1. Introduction
Nowadays, renewable energy plants are increasingly used for energy production, even if they cannot guarantee a continuous supply of electrical energy. Thus, turbo-gas engines are still used as an alternative source of energy able to maintain the continuous production of energy. For this reason, industries are still working on improving the design of gas turbines. In particular, frequent start-ups and shut-downs of these power plants lead to fatigue problems in the engine components, which are particularly burdensome for blades and disks in the high pressure and high temperature turbine stages. One of the materials available on the market which can sustain the high mechanical and thermal loads is the Nickel-based superalloy René80 [
1]. To guarantee high creep and fatigue performance at high temperatures, René80 features a coarse-grained microstructure. This microstructure directly influences the mechanical behaviour of this material, leading to high anisotropy in its mechanical properties, which promotes a large scatter in the fatigue life. The usual practice for taking into account the great fatigue variability of this material is the employment of a large safety factor. Due to the pressing requirement to improve the performance of these turbo-gas engines, new design methodologies are required, which properly consider the variability introduced by the coarse microstructure.
The possibility to predict the scatter of the fatigue life of René80 correlated with the coarse-grained microstructure and to adopt a proper probabilistic approach can be achieved by combining advanced simulation tools and a dedicated experimental campaign. In [
2], Gottschalk and co-workers computed the Schmid factors grain by grain from electron back-scattered diffraction (EBSD) data of the René80 specimens tested. The Schmid factor depends on the orientation of the grain considered in relation to the principal loading axis, and it is hence a parameter that depends on the material’s microstructure. Gottschalk et al. proposed correlating the material fatigue life with the Schmid factor, by means of a modified version of the Coffin–Manson curve. The experimental points correlate quite well with the proposed curve, and the authors suggested using the statistical distribution of the Schmid factors in correlation with the proposed curve in the design phase in order to estimate the failure probability of the components.
One of the drawbacks of this approach is that the Schmid factor depends not only upon the grain orientation in relation to the loading axis, but also on the local stress tensor generated between the neighbouring grains. To overcome this limitation, Engel et al. [
3] performed several Monte Carlo simulations of the material microstructure of René80; the polycrystalline models of the specimens obtained were then simulated considering a local elastic anisotropic model by means of the finite elements (FE) technique. From the FE simulations of the microstructure, the Schmid factor was then calculated for each node of the elements. The statistical distribution of numerical values was used in a probabilistic framework and showed a better correlation with experimental results than the work by Gottschalk et al. [
2]. This model neglects the plastic strain that a grain can accumulate, even if the material behaves elastically at a macroscopic level.
A refined microstructural model, that takes into account both plastic and elastic strain accumulation at a grain level, is the Crystal Plasticity (CP). The backbone of the model’s CP is based on the theory of deformation of the crystals proposed by Asaro [
4,
5]. CP can be implemented in finite element (FE) software to simulate the local behaviour of the material’s microstructure, which was proved to correctly match the experimental observations [
6,
7,
8,
9]. This numerical technique can be used to estimate the impact of geometrical discontinuities, such as notches or defects, on the local stress and strain behaviour of the material. CPFE simulations were used in the work by Battaile et al. [
10] to estimate the scatter of the plastic stress inside the microstructure for several defect dimensions. The main result of this work was that a pore influences the mechanical behaviour of the microstructure when its dimensions are comparable with the grains’ diameter, leading to a high level of scatter of the plastic strain accumulation. Following the results of Battaile et al. [
10], Prithivirajan and co-workers [
11] studied the critical pore size that interacts with the microstructure of Inconel718 produced by additive manufacturing (AM). The authors showed that the microstructure of this material is influenced by pores or defects that are bigger than 20 μm; pores or defects smaller than this dimension produced a stress gradient that is almost the same as if one considers the material as isotropic and homogeneous.
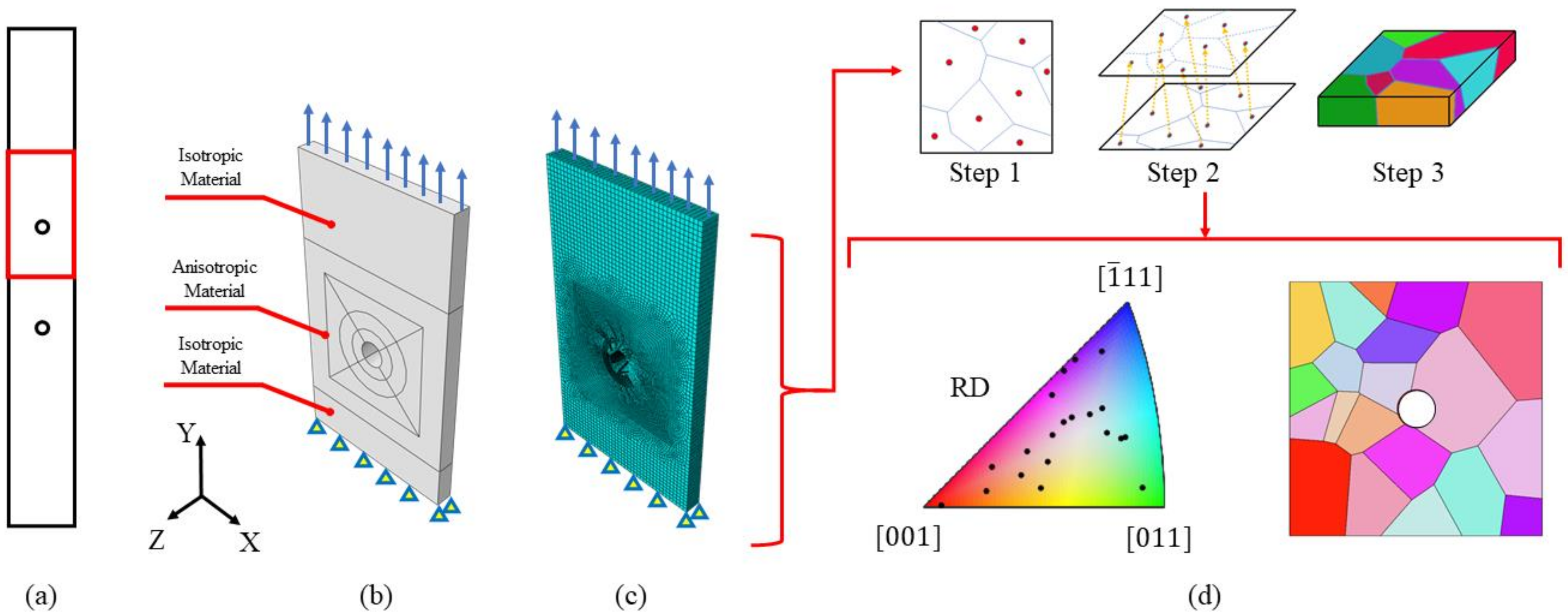
In this paper, we analyse the notch effect on the mechanical behaviour of the Ni-based superalloy René80. The performance of a gas turbine blade can be increased by air cooling by means of air ducts inside its body. These ducts can be seen as notches, and hence preferential locations for fatigue crack nucleation. The dimensions of these features are comparable with the material’s microstructure, producing an even more accentuated life scatter compared to smooth specimens tested in the laboratory. To estimate the scatter due to the interaction between the notches and the microstructure, the distribution of the strain concentration factor was estimated both experimentally and numerically by means of CPFE simulations. The model’s CP parameters were estimated from tensile tests on micro-tensile specimens integrated with local, grain-scale, strain measurements using the Digital Image Correlations (DIC) technique. The scatter of the strain concentration factor represents the uncertainty due to the effect of the microstructure, and this has to be accounted for along with the material’s fatigue life variability in the design phase to make a safe assessment of the component considered.
This paper is organized as follows. In
Section 2, the material and the experimental set-up are presented and discussed. In
Section 3, the experimental results are shown.
Section 4 describes the procedure adopted to fit the model’s CP parameters. In
Section 5, both the numerical and the experimental results are discussed.
2. Material and Experiments
2.1. Microstructure of René80
René80 is a coarse-grain material and the grain size is observed to be quite inhomogeneous, as depicted in
Figure 1a for test bar metallographic sections and for real thin wall airfoil components. The starting microstructure for René80 is composed of a bimodal distribution of γ’ phase; the primary particle size is about 400 nm and secondary particles are smaller than 20 nm, with a total volume fraction that reaches about 50%, as shown in
Figure 1b.
2.2. Digital Image Correlation Set-Up
Calibration of the CP parameters was performed based on two dedicated tensile tests. Four specimens were cut by electro-discharge machining (EDM), and their geometry is depicted in
Figure 2a. The specimens were initially polished to a surface quality for electron back-scattered diffraction (EBSD) analysis by means of emery papers with a grit size of P800 to P2500, 1 µm diamond paste, and final polishing performed using colloidal silica. Three EBSD maps (approximate dimension 3 mm × 2.5 mm) for each specimen side were acquired by means of an FEG-SEM Mira3 manufactured by Tescan (Brno, Czech Republic) equipped with a Hikari EBSD camera manufactured by EDAX-TSL (Mahwah, NJ 07430, USA). The maps were successively stitched to cover the entire gauge length, and a total of two EBSD maps for each tensile specimen were then obtained. Two tensile specimens were tested, and the stress-strain curves were used to calibrate the material’s CP parameters. The additional EBSD maps measured on the other two specimens were only used to consolidate the CP simulations and define the scatter in the material behaviour induced by the coarse-grained microstructure. The EBSD maps of the two specimens specifically used for CP calibration are shown in
Figure 2b,c. The orientation maps are viewed from the two sample sides to properly observe the grain morphology’s development throughout the specimen’s thickness. Despite most of the grain sizes being larger than the specimen’s thickness, the majority of the grains detected on one side of the specimen differ from the grains observed on the opposite side. Calibration of the material’s CP parameters was then performed by analysing both of the EBSD maps for each specimen.
The DIC measurements were performed according to two strategies which, in general, depend on the resolution and dimension of the region of interest (ROI) required. The ex-situ DIC measurements refer to strain measurements performed before and after specimen deformation. Providing a fixed image resolution, the ROI can also be enlarged since multiple images can be acquired and then stitched. The strain maps obtained refer to the un-loaded configuration (residual strains). The second acquisition strategy is labelled as in-situ, and it enables us to measure real time strain fields. The ROI is fixed and the images are continuously acquired during the specimen deformation.
Following the EBSD measurements, the tensile specimens were successively prepared firstly for DIC measurements. A central area with dimensions of 7 mm × 3 mm was marked with a tape and successively etched with a solution of 95 vol.% of hydrochloric acid and 5 vol.% of hydrogen peroxide for 12 s. This region corresponds with the EBSD map acquired previously. A set of optical images of the grains was then captured and stitched. The reconstructed grain geometry was used to properly correlate the DIC measurements with the microstructure. In fact, the EBSD measurements introduce some degree of distortion when the scanned area is large, as in this analysis. To avoid this problem, the geometry was reconstructed using an optical microscope, while the associated grain orientation was extracted from the EBSD data file.
The specimen surfaces were painted with a black paint using an IWATA airbrush with a characteristic nozzle diameter of 0.18 mm. The images for the DIC measurements were captured with a final resolution of approximately 2 µm/px, and the ROI covered by the single image was found to be 3.2 mm × 2.4 mm as indicated in
Figure 3. The DIC set-up consists of: (i) a 2 megapixel Allied vision Manta G201B CDD digital camera; (ii) a set of lenses manufactured by Optem; (iii) a set of linear micro-stages; (iv) a Schott ACE I EKE rim light fibre optic illuminator. DIC measurements were then performed ex-situ and in-situ. With ex-situ, the area of investigation can be larger than the single ROI as multiple images can be captured to cover the entire speckled surface. Three images were captured along the loading direction before specimen loading, and we captured another three images of the same regions after specimen deformation, at zero load. The correlation of the images made it possible to calculate the strain maps of the entire gauge length of the specimen and correlate this with the EBSD data acquired previously. The strain maps acquired with the ex-situ DIC strategy show the residual strains on the tensile test. The DIC was then used in the in-situ configuration. This set-up requires that the position of the microscope be fixed during the experiment, meanwhile a video is recorded during deformation. The ROI is fixed and the strain measurements are performed continuously. This set-up makes it possible to perform real-time acquisition, and the data can be used to calculate either the averaged stress-strain curve or the strain maps.
The tests were performed under a Deben load machine with a load capacity of ±5 kN. The tests were conducted in displacement control with a displacement rate of 1.5 mm/min at room temperature, and the nominal (bulk) axial strain was measured from the in-situ DIC strain fields.
The notched specimens were machined by means of electro discharge machining (EDM). This process leaves a layer of oxides on the machined surface that are not suitable for testing. To eliminate the material layer affected, specimens were mechanically polished by means of emery papers with meshing of the abrasive particles ranging between 800 and 2500. Two holes were machined in the centre of the plate to act as stress-raisers (
Figure 3b).
Before testing, the specimens were airbrushed with black paint to obtain a random speckle on the surfaces, see the inset positioned at the bottom right of
Figure 3b. The strain gradient due to the effect of the notch is highly influenced by the microstructure due to the comparable dimensions between the radius of the notch and the nominal size of the grains.
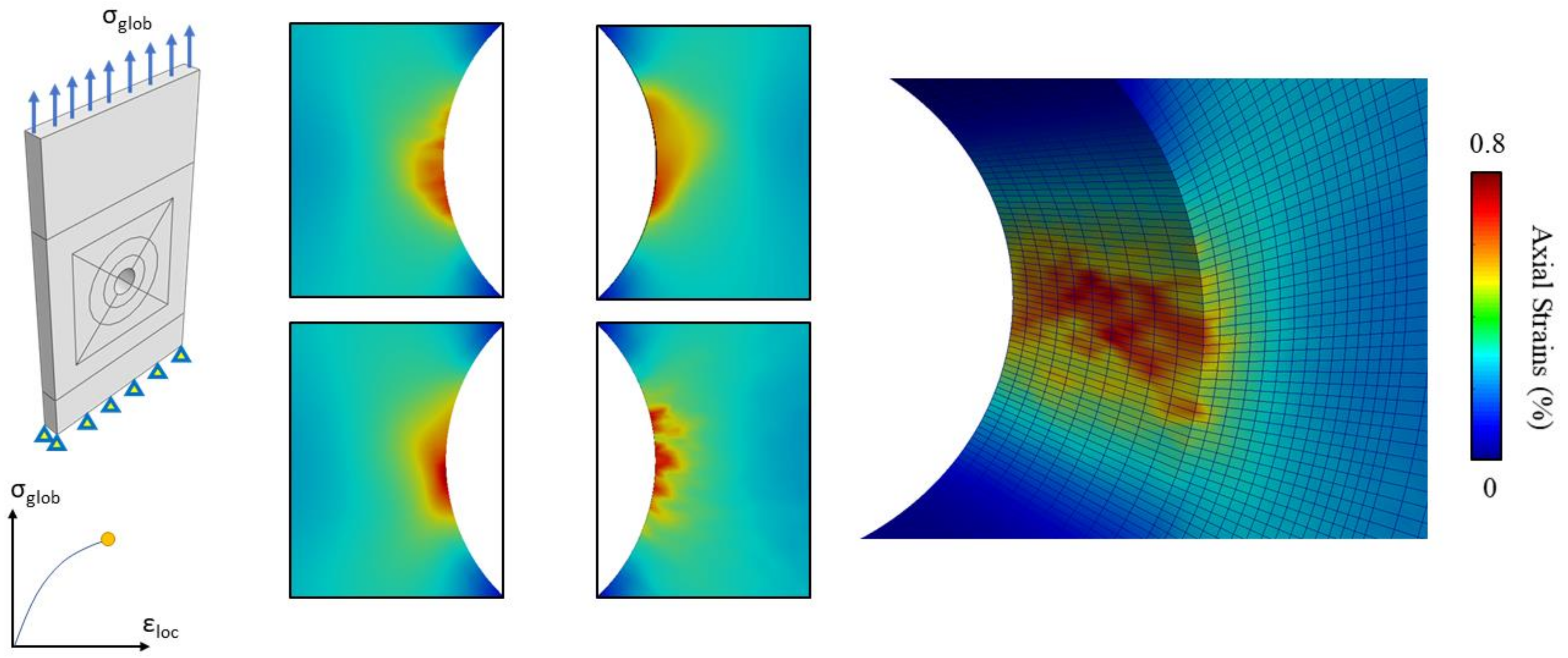
A total of four notched specimens were prepared and tested at room temperature. The tests were conducted in force control by employing an MTS 810 servo-hydraulic testing machine with a maximum load cell capacity of 100 kN. The applied axial force was set to obtain a nominal stress of 350 MPa. The test consisted of two main parts. The initial loading was applied incrementally; at each increment the image of the deformed speckle was recorded in order to evaluate the strain map’s evolution around the notches. Then, the specimens were cyclically loaded at stress ratio and a frequency of 15 Hz, with a maximum stress of 350 MPa. Fatigue tests were performed discontinuously with interruptions every Ni cycles—this represents a fatigue block. The DIC acquisition was performed at the end of each fatigue block, making it possible to both inspect the presence of a crack and to compute the evolution of the plastic strain accumulation during the test. The material behaves elastically at 350 MPa, reaching a local yielding at the root of the notches.
5. Discussion
The strain concentration factors
computed from the numerical simulations of the notched specimens are compared with the experimental values in
Figure 12, and the comparison is provided in terms of cumulative density function. The fitted distributions are shown by a solid black line and a solid blue line for the experimental and the numerical data, respectively.
The fitted statistical distribution is a Gaussian distribution, and the slopes of the simulated and numerical distributions are very similar. The fitted parameters of the experimental data set and the numerical ones are reported in
Table 3; the mean value of the two distributions is very similar, while the experimental standard deviation is almost double the numerical one. From the numerical CP simulations, the local tensile curves for the most stressed region of the notches are available; knowing the maximum level of stress and strain and the value of the stress and strain concentration factors, the local hysteresis cycle can be estimated using Neuber’s rule supposing an elastic shake down. The local stress and strain concentration factors will be:
where
and
, respectively, are the local stress and strain in the most stressed region of the notch computed from the FE simulation, and
and
, respectively, are the remote stress and strain applied to the specimen. The stress and strain range can be computed simply using Equation (12):
Knowing the stress and strain ranges of each numerical simulation, the number of cycles to failure can be computed. In this work, the Fatemi–Socie (FS) multiaxial criterion was adopted. This criterion was chosen due to the non-zero mean stress level of the hysteresis loops. The parameters of the Coffin–Manson curve adopted for estimating the fatigue lives are not reported due to intellectual property rights. The experimental results of the fatigue lives of the notched specimens are reported in
Table 4; the number of cycles to failure corresponds to that after which a fatigue crack can be visible, detected using DIC analysis.
The fatigue data reported in
Table 4 can be fitted using a log-normal distribution. The standard deviation of the log-life is shown to be
. The dispersion of the fatigue life of the specimens tested can be divided into two main contributions: (i) the first is due to the coarse microstructure that induced a variability of strain accumulation which is accentuated by the notch; (ii) the second contribution is due to the intrinsic fatigue scatter of the material which comes from tests of a uniformly stressed material. This observation can be expressed in mathematical terms as:
where
is the fatigue scatter due to the combined effect of the microstructure and the notch effect, and
is the intrinsic scatter of the material. From the fatigue life estimations considering the hysteresis cycles approximated using Neuber’s rule and the variability of the
, the fatigue scatter is found to be
. Considering the expression in Equation (13) and the experimental data for the notched samples, the fatigue scatter associated with the material will be
. This value is in line with the fatigue scatter from Low Cycle Fatigue (LCF) data of smooth specimens. For a typical engineering material, such as 9CrMo steel, for which data are analysed by Beretta et al. in [
21] and by Zhu et al. in [
22], the scatter on the log life is about 0.1325; this value is much lower than the one found for René80, meaning that a design based only on the Coffin–Manson curve is not enough for critical fatigue components.
In light of the previous observations, during the design phase of a critical mechanical component featuring one or more notches (such as the air ducts of a gas turbine blade, which are of the same order of dimension as the considered microstructure), one has to take into account both the variability of fatigue life of the uniformly stressed material and the scatter of the stress and strain accumulation due to the interaction of the microstructure and geometrical features.


 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}