
Predicting Workability of a Low-Cost Powder Metallurgical Ti–5Al–2Fe–3Mo Alloy Using Constitutive Modeling and Processing Map


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
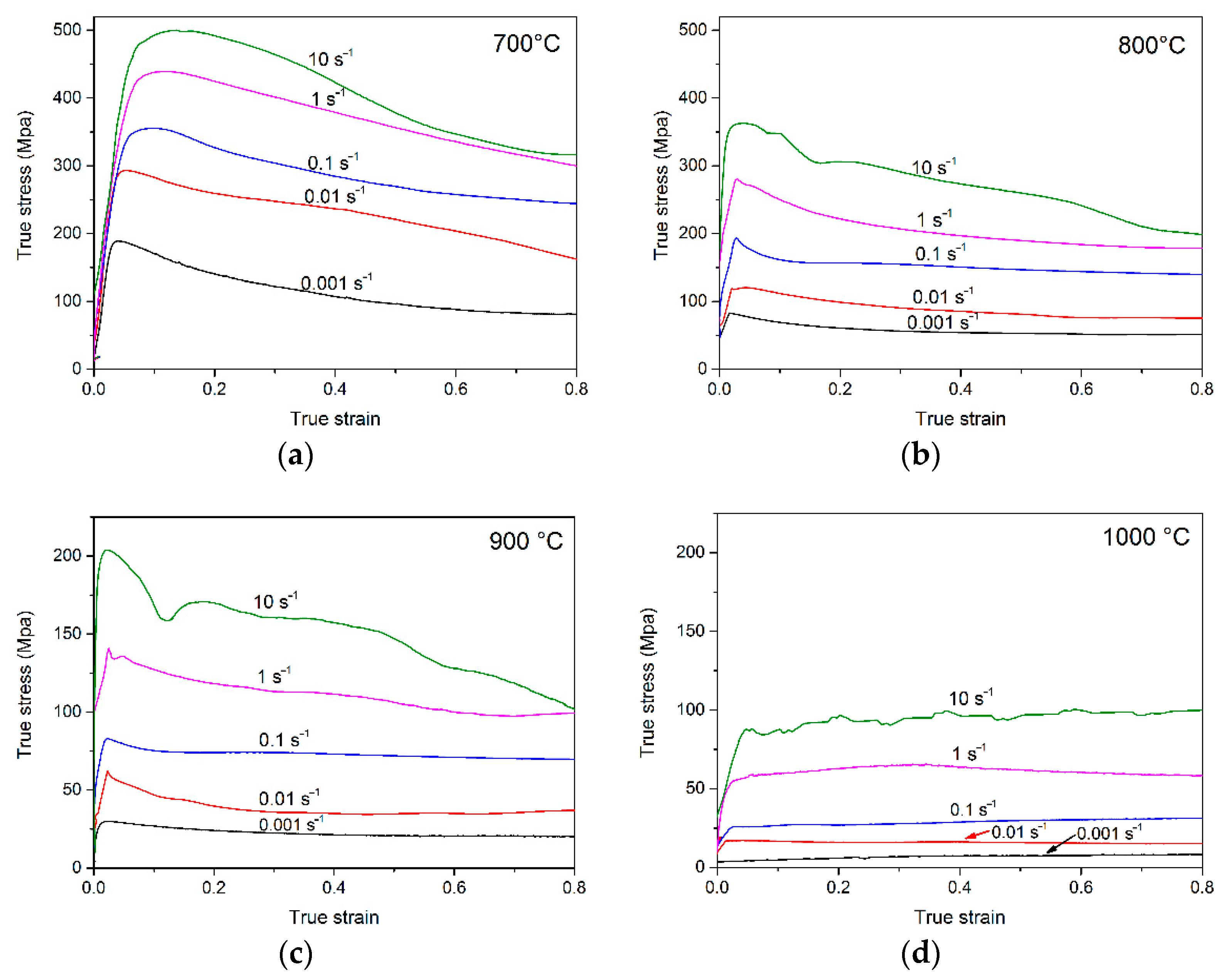
3.1. Flow Curves
3.1.1. Flow Stress Characterization
3.1.2. Flow Softening Behavior
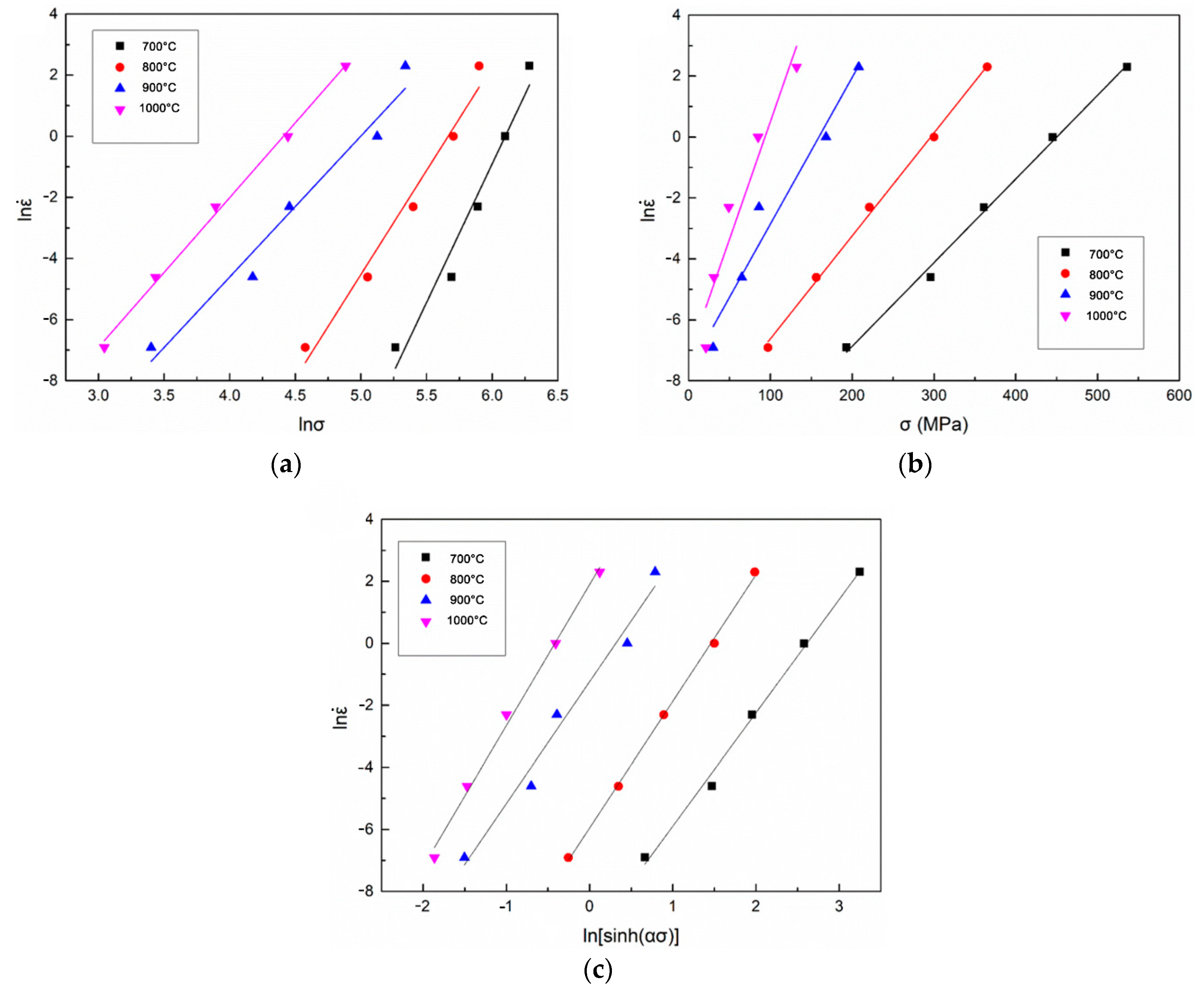
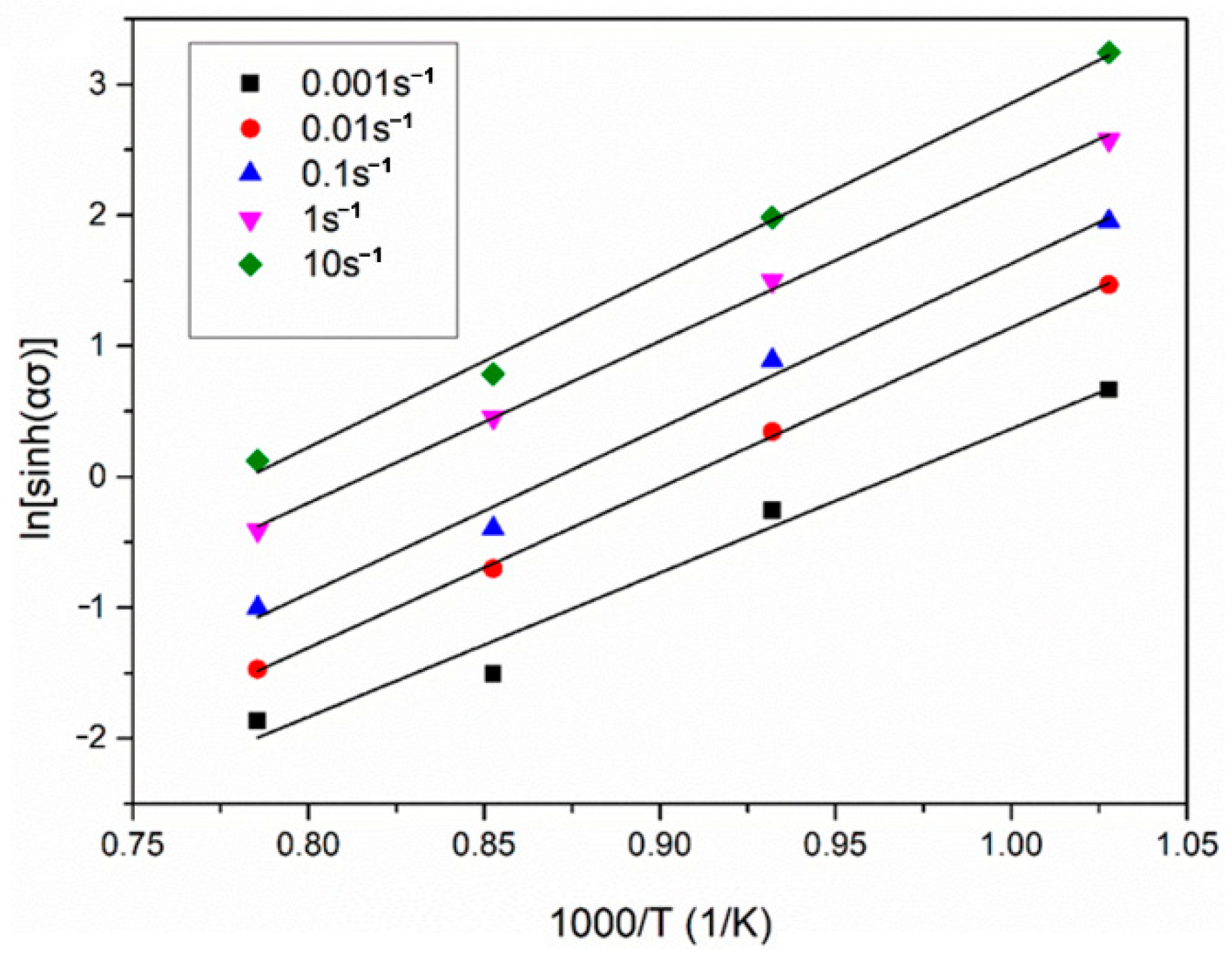
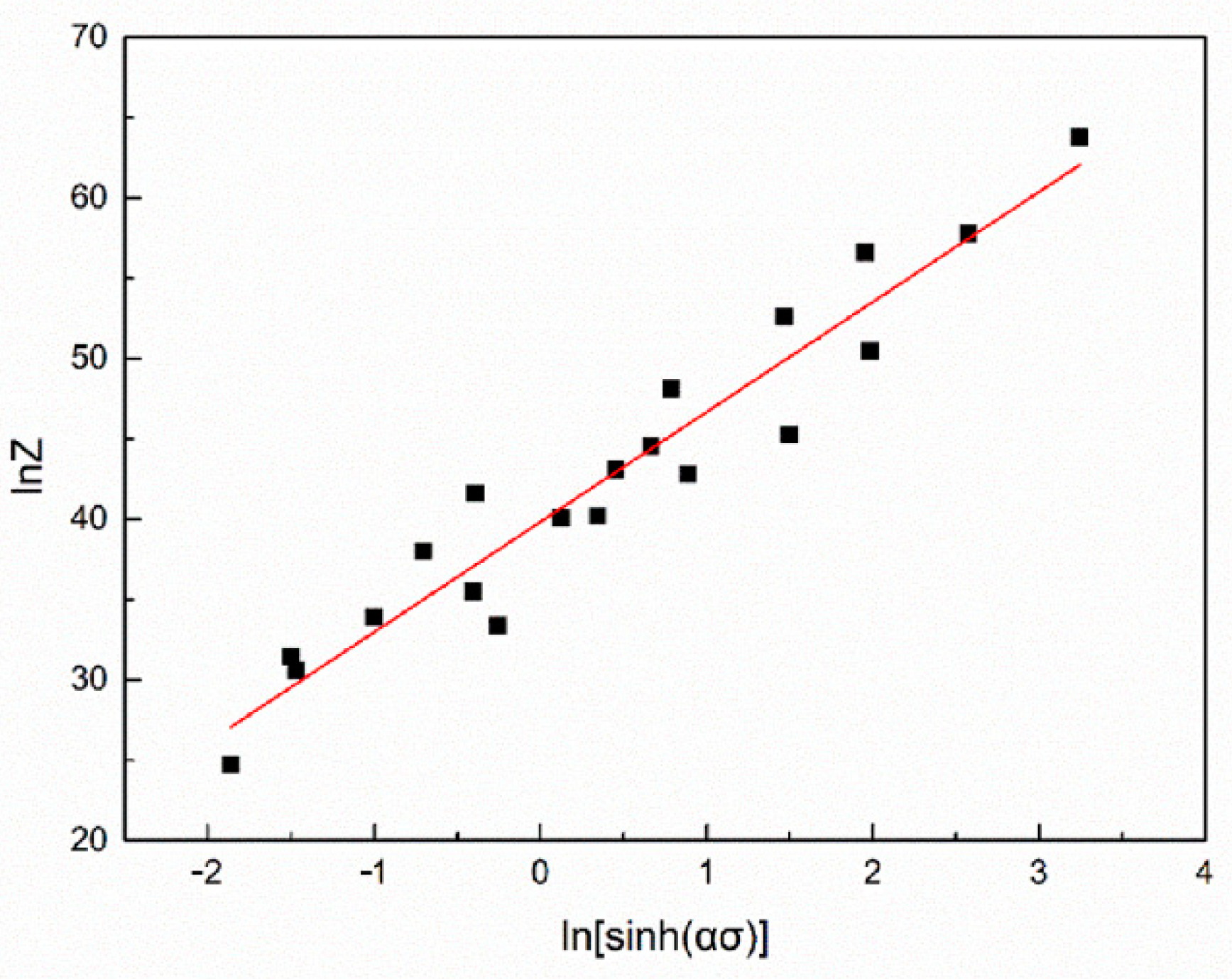
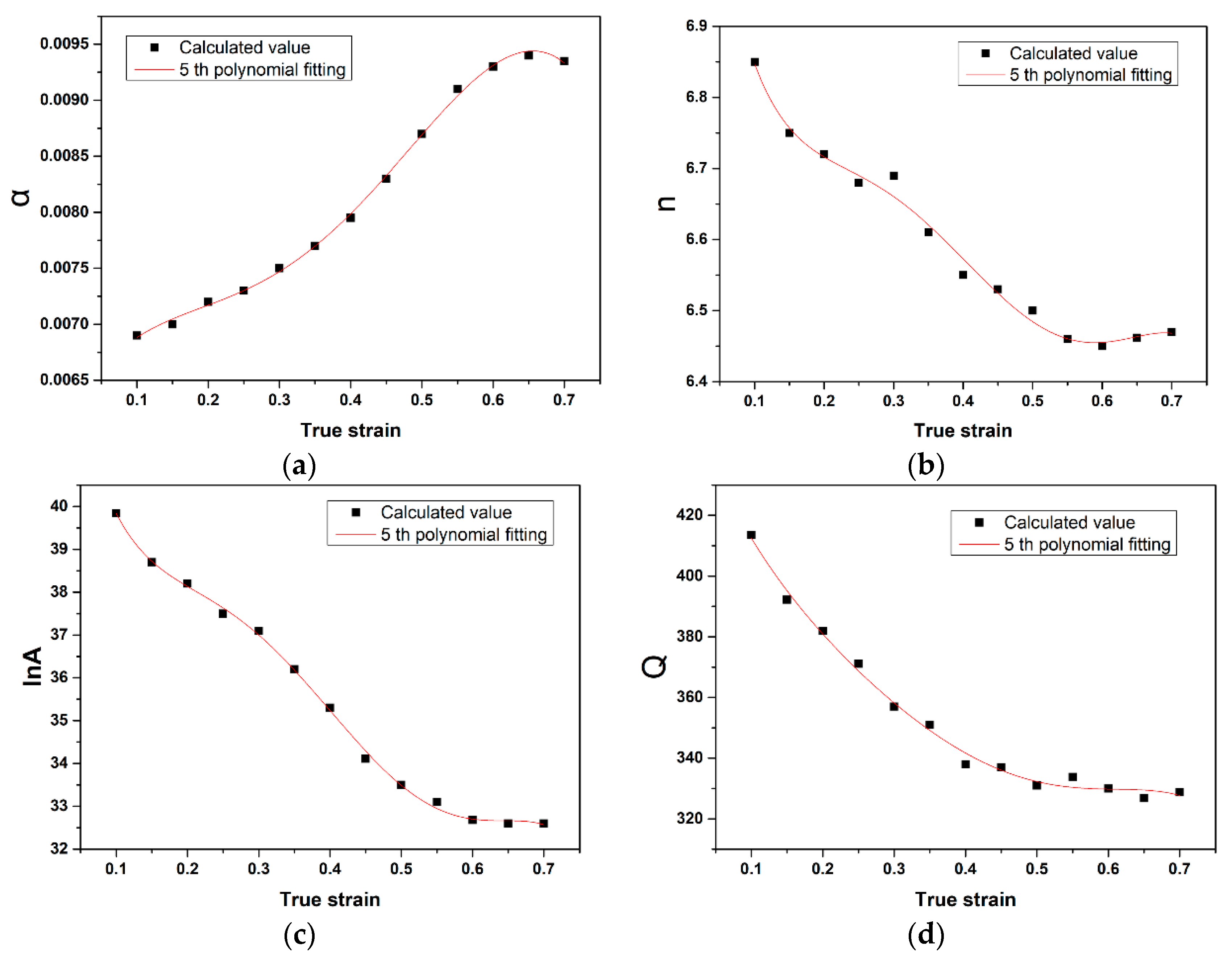
3.2. Arrhenius-Type Constitutive Modeling
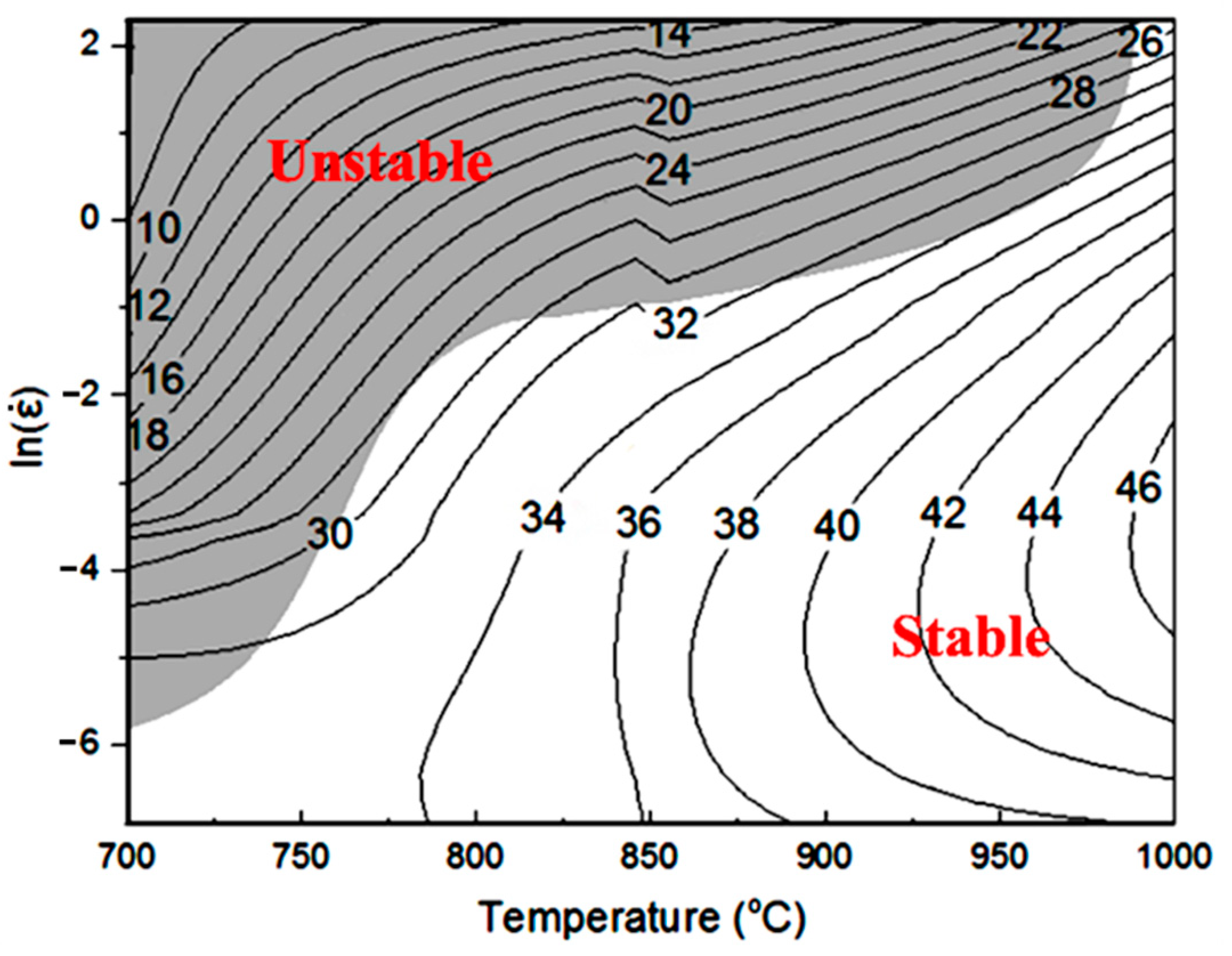
3.3. Processing Map
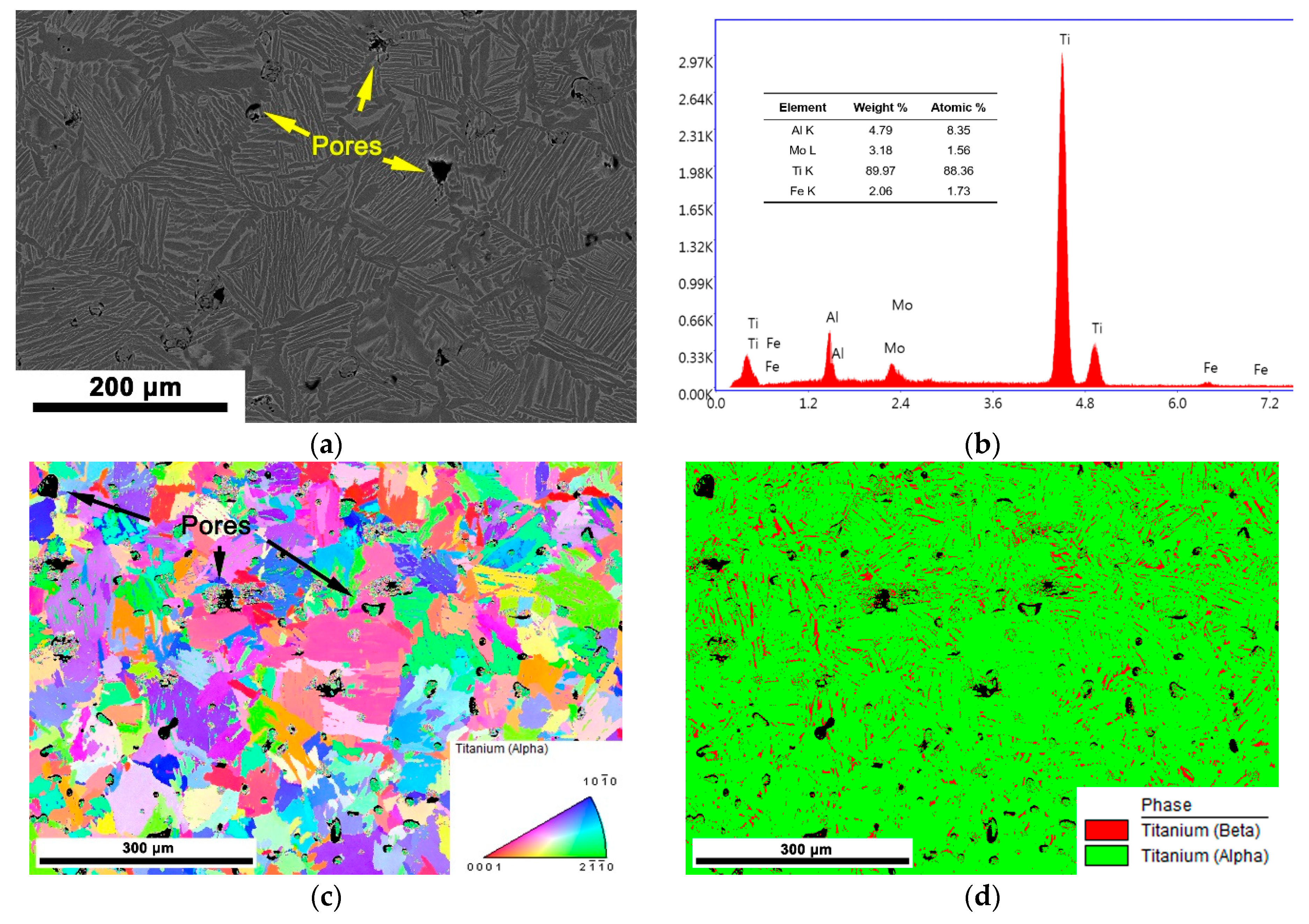
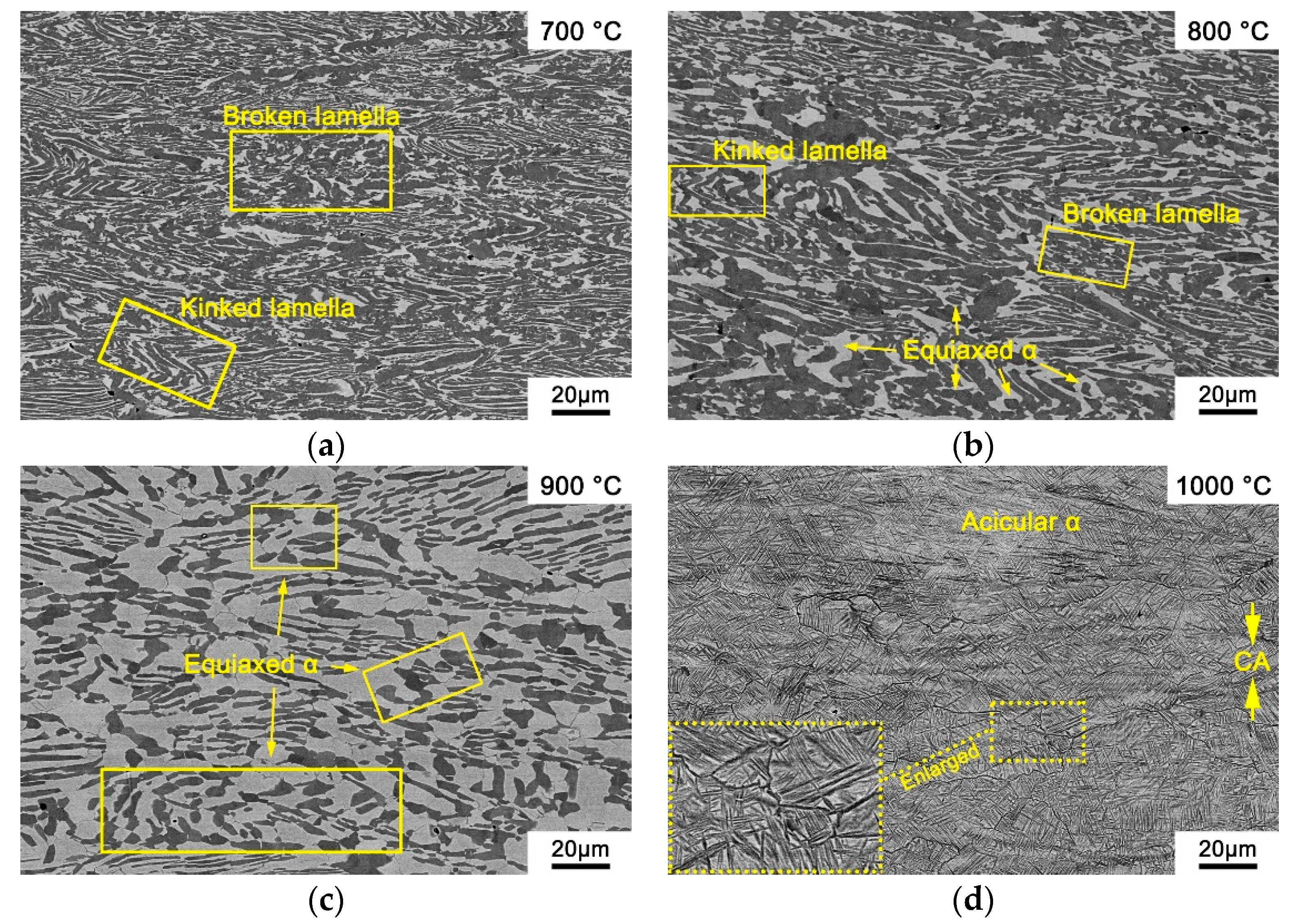
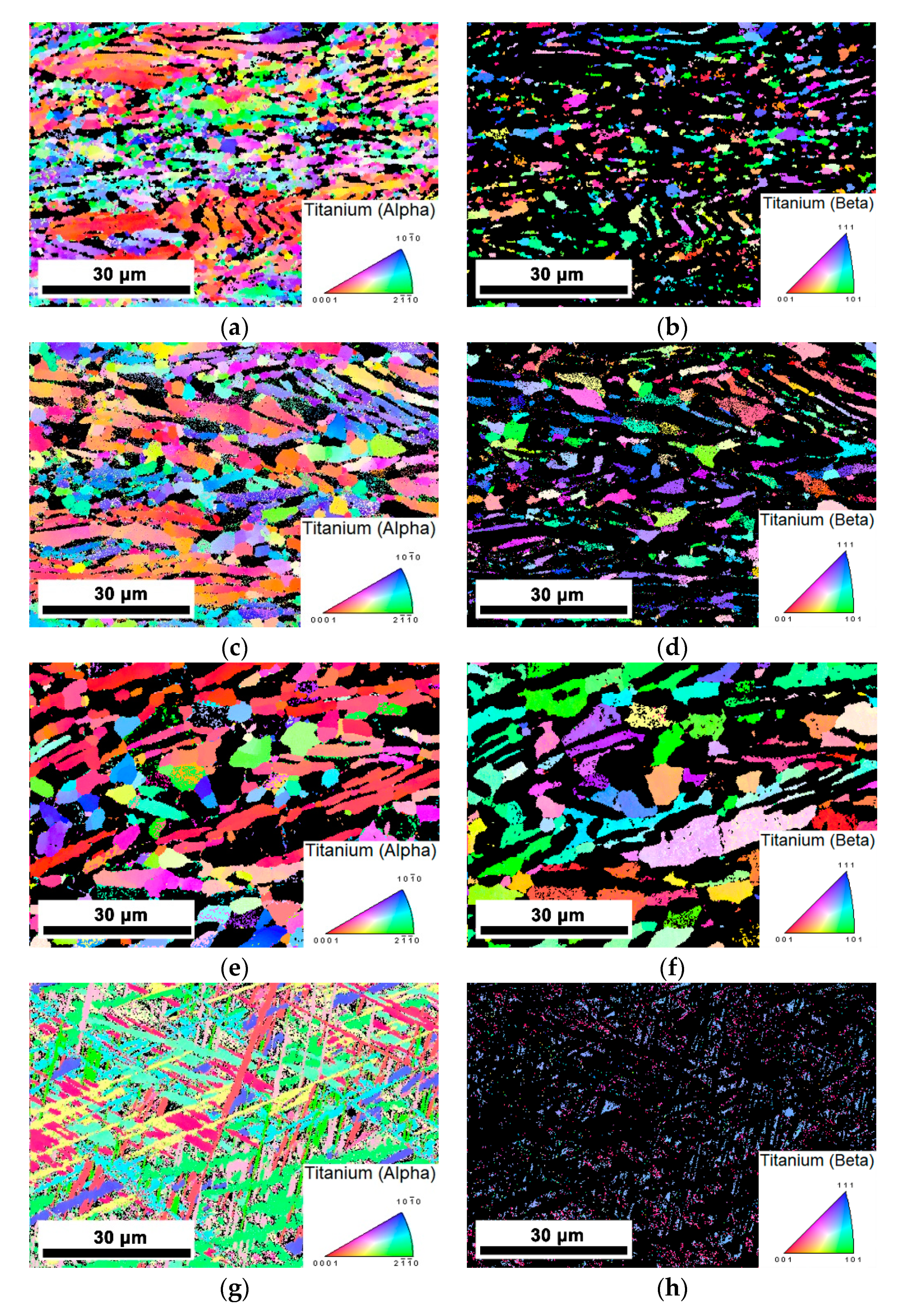
3.4. Deformation Microstructures
3.4.1. Effects of Temperature on Deformation Microstructure
3.4.2. Effects of Strain Rate on Deformation Microstructure
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zakaria, M.Y.; Sulong, A.B.; Muhamad, N.; Raza, M.R.; Ramli, M.I. Incorporation of wollastonite bioactive ceramic with titanium for medical applications: An overview. Mater. Sci. Eng. C 2019, 97, 884–895. [Google Scholar] [CrossRef]
- Fellah, M.; Hezil, N.; Hussein, M.A.; Abdul Samad, M.; Touhami, M.Z.; Montagne, A.; Iost, A.; Obrosov, A.; Weiss, S. Preliminary investigation on the bio-tribocorrosion behavior of porous nanostructured β-type titanium based biomedical alloys. Mater. Lett. 2019, 257, 126755. [Google Scholar] [CrossRef]
- Meng, Q.; Bai, C.; Xu, D. Flow behavior and processing map for hot deformation of ATI425 titanium alloy. J. Mater. Sci. Technol. 2018, 34, 679–688. [Google Scholar] [CrossRef]
- Liang, Z.; Miao, J.; Brown, T.; Sachdev, A.K.; Williams, J.C.; Luo, A.A. A low-cost and high-strength Ti-Al-Fe-based cast titanium alloy for structural applications. Scr. Mater. 2018, 157, 124–128. [Google Scholar] [CrossRef]
- Low, C.T.J.; Wills, R.G.A.; Walsh, F.C. Electrodeposition of composite coatings containing nanoparticles in a metal deposit. Surf. Coat. Technol. 2006, 201, 371–383. [Google Scholar] [CrossRef]
- Tseluikin, V.; Vasilenko, E. Electrodeposition and properties of composite coatings based on nickel. Russ. J. Appl. Chem. 2011, 84. [Google Scholar] [CrossRef]
- Walsh, F.C.; Ponce de Leon, C. A review of the electrodeposition of metal matrix composite coatings by inclusion of particles in a metal layer: An established and diversifying technology. Trans. IMF 2014, 92, 83–98. [Google Scholar] [CrossRef] [Green Version]
- Esteban, P.G.; Ruiz-Navas, E.M.; Bolzoni, L.; Gordo, E. Low-cost titanium alloys? Iron may hold the answers. Met. Powder Rep. 2008, 63, 24–27. [Google Scholar] [CrossRef]
- Bolzoni, L.; Ruiz-Navas, E.M.; Gordo, E. Quantifying the properties of low-cost powder metallurgy titanium alloys. Mater. Sci. Eng. A 2017, 687, 47–53. [Google Scholar] [CrossRef]
- Amherd Hidalgo, A.; Frykholm, R.; Ebel, T.; Pyczak, F. Powder Metallurgy Strategies to Improve Properties and Processing of Titanium Alloys: A Review. Adv. Eng. Mater. 2017, 19, 1600743. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, L.F.; Tang, H.P.; Liu, C.T.; Liu, B.; Huang, B.Y. Design of powder metallurgy titanium alloys and composites. Mater. Sci. Eng. A 2006, 418, 25–35. [Google Scholar] [CrossRef]
- Wei, W.; Liu, Y.; Zhou, K.; Huang, B. Effect of Fe addition on sintering behaviour of titanium powder. Powder. Metall. 2003, 46, 246. [Google Scholar] [CrossRef]
- Alshammari, Y.; Manogar, B.; Raynova, S.; Yang, F.; Bolzoni, L. Behaviour of novel low-cost blended elemental Ti–5Fe-xAl alloys fabricated via powder metallurgy. J. Mech. Behav. Biomed. Mater. 2020, 110, 103865. [Google Scholar] [CrossRef]
- Sjafrizal, T.; Dehghan-Manshadi, A.; Kent, D.; Yan, M.; Dargusch, M.S. Effect of Fe addition on properties of Ti–6Al-xFe manufactured by blended elemental process. J. Mech. Behav. Biomed. Mater. 2020, 102, 103518. [Google Scholar] [CrossRef]
- Abdelrhman, Y.; Gepreel, M.A.H.; Kobayashi, S.; Okano, S.; Okamoto, T. Biocompatibility of new low-cost (α + β)-type Ti-Mo-Fe alloys for long-term implantation. Mater. Sci. Eng. C 2019, 99, 552–562. [Google Scholar] [CrossRef]
- Wang, C.H.; Yang, C.D.; Liu, M.; Li, X.; Hu, P.F.; Russell, A.M.; Cao, G.H. Martensitic microstructures and mechanical properties of as-quenched metastable β-type Ti–Mo alloys. J. Mater. Sci. 2016, 51, 6886–6896. [Google Scholar] [CrossRef]
- Qiu, J.W.; Liu, Y.; Liu, B.; Liu, Y.B.; Wang, B.; Ryba, E.; Tang, H.P. Optimizing the hot-forging process parameters for connecting rods made of PM titanium alloy. J. Mater. Sci. 2012, 47, 3837–3848. [Google Scholar] [CrossRef]
- Yan, Z.; Chen, F.; Cai, Y.; Yin, J.; Zheng, Y. Preparation and properties of Ti–4.5Al–6.8Mo–1.5Fe alloy by high-velocity compaction. Powder Technol. 2013, 246, 345–350. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, L.; Wei, W.; Tang, H.; Liu, B.; Huang, B. Improvement of Ductility of Powder Metallurgy Titanium Alloys by Addition of Rare Earth Element. J. Mater. Sci. Technol. 2006, 22, 465–469. [Google Scholar] [CrossRef]
- Xu, R.; Liu, B.; Yan, Z.; Chen, F.; Guo, W.; Liu, Y. Low-cost and high-strength powder metallurgy Ti–Al–Mo–Fe alloy and its application. J. Mater. Sci. 2019, 54, 12049–12060. [Google Scholar] [CrossRef]
- Jia, W.; Zeng, W.; Liu, J.; Zhou, Y.; Wang, Q. On the influence of processing parameters on microstructural evolution of a near alpha titanium alloy. Mater. Sci. Eng. A 2011, 530, 135–143. [Google Scholar] [CrossRef]
- Zhao, Q.; Yang, F.; Torrens, R.; Bolzoni, L. Comparison of hot deformation behaviour and microstructural evolution for Ti-5Al-5V-5Mo-3Cr alloys prepared by powder metallurgy and ingot metallurgy approaches. Mater. Des. 2019, 169, 107682. [Google Scholar] [CrossRef]
- Han, Y.; Zeng, W.; Qi, Y.; Zhao, Y. The influence of thermomechanical processing on microstructural evolution of Ti600 titanium alloy. Mater. Sci. Eng. A 2011, 528, 8410–8416. [Google Scholar] [CrossRef]
- Hajari, A.; Morakabati, M.; Abbasi, S.M.; Badri, H. Constitutive modeling for high-temperature flow behavior of Ti-6242S alloy. Mater. Sci. Eng. A 2017, 681, 103–113. [Google Scholar] [CrossRef]
- Li, C.; Cui, W.F.; Zhang, Y.S. Surface self-nanocrystallization of alpha plus beta titanium alloy by surface mechanical grinding treatment. Met. Mater.-Int. 2017, 23, 512–518. [Google Scholar] [CrossRef]
- Su, Z.; Wan, L.; Sun, C.; Cai, Y.; Yang, D. Hot deformation behavior of AZ80 magnesium alloy towards optimization of its hot workability. Mater. Charact. 2016, 122, 90–97. [Google Scholar] [CrossRef]
- Zhou, X.; Wang, K.; Lu, S.; Li, X.; Feng, R.; Zhong, M. Flow behavior and 3D processing map for hot deformation of Ti-2.7Cu alloy. J. Mater. Res. Technol. 2020, 9, 2652–2661. [Google Scholar] [CrossRef]
- Han, Y.; Zeng, W.; Qi, Y.; Zhao, Y. Optimization of forging process parameters of Ti600 alloy by using processing map. Mater. Sci. Eng. A 2011, 529, 393–400. [Google Scholar] [CrossRef]
- Chen, W.; Zeng, W.; Xu, J.; Zhou, D.; Wang, S.; He, S. Deformation behavior and microstructure evolution during hot working of Ti60 alloy with lamellar starting microstructure. J. Alloys Compd. 2019, 792, 389–398. [Google Scholar] [CrossRef]
- Balasundar, I.; Raghu, T.; Kashyap, B.P. Modeling the hot working behavior of near-α titanium alloy IMI 834. Prog. Nat. Sci. Mater. Int. 2013, 23, 598–607. [Google Scholar] [CrossRef] [Green Version]
- Ma, F.; Shi, Z.; Liu, P.; Li, W.; Liu, X.; Chen, X.; He, D.; Zhang, K.; Pan, D.; Zhang, D. Strengthening effect of in situ TiC particles in Ti matrix composite at temperature range for hot working. Mater. Charact. 2016, 120, 304–310. [Google Scholar] [CrossRef]
- Zhang, W.-D.; Liu, Y.; Wu, H.; Song, M.; Zhang, T.-Y.; Lan, X.-D.; Yao, T.-H. Elastic modulus of phases in Ti–Mo alloys. Mater. Charact. 2015, 106, 302–307. [Google Scholar] [CrossRef]
- Zong, Y.Y.; Shan, D.B.; Lu, Y. Microstructural evolution of a Ti-4.5Al-3Mo-1V alloy during hot working. J. Mater. Sci. 2006, 41, 3753–3760. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Seetharaman, V.; Weiss, I. Flow behavior and globularization kinetics during hot working of Ti–6Al–4V with a colony alpha microstructure. Mater. Sci. Eng. A 1999, 263, 257–271. [Google Scholar] [CrossRef]
- Ma, X.; Zeng, W.; Tian, F.; Zhou, Y. The kinetics of dynamic globularization during hot working of a two phase titanium alloy with starting lamellar microstructure. Mater. Sci. Eng. A 2012, 548, 6–11. [Google Scholar] [CrossRef]
- Sellars, C.M.; Tegart, W.J.M. Hot Workability. Int. Mater. Rev. 1972, 17, 1–24. [Google Scholar] [CrossRef]
- Shafaat, M.A.; Omidvar, H.; Fallah, B. Prediction of hot compression flow curves of Ti–6Al–4V alloy in α + β phase region. Mater. Des. 2011, 32, 4689–4695. [Google Scholar] [CrossRef]
- Ghavam, M.H.; Morakabati, M.; Abbasi, S.M.; Badri, H. Flow behavior modeling of IMI834 titanium alloy during hot tensile deformation. Trans. Nonferrous Met. Soc. China 2015, 25, 748–758. [Google Scholar] [CrossRef]
- Peng, W.; Zeng, W.; Wang, Q.; Yu, H. Comparative study on constitutive relationship of as-cast Ti60 titanium alloy during hot deformation based on Arrhenius-type and artificial neural network models. Mater. Des. 2013, 51, 95–104. [Google Scholar] [CrossRef]
- Dehghan, H.; Abbasi, S.M.; Momeni, A.; Karimi Taheri, A. On the constitutive modeling and microstructural evolution of hot compressed A286 iron-base superalloy. J. Alloys Compd. 2013, 564, 13–19. [Google Scholar] [CrossRef]
- Liu, B.; Li, Y.P.; Matsumoto, H.; Liu, Y.B.; Liu, Y.; Chiba, A. Thermomechanical characterization of P/M Ti–Fe–Mo–Y alloy with a fine lamellar microstructure. Mater. Sci. Eng. A 2011, 528, 2345–2352. [Google Scholar] [CrossRef]
- Momeni, A.; Abbasi, S.M. Effect of hot working on flow behavior of Ti–6Al–4V alloy in single phase and two phase regions. Mater. Des. 2010, 31, 3599–3604. [Google Scholar] [CrossRef]
- Zhao, Z.L.; Li, H.; Fu, M.W.; Guo, H.Z.; Yao, Z.K. Effect of the initial microstructure on the deformation behavior of Ti60 titanium alloy at high temperature processing. J. Alloys Compd. 2014, 617, 525–533. [Google Scholar] [CrossRef]
- Briottet, L.; Jonas, J.J.; Montheillet, F. A mechanical interpretation of the activation energy of high temperature deformation in two phase materials. Acta Mater. 1996, 44, 1665–1672. [Google Scholar] [CrossRef]
- Peng, X.; Guo, H.; Shi, Z.; Qin, C.; Zhao, Z.; Yao, Z. Study on the hot deformation behavior of TC4-DT alloy with equiaxed α + β starting structure based on processing map. Mater. Sci. Eng. A 2014, 605, 80–88. [Google Scholar] [CrossRef]
- Shen, G.; Semiatin, S.L.; Altan, T. Investigation of flow stress and microstructure development in non-isothermal forging of Ti-6242. J. Mater. Process. Technol. 1993, 36, 303–319. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of Strain Rate Upon Plastic Flow of Steel. J. Appl. Phys. 1944, 15, 22–32. [Google Scholar] [CrossRef]
- Mandal, S.; Rakesh, V.; Sivaprasad, P.V.; Venugopal, S.; Kasiviswanathan, K.V. Constitutive equations to predict high temperature flow stress in a Ti-modified austenitic stainless steel. Mater. Sci. Eng. A 2009, 500, 114–121. [Google Scholar] [CrossRef]
- Ma, L.; Wan, M.; Li, W.; Shao, J.; Bai, X. Constitutive modeling and processing map for hot deformation of Ti–15Mo–3Al-2.7Nb-0.2Si. J. Alloys Compd. 2019, 808, 151759. [Google Scholar] [CrossRef]
- Cai, J.; Li, F.; Liu, T.; Chen, B.; He, M. Constitutive equations for elevated temperature flow stress of Ti–6Al–4V alloy considering the effect of strain. Mater. Des. 2011, 32, 1144–1151. [Google Scholar] [CrossRef]
- Wang, F.; Shen, J.; Zhang, Y.; Ning, Y. A Modified Constitutive Model for the Description of the Flow Behavior of the Ti-10V-2Fe-3Al Alloy during Hot Plastic Deformation. Metals 2019, 9, 844. [Google Scholar] [CrossRef] [Green Version]
- Pilehva, F.; Zarei-Hanzaki, A.; Ghambari, M.; Abedi, H.R. Flow behavior modeling of a Ti–6Al–7Nb biomedical alloy during manufacturing at elevated temperatures. Mater. Des. 2013, 51, 457–465. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Gegel, H.L.; Doraivelu, S.M.; Malas, J.C.; Morgan, J.T.; Lark, K.A.; Barker, D.R. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Metall. Mater. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Sen, I.; Kottada, R.S.; Ramamurty, U. High temperature deformation processing maps for boron modified Ti–6Al–4V alloys. Mater. Sci. Eng. A 2010, 527, 6157–6165. [Google Scholar] [CrossRef]
- Ding, C.; Shi, Q.; Liu, X.; Zheng, L.; Li, R.; Hang, Z.; Yu, B.; Wu, W. Microstructure and mechanical properties of PM Ti600 alloy after hot extrusion and subsequent annealing treatment. Mater. Sci. Eng. A 2019, 748, 434–440. [Google Scholar] [CrossRef]
- Froes, F.H.; Eylon, D. Powder metallurgy of titanium alloys. Int. Mater. Rev. 1990, 35, 162–184. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powders | Purity (wt.%) | O (wt.%) | Other Impurity (wt.%) | Particle Size, D50 (μm) | Producing Methods | Producer |
|---|---|---|---|---|---|---|
| Ti | 99.744 ± 0.015 | 0.22 ± 0.01 | 0.036 ± 0.005 | 67.5 ± 0.2 | Hydrogenation-dehydrogenation | TiTd Metal Materials Co., Ltd., Changsha, China |
| Al | 99.718 ± 0.015 | 0.27 ± 0.01 | 0.012 ± 0.005 | 21.3 ± 0.2 | Gas atomization | |
| Fe | 99.811 ± 0.015 | 0.18 ± 0.01 | 0.009 ± 0.005 | 25.3 ± 0.2 | Deoxidization | |
| Mo | 99.729 ± 0.015 | 0.26 ± 0.01 | 0.011 ± 0.005 | 6.18 ± 0.2 | Deoxidization |
| Alloy | Refs. | Q (kJ/mol) | Type | Deformation Temperature (°C) | Initial Microstructure |
|---|---|---|---|---|---|
| Ti60 | [43] | 591 | Near α | 900–1000 | Acicular |
| IMI834 | [38] | 557 | α + β | 800–1000 | Transformed β |
| Ti-6242S | [46] | 623 | Near α | 816–955 | Lamellar |
| TiAlFeMo | Present work | 413.25 | α + β | 700–1000 | Lamellar |
| Subscript of Coefficient | Material Constants | |||
|---|---|---|---|---|
| α (Ex) | n (Fx) | lnA (Mx) | Q (Nx) | |
| 0 | 0.00616 | 7.40278 | 46.65846 | 464.1805 |
| 1 | 0.0114 | −9.67458 | −120.575 | −687.345 |
| 2 | −0.05417 | 54.39862 | 702.7041 | 2179.603 |
| 3 | 0.13092 | −150.532 | −2050.21 | −5502.86 |
| 4 | −0.09441 | 190.761 | 2683.395 | 7744.687 |
| 5 | −0.00302 | −89.1704 | −1279.64 | −4137.25 |
| Alloy | Refs. | Type | Deformation Temperature (°C) | Strain Rate (s−1) | AARE% |
|---|---|---|---|---|---|
| IMI834 | [30] | near α | 850–1060 | 0.0003–1 | 10.43 |
| Ti-6242S | [24] | near α | 850–1000 | 0.001–1 | 9.98 |
| Ti60 | [39] | near α | 970–1120 | 0.01–10 | 8.45 |
| Ti-6Al-4V | [50] | α + β | 800–1050 | 0.0005–1 | 9.06 |
| Ti–6Al–7Nb | [52] | α + β | 850–1000 | 0.0025–0.25 | 5.53 |
| Ti–5Al–2Fe–3Mo | Present work | α + β | 700–1000 | 0.001–10 | 5.21 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, D.; Liu, B.; Xu, R.; Qiu, J.; Liu, C. Predicting Workability of a Low-Cost Powder Metallurgical Ti–5Al–2Fe–3Mo Alloy Using Constitutive Modeling and Processing Map. Materials 2021, 14, 836. https://doi.org/10.3390/ma14040836
Pan D, Liu B, Xu R, Qiu J, Liu C. Predicting Workability of a Low-Cost Powder Metallurgical Ti–5Al–2Fe–3Mo Alloy Using Constitutive Modeling and Processing Map. Materials. 2021; 14(4):836. https://doi.org/10.3390/ma14040836
Chicago/Turabian StylePan, Di, Bin Liu, Rongjun Xu, Jingwen Qiu, and Chunxuan Liu. 2021. "Predicting Workability of a Low-Cost Powder Metallurgical Ti–5Al–2Fe–3Mo Alloy Using Constitutive Modeling and Processing Map" Materials 14, no. 4: 836. https://doi.org/10.3390/ma14040836