
The Effects of Absorbing Materials on the Homogeneity of Composite Heating by Microwave Radiation

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials, Equipment, and Manufacturing
2.2. Characterisation
2.2.1. Dielectric Properties
2.2.2. Thermal Diffusivity
2.2.3. Differential Scanning Calorimetry (DSC)
3. Results and Discussion
3.1. Selection of an Effective Microwave Absorber Material (MAM)
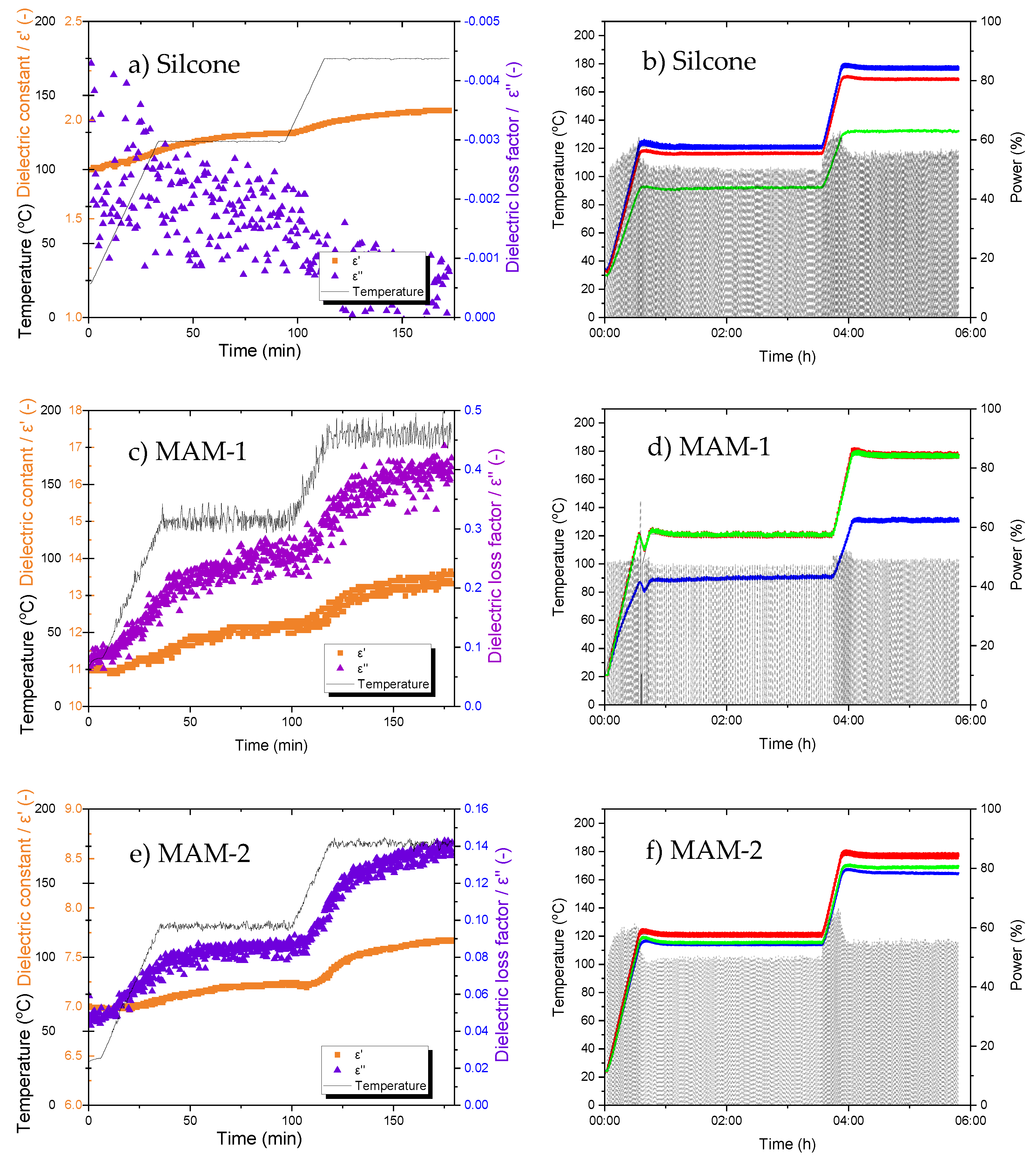
3.1.1. Silicone Material (Matrix)
3.1.2. Bespoke Absorber (MAM-1)
3.1.3. Commercial Absorber (MAM-2)
3.2. Industrial Composite Manufacturing
3.2.1. Composite Laminate Manufactured without a MAM
3.2.2. Composite Laminate Using a MAM
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Severijns, C.; de Freitas, S.T.; Poulis, J. Susceptor-assisted induction curing behaviour of a two component epoxy paste adhesive for aerospace applications. Int. J. Adhes. Adhes. 2017, 75, 155–164. [Google Scholar] [CrossRef] [Green Version]
- Wu, Q.; Ma, L.; Wu, L.; Xiong, J. A novel strengthening method for carbon fiber composite lattice truss structures. Compos. Struct. 2016, 153, 585–592. [Google Scholar] [CrossRef]
- Nuhiji, B.; Attard, D.; Deveth, A.; Bungur, J.; Fox, B. The influence of processing techniques on the matrix distribution and filtration of clay in a fibre reinforced nanocomposite. Compos. Part B Eng. 2016, 84, 1–8. [Google Scholar] [CrossRef]
- Nuhiji, B.; Attard, D.; Thorogood, G.; Hanley, T.; Magniez, K.; Bungur, J. The effect of heating rate, mechanical vibration and surfactant chemistry on the structure-property relationships of epoxy/clay nanocomposites. Materials 2013, 6, 3624–3640. [Google Scholar] [CrossRef] [Green Version]
- Nuhiji, B.; Attard, D.; Thorogood, G.; Hanley, T.; Magniez, K.; Fox, B. The effect of alternate heating rates during cure on the structure–property relationships of epoxy/MMT clay nanocomposites. Compos. Sci. Technol. 2011, 71, 1761–1768. [Google Scholar] [CrossRef]
- Fehér, L.; Pozzo, P.; Thumm, M. Microwave innovation for industrial composite fabrication—the HEPHAISTOS technology. IEEE Trans. Plasma Sci. 2003, 126, 73–79. [Google Scholar] [CrossRef]
- Green, J.E.; Nuhiji, B.; Zivtins, K.; Bower, M.P.; Grainger, R.V.; Day, R.J.; Scaife, R.J. Internal Model Control of a Domestic Microwave for Carbon Composite Curing. IEEE Trans. Microw. Theory Tech. 2017, 65, 4335–4346. [Google Scholar] [CrossRef] [Green Version]
- Knoerzer, K.; Regier, M.; Schubert, H. A computational model for calculating temperature distributions in microwave food applications. Innov. Food Sci. Emerg. Technol. 2008, 9, 374–384. [Google Scholar] [CrossRef]
- Li, Y.; Hang, X.; Li, N.; Hao, X. A temperature distribution prediction model of carbon fiber reinforced composites during microwave cure. J. Mater. Process. Technol. 2016, 230, 280–287. [Google Scholar] [CrossRef]
- Nuhiji, B.; Bower, M.P.; Swait, T.; Phadnis, V.; Day, R.J.; Scaife, R.J. Simulation of carbon fibre composites in an industrial microwave. Mater. Today Proc. (Accept.) 2020, 34, 82–92. [Google Scholar] [CrossRef]
- Li, Y.; Li, N.; Gao, J. Tooling Design and Microwave Curing Technologies for the Manufacturing of Fiber-reinforced Polymer Composites in Aerospace Applications. Int. J. Adv. Manuf. Tech. 2014, 70, 591–606. [Google Scholar] [CrossRef] [Green Version]
- Li, N.; Li, Y.; Jelonnek, J.; Link, G.; Gao, J. A new process control method for microwave curing of carbon fibre reinforced composites in aerospace applications. Compos. Part B Eng. 2017, 122, 61–70. [Google Scholar] [CrossRef]
- Nuhiji, B.; Swait, T.; Bower, M.P.; Green, J.E.; Day, R.J.; Scaife, R.J. Tooling materials compatible with carbon fibre composites in a microwave environment. Compos. Part B Eng. 2019, 163, 769–778. [Google Scholar] [CrossRef]
- Abbas, S.; Chandra, M.; Verma, A.; Chatterjee, R.; Goel, T. Complex permittivity and microwave absorption properties of a composite dielectric absorber. Compos. Part A Appl. Sci. Manuf. 2006, 37, 2148–2154. [Google Scholar] [CrossRef]
- Gogoi, J.P.; Bhattacharyya, N.S.; Raju, K.J. Synthesis and microwave characterization of expanded graphite/novolac phenolic resin composite for microwave absorber applications. Compos. Part B Eng. 2011, 42, 1291–1297. [Google Scholar] [CrossRef]
- Duan, D.; Hongtao, G. Microwave Absorbing Materials; Pan Stanford Publishing: Singapore, 2017. [Google Scholar]
- Meng, F.; Wang, H.; Huang, F.; Guo, Y.; Wang, Z.; Hui, D.; Zhou, Z. Graphene-based microwave absorbing composites: A review and prospective. Compos. Part B Eng. 2018, 137, 260–277. [Google Scholar] [CrossRef]
- Munalli, D.; Dimitrakis, G.; Chronopoulos, D.; Greedy, S.; Long, A. Electromagnetic shielding effectiveness of carbon fibre reinforced composites. Compos. Part B Eng. 2019, 173, 106906. [Google Scholar] [CrossRef]
- Ayub, S.; Guan, B.; Ahmad, F.; Oluwatobi, Y.; Nisa, Z.; Javed, M.; Mosavi, A. Graphene and Iron Reinforced Polymer Composite Electromagnetic Shielding Applications: A Review. Polymers 2021, 13, 2580. [Google Scholar] [CrossRef]
- Devender; Ramasamy, S.R. A review of EMI shielding and suppression materials. In Proceedings of the International Conference on Electromagnetic Interference and Compatibility ’99 (IEEE Cat. No. 99TH 8487), Hyderabad, India, 8 December 1997; IEEE: New Brownswick, NJ, USA, 2002. [Google Scholar] [CrossRef]
- Folgueras, L.d.C.; Alves, M.A.; Rezende, M.C. Dielectric properties of microwave absorbing sheets produced by silicone and polyaniline. Mater. Res. 2010, 13, 197–201. [Google Scholar] [CrossRef]
- Folgueras, L.d.C.; Nohara, E.L.; Faez, R.; Rezende, M.C. Dielectric microwave absorbing material processed by impregnation of carbon fibre fabric with polyaniline. Mater. Res. 2007, 10, 95–99. [Google Scholar] [CrossRef] [Green Version]
- Oh, J.-H.; Oh, K.-S.; Kim, C.-G.; Hong, C.-S. Design of radar absorbing structures using glass/epoxy composite containing carbon black in X-band frequency ranges. Compos. Part B Eng. 2003, 35, 49–56. [Google Scholar] [CrossRef]
- Barani, Z.; Kargar, F.; Mohammadzadeh, A.; Naghibi, S.; Lo, C.; Rivera, B.; Balandin, A.A. Multifunctional Graphene Composites for Electromagnetic Shielding and Thermal Management at Elevated Temperatures. Adv. Electron. Mater. 2020, 6. [Google Scholar] [CrossRef]
- Thostenson, E.T.; Chou, T.W. Microwave processing: Fundamentals and applications. Compos. Part A Appl. Sci. Manuf. 1999, 30, 1055–1071. [Google Scholar] [CrossRef]
- Mishra, R.R.; Sharma, A.K. Microwave–material interaction phenomena: Heating mechanisms, challenges and opportunities in material processing. Compos. Part A 2016, 81, 78–97. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, Z.; Wu, Y. Absorption properties of carbon black/silicon carbide microwave absorbers. Compos. Part B 2011, 42, 326–329. [Google Scholar] [CrossRef]
- Nesbitt, A.; Navabpour, P.; Degamber, B.; Nightingale, C.; Mann, T.; Fernando, G.; Day, R.J. Development of a microwave calorimeter for simultaneous thermal analysis, infrared spectroscopy and dielectric measurements. Meas. Sci. Technol. 2004, 15, 2313–2324. [Google Scholar] [CrossRef]
- Kil Kwon, S.; Ahn, J.M.; Kim, G.H.; Chun, C.H.; Hwang, J.S.; Lee, J.H. Microwave absorbing properties of carbon black/silicone rubber blend. Polym. Eng. Sci. 2002, 42, 2165–2171. [Google Scholar] [CrossRef]
- Metaxas, A.C.; Meredith, R.J. Industrial Microwave Heating; The Institution of Engineering and Technology: London, UK, 1983. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Microwave Absorbing Materials (MAMs) | Thermal Conductivity/(W/mK) | Thermal Diffusivity/(mm2/s) |
|---|---|---|
| Silicone | 0.36 | 0.21 |
| MAM-1—Silicon Carbide (35 wt %)/Carbon Black (5 wt %) | 0.71 | 0.46 |
| MAM-2—Aluminium/Carbon Black (Material SFL8925/26 Kraiburg TPE GmbH & Co. KG) | 1.39 | 0.90 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nuhiji, B.; Bower, M.P.; Proud, W.A.E.; Burpo, S.J.; Day, R.J.; Scaife, R.J.; Swait, T. The Effects of Absorbing Materials on the Homogeneity of Composite Heating by Microwave Radiation. Materials 2021, 14, 7362. https://doi.org/10.3390/ma14237362
Nuhiji B, Bower MP, Proud WAE, Burpo SJ, Day RJ, Scaife RJ, Swait T. The Effects of Absorbing Materials on the Homogeneity of Composite Heating by Microwave Radiation. Materials. 2021; 14(23):7362. https://doi.org/10.3390/ma14237362
Chicago/Turabian StyleNuhiji, Betime, Matthew P. Bower, William A. E. Proud, Steven J. Burpo, Richard J. Day, Richard J. Scaife, and Timothy Swait. 2021. "The Effects of Absorbing Materials on the Homogeneity of Composite Heating by Microwave Radiation" Materials 14, no. 23: 7362. https://doi.org/10.3390/ma14237362