
The Accuracy of Finishing WEDM of Inconel 718 Turbine Disc Fir Tree Slots


Abstract
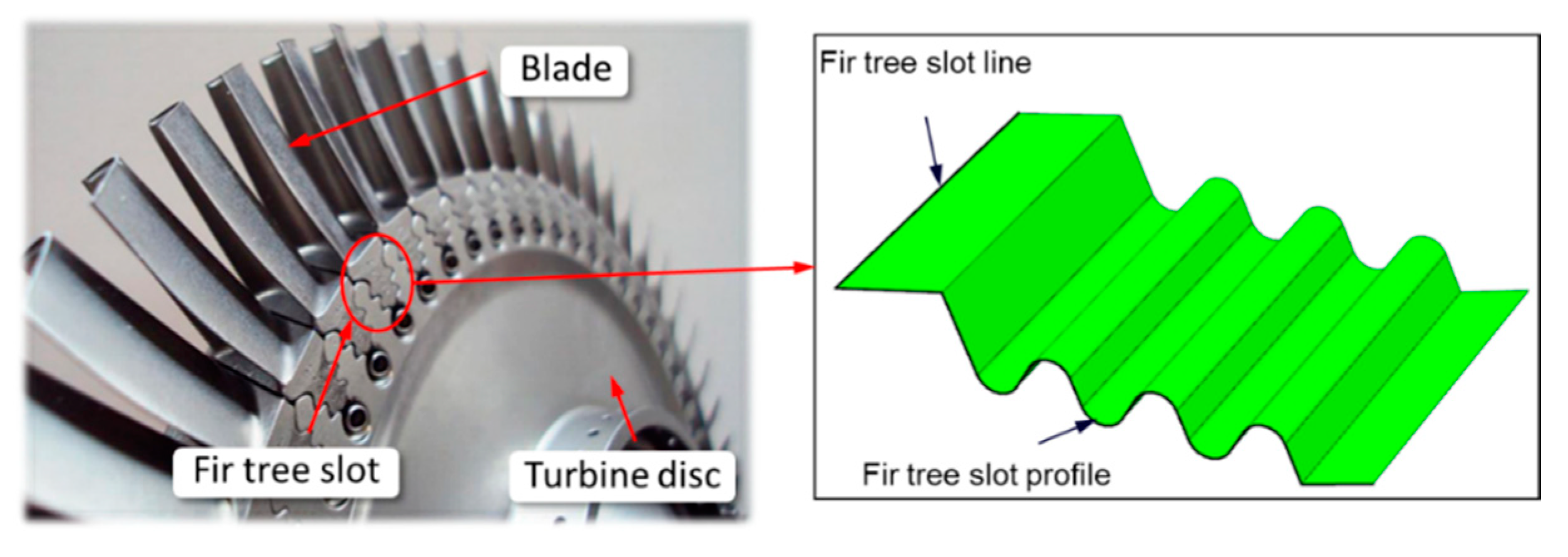
:1. Introduction
2. Materials and Methods
2.1. Experimental Material
2.2. Experimental Test and Measuring Stands
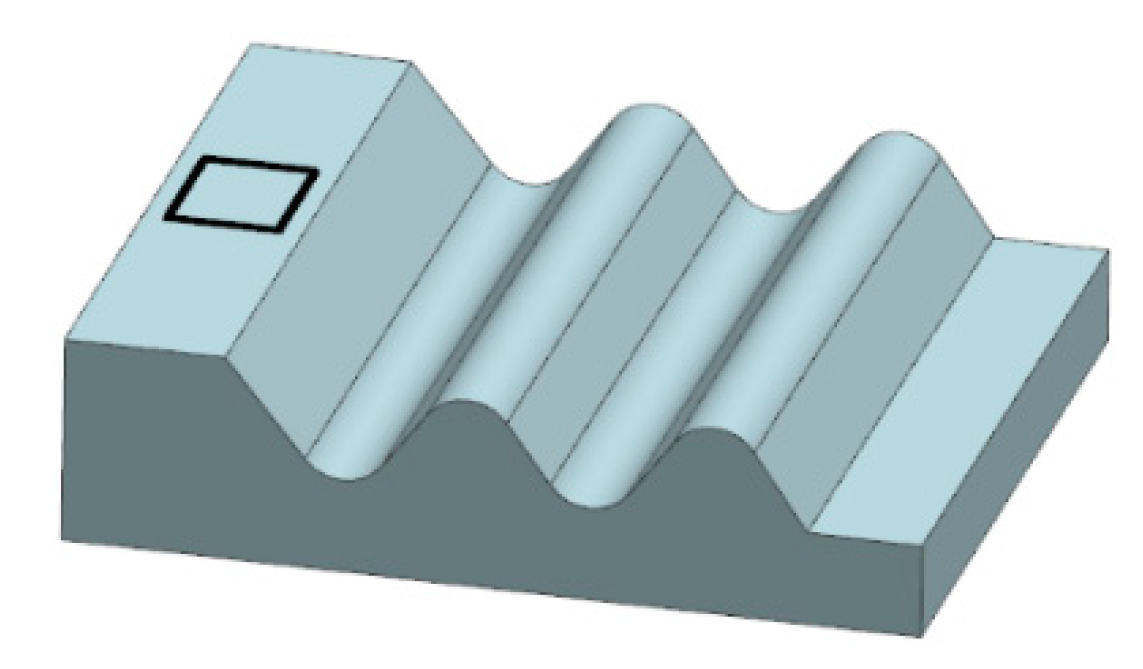
2.2.1. Workpiece
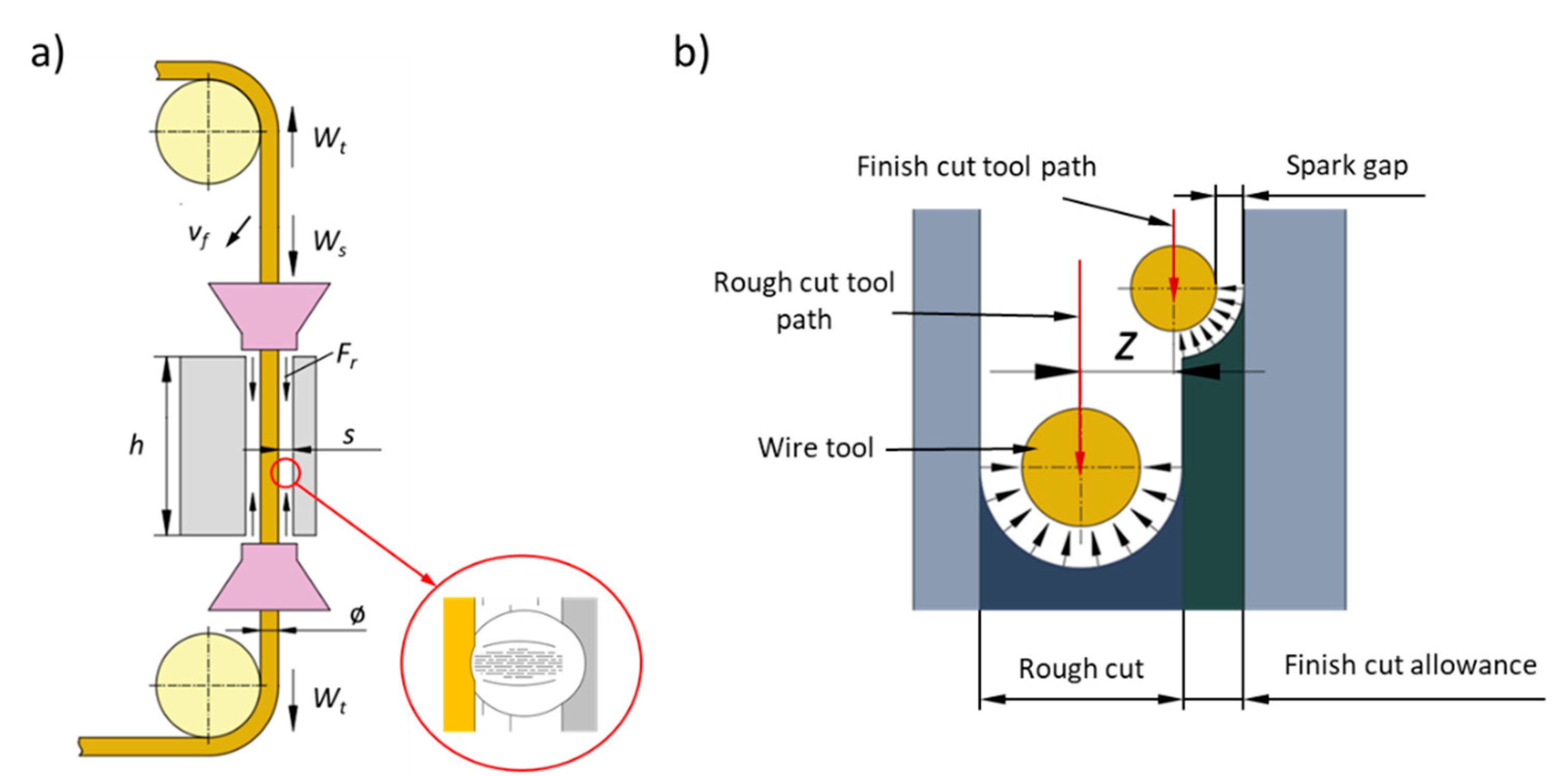
2.2.2. The Tool
2.2.3. Test Conditions
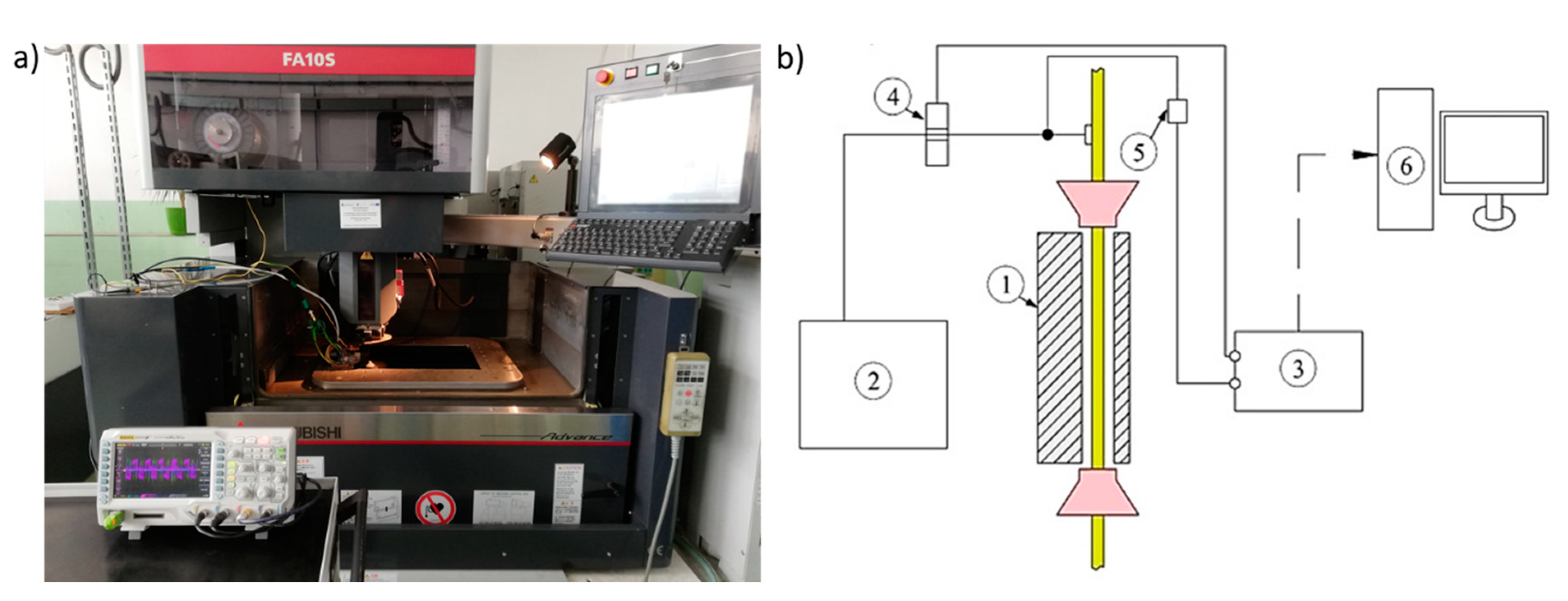
2.2.4. Test Stand
2.3. Data Analysis Methods
- -
- yi—measured value,
- -
- i—theoretical value calculated from the model,
- -
- —arithmetic mean of measured values,
- -
- n—number of measurements.
3. Results
3.1. Test Results
3.2. Surface Roughness
3.3. Surface Texture and Surface Layer
3.4. Shape Accuracy
4. Conclusions
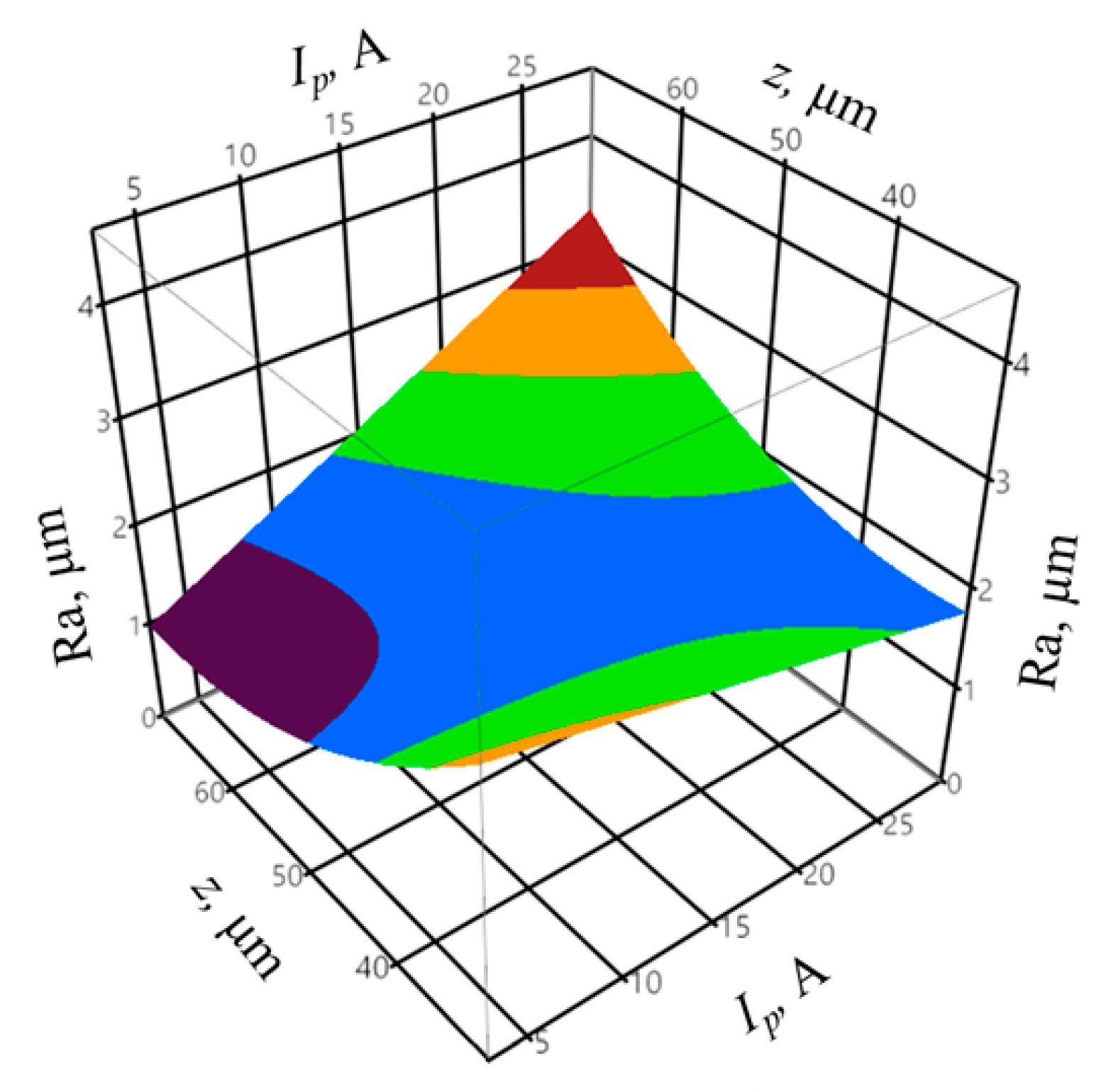
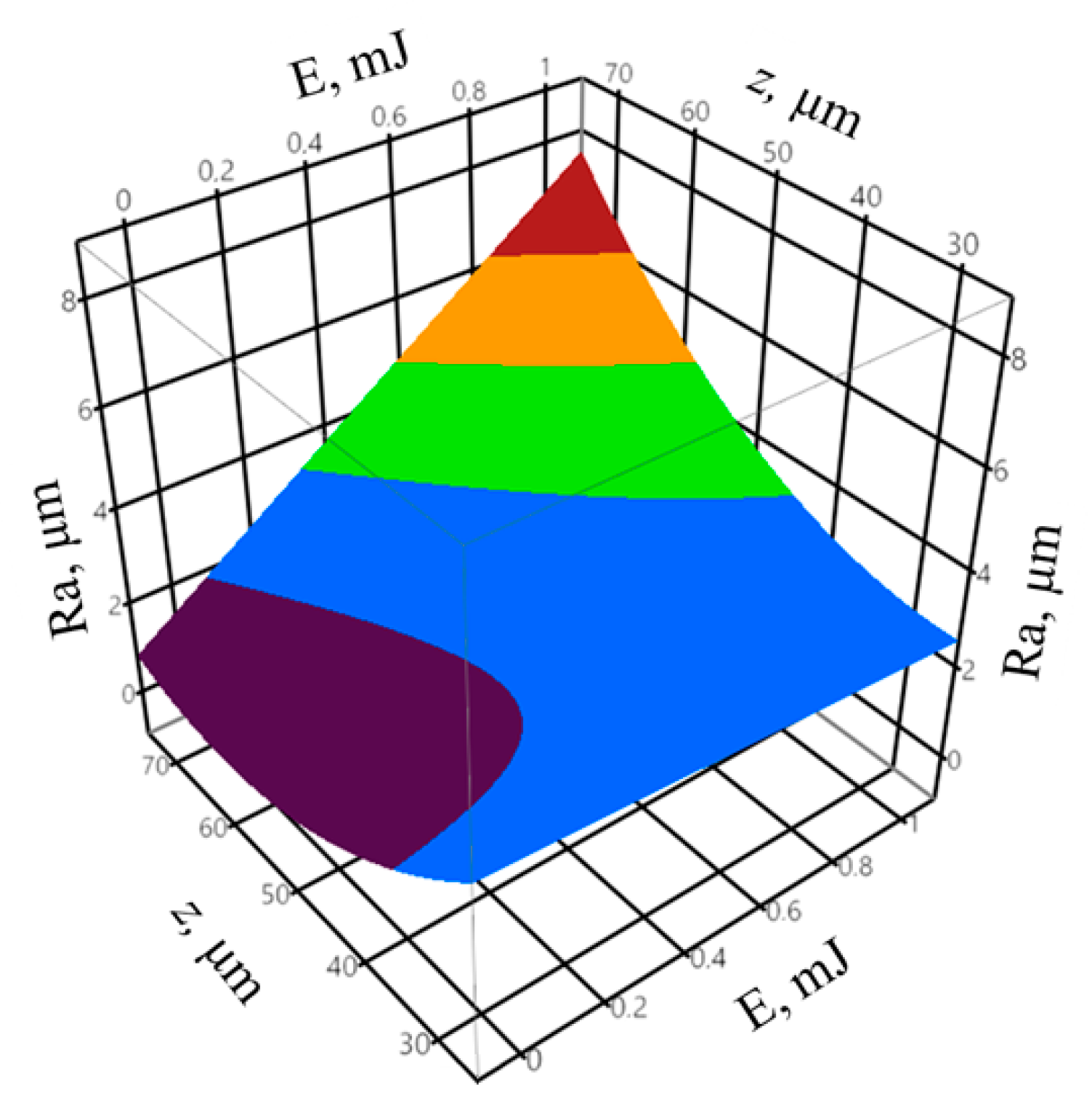
- A significant influence of peak current Ip and mean gap voltage Um, and thus discharge energy E, on the surface roughness Ra was noted;
- Infeeds above approximately z = 50 μm have a considerable impact on the increase in Ra parameter;
- Pulse off-time toff did not have a notable influence on the surface roughness Ra;
- Higher peak current Ip resulted in the significant increase in profile shape deviations Δr;
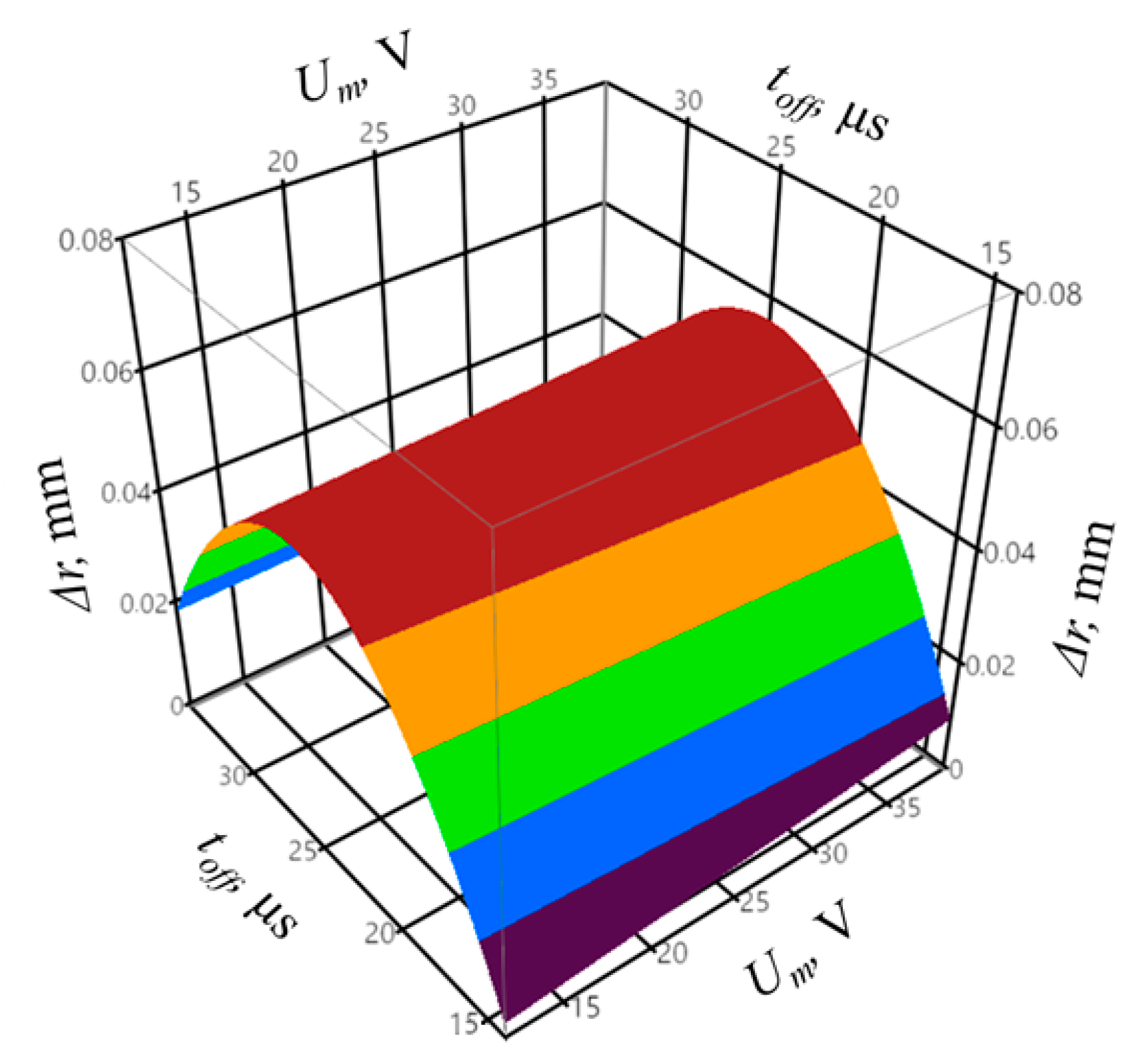
- Δr parameter significantly increased for the pulse off-time toff ≈ 20–30 μs, which can indicate higher electrode vibration amplitudę;
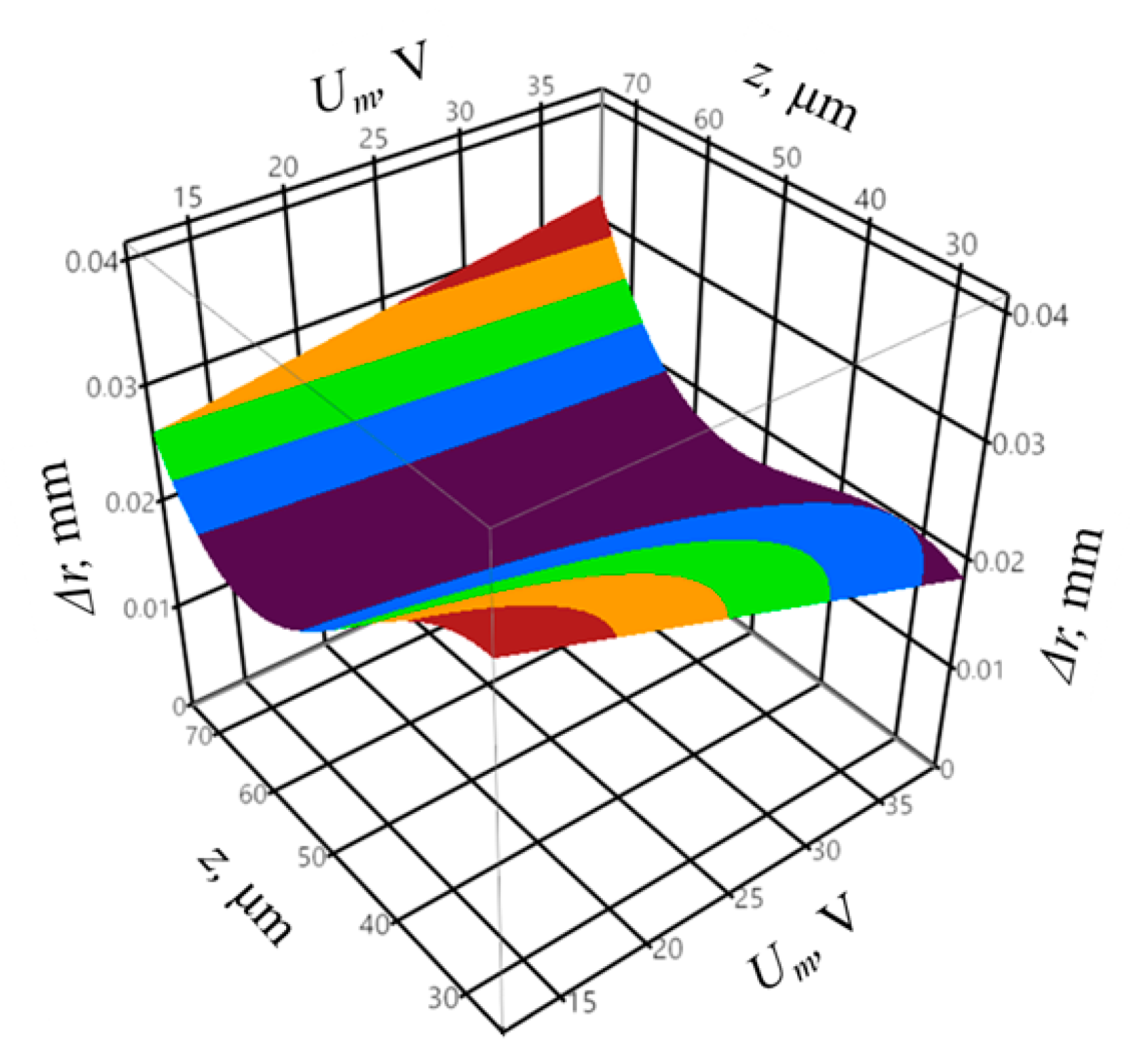
- The lowest Δr parameter value was obtained for the infeed of z ≈ 40–60 μm and z ≈ 30 μm, and for the higher mean gap voltage Um (a significant interaction between Um and z parameters);
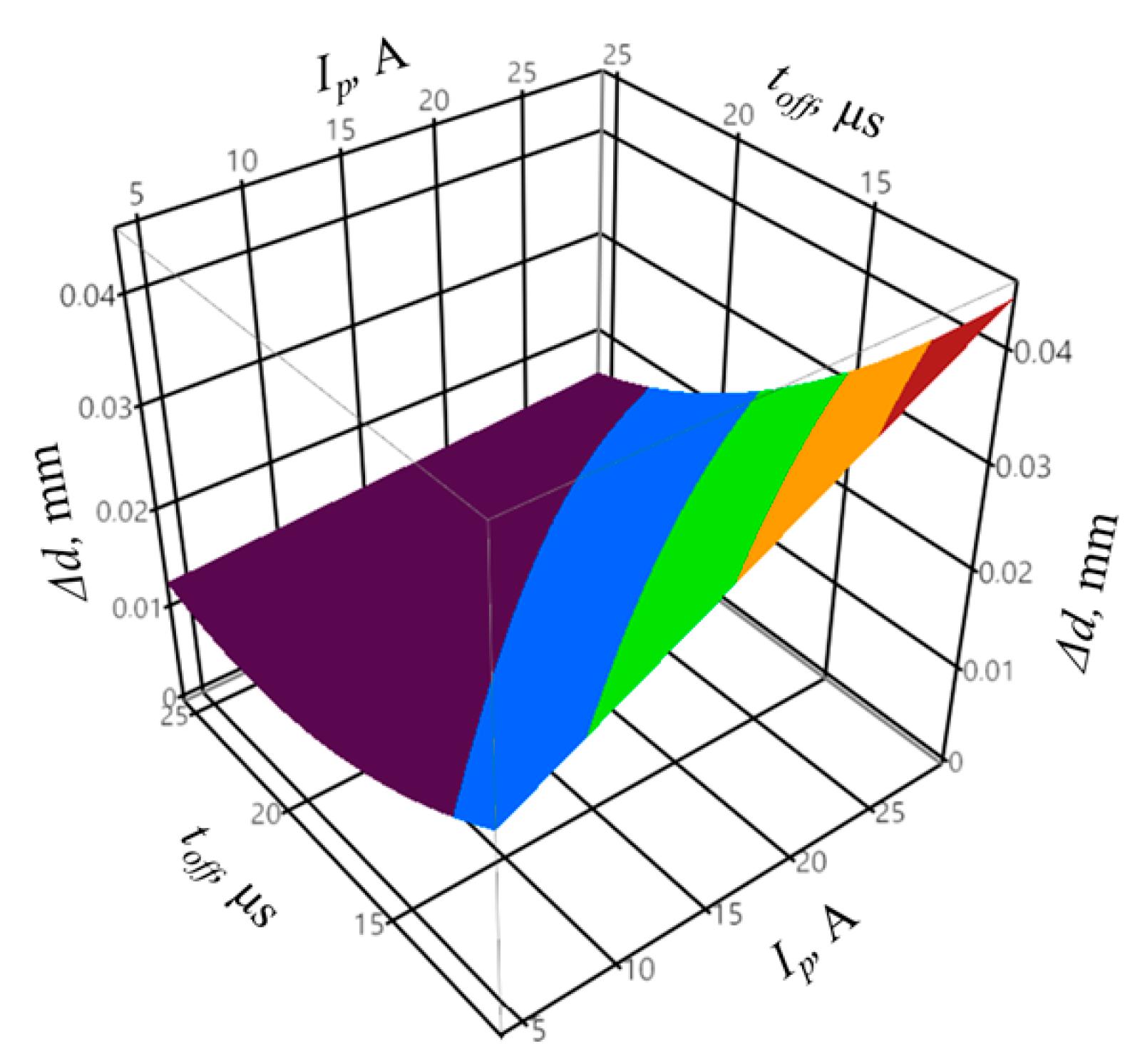
- The increase in Ip and Um parameters leads to a notable increase in shape accuracy Δd;
- A significant interaction between Ip and toff parameters was noted, leading to the increase in Δd deviations for low values of toff and high values of Ip;
- The infeed slightly affected the deviation Δd;
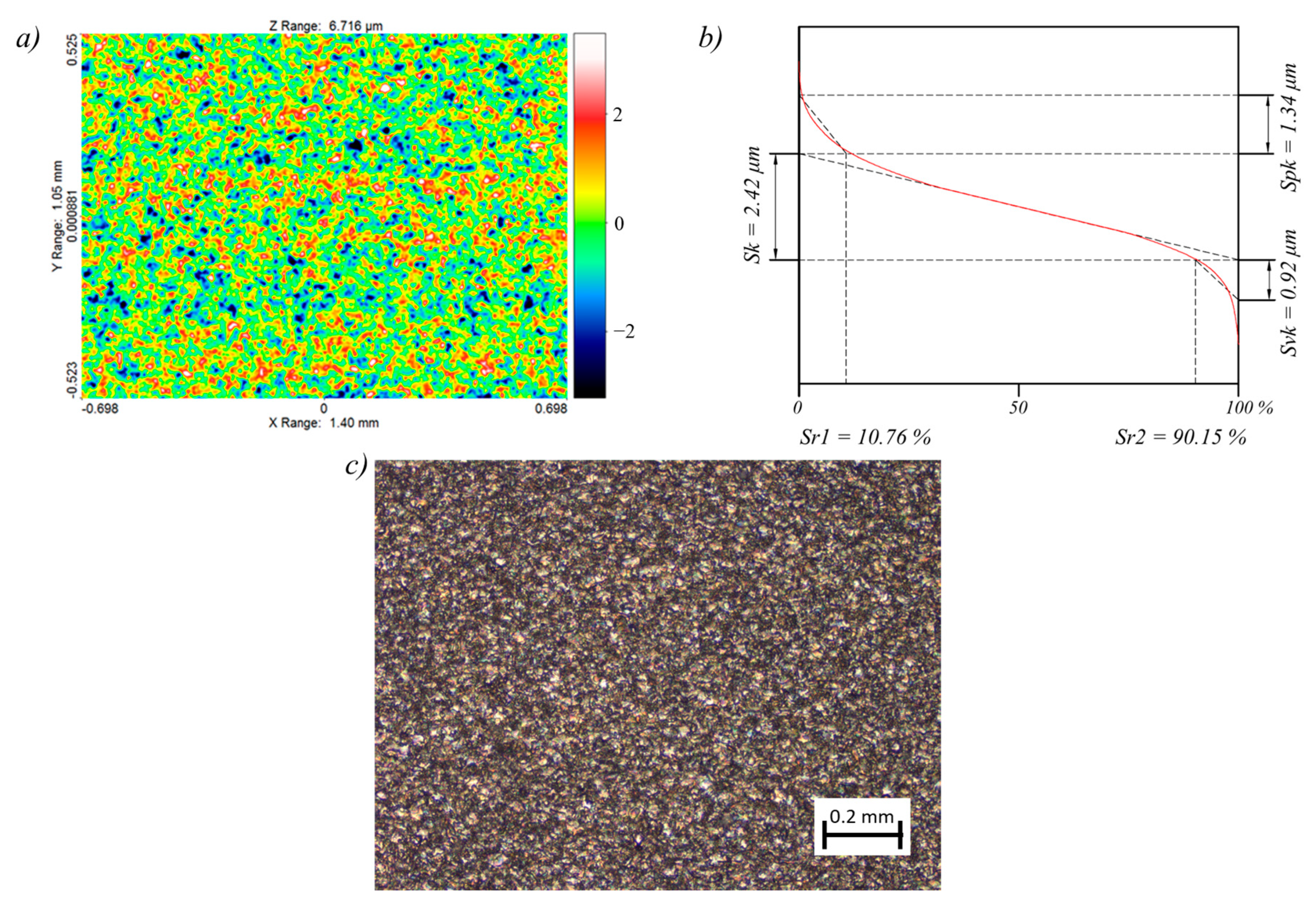
- Obtaining surface roughness in the Ra = 0.8–1.25 µm is possible even with only the one finishing pass;
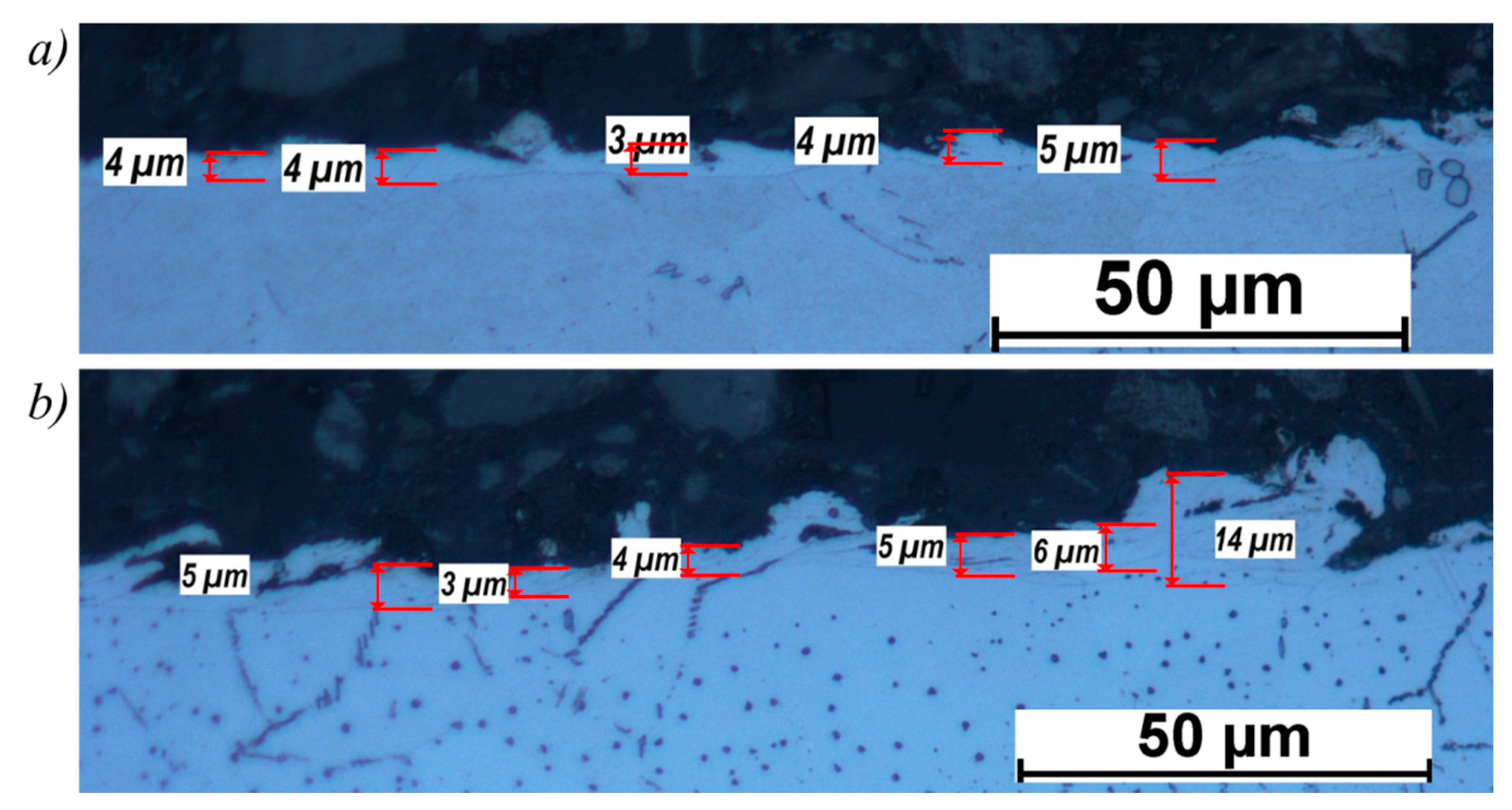
- No microcracks were observed for any sample, the thickness of the white layer for sample 2 did not exceed 5 µm;
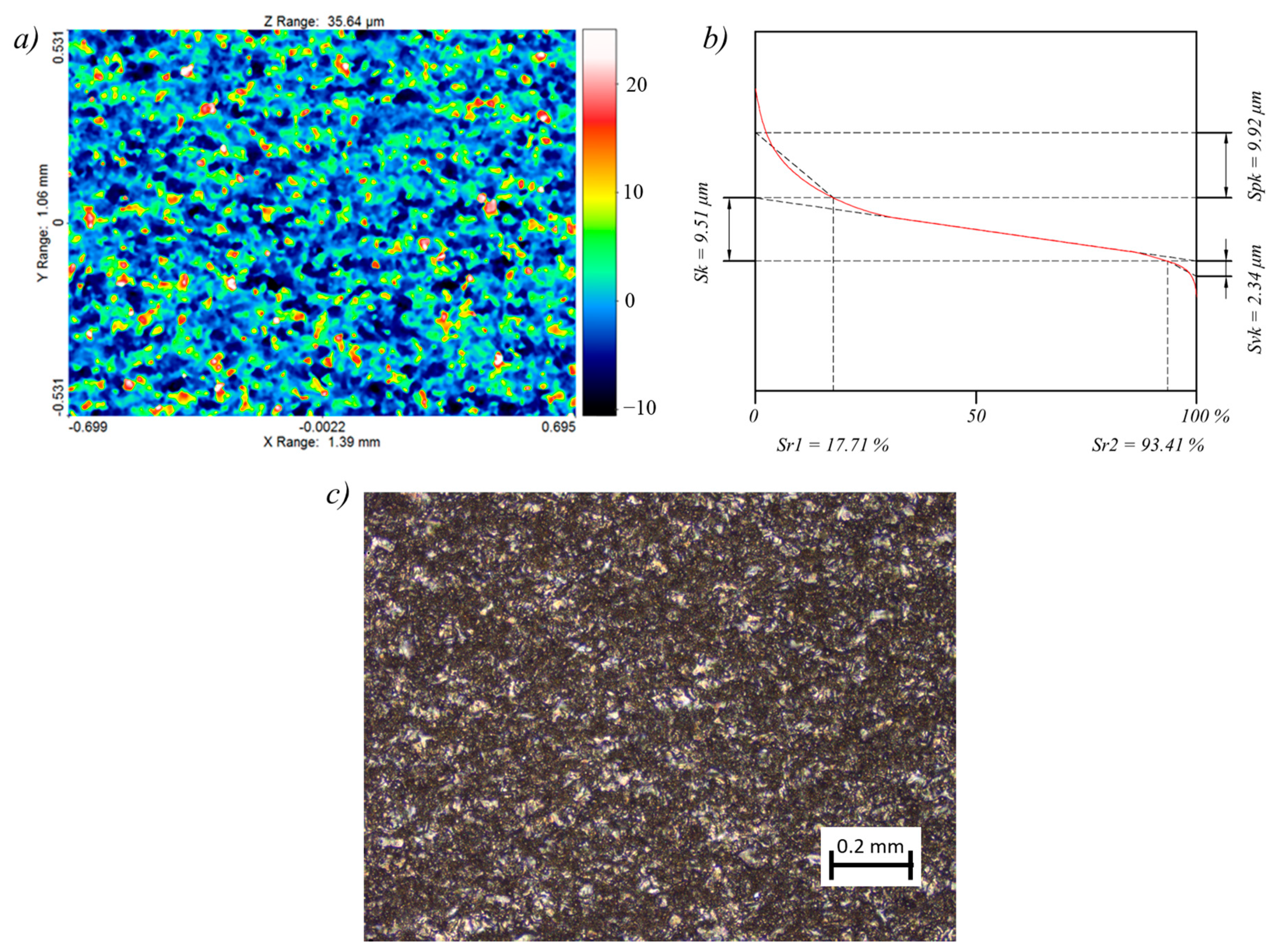
- The reduction in Ip parameter from 23.5 A to 4 A resulted in the decrease in the thickness of the white layer of approximately 65%;
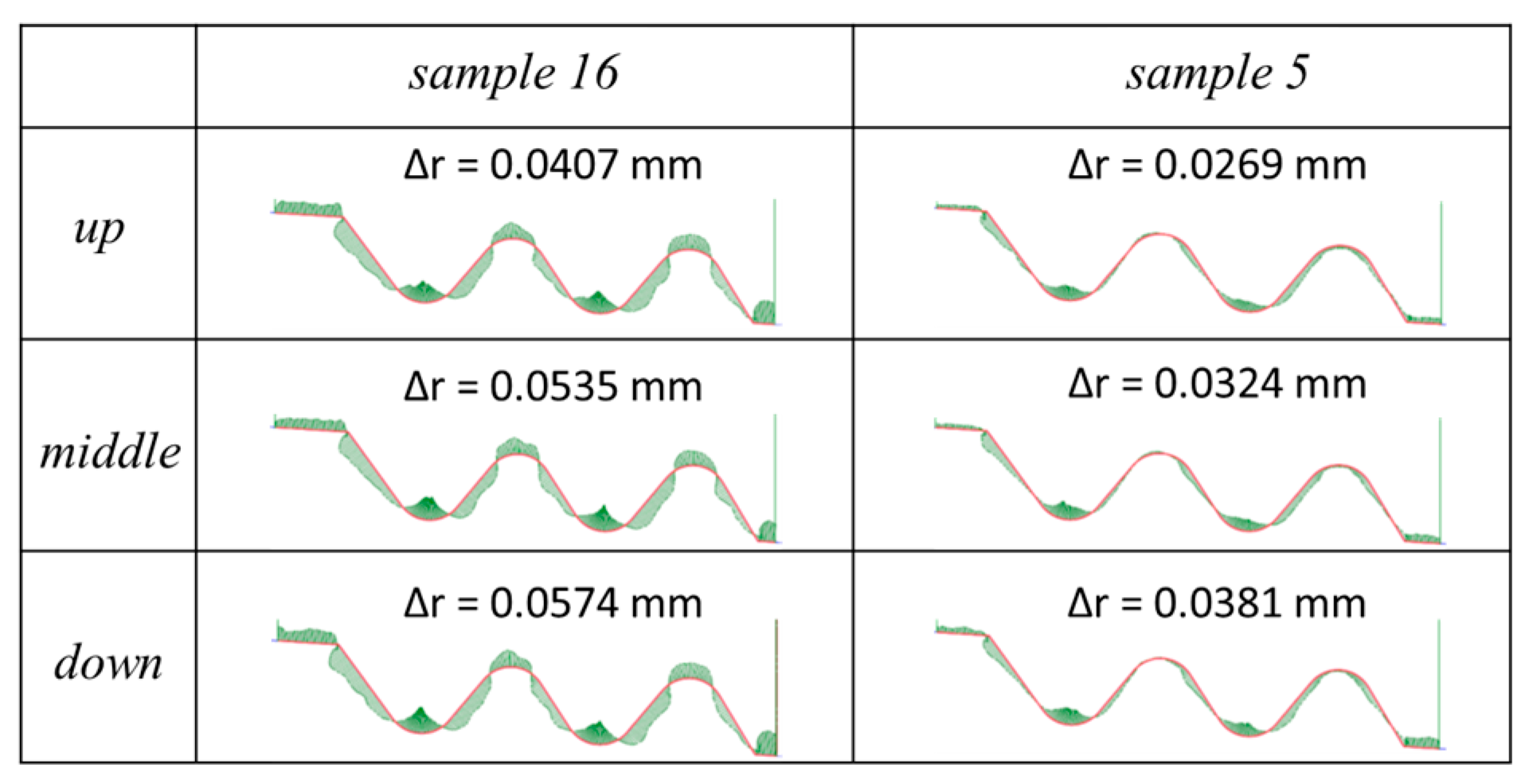
- A single finishing pass does not allow obtaining the profile shape accuracy Δr within the tolerance of ± 5–25 µm;
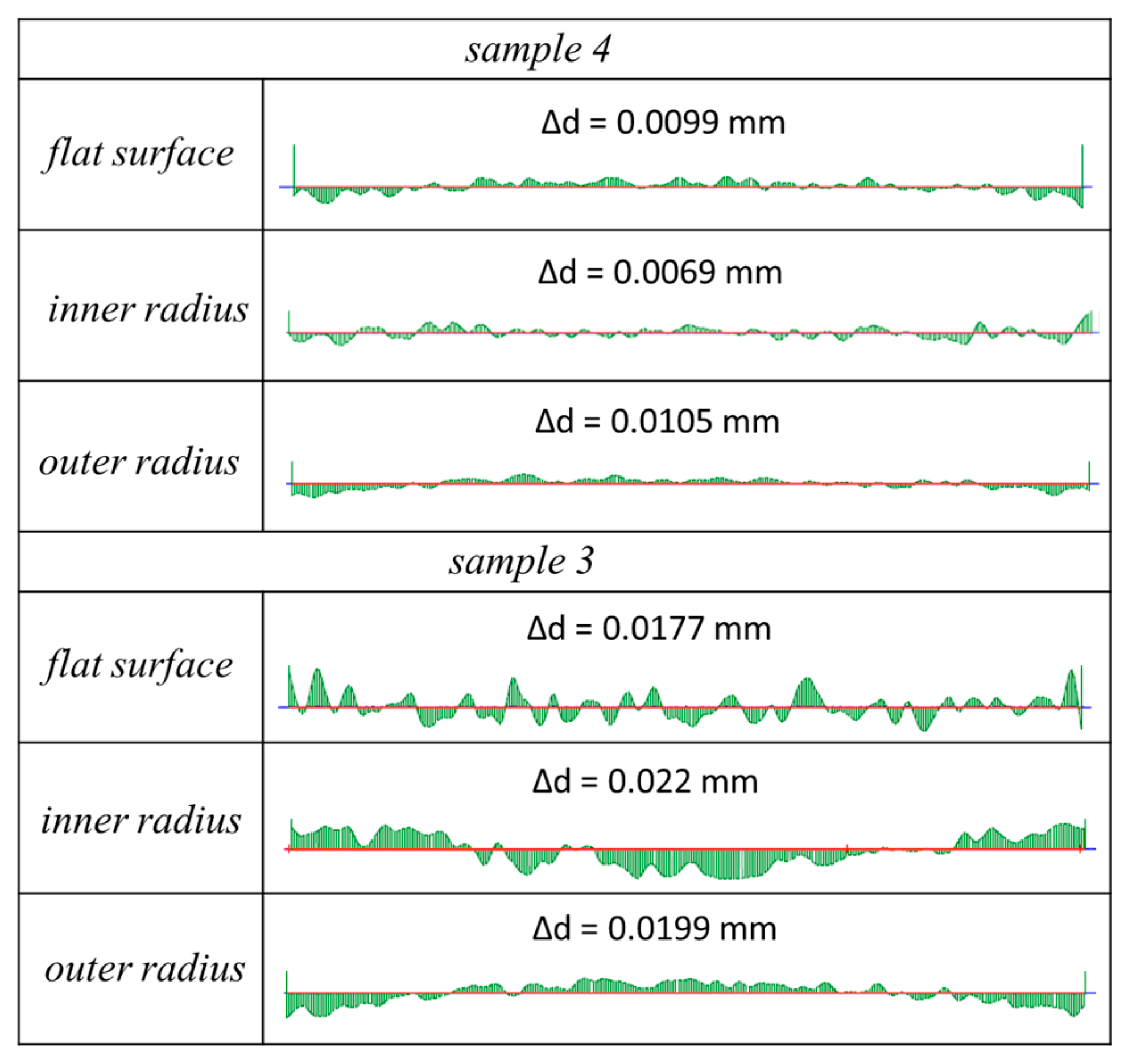
- One can obtain the shape accuracy Δd within the ± 5–25 µm in a single finishing pass;
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Beranoagirre, A.; Urbikain, G.; Calleja, A.; López de Lacalle, L.N. Hole Making by Electrical Discharge Machining (EDM) of γ-TiAl Intermetallic Alloys. Metals 2018, 8, 1–12. [Google Scholar]
- Płodzień, M.; Tymczyszyn, J.; Habrat, W.; Kręcichwost, P. Analysis of EDM Drilling of Small Diameter Holes. In Industrial Measurements in Machining; Springer: Cham, Switzerland, 2020; pp. 1–8. ISBN 978-3-030-49910-5. [Google Scholar]
- Świercz, R.; Oniszczuk-Świercz, D.; Dąbrowski, L. Electrical discharge machining of difficult to cut materials. Arch. Mech. Eng. 2018, 65, 461–476. [Google Scholar]
- Świercz, R.; Holubek, R. Experimental investigation of influence electrical discharge energy on the surface layer properties after EDM. Weld. Technol. Rev. 2020, 92, 7–13. [Google Scholar] [CrossRef]
- Świercz, R.; Oniszczuk-Świercz, D.; Chmielewski, T. Multi-Response Optimization of Electrical Discharge Machining Using the Desirability Function. Micromachines 2019, 10, 72. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Świercz, R.; Oniszczuk-Świercz, D. Investigation of the Influence of Reduced Graphene Oxide Flakes in the Dielectric on Surface Characteristics and Material Removal Rate in EDM. Materials 2019, 12, 943. [Google Scholar] [CrossRef] [Green Version]
- Puri, A.; Bhattacharyya, B. Modelling and analysis of the wire-tool vibration in wire-cut EDM. J. Mater. Process. Technol. 2003, 141, 295–301. [Google Scholar] [CrossRef]
- Ramakrishnan, R.; Karunamoorthy, L. Multi response optimization of wire EDM operations using robust design of experiments. Int. J. Adv. Manuf. Technol. 2006, 29, 105–112. [Google Scholar]
- Rozenek, M. Wire electrical discharge machining of aluminium alloy with high copper content. AIP Conf. Proc. 2018, 1, 020028. [Google Scholar]
- Dąbrowski, L.; Marciniak, M.; Oniszczuk-Świercz, D. Abrasive blast surface finish after the wire electrical discharge machining (WEDM). Mechanik 2015, 8–9, 80–83. [Google Scholar]
- Świercz, R.; Oniszczuk-Świercz, D. Experimental Investigation of Surface Layer Properties of High Thermal Conductivity Tool Steel after Electrical Discharge Machining. Metals 2017, 7, 550. [Google Scholar] [CrossRef] [Green Version]
- Świercz, R.; Oniszczuk-Świercz, D. The Effects of Reduced Graphene Oxide Flakes in the Dielectric on Electrical Discharge Machining. Nanomaterials 2019, 9, 335. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Klocke, F.; Welling, D.; Dieckmann, J. Comparison of Grinding and Wire EDM Concerning Fatigue Strength and Surface Integrity of Machined Ti6Al4V Components. Procedia Eng. 2011, 19, 184–189. [Google Scholar] [CrossRef] [Green Version]
- Huang, J.; Liao, Y.; Hsue, W. Determination of finish-cutting operation number and machining-parameters setting in wire electrical discharge machining. J. Mater. Process. Technol. 1999, 87, 69–81. [Google Scholar] [CrossRef]
- Ayesta, I.; Izquierdo, B.; Flaño, O.; Sánchez, J.A.; Albizuri, J.; Avilés, R. Influence of the WEDM process on the fatigue behavior of Inconel® 718. Int. J. Fatigue 2016, 92, 220–233. [Google Scholar] [CrossRef]
- Dąbrowski, L.; Oniszczuk, D.; Zawora, J.; Marczak, M. The effect of the hydromechanical parameters in wire electrical discharge machining on the effects of the processing. Inżynieria Masz. 2011, 16, 104–111. [Google Scholar]
- Mouralova, K.; Benes, L.; Prokes, T.; Bednar, J. The Influence of WEDM Parameters Setup on the Occurrence of Defects When Machining Hardox 400 Steel. Materials 2019, 12, 3758. [Google Scholar] [CrossRef] [Green Version]
- Gautier, G.; Priarone, P.C.; Rizutti, S.; Settineri, L.; Tebaldo, V. A Contribution on the Modelling of Wire Electrical Discharge Machining of a γ-TiAl Alloy. Procedia CIRP 2015, 31, 203–208. [Google Scholar] [CrossRef] [Green Version]
- Deb, P.; Dutta, P.; Choudhuri, B.; Deoghare, A.B. Parametric Analysis of WEDM to Optimize Cutting Parameters for Inconel 800. Mater. Today Proc. 2020, 22, 1676–1686. [Google Scholar] [CrossRef]
- Kulkarni, V.N.; Gaitonde, V.N.; Karnik, S.R.; Manjaiah, M.; Davim, J.P. Machinability Analysis and Optimization in Wire EDM of Medical Grade NiTiNOL Memory Alloy. Materials 2020, 13, 2184. [Google Scholar] [CrossRef]
- Mouralova, K.; Benes, L.; Zahradnieck, R.; Bednar, J.; Zadera, A.; Fries, J.; Kana, V. WEDM Used for Machining High Entropy Alloys. Materials 2020, 13, 4823. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Patel, V.; Lopez de Lacalle, L.N.; Parikh, D.M. Surface Analyssis of Wire-Electrical-Discharge-Machining-Processed Shape-Memory Alloys. Materials 2020, 13, 530. [Google Scholar] [CrossRef] [Green Version]
- Chaudhari, R.; Vora, J.J.; Patel, V.; Lopez de Lacalle, L.N.; Parikh, D.M. Effect of WEDM Process Parameters on Surface Morphology of Nitinol Shape Memory Alloy. Materials 2020, 13, 4943. [Google Scholar] [CrossRef] [PubMed]
- Kumar, S.U.; Manikandan, N.; Binoj, J.S.; Thejasree, P.; Shajahan, S.; Arulkirubakaran, D. Multi objective optimization of wire-electrical discharge machining of stellite using Taguchi–Grey approach. Mater. Today Proc. 2020, 1–7. [Google Scholar] [CrossRef]
- Antar, M.; Soo, S.; Aspinwall, D.; E Jones, D.; A Perez, R. Productivity and Workpiece Surface Integrity When WEDM Aerospace Alloys Using Coated Wires. Procedia Eng. 2011, 19, 3–8. [Google Scholar] [CrossRef] [Green Version]
- Świercz, R.; Oniszczuk-Świercz, D.; Nowicki, R. Wire electrical discharge machining nickel super alloy. Mechanik 2018, 3, 220–222. [Google Scholar] [CrossRef] [Green Version]
- Klocke, F.; Welling, D.; Klink, A.; Veselovac, D.; Nothe, T.; Perez, R. Evaluation of Advanced Wire-EDM Capabilities for the Manufacture of Fir Tree Slots in Inconel 718. Procedia CIRP 2014, 14, 430–435. [Google Scholar] [CrossRef] [Green Version]
- Oniszczuk-Świercz, D.; Świercz, R.; Nowicki, R.; Kopytkowski, A.; Dąbrowski, L. Investigation of the Influence of Process Parameters of Wire Electrical Discharge Machining Using Coated Brass on the Surface Roughness of Inconel 718. AIP Conf. Proc. 2017, 1, 020020. [Google Scholar]
- Sharma, P.; Chakradhar, D.; Narendranath, S. Evaluation of WEDM performance characteristics of Inconel 706 for turbine disk application. Mater. Des. 2015, 88, 558–566. [Google Scholar] [CrossRef]
- Sharma, P.; Chakradhar, D.; Narendranath, S. Effect of Wire Material on Productivity and Surface Integrity of WEDM-Processed Inconel 706 for Aircraft Application. J. Mater. Eng. Perform. 2016, 25, 3672–3681. [Google Scholar] [CrossRef]
- Klocke, F.; Welling, D.; Dieckmann, J.; Veselovac, D.; Perez, R. Developments in Wire-EDM for the Manufacturing of Fir Tree Slots in Turbine Discs Made of Inconel 718. Key Eng. Mater. 2012, 504–506, 1177–1182. [Google Scholar] [CrossRef]
- Newton, T.R.; Melkote, S.N.; Watkins, T.R.; Trejo, R.M.; Reister, L. Investigation of the effect of process parameters on the formation and characteristics of recast layer in wire-EDM of Inconel 718. Mater. Sci. Eng. A 2009, 513–514, 208–215. [Google Scholar] [CrossRef]
- Aspinwall, D.; Soo, S.; Berrisford, A.; Walder, G. Workpiece surface roughness and integrity after WEDM of Ti–6Al–4V and Inconel 718 using minimum damage generator technology. CIRP Ann.-Manuf. Technol. 2008, 57, 187–190. [Google Scholar] [CrossRef]
- Klocke, F.; Klink, A.; Veselovac, D.; Aspinwall, D.K.; Soo, S.L.; Schmidt, M.; Schilp, J.; Levy, G.; Kruth, J.-P. Turbomachinery component manufacture by application of electrochemical, electro-physical and photonic processes. CIRP Ann.-Manuf. Technol. 2014, 63, 703–726. [Google Scholar] [CrossRef]
- Nowicki, R.; Świercz, R.; Kopytowski, A.; Vagaská, A. Surface texture of Inconel 718 after electrical discharge machining assisted with ultrasonic vibration of a tool electrode. Weld. Technol. Rev. 2019, 91, 7–11. [Google Scholar] [CrossRef] [Green Version]
- Turbine Engine Solutions, Inc. Available online: http://www.turbineenginesolutions.com/ (accessed on 13 December 2020).
- Burek, J.; Buk, J.; Płodzień, M.; Sałata, M. Automatic programming of 4-axis Wire EDM CNC machine supported by dedicated programming module. Mechanik 2016, 3, 216–217. [Google Scholar] [CrossRef] [Green Version]
- Świercz, R.; Oniszczuk-Świercz, D. Adaptive control systems in modern machines WEDM. Mechanik 2015, 12, 57–62. [Google Scholar] [CrossRef] [Green Version]
- Jeelani, S.; Collins, M. Effect of electric discharge machining on the fatigue life of Inconel 718. Int. J. Fatigue 1988, 10, 121–125. [Google Scholar] [CrossRef]
- Liao, Y.; Huang, J.; Chen, Y. A study to achieve a fine surface finish in Wire-EDM. J. Mater. Process. Technol. 2004, 149, 165–171. [Google Scholar] [CrossRef]
- Li, L.; Guo, Y.; Wei, X.; Li, W. Surface Integrity Characteristics in Wire-EDM of Inconel 718 at Different Discharge Energy. Procedia CIRP 2013, 6, 220–225. [Google Scholar] [CrossRef] [Green Version]
- Godzimirski, J. Nowe technologie lotniczych silników turbinowych. Pr. Inst. Lotnictwa 2011, 213, 22–36. [Google Scholar]
- Wang, F.; Liu, Y.; Shen, Y.; Ji, R.; Tang, Z.; Zhang, Y. Machining Performance of Inconel 718 Using High Current Density Electrical Discharge Milling. Mater. Manuf. Process. 2013, 28, 1147–1152. [Google Scholar] [CrossRef]
- Zalecki, W.; Łapczyński, Z.; Rońda, J.; Gnot, A. High temperature properties of Inconel 625 and Inconel 718 alloys. Prace IMŻ 2013, 3, 35–41. [Google Scholar]
- Li, L.; Li, Z.Y.; Wei, X.T.; Cheng, X. Machining Characteristics of Inconel 718 by Sinking-EDM and Wire-EDM. Mater. Manuf. Process. 2015, 30, 968–973. [Google Scholar] [CrossRef]
- Dul, I. Application and processing of nickel alloys in the aircraft industry. Przegląd Spaw. 2009, 7–8, 67–71. [Google Scholar]
- Burek, J.; Babiarz, R.; Płodzień, M.; Buk, J. The influence of electrode infeed in finishing wire electrical discharge machining process on disks fir tree slot accuracy. Mechanik 2018, 10, 915–917. [Google Scholar] [CrossRef]
- Oniszczuk-Świercz, D.; Świercz, R.; Dąbrowski, L.; Marczak, M. Surface layer of Inconel 718 after WEDM proces. Mechanik 2015, 4, 71–74. [Google Scholar]
- Huang, Y.; Ming, W.; Guo, J.; Zhang, Z.; Liu, G.; Li, M.; Zhang, G. Optimization of cutting conditions of YG15 on rough and finish cutting in WEDM based on statistical analyses. Int. J. Adv. Manuf. Technol. 2013, 69, 993–1008. [Google Scholar] [CrossRef] [Green Version]
- Oniszczuk, D. Określnie Wpływu Zjawisk Fizycznych na Cechy Geometryczne Przedmiotu po Obróbce Elektroerozyjnej WEDM. Ph.D. Thesis, Warsaw University of Technology, Warszawa, Poland, 2013. [Google Scholar]
- Mańczak, K. Technika Planowania Eksperymentu; Wydawnictwa Naukowo-Techniczne: Warszawa, Poland, 1976. [Google Scholar]
- Korzyński, M. Metodyka Eksperymentu. Planowanie, Realizacja i Statystyczne Opracowanie Wyników Eksperymentów Technologicznych; Wydawnictwa Naukowo-Techniczne: Warszawa, Poland, 2017; ISBN 978-83-01-19318-8. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Density | 8.19 g/cm3 |
| Thermal conductivity | 11.2 W/(m·K) |
| Electrical resistivity | 127 μΩ·cm |
| Elastic modulus | 200 GPa |
| Yield strength | 150 ksi |
| Tensile strength | 180 ksi |
| Tensile strength (1200 °F) | 140 ksi |
| Hardness | 89 HRB |
| Alloy | Mass Percent (Mass%) | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Cr | Mo | Ni | Co | Ti | Al | Nb + T | P | S | Fe | Cu | |
| Inconel 718 | Max 0.08 | Max 0.35 | Max 0.35 | 17.0–21.0 | 2.8–3.3 | 50.0–55.0 | 0.04 | 0.65–1.15 | 0.2–0.8 | 4.75–5.5 | Max 0.015 | Max 0.015 | 18.5 | Max 0.3 |
| Technological Parameter | Value |
|---|---|
| Wire running speed Ws, notch | 12 |
| Wire tension Wt, N | 19 |
| Wire feedrate vf, mm/min | 3.3 |
| Dielectric flow rate Fr, L/min | 1.4 |
| Technological Parameter | Number of Notches |
|---|---|
| Peak current Ip | 13 |
| Mean gap voltage Um | 65 |
| Pulse off-time toff | 2 |
| Number of Sample | Ic | toff | Um | z | E | |||
|---|---|---|---|---|---|---|---|---|
| Notch | A | Notch | µs | Notch | V | µm | mJ | |
| 1 | 16 | 28.28 | 2 | 24.55 | 65 | 29.35 | 50 | 0.958 |
| 2 | 4 | 3.91 | 1 | 14.17 | 65 | 33.64 | 59 | 0.043 |
| 3 | 16 | 27.97 | 1 | 20.38 | 65 | 33.07 | 30 | 0.927 |
| 4 | 16 | 28.08 | 2 | 23.27 | 1 | 13.79 | 70 | 0.383 |
| 5 | 4 | 4.25 | 2 | 12.47 | 65 | 34.35 | 30 | 0.051 |
| 6 | 10 | 10.97 | 2 | 18.47 | 1 | 20.99 | 59 | 0.107 |
| 7 | 16 | 28.28 | 1 | 20.47 | 1 | 12.19 | 38 | 0.344 |
| 8 | 4 | 3.51 | 2 | 14.55 | 1 | 15.47 | 41 | 0.015 |
| 9 | 4 | 5.46 | 1 | 9.911 | 1 | 17.69 | 70 | 0.031 |
| 10 | 4 | 3.45 | 1 | 14.74 | 65 | 35.67 | 41 | 0.034 |
| 11 | 4 | 3.94 | 2 | 16.62 | 65 | 35.64 | 70 | 0.033 |
| 12 | 16 | 23.51 | 1 | 25.54 | 65 | 36.02 | 70 | 0.698 |
| 13 | 16 | 27.76 | 1 | 26.3 | 1 | 12.73 | 63 | 0.343 |
| 14 | 4 | 4.33 | 1 | 16.1 | 1 | 12.97 | 30 | 0.018 |
| 15 | 4 | 13.36 | 1 | 17.91 | 1 | 23.06 | 30 | 0.157 |
| 16 | 16 | 29.14 | 2 | 26.4 | 1 | 23.87 | 30 | 0.761 |
| 17 | 4 | 4.03 | 2 | 16.28 | 32 | 14.62 | 59 | 0.018 |
| 18 | 10 | 13.83 | 1 | 22.38 | 32 | 23.76 | 70 | 0.165 |
| Number of Sample | Ip | toff | Um | z | E | Ra | Δr | Δd | |
|---|---|---|---|---|---|---|---|---|---|
| A | µs | V | µm | mJ | µm | µm | µm | ||
| 1 | 28.28 | 24.55 | 29.35 | 50 | 0.958 | 3.304 | 0.042 | 0.015 | |
| 2 | 3.91 | 14.17 | 33.64 | 59 | 0.043 | 0.837 | 0.037 | 0.015 | |
| 3 | 27.97 | 20.38 | 33.07 | 30 | 0.927 | 2.91 | 0.04 | 0.02 | |
| 4 | 28.08 | 23.27 | 13.79 | 70 | 0.383 | 2.777 | 0.045 | 0.009 | |
| 5 | 4.25 | 12.47 | 34.35 | 30 | 0.051 | 1.776 | 0.033 | 0.016 | |
| 6 | 10.97 | 18.47 | 20.99 | 59 | 0.107 | 1.753 | 0.042 | 0.014 | |
| 7 | 28.28 | 20.47 | 12.19 | 38 | 0.344 | 1.571 | 0.044 | 0.013 | |
| 8 | 3.51 | 14.55 | 15.47 | 41 | 0.015 | 1.747 | 0.042 | 0.012 | |
| 9 | 5.46 | 9.911 | 17.69 | 70 | 0.031 | 1.604 | 0.037 | 0.009 | |
| 10 | 3.45 | 14.74 | 35.67 | 41 | 0.034 | 0.849 | 0.035 | 0.014 | |
| 11 | 3.94 | 16.62 | 35.64 | 70 | 0.033 | 0.897 | 0.048 | 0.011 | |
| 12 | 23.51 | 25.54 | 36.02 | 70 | 0.698 | 4.853 | 0.047 | 0.012 | |
| 13 | 27.76 | 26.3 | 12.73 | 63 | 0.343 | 2.574 | 0.045 | 0.014 | |
| 14 | 4.33 | 16.1 | 12.97 | 30 | 0.018 | 3.032 | 0.043 | 0.014 | |
| 15 | 13.36 | 17.91 | 23.06 | 30 | 0.157 | 2.524 | 0.046 | 0.013 | |
| 16 | 29.14 | 26.4 | 23.87 | 30 | 0.761 | 2.064 | 0.051 | 0.016 | |
| 17 | 4.03 | 16.28 | 14.62 | 59 | 0.018 | 0.923 | 0.036 | 0.01 | |
| 18 | 13.83 | 22.38 | 23.76 | 70 | 0.165 | 2.038 | 0.042 | 0.012 | |
Publisher’sNote: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Burek, J.; Babiarz, R.; Buk, J.; Sułkowicz, P.; Krupa, K. The Accuracy of Finishing WEDM of Inconel 718 Turbine Disc Fir Tree Slots. Materials 2021, 14, 562. https://doi.org/10.3390/ma14030562
Burek J, Babiarz R, Buk J, Sułkowicz P, Krupa K. The Accuracy of Finishing WEDM of Inconel 718 Turbine Disc Fir Tree Slots. Materials. 2021; 14(3):562. https://doi.org/10.3390/ma14030562
Chicago/Turabian StyleBurek, Jan, Robert Babiarz, Jarosław Buk, Paweł Sułkowicz, and Krzysztof Krupa. 2021. "The Accuracy of Finishing WEDM of Inconel 718 Turbine Disc Fir Tree Slots" Materials 14, no. 3: 562. https://doi.org/10.3390/ma14030562
APA StyleBurek, J., Babiarz, R., Buk, J., Sułkowicz, P., & Krupa, K. (2021). The Accuracy of Finishing WEDM of Inconel 718 Turbine Disc Fir Tree Slots. Materials, 14(3), 562. https://doi.org/10.3390/ma14030562