
Evaluation of the Structure and Geometric Properties of Crushed Igneous Rock Aggregates

 , , , ,
, , , ,
Abstract
:1. Introduction
2. Background
3. Materials and Methods
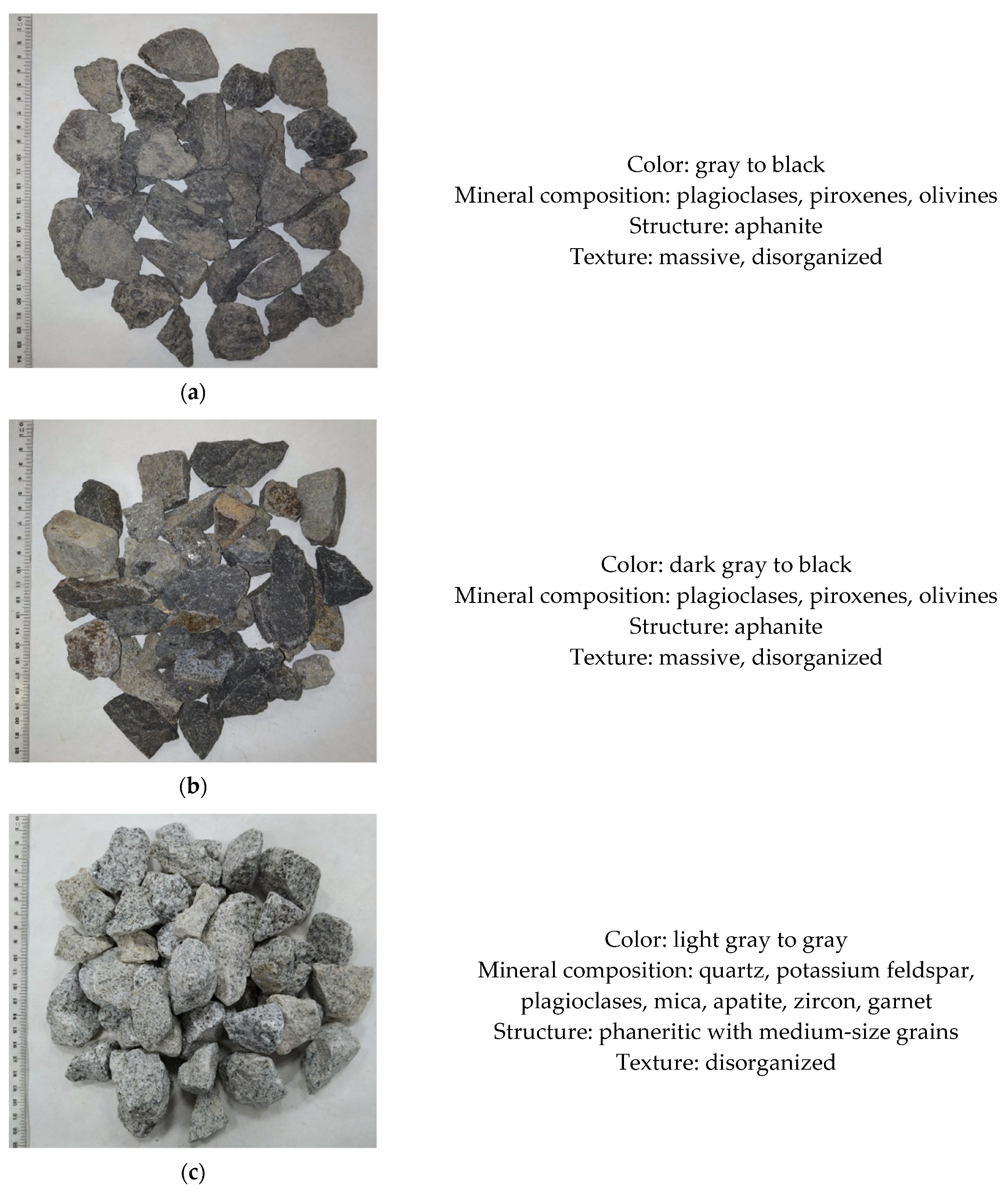
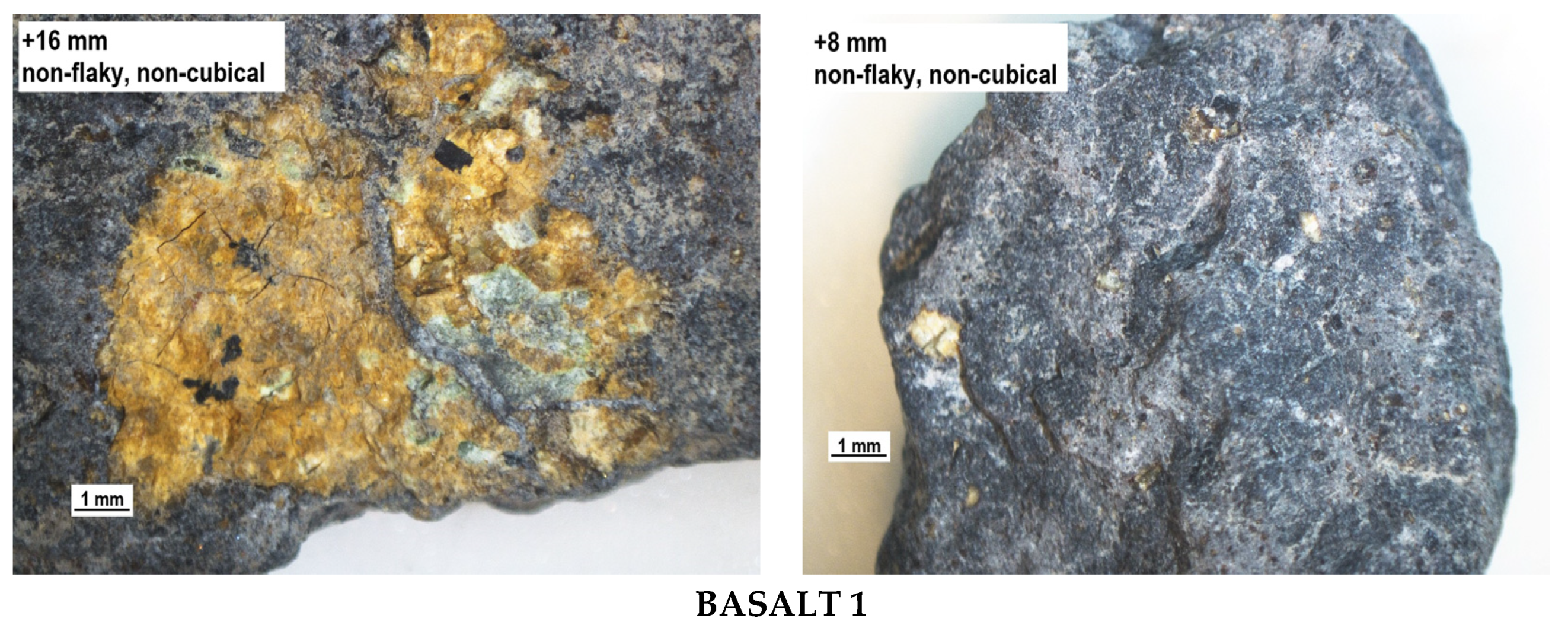
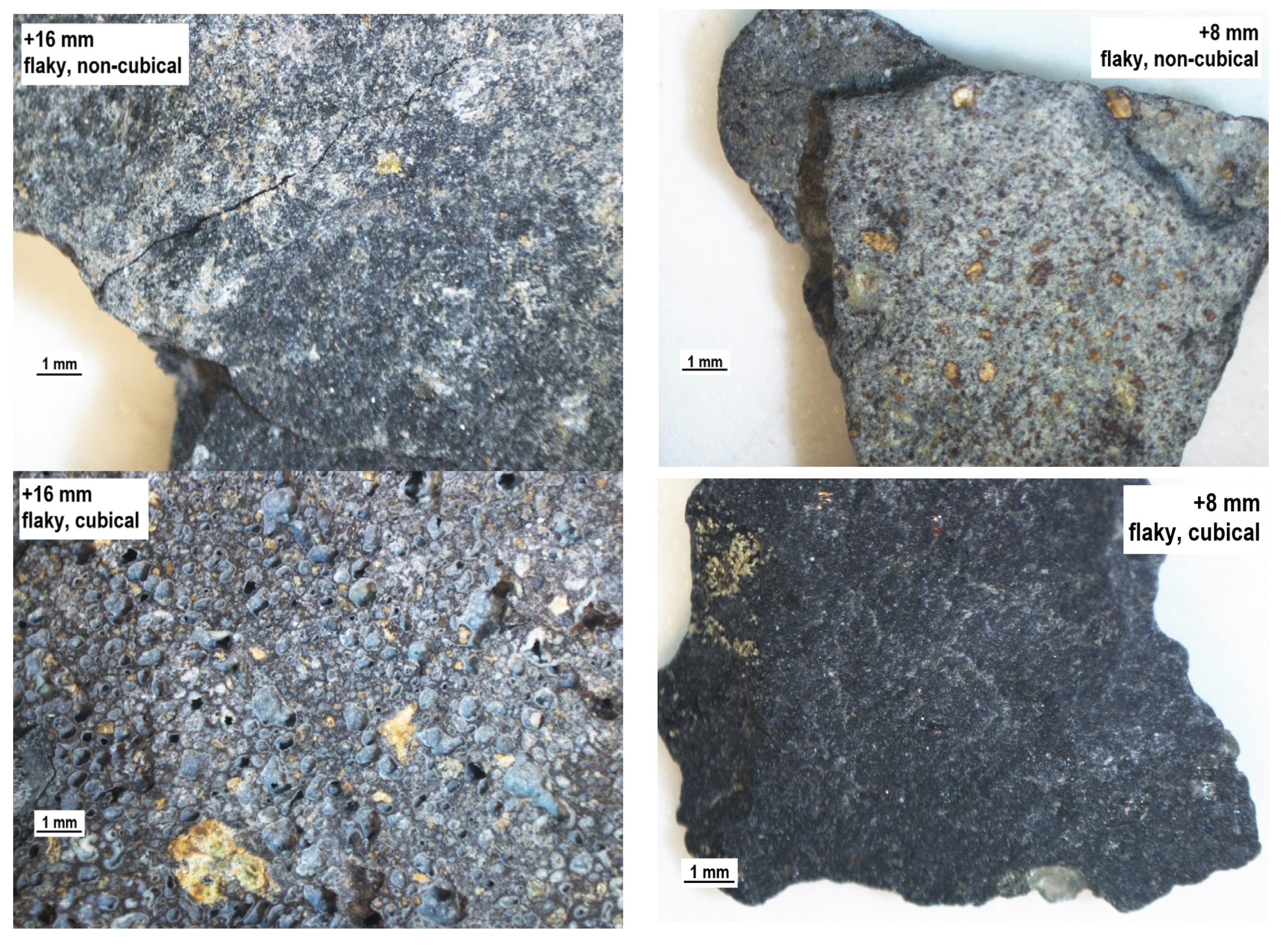
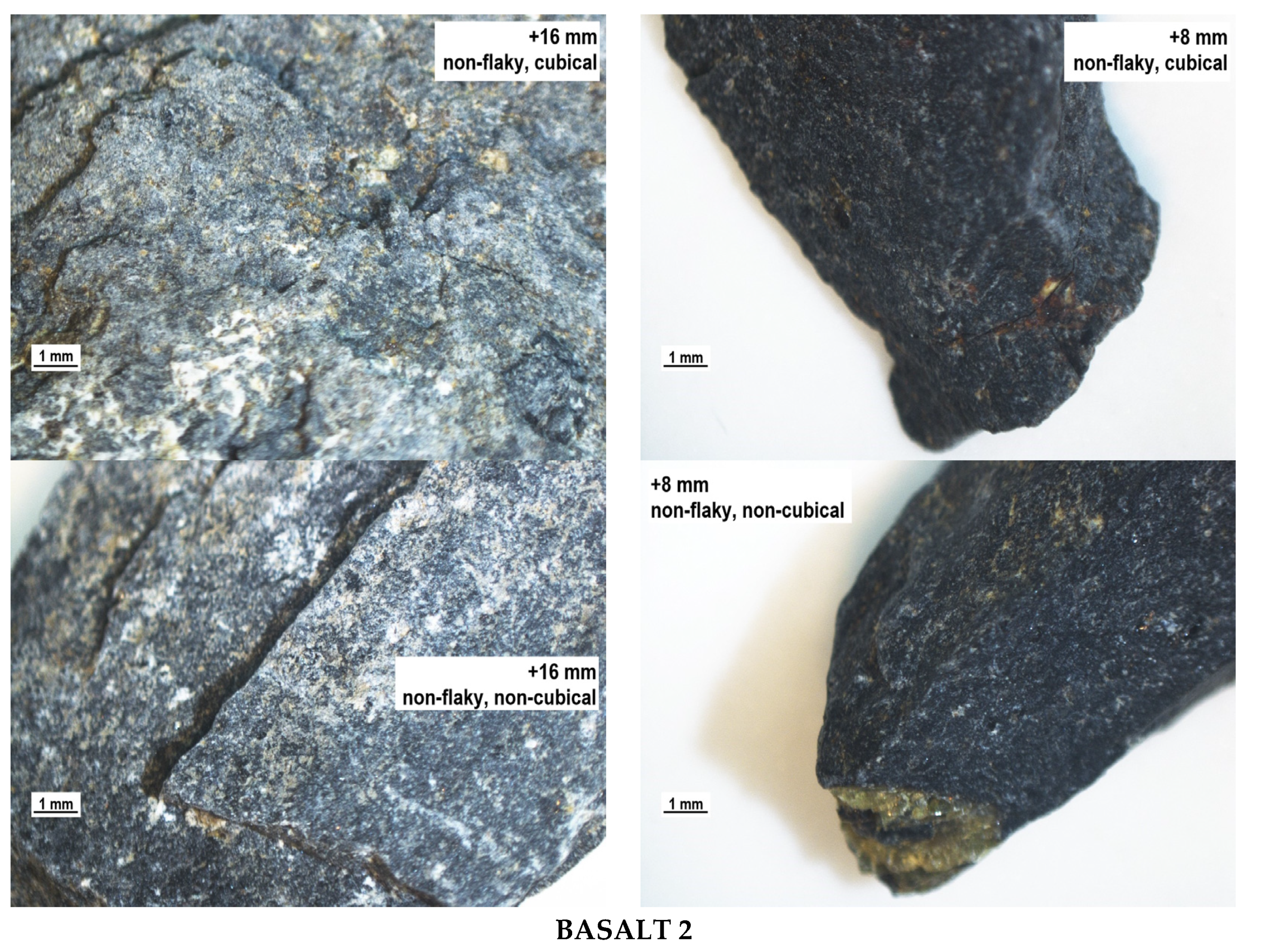
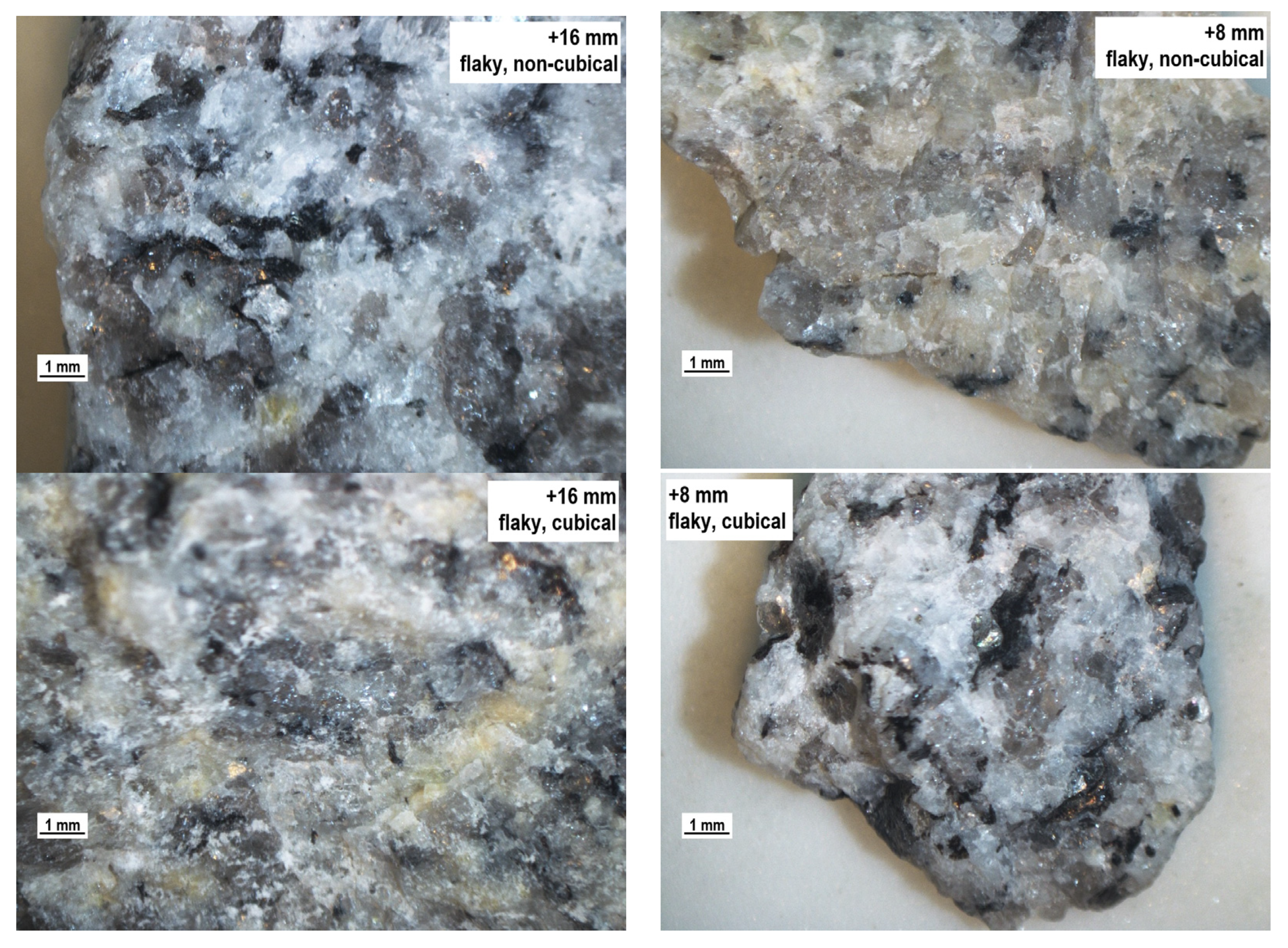
3.1. Materials
3.2. Methods
4. Results and Discussion
5. Conclusions
- -
- an analysis of the influence of the fragmentation technology on the quality parameters of aggregates,
- -
- an analysis of parameters for the selection of mechanical classification of crushed aggregates, and
- -
- development of a methodology for selection of a technology system for production of crushed aggregates (including lithology and mineralogy of the material).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Đokić, O.; Radević, A.; Zakić, D.; Đokić, B. Potential of natural and recycled concrete aggregate mixtures for use in pavement structures. Minerals 2020, 10, 744. [Google Scholar] [CrossRef]
- García-González, C.; Yepes, J.; Franesqui, M.A. Geomechanical characterization of volcanic aggregates for paving construction applications and correlation with the rock properties. Transp. Geotech. 2020, 24, 100383. [Google Scholar] [CrossRef]
- Czinder, B.; Török, Á. Strength and abrasive properties of andesite: Relationships between strength parameters measured on cylindrical test specimens and micro-Deval values—a tool for durability assessment. Bull. Eng. Geol. Environ. 2020, 1–19. [Google Scholar] [CrossRef]
- Gökalp, İ.; Uz, V.E.; Saltan, M. Testing the abrasion resistance of aggregates including by-products by using Micro Deval apparatus with different standard test methods. Constr. Build. Mater. 2016, 123, 1–7. [Google Scholar] [CrossRef]
- Bellil, A.; Aziz, A.; Achab, M.; Amine, A.; El Azhari, H. Effects of the Variety and Content of Natural Pozzolan Coarse Aggregate on the Thermo-Mechanical Properties of Concrete. Biointerface Res. Appl. Chem. 2021, 12, 5405–5415. [Google Scholar] [CrossRef]
- Azevedo, A.R.G.; Cecchin, D.; Carmo, D.F.; Silva, F.C.; Campos, C.M.O.; Shtrucka, T.G.; Marvila, M.T.; Monteiro, S.N. Analysis of the compactness and properties of the hardened state of mortars with recycling of construction and demolition waste (CDW). J. Mater. Res. Technol. 2020, 9, 5942–5952. [Google Scholar] [CrossRef]
- Ghazy, M.F.; Abd Elaty, M.A.; Abo-Elenain, M.T. Characteristics and optimization of cement concrete mixes with recycled asphalt pavement aggregates. Innov. Infrastruct. Solut. 2022, 7, 53. [Google Scholar] [CrossRef]
- Siddika, A.; Hajimohammadi, A.; Mamun, M.A.A.; Alyousef, R.; Ferdous, W. Waste Glass in Cement and Geopolymer Concretes: A Review on Durability and Challenges. Polymers 2021, 13, 2071. [Google Scholar] [CrossRef] [PubMed]
- Yu, P.; Manalo, A.; Ferdous, W.; Abousnina, R.; Salih, C.; Heyer, T.; Schubel, P. Investigation on the physical, mechanical and microstructural properties of epoxy polymer matrix with crumb rubber and short fibres for composite railway sleepers. Constr. Build. Mater. 2021, 295, 123700. [Google Scholar] [CrossRef]
- Bieńkowski, M. Rynek kruszyw w Polsce i Europie. Powder & Bulk Materiały Sypkie i Masowe. 2020. Available online: http://www.powderandbulk.pl/files/materia%C5%82y_2020/numer3/P&B%233_net.pdf (accessed on 10 July 2021).
- Kozioł, W.; Ciepliński, A.; Machniak, Ł.; Borcz, A. Aggregates in construction. Part 1. Natural aggregates. Nowocz. Bud. Inż. 2015, 4, 98–100. (In Polish) [Google Scholar]
- Adomako, S.; Engelsen, C.J.; Thorstensen, R.T.; Barbieri, D.A. Review of the relationship between aggregates geology and Los Angeles and micro-Deval tests. Bull. Eng. Geol. Environ. 2021, 80, 1963–1980. [Google Scholar] [CrossRef]
- Gawenda, T. Innowacyjne technologie produkcji kruszyw o ziarnach foremnych. Min. Sci. 2015, 22, 45–59. (In Polish) [Google Scholar]
- Galos, K. Changes on the natural crushed aggregates market in Poland after 2000. Min. Sci. 2015, 125, 43–61. (In Polish) [Google Scholar]
- Okogbue, C.O.; Aghamelu, O.P. Performance of pyroclastic rocks from Abakaliki Metropolis (southeastern Nigeria) in road construction projects. Bull. Eng. Geol. Environ. 2013, 72, 433–446. [Google Scholar] [CrossRef]
- Gawenda, T. Zasady Doboru kruszarek Oraz Układów Technologicznych w Produkcji Kruszyw Łamanych, Rozprawy. Monografie No 34; AGH: Krakow, Poland, 2015. [Google Scholar]
- Branco, F.C.; Quinta-Ferreira, M.; Fernandes, I. Characteristics of aggregates used in road construction in Portugal, complying with the requirements of European Conformity (CE marking). Bull. Eng. Geol. Environ. 2019, 78, 803–815. [Google Scholar] [CrossRef]
- Navikas, D.; Sivilevičius, H.; Bulevičius, M. Investigation and evaluation of railway ballast properties variation during technological processes. Constr. Build. Mater. 2018, 185, 325–337. [Google Scholar] [CrossRef]
- Yang, H.S.; Che, Y.J. Influence of particle size distribution of fine and micro-aggregate on the microstructure of cement mortar and paste. Mater. Res. Innov. 2015, 19, 130–133. [Google Scholar] [CrossRef]
- Meddah, M.S.; Zitouni, S.; Belâabes, S. Effect of content and particle size distribution of coarse aggregate on the compressive strength of concrete. Constr. Build. Mater. 2010, 24, 505–512. [Google Scholar] [CrossRef]
- Wu, K.; Chen, B.; Yao, W. Study of the influence of aggregate size distribution on mechanical properties of concrete by acoustic emission technique. Cem. Concr. Res. 2001, 31, 919–923. [Google Scholar] [CrossRef]
- Gawenda, T. Problematyka doboru maszyn kruszących w instalacjach produkcji kruszyw mineralnych (Issues of crushing devices selection for mineral aggregates production circuits). Górnictwo Geoinżynieria 2010, 34, 195–209. (In Polish) [Google Scholar]
- Miskovsky, K.; Duarte, M.T.; Kou, S.Q.; Lindqvist, P.A. Influence of the mineralogical composition and textural properties on the quality of coarse aggregates. J. Mater. Eng. Perform. 2004, 13, 144–150. [Google Scholar] [CrossRef]
- Gawenda, T. Wpływ rozdrabniania surowców skalnych w różnych kruszarkach i stadiach kruszenia na jakość kruszyw mineralnych (The influence of rock raw materials comminution in various crushers and crushing stages on the quality of mineral aggregates). Gospod. Surowcami Min. 2013, 29, 53–65. (In Polish) [Google Scholar] [CrossRef]
- Meisuh, B.K.; Kankam, C.K.; Buabin, T.K. Effect of quarry rock dust on the flexural strength of concrete. Case Stud. Constr. Mater. 2018, 8, 16–22. [Google Scholar] [CrossRef]
- Bangaru, R.S.; Das, A. Aggregate shape characterization in frequency domain. Constr. Build. Mater. 2012, 34, 554–560. [Google Scholar] [CrossRef]
- Jerónimo, P.; Resende, R.; Fortunato, E. An assessment of contact and laser-based scanning of rock particles for railway ballast. Transp. Geotech. 2020, 22, 100302. [Google Scholar] [CrossRef]
- Persson, A.-L. Image analysis of shape and size of fine aggregates. Eng. Geol. 1998, 50, 177–186. [Google Scholar] [CrossRef]
- EN 933-1, Tests for Geometrical Properties of Aggregates—Part 1: Determination of Particle Size Distribution—Sieving Method; European Standard; CEN: Brussels, Belgium, 2012.
- EN 933-3, Tests for Geometrical Properties of Aggregates—Part 3: Determination of Particle Shape—Flakiness Index; European Standard; CEN: Brussels, Belgium, 2012.
- EN 933-4, Tests for Geometrical Properties of Aggregates—Part 4: Determination of Particle Shape—Shape Index; European Standard; CEN: Brussels, Belgium, 2008.
- Oleksik, K.; Ostrowski, K.; Mrocheń, D. Determination of flakiness index (FI) and shape index (SI) using open source digital image analysis software. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; Volume 427, p. 012010. [Google Scholar] [CrossRef]
- Paixão, A.; Resende, R.; Fortunato, E. Photogrammetry for digital reconstruction of railway ballast particles—A cost-efficient method. Constr. Build. Mater. 2018, 191, 963–976. [Google Scholar] [CrossRef]
- Zhou, Y.; Jin, H.; Wang, B. Modeling and mechanical influence of meso-scale concrete considering actual aggregate shapes. Constr. Build. Mater. 2019, 228, 116785. [Google Scholar] [CrossRef]
- Guo, Y.; Markine, V.; Song, J.; Jing, G. Ballast degradation: Effect of particle size and shape using Los Angeles Abrasion test and image analysis. Constr. Build. Mater. 2018, 169, 414–424. [Google Scholar] [CrossRef]
- Mvelase, G.M.; Gräbe, P.J.; Anochie-Boateng, J.K. The use of laser technology to investigate the effect of railway ballast roundness on shear strength. Transp. Geotech. 2017, 11, 97–106. [Google Scholar] [CrossRef]
- Anochie-Boateng, J.K.; Komba, J.J.; Mvelase, G.M. Three-dimensional laser scanning technique to quantify aggregate and ballast shape properties. Constr. Build. Mater. 2013, 43, 389–398. [Google Scholar] [CrossRef]
- Wang, H.; Bu, Y.; Wang, Y.; Yang, X.; You, Z. The Effect of Morphological Characteristic of Coarse Aggregates Measured with Fractal Dimension on Asphalt Mixture’s High-Temperature Performance. Adv. Mater. Sci. Eng. 2016, 2016, e6264317. [Google Scholar] [CrossRef] [Green Version]
- Hassan, H.M.Z.; Wu, K.; Huang, W.; Chen, S.; Zhang, Q.; Xie, J.; Cai, X. Study on the influence of aggregate strength and shape on the performance of asphalt mixture. Constr. Build. Mater. 2021, 294, 1–14. [Google Scholar] [CrossRef]
- Oduroh, P.K.; Mahboub, K.C. Flat and Elongated Aggregates in Superpave Regime. J. Mater. Civ. Eng. 2000, 12, 124. [Google Scholar] [CrossRef]
- Cook, C.S.; Tanyu, B.F.; Yavuz, A.B. Effect of Particle Shape on Durability and Performance of Unbound Aggregate Base. J. Mater. Civ. Eng. 2017, 29, 04016221. [Google Scholar] [CrossRef]
- Bulevičius, M.; Petkevičius, K.; Čirba, S. The influence of geometric parameters on strength properties of the aggregates used to produce asphalt mixtures. J. Civ. Eng. 2013, 19, 894–902. [Google Scholar] [CrossRef]
- Ostrowski, K.; Sadowski, Ł.; Stefaniuk, D.; Wałach, D.; Gawenda, T.; Oleksik, K.; Usydus, I. The Effect of the Morphology of Coarse Aggregate on the Properties of Self-Compacting High-Performance Fibre-Reinforced Concrete. Materials 2018, 11, 1372. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Huang, Y.; Sun, W.; Nair, H.; Lane, D.S.; Wang, L. Effect of coarse aggregate morphology on the mechanical properties of stone matrix asphalt. Constr. Build. Mater. 2017, 152, 48–56. [Google Scholar] [CrossRef]
- Stempkowska, A.; Gawenda, T.; Naziemiec, Z.; Adam Ostrowski, K.; Saramak, D.; Surowiak, A. Impact of the Geometrical Parameters of Dolomite Coarse Aggregate on the Thermal and Mechanic Properties of Preplaced Aggregate Concrete. Materials 2020, 13, 4358. [Google Scholar] [CrossRef]
- Wang, L.; Sun, W.; Tutumluer, E.; Druta, C. Evaluation of Aggregate Imaging Techniques for Quantification of Morphological Characteristics. Transp. Res. Rec. 2013, 2335, 39–49. [Google Scholar] [CrossRef]
- Xing, B.; Fan, W.; Lyu, Y.; Sun, H.; Che, J. Influence of particle mineralogy and size on the morphological characteristics of mineral fillers. J. Mater. Res. Technol. 2021, 15, 3995–4009. [Google Scholar] [CrossRef]
- Kabała, C. Soils of Lower Silesia: Origins, Diversity and Protection; Polish Society of Soil Science; Humic Substances Society: Wrocław, Poland, 2015; p. 11. Available online: http://www.org.up.wroc.pl/igosr/PTG29/monografia.pdf (accessed on 10 July 2021).
- Heidelberg, A.; Lanotte, M.; Kutay, M. Three-Dimensional Reconstruction and Morphological Characterization of Aggregates Using Imaging and Spherical Harmonics. J. Test. Eval. 2020, 49, 2984–2993. [Google Scholar] [CrossRef]
- Yaseen, G.; Alaloul, W.S.; Hafeez, I.; Qureshi, A.H. Shape Characterizing of Aggregates Produced through Different Crushing Techniques. Coatings 2021, 11, 1199. [Google Scholar] [CrossRef]
- Bouquety, M.N.; Descantes, Y.; Barcelo, L.; de Larrard, F.; Clavaud, B. Experimental study of crushed aggregate shape. Constr. Build. Mater. 2007, 21, 865–872. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| BASALT 1 | BASALT 2 | GRANITE | MELAPHYRE |
|---|---|---|---|
| 0.69 | 4.26 | 1.12 | 1.13 |
| Particle Size, mm | dmax, mm | BASALT 1 | BASALT 2 | GRANITE | MELAPHYRE | ||||
|---|---|---|---|---|---|---|---|---|---|
| Shape Index | Flakiness Index | Shape Index | Flakiness Index | Shape Index | Flakiness Index | Shape Index | Flakiness Index | ||
| 31.5–40.0 | 40.0 | 11.77 | 16.87 | 23.94 | 26.84 | 2.43 | 4.12 | 17.50 | 22.92 |
| 25.0–31.5 | 31.5 | 24.06 | 21.96 | 33.59 | 30.56 | 9.32 | 4.57 | 32.54 | 33.84 |
| 20.0–25.0 | 25.0 | 33.84 | 25.51 | 39.15 | 26.26 | 18.72 | 15.30 | 41.74 | 33.76 |
| 16.0–20.0 | 20.0 | 32.21 | 18.27 | 29.56 | 18.82 | 28.46 | 16.91 | 45.23 | 24.52 |
| 12.5–16.0 | 16.0 | 29.33 | 24.32 | 24.37 | 16.60 | 28.90 | 18.62 | 48.92 | 35.69 |
| 10.0–12.5 | 12.5 | 33.53 | 20.03 | 25.10 | 12.97 | 36.36 | 20.22 | 41.40 | 36.01 |
| 8.0–10.0 | 10.0 | 35.62 | 21.36 | 33.68 | 15.86 | 43.41 | 18.44 | 55.30 | 33.96 |
| 6.3–8.0 | 8.0 | 33.42 | 18.04 | 28.51 | 18.34 | 48.03 | 19.01 | 56.33 | 34.32 |
| 5.0–6.3 | 6.3 | 27.98 | 12.01 | 25.62 | 26.72 | 35.72 | 11.11 | 70.22 | 24.82 |
| 4.0–5.0 | 5.0 | 30.58 | 9.33 | 25.69 | 15.05 | 47.17 | 10.73 | 69.78 | 24.55 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Strzałkowski, P.; Duchnowska, M.; Kaźmierczak, U.; Bakalarz, A.; Wolny, M.; Karwowski, P.; Stępień, T. Evaluation of the Structure and Geometric Properties of Crushed Igneous Rock Aggregates. Materials 2021, 14, 7202. https://doi.org/10.3390/ma14237202
Strzałkowski P, Duchnowska M, Kaźmierczak U, Bakalarz A, Wolny M, Karwowski P, Stępień T. Evaluation of the Structure and Geometric Properties of Crushed Igneous Rock Aggregates. Materials. 2021; 14(23):7202. https://doi.org/10.3390/ma14237202
Chicago/Turabian StyleStrzałkowski, Paweł, Magdalena Duchnowska, Urszula Kaźmierczak, Alicja Bakalarz, Michał Wolny, Piotr Karwowski, and Tomasz Stępień. 2021. "Evaluation of the Structure and Geometric Properties of Crushed Igneous Rock Aggregates" Materials 14, no. 23: 7202. https://doi.org/10.3390/ma14237202