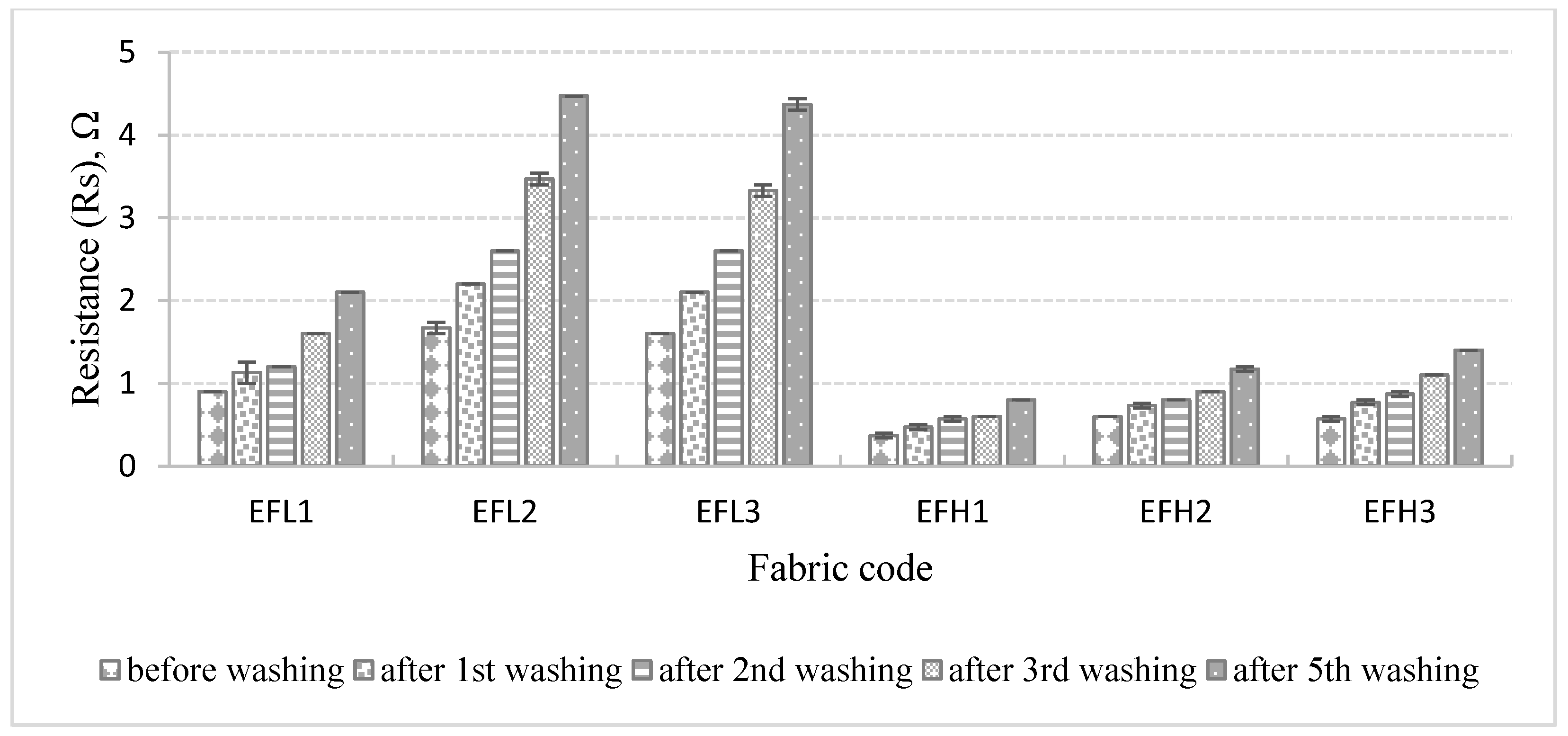
3.3. Effect of Washing on Structural and Temperature (T) Characteristics
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xue, P.; Tao, X.; Leung, M.Y.; Zhang, H. Electromechanical properties of conductive fibres, yarns and fabrics. Wearable Electron. Photonics 2005, 81, 81–104. [Google Scholar] [CrossRef]
- Cherenack, K.; Van Pieterson, L. Smart textiles: Challenges and opportunities. J. Appl. Phys. 2012, 112, 091301. [Google Scholar] [CrossRef] [Green Version]
- Fang, Y.; Chen, G.; Bick, M.; Chen, J. Smart textiles for personalized thermoregulation. Chem. Soc. Rev. 2021, 50, 9357–9374. [Google Scholar] [CrossRef] [PubMed]
- Jin, I.S.; Lee, J.U.; Jung, J.W. A facile solution engineering of PEDOT: PSS-Coated conductive textiles for wearable heater applications. Polymers 2021, 13, 945. [Google Scholar] [CrossRef]
- Lázár, K. Application of knitted fabrics in technical and medical textiles. In Proceedings of the 45th International Congress (IFKT), Ljubljana, Slovenia, 27–29 May 2010; pp. 1–6. [Google Scholar]
- Guptaa, D. Functional clothing-definition and classification. Indian J. Fibre Text. Res. 2011, 36, 312–326. [Google Scholar]
- Mikučionienė, D.; Milašiūtė, L. Influence of knitted orthopaedic support construction on compression generated by the support. J. Ind. Text. 2017, 47, 551–566. [Google Scholar] [CrossRef]
- Ališauskiene, D.; Mikučioniene, D.; Milašiute, L. Influence of inlay-yarn properties and insertion density on the compression properties of knitted orthopaedic supports. Fibres Text. East. Eur. 2013, 21, 74–78. [Google Scholar]
- Cheng, Z.; Kuzmichev, V.E.; Adolphe, D.C. Development of knitted materials selection for compression underwear. Autex Res. J. 2017, 17, 177–187. [Google Scholar] [CrossRef] [Green Version]
- Cieślak, M.; Karaszewska, A.; Gromadzińska, E.; Jasińska, I.; Kamińska, I. Comparison of methods for measurement of the pressure exerted by knitted fabrics. Text. Res. J. 2017, 87, 2117–2126. [Google Scholar] [CrossRef]
- Liu, R.; Guo, X.; Lao, T.T.; Little, T. A critical review on compression textiles for compression therapy: Textile-based compression interventions for chronic venous insufficiency. Text. Res. J. 2017, 87, 1121–1141. [Google Scholar] [CrossRef]
- Muraliene, L.; Buroke, E.; Mikucioniene, D. Influence of stabilization and short-term relaxation to compression generated by stocking welt. J. Text. Inst. 2019, 110, 1687–1694. [Google Scholar] [CrossRef]
- Zhang, X.; Ma, P. Application of Knitting Structure Textiles in Medical Areas. Autex Res. J. 2018, 18, 181–191. [Google Scholar] [CrossRef] [Green Version]
- Tiwari, S.K.; Fei, P.T.C.; McLaren, J.D. A pilot study: Evaluating the influence of knitting patterns and densities on fabric properties for sports applications. Procedia Eng. 2013, 60, 373–377. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Sun, G.; Li, J.; Chen, Y.; Chen, X.; Gao, W.; Hu, W. The structure and pressure characteristics of graduated compression stockings: Experimental and numerical study. Text. Res. J. 2019, 89, 5218–5225. [Google Scholar] [CrossRef]
- Abramavičiute, J.; Mikučioniene, D.; Čiukas, R. Structure properties of knits from natural yarns and their combination with elastane and polyamide threads. Medziagotyra 2011, 17, 43–46. [Google Scholar] [CrossRef] [Green Version]
- Wang, L. Study of Properties of Medical Compression Fabrics. J. Fiber Bioeng. Inform. 2011, 4, 15–22. [Google Scholar] [CrossRef]
- Brazaitis, M.; Paulauskas, H.; Eimantas, N.; Daniuseviciute, L.; Volungevicius, G.; Skurvydas, A. Motor performance is preserved in healthy aged adults following severe whole-body hyperthermia. Int. J. Hyperth. 2019, 36, 65–74. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hunter, S.D.; Dhindsa, M.S.; Cunningham, E.; Tarumi, T.; Alkatan, M.; Nualnim, N.; Tanaka, H. Impact of Hot Yoga on Arterial Stiffness and Quality of Life in Overweight/Obese Adults. J. Phys. Act. Health 2016, 13, 1360–1363. [Google Scholar] [CrossRef]
- Ali, A.; Baheti, V.; Militky, J.; Khan, Z.; Gilani, S.Q.Z. Comparative Performance of Copper and Silver Coated Stretchable Fabrics. Fibers Polym. 2018, 19, 607–619. [Google Scholar] [CrossRef]
- Calmbach, W.L.; Hutchens, M. Evaluation of patients presenting with knee pain: Part II. Differential diagnosis. Am. Fam. Physician 2003, 68, 917–922. [Google Scholar]
- Droval, G.; Glouannec, P.; Feller, J.F.; Salagnac, P. Simulation of electrical and thermal behavior of conductive polymer composites heating elements. J. Thermophys. Heat Transf. 2005, 19, 375–381. [Google Scholar] [CrossRef]
- Han, X.; Yang, D.; Yang, C.; Spintzyk, S.; Scheideler, L.; Li, P.; Li, D.; Geis-Gerstorfer, J.; Rupp, F. Carbon fiber reinforced PEEK composites based on 3D-printing technology for orthopedic and dental applications. J. Clin. Med. 2019, 8, 240. [Google Scholar] [CrossRef] [Green Version]
- Kayacan, O.; Bulgun, E.; Sahin, O. Implementation of Steel-based Fabric Panels in a Heated Garment Design. Text. Res. J. 2009, 79, 1427–1437. [Google Scholar] [CrossRef]
- Kayacan, O.; Bulgun, E.Y. Heating behaviors of metallic textile structures. Int. J. Cloth. Sci. Technol. 2009, 21, 127–136. [Google Scholar] [CrossRef]
- Stygienė, L.; Varnaitė-Ž Uravliova, S.; Abraitienė, A.; Padleckienė, I.; Krauledas, S. Investigation of Textile Heating Element in Simulated Wearing Conditions. Autex Res. J. 2020, 21. [Google Scholar] [CrossRef]
- Shahzad, A.; Jabbar, A.; Irfan, M.; Qadir, M.B.; Ahmad, Z. Electrical resistive heating characterization of conductive hybrid staple spun yarns. J. Text. Inst. 2020, 111, 1481–1488. [Google Scholar] [CrossRef]
- Huang, Q.; Wang, D.; Zheng, Z. Textile-Based Electrochemical Energy Storage Devices. Adv. Energy Mater. 2016, 6. [Google Scholar] [CrossRef]
- Repon, M.R.; Mikučionienė, D.; Baltina, I.; Blūms, J.; Laureckiene, G. Ag Coated Pa-Based Electro-Conductive Knitted Fabrics for Heat Generation in Compression Supports. Autex Res. J. 2021, 1–9. [Google Scholar] [CrossRef]
- Rotzler, S.; Kallmayer, C.; Dils, C.; von Krshiwoblozki, M.; Bauer, U.; Schneider-Ramelow, M. Improving the washability of smart textiles: Influence of different washing conditions on textile integrated conductor tracks. J. Text. Inst. 2020, 111, 1766–1777. [Google Scholar] [CrossRef]
- Tvarijonavičiene, B.; Mikučioniene, D.; Čiukas, R. Influence of knitting process conditions and washing on tensile characteristics of knitted ribbon yarns. Fibres Text. East. Eur. 2005, 13, 74–77. [Google Scholar]
- Tadesse, M.G.; Mengistie, D.A.; Chen, Y.; Wang, L.; Loghin, C.; Nierstrasz, V. Electrically conductive highly elastic polyamide/lycra fabric treated with PEDOT:PSS and polyurethane. J. Mater. Sci. 2019, 54, 9591–9602. [Google Scholar] [CrossRef] [Green Version]
- Tadesse, M.G.; Loghin, C.; Chen, Y.; Wang, L.; Catalin, D.; Nierstrasz, V. Effect of liquid immersion of PEDOT: PSS-coated polyester fabric on surface resistance and wettability. Smart Mater. Struct. 2017, 26. [Google Scholar] [CrossRef]
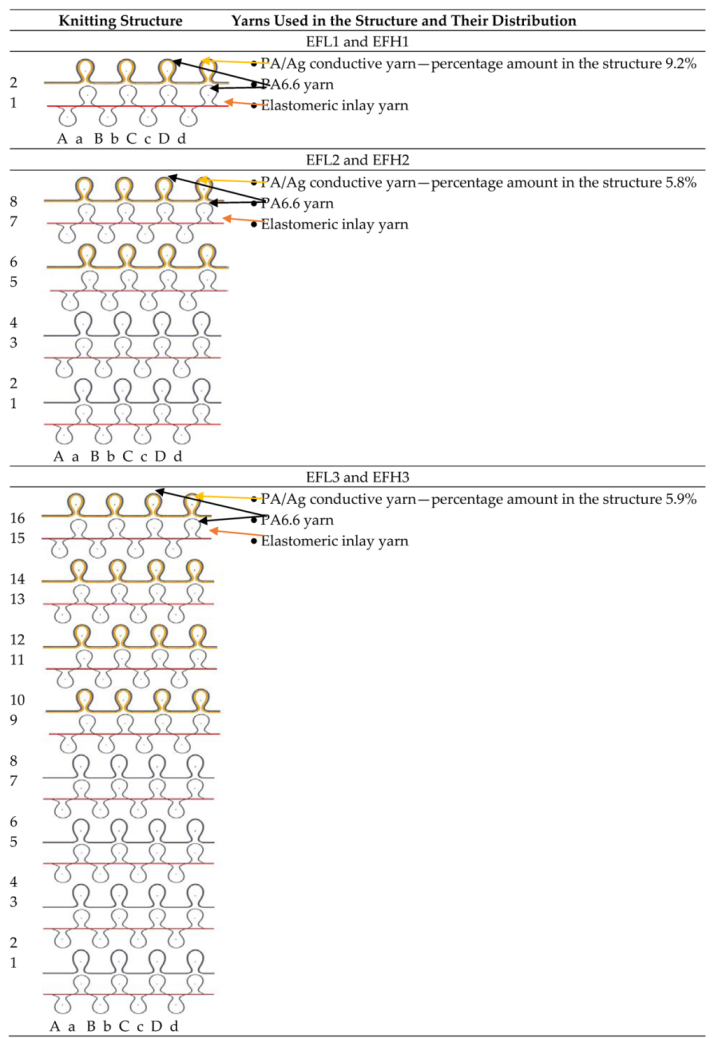
 —courses with conductive yarn,
—courses with conductive yarn,  —courses without conductive yarn,
—courses without conductive yarn,  —path of conductive yarn): (a) EFL1 and EFH1; (b) EFL2 and EFH2; (c) EFL3 and EFH3 [29].
—courses with conductive yarn, —courses without conductive yarn, —path of conductive yarn): (a) EFL1 and EFH1; (b) EFL2 and EFH2; (c) EFL3 and EFH3 [29].
—path of conductive yarn): (a) EFL1 and EFH1; (b) EFL2 and EFH2; (c) EFL3 and EFH3 [29].
—courses with conductive yarn, —courses without conductive yarn, —path of conductive yarn): (a) EFL1 and EFH1; (b) EFL2 and EFH2; (c) EFL3 and EFH3 [29].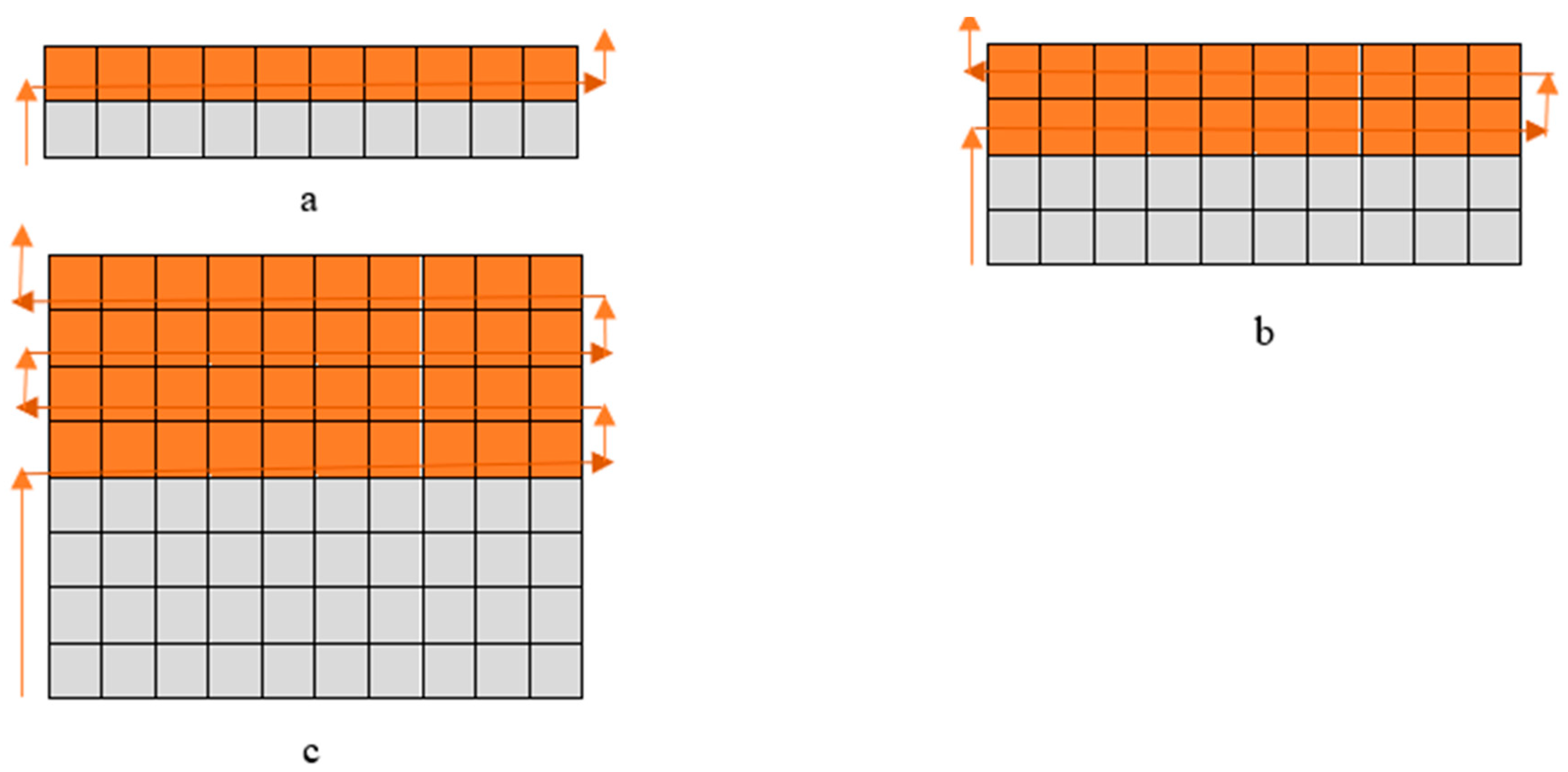







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
 |
| Sample Code | Area Density, g/m2 | Wale Pw and Course Pc Density (cm−1) | Average Loop Length, (mm) | Sample Area, m2 | |||
|---|---|---|---|---|---|---|---|
| Technical Face Side | Technical Back Side | ||||||
| Pc | Pw | Pc | Pw | ||||
| EFL1 | 326 ± 2 | 6.0 ± 0.1 | 6.0 ± 0.1 | 12.0 ± 0.1 | 6.0 ± 0.1 | 8.2 ± 0.3 | 0.022 |
| EFL2 | 324 ± 2 | 6.0 ± 0.1 | 6.0 ± 0.1 | 12.0 ± 0.1 | 6.0 ± 0.1 | 8.2 ± 0.2 | 0.022 |
| EFL3 | 325 ± 2 | 6.0 ± 0.1 | 6.0 ± 0.1 | 12.0 ± 0.1 | 6.0 ± 0.1 | 8.2 ± 0.3 | 0.022 |
| EFH1 | 351 ± 2 | 6.0 ± 0.1 | 6.0 ± 0.1 | 12.0 ± 0.1 | 6.0 ± 0.1 | 8.1 ± 0.2 | 0.022 |
| EFH2 | 349 ± 2 | 6.0 ± 0.1 | 6.0 ± 0.1 | 12.0 ± 0.1 | 6.0 ± 0.1 | 8.1 ± 0.2 | 0.022 |
| EFH3 | 350 ± 2 | 6.0 ± 0.1 | 6.0 ± 0.1 | 12.0 ± 0.1 | 6.0 ± 0.1 | 8.1 ± 0.3 | 0.022 |
| Sample Code | Tensile Force F, N | Compression P, kPa | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 10% | 20% | 30% | 40% | 50% | 10% | 20% | 30% | 40% | 50% | |
| EFL1 | 6.88 ± 0 | 10.32 ± 0.31 | 14.45 ± 0.65 | 18.64 ± 1.33 | 23.01 ± 1.92 | 3.07 | 4.59 | 6.44 | 8.30 | 10.25 |
| EFL2 | 7.59 ± 0.06 | 11.28 ± 0.16 | 14.86 ± 0.07 | 18.49 ± 0.11 | 22.61 ± 0.38 | 3.38 | 5.02 | 6.62 | 8.24 | 10.07 |
| EFL3 | 7.89 ± 0.13 | 11.44 ± 0.08 | 15.44 ± 0.14 | 19.64 ± 0.72 | 24.06 ± 0.66 | 3.52 | 5.09 | 6.88 | 8.75 | 10.72 |
| EFH1 | 8.1 ± 0.04 | 12.92 ± 0.14 | 19.13 ± 0.77 | 25.04 ± 0.39 | 29.24 ± 0.81 | 3.61 | 5.76 | 8.52 | 11.16 | 13.03 |
| EFH2 | 8.29 ± 0.08 | 12.07 ± 0.05 | 16.24 ± 0.2 | 20.68 ± 0.79 | 24.84 ± 0.56 | 3.69 | 5.38 | 7.24 | 9.22 | 11.07 |
| EFH3 | 8.25 ± 0.13 | 12.19 ± 0.14 | 16.51 ± 0.1 | 21.03 ± 0.19 | 25.92 ± 0.23 | 3.68 | 5.43 | 7.36 | 9.37 | 11.55 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Repon, M.R.; Laureckiene, G.; Mikucioniene, D. The Influence of Electro-Conductive Compression Knits Wearing Conditions on Heating Characteristics. Materials 2021, 14, 6780. https://doi.org/10.3390/ma14226780
Repon MR, Laureckiene G, Mikucioniene D. The Influence of Electro-Conductive Compression Knits Wearing Conditions on Heating Characteristics. Materials. 2021; 14(22):6780. https://doi.org/10.3390/ma14226780
Chicago/Turabian StyleRepon, Md. Reazuddin, Ginta Laureckiene, and Daiva Mikucioniene. 2021. "The Influence of Electro-Conductive Compression Knits Wearing Conditions on Heating Characteristics" Materials 14, no. 22: 6780. https://doi.org/10.3390/ma14226780
APA StyleRepon, M. R., Laureckiene, G., & Mikucioniene, D. (2021). The Influence of Electro-Conductive Compression Knits Wearing Conditions on Heating Characteristics. Materials, 14(22), 6780. https://doi.org/10.3390/ma14226780