
Irreversible and Repeatable Shape Transformation of Additively Manufactured Annular Composite Structures



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
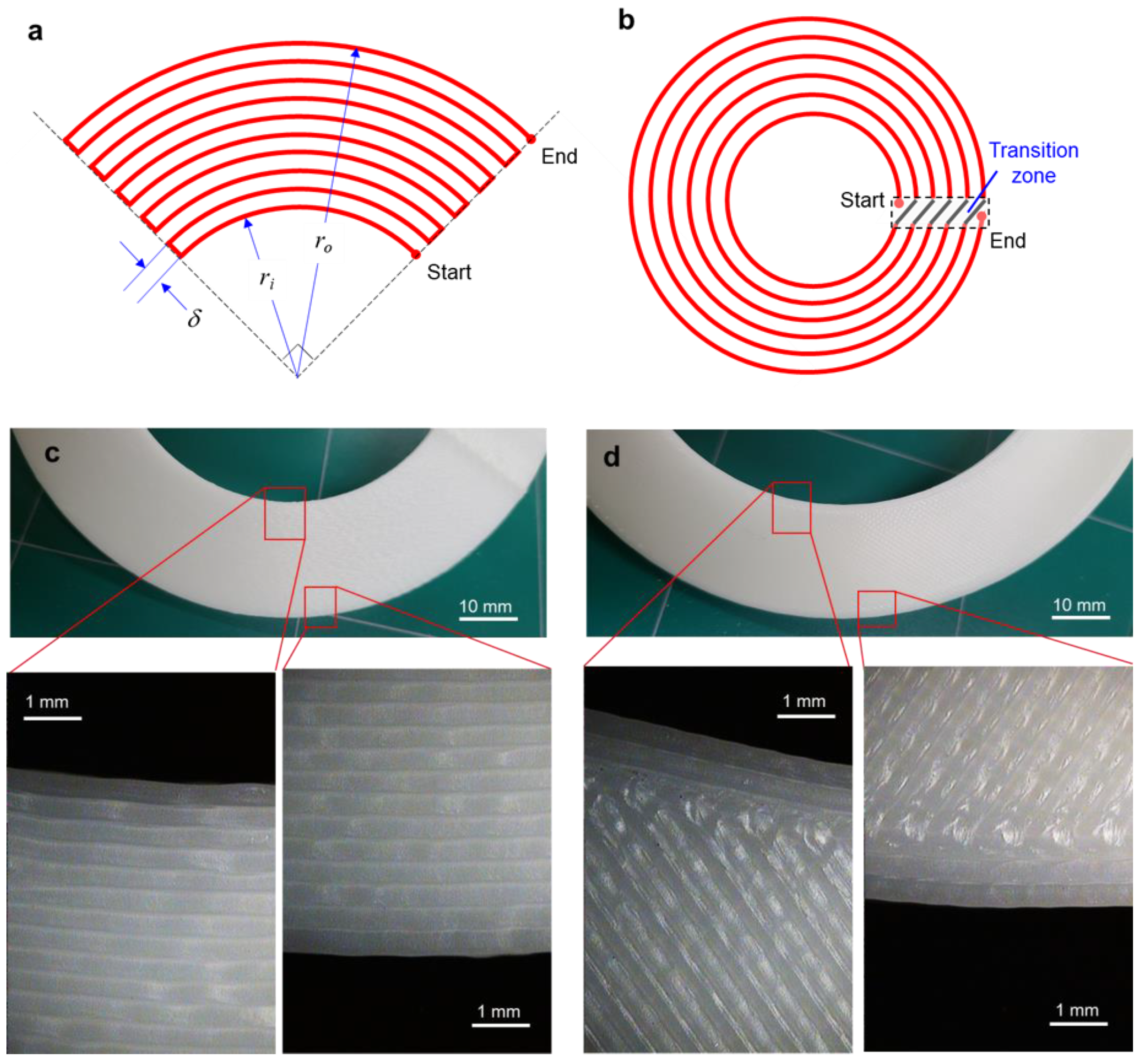
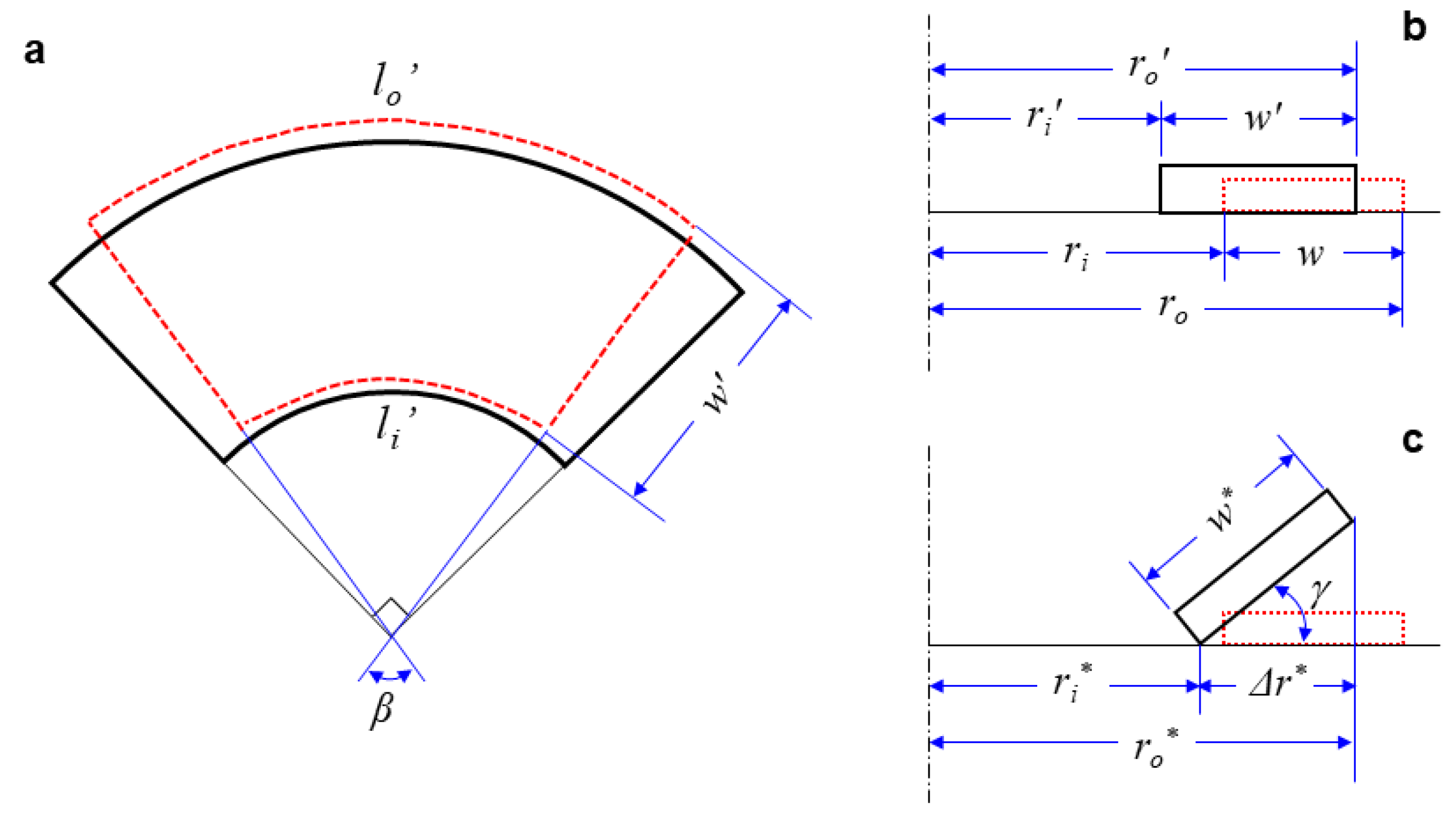
2.2. Design of Annular Shapes
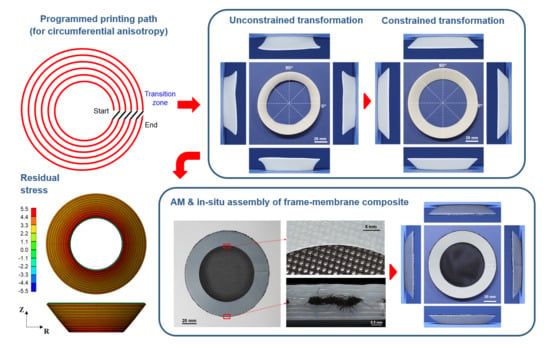
2.3. Additive Manufacturing with Programmed Printing Paths
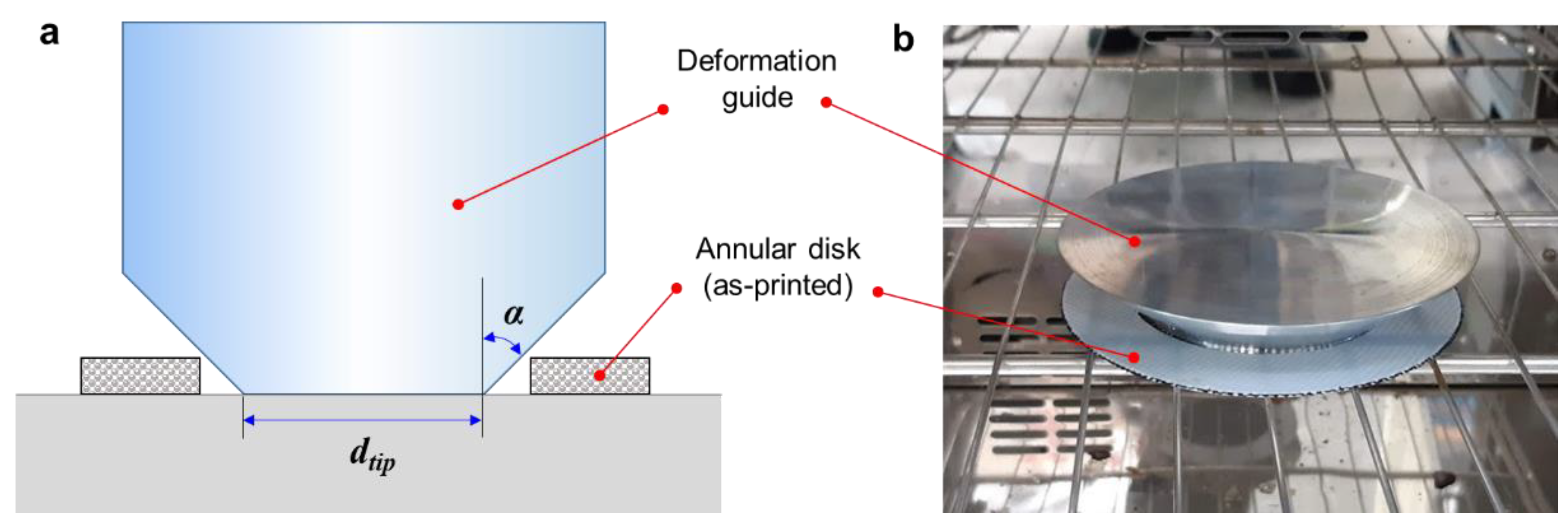
2.4. Heat Treatment
2.5. Characterization
3. Results and Discussion
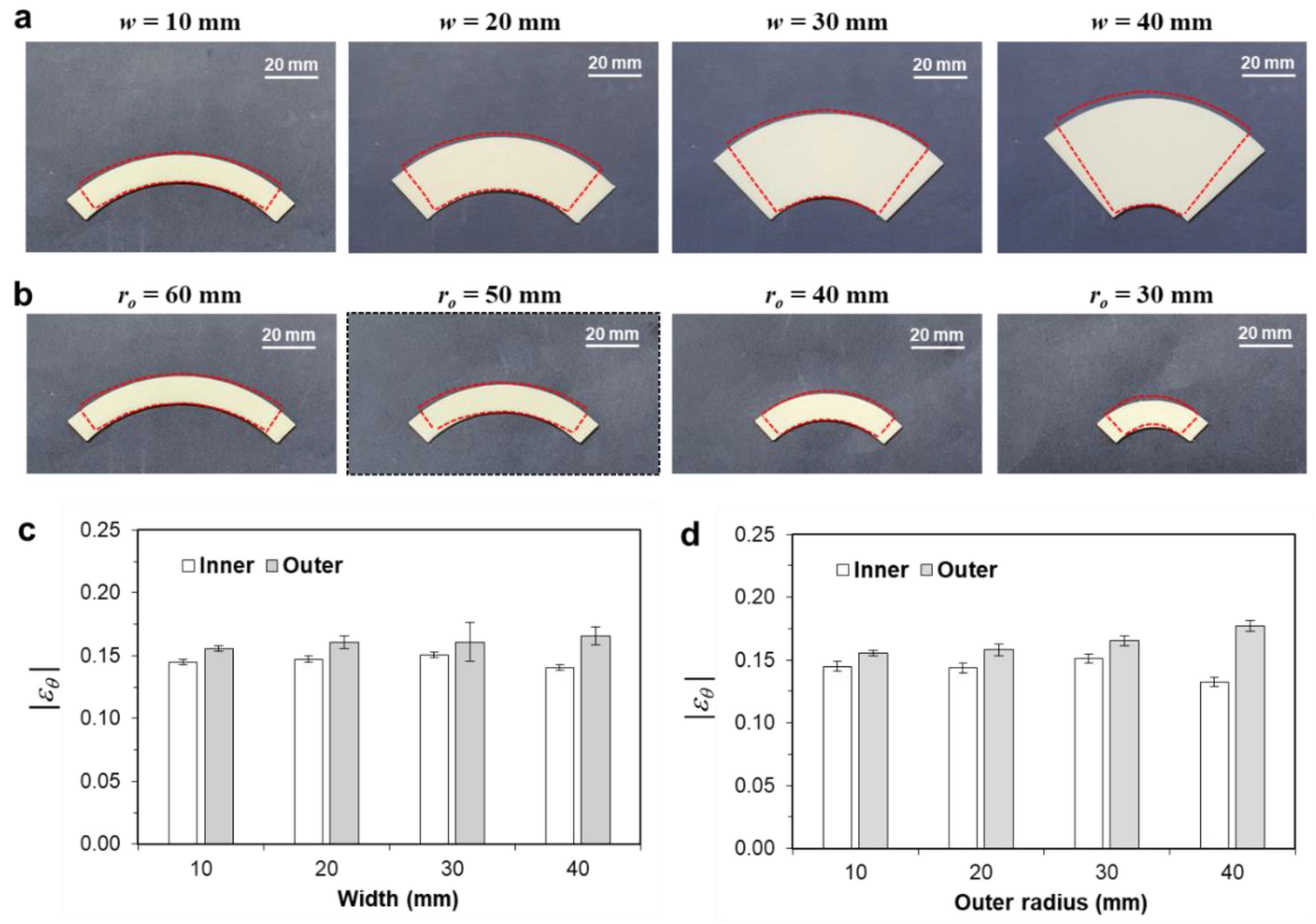
3.1. Thermal Deformation of the Partial Annulus
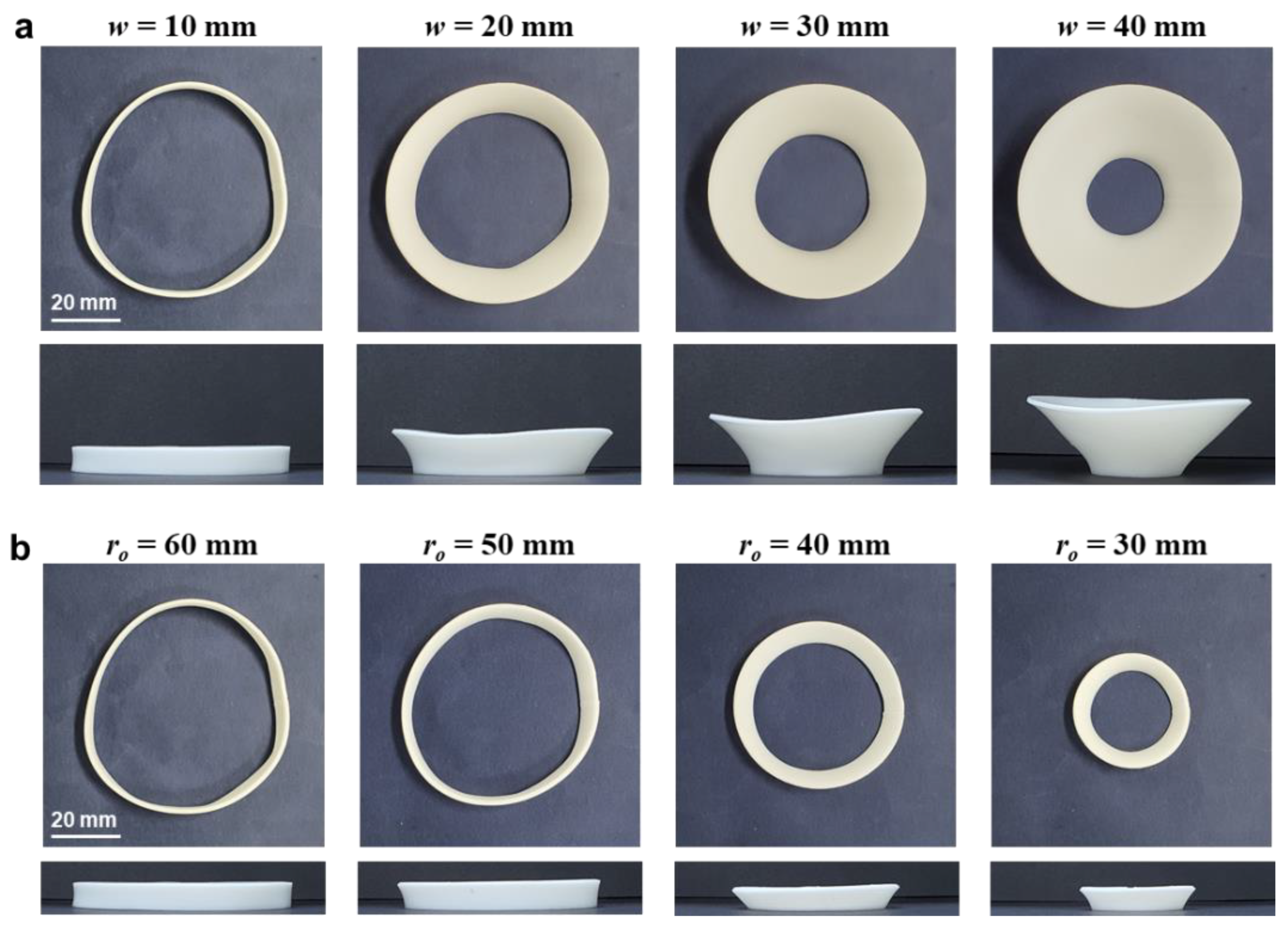
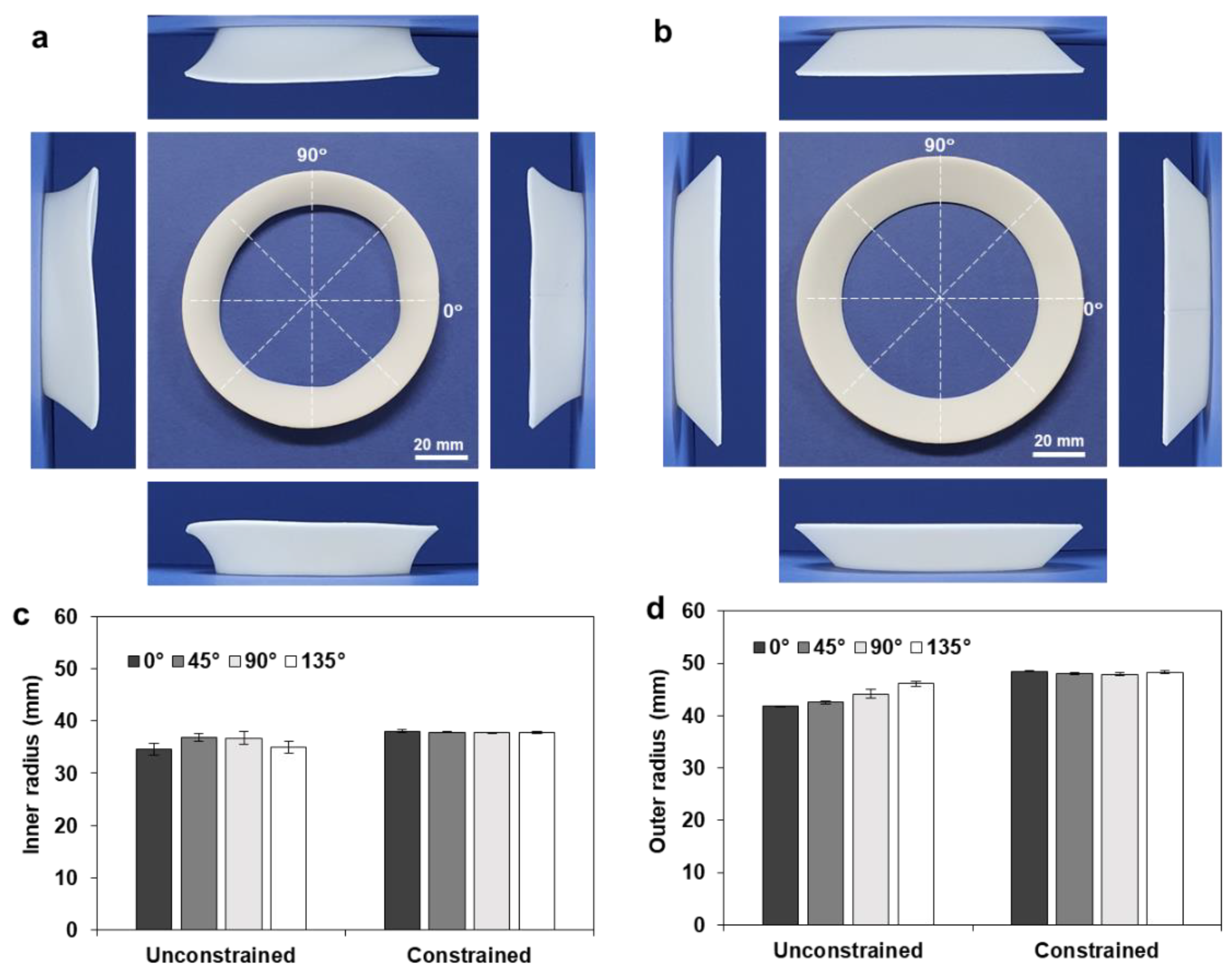
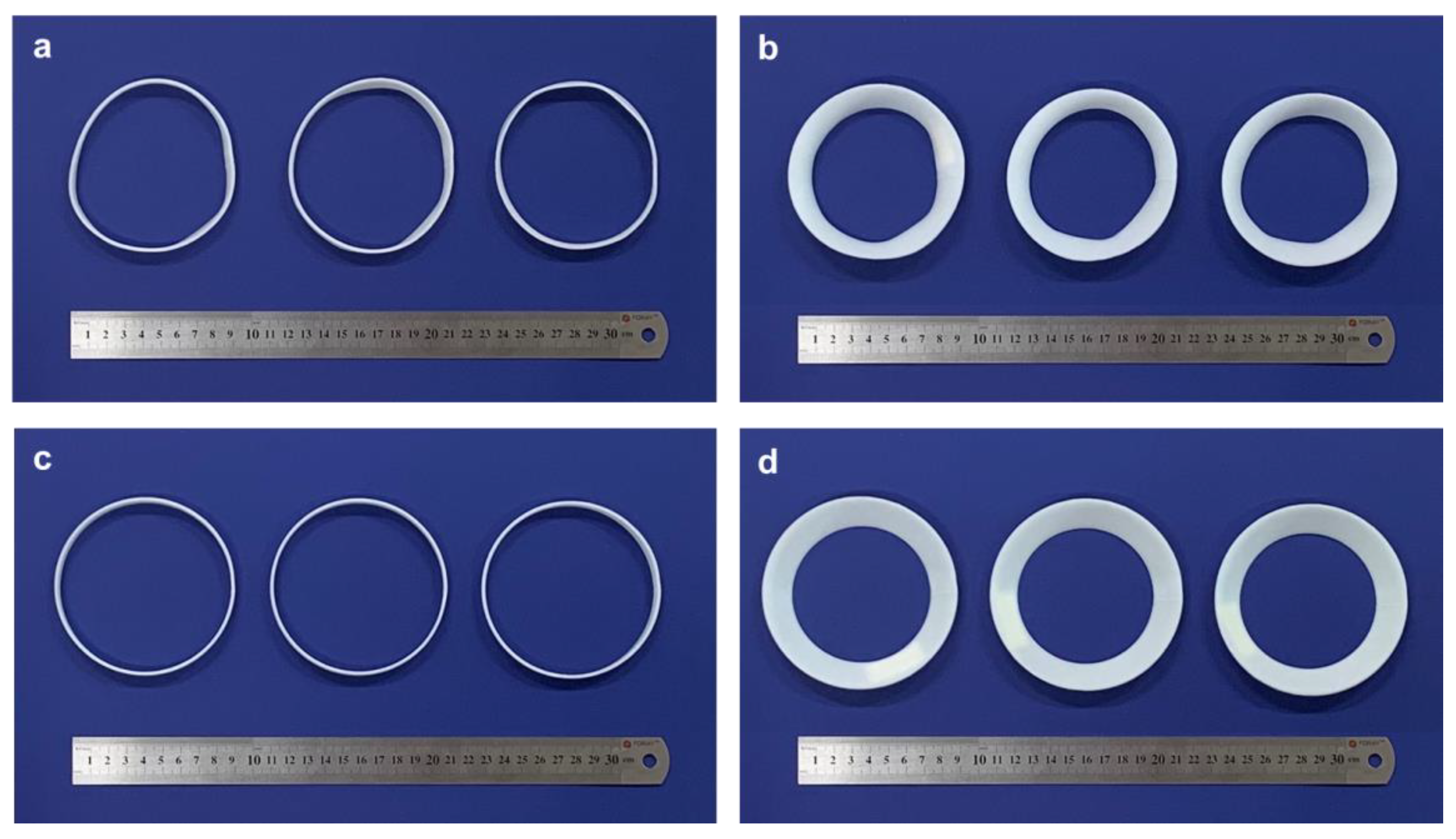
3.2. Thermal Deformation of the Full Annulus
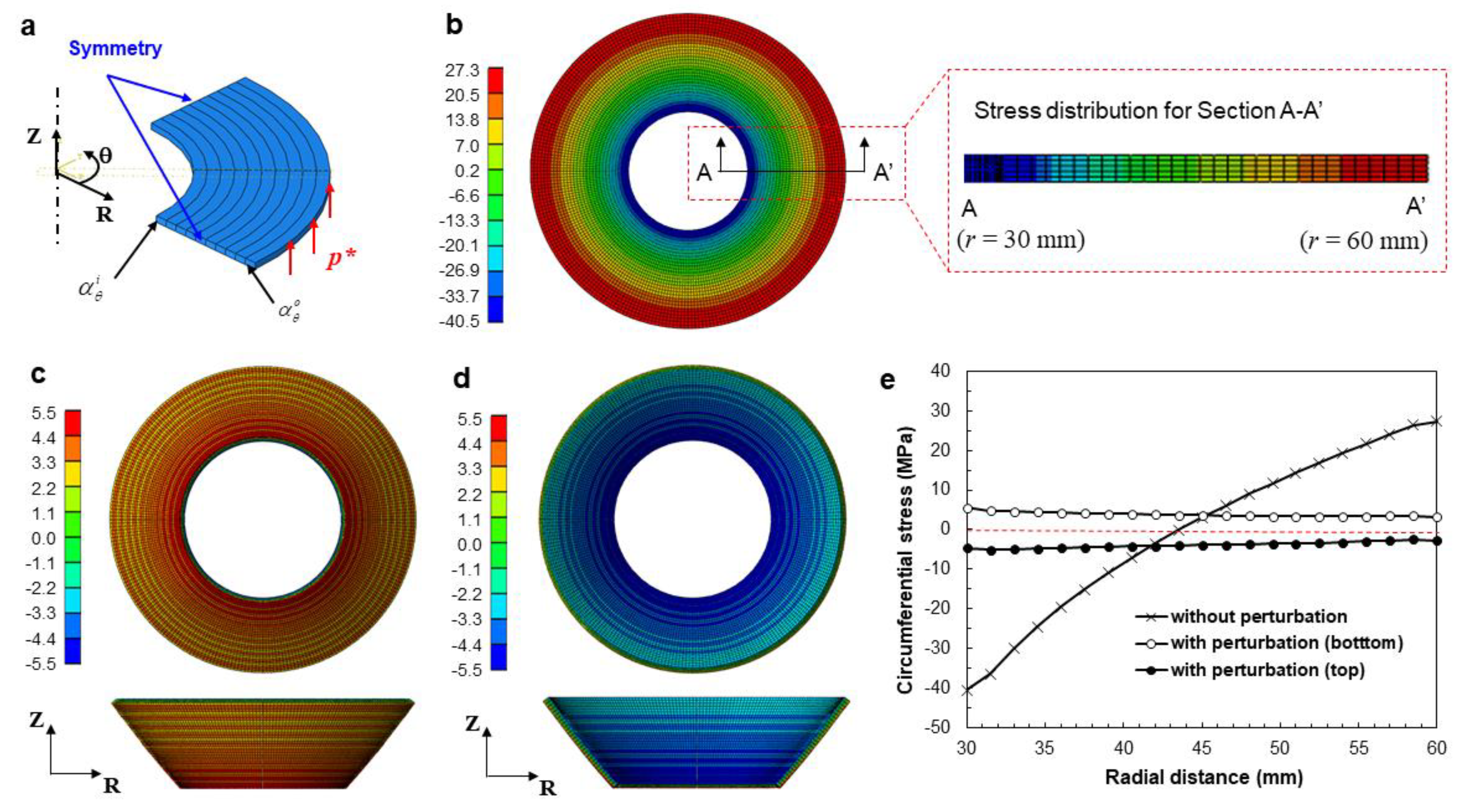
3.3. Numerical Investigation of Thermal Residual Stress
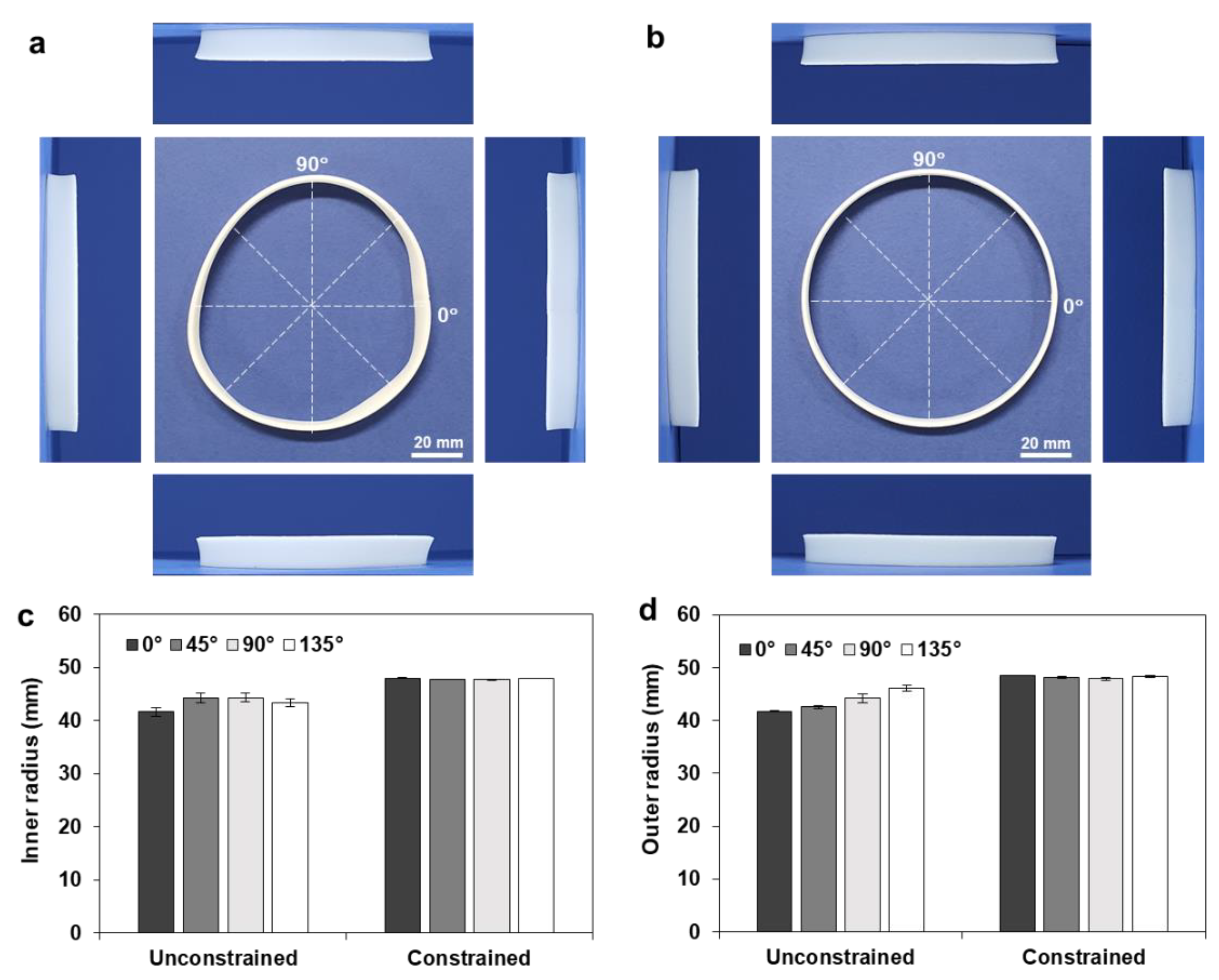
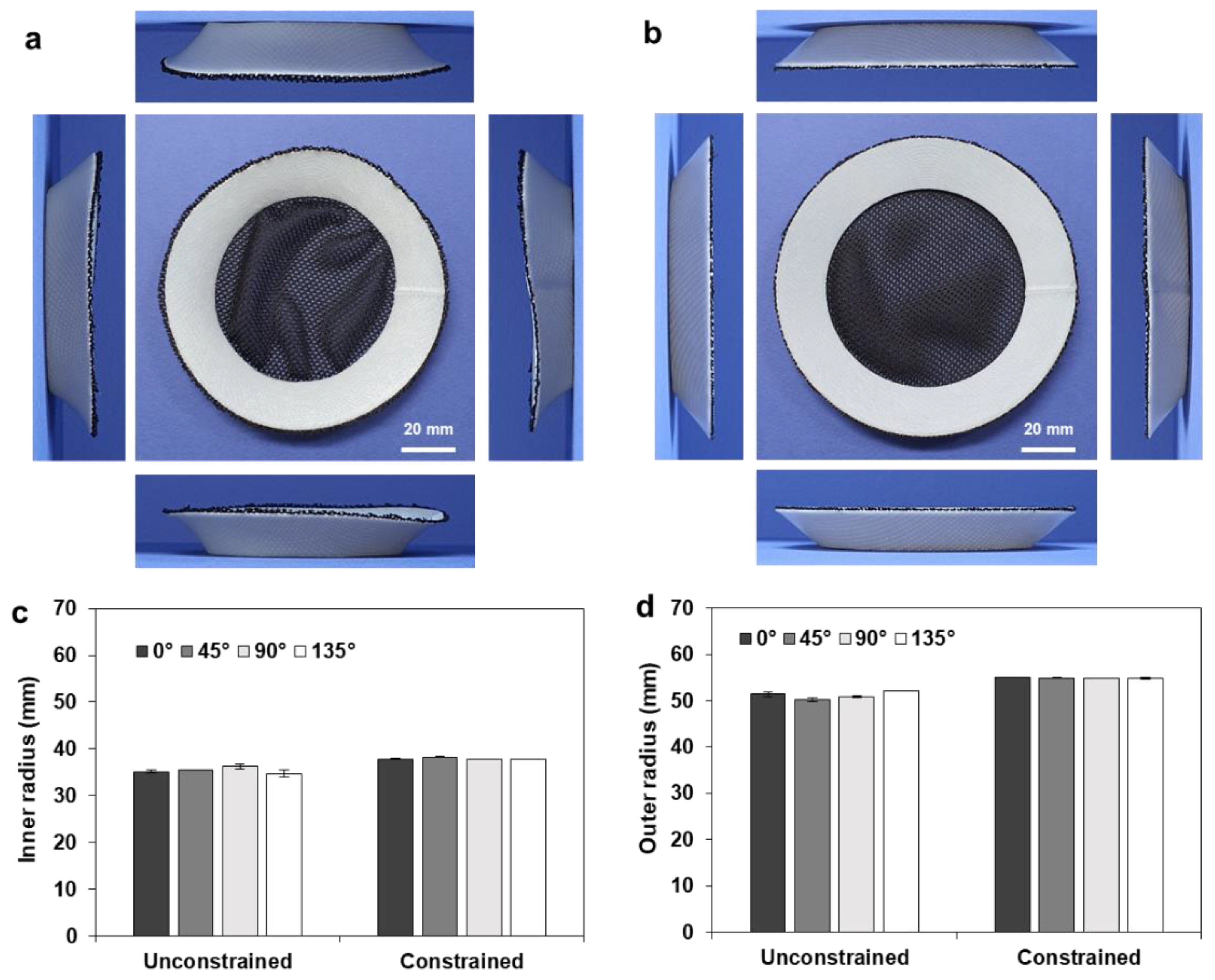
3.4. Effect of Constrained Heat Treatment
3.5. Shape Transformation of Annular Composite Structures
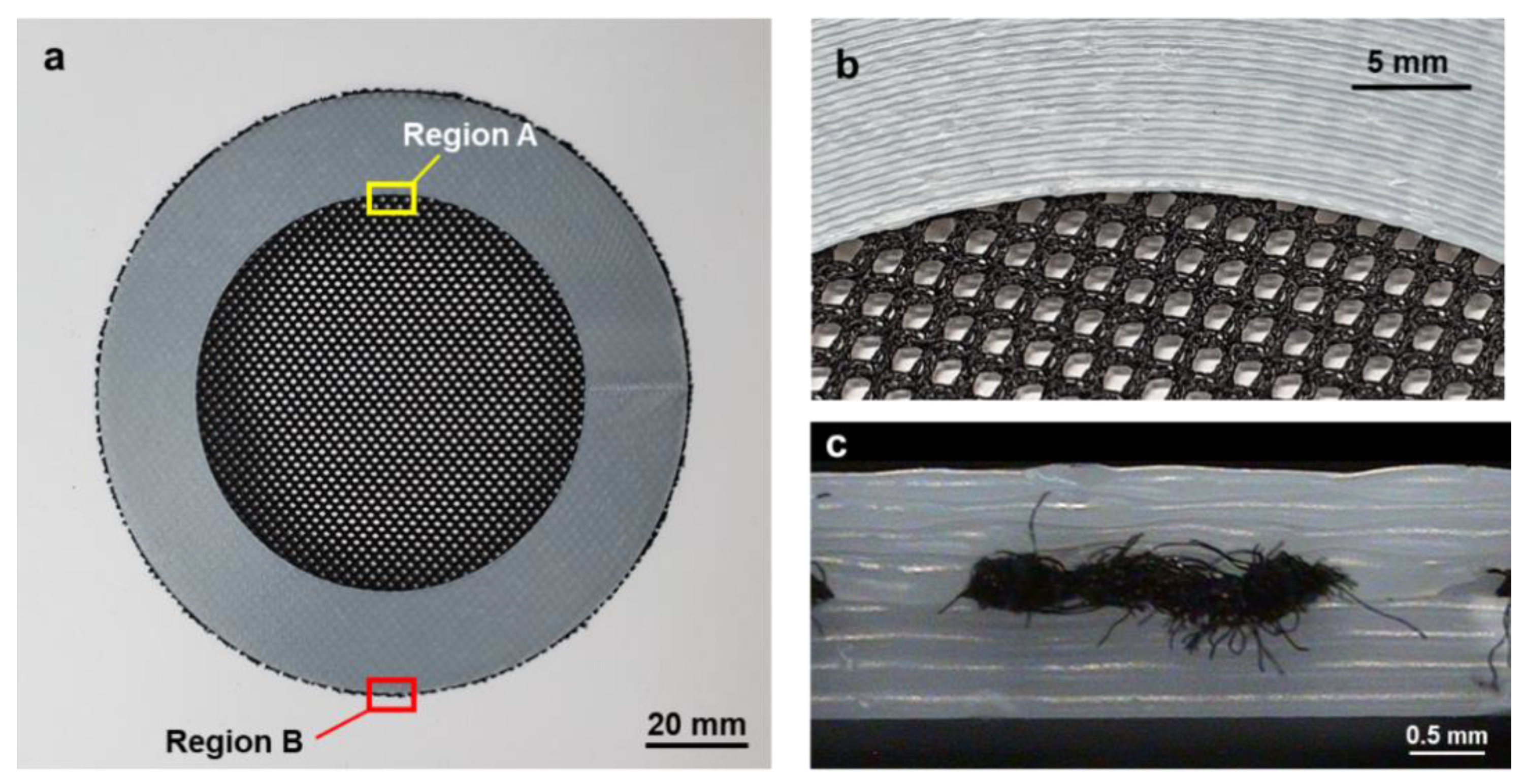
3.5.1. Additive Manufacturing of Annular Composite Structures
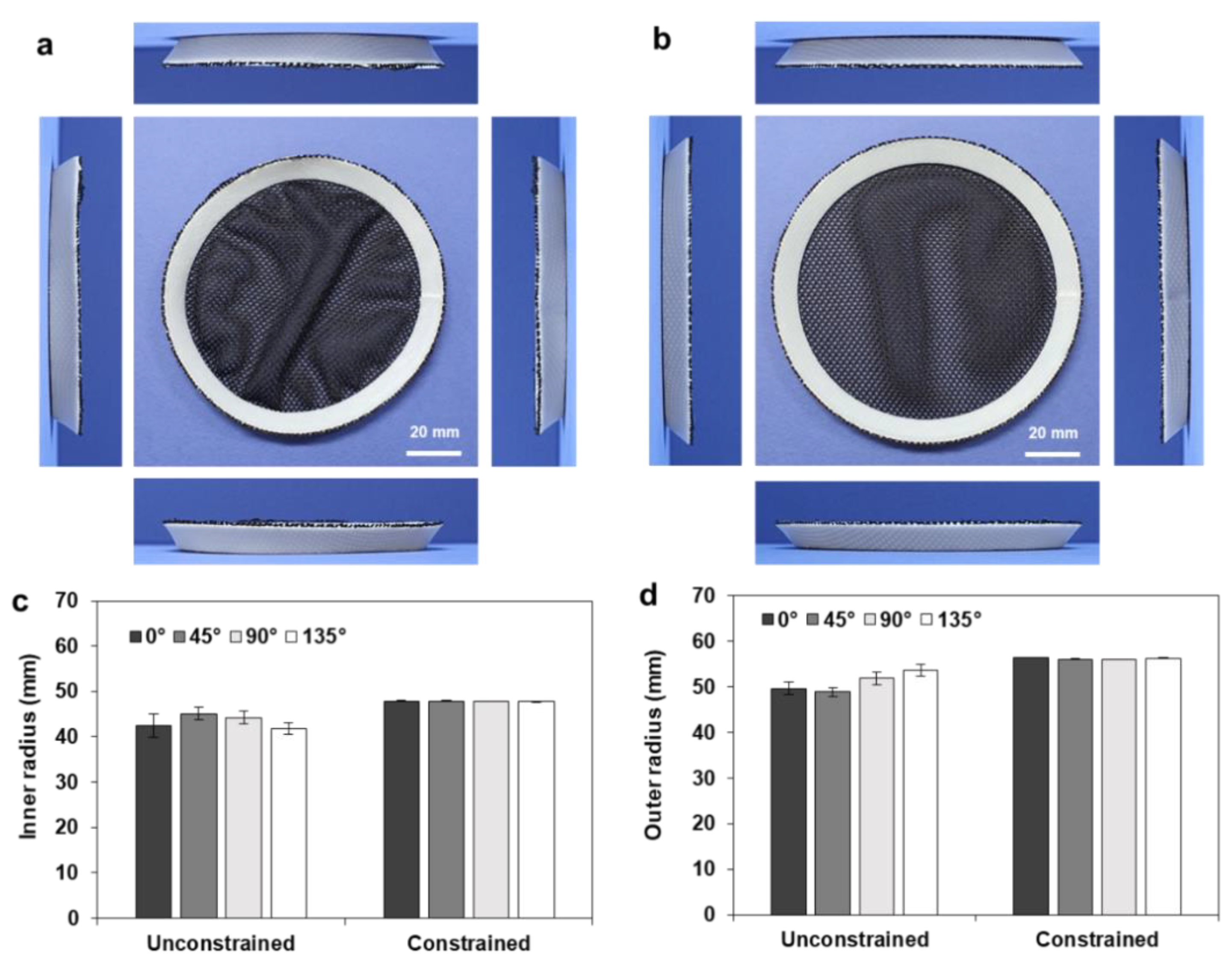
3.5.2. Shape Transformation of the Annular Composite Structures
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Reinicke, T. On the environmental impacts of 3D printing technology. Appl. Mater. Today 2020, 20, 100689. [Google Scholar] [CrossRef]
- Rayna, T.; Striukova, L. Assessing the effect of 3D printing technologies on entrepreneurship: An exploratory study. Technol. Forecast. Soc. Chang. 2021, 164, 120483. [Google Scholar] [CrossRef]
- Tibbits, S. 4D Printing: Multi-material shape change. Archit. Des. 2014, 84, 116–121. [Google Scholar] [CrossRef]
- Momeni, F.; Hassani, S.M.M.; Liu, N.X.; Ni, J. A review of 4D printing. Mater. Des. 2017, 122, 42–79. [Google Scholar] [CrossRef]
- Mitchell, A.; Lafont, U.; Hołyńska, M.; Semprimoschnig, C. Additive manufacturing—A review of 4D printing and future applications. Addit. Manuf. 2018, 24, 606–626. [Google Scholar] [CrossRef]
- Choi, J.; Kwon, O.C.; Jo, W.; Lee, H.J.; Moon, M.W. 4D printing technology: A review. 3D Printing Addit. Manuf. 2015, 2, 159–167. [Google Scholar] [CrossRef]
- Lee, J.; Kim, H.C.; Choi, J.W.; Lee, I.H. A review on 3D printed smart devices for 4D printing. Int. J. Precis. Eng. Manuf.-Green Tech. 2017, 4, 373–383. [Google Scholar] [CrossRef]
- López-Valdeolivas, M.; Liu, D.; Broer, D.J.; Sánchez-Somolinos, C. 4D printed actuators with soft-robotic functions. Macromol. Rapid Comm. 2018, 39, 1700710. [Google Scholar] [CrossRef]
- Yang, C.; Boorugu, M.; Dopp, A.; Ren, J.; Martin, R.; Han, D.; Choi, W.; Lee, H. 4D printing reconfigurable, deployable and mechanically tunable metamaterials. Mater. Horiz. 2019, 6, 1244–1250. [Google Scholar] [CrossRef]
- Khoo, Z.X.; Teoh, J.E.M.; Liu, Y.; Chua, C.K.; Yang, S.; An, J.; Leong, K.F.; Yeong, W.Y. 3D printing of smart materials: A review on recent progresses in 4D printing. Virtual Phys. Prototyp. 2015, 10, 103–122. [Google Scholar] [CrossRef]
- Mather, P.T.; Luo, X.; Rousseau, I.A. Shape memory polymer research. Ann. Rev. Mater. Res. 2009, 39, 445–471. [Google Scholar] [CrossRef]
- Choong, Y.Y.C.; Maleksaeedi, S.; Eng, H.; Wei, J.; Su, P.C. 4D printing of high performance shape memory polymer using stereolithography. Mater. Des. 2017, 126, 219–225. [Google Scholar] [CrossRef]
- Ge, Q.; Sakhaei, A.H.; Lee, H.; Dunn, C.K.; Fang, N.X.; Dunn, M.L. Multimaterial 4D printing with tailorable shape memory polymers. Sci. Rep. 2016, 6, 31110. [Google Scholar] [CrossRef] [Green Version]
- Wu, H.; Chen, P.; Yan, C.; Cai, C.; Shi, Y. Four-dimensional printing of a novel acrylate-based shape memory polymer using digital light processing. Mater. Des. 2019, 171, 107704. [Google Scholar] [CrossRef]
- Tao, R.; Ji, L.; Li, Y.; Wan, Z.; Hu, W.; Wu, W.; Liao, B.; Ma, L.; Fang, D. 4D printed origami metamaterials with tunable compression twist behavior and stress-strain curves. Compos. B Eng. 2020, 201, 108344. [Google Scholar] [CrossRef]
- Meng, H.; Li, G. A review of stimuli-responsive shape memory polymer composites. Polymer 2013, 54, 2199–2221. [Google Scholar] [CrossRef] [Green Version]
- Dickey, M.D. Hydrogel composites: Shaped after print. Nat. Mater. 2016, 15, 379–380. [Google Scholar] [CrossRef] [PubMed]
- Bakarich, S.E.; Gorkin, R.; Naficy, S.; Gately, R.; Panhuis, M.; Spinks, G.M. 3D/4D Printing hydrogel composites: A pathway to functional devices. MRS Adv. 2016, 1, 521–526. [Google Scholar] [CrossRef] [Green Version]
- Baker, A.B.; Bates, S.R.G.; Llewellyn-Jones, T.M.; Valori, L.P.; Dicker, M.P.M.; Trask, R.S. 4D printing with robust thermoplastic polyurethane hydrogel-elastomer trilayers. Mater. Des. 2019, 163, 107544. [Google Scholar] [CrossRef]
- Wang, X.; Guo, X.; Ye, J.; Zheng, N.; Kohli, P.; Choi, D.; Zhang, Y.; Xie, Z.; Zhang, Q.; Luan, H.; et al. Freestanding 3D mesostructures, functional devices, and shape-programmable systems based on mechanically induced assembly with shape memory polymers. Adv. Mater. 2019, 31, 1805615. [Google Scholar] [CrossRef]
- Ly, S.T.; Kim, J.Y. 4D printing–fused deposition modeling printing with thermal-responsive shape memory polymers. Int. J. Precis. Eng. Manuf.-Green Tech. 2017, 4, 267–272. [Google Scholar] [CrossRef]
- Kashyap, D.; Kumar, P.K.; Kanagaraj, S. 4D printed porous radiopaque shape memory polyurethane for endovascular embolization. Addit. Manuf. 2018, 24, 687–695. [Google Scholar] [CrossRef]
- Rosales, C.A.G.; Kim, H.; Duarte, M.F.G.; Chavez, L.; Castañeda, M.; Tseng, T.L.; Lin, Y. Characterization of shape memory polymer parts fabricated using material extrusion 3D printing technique. Rapid Prototyp. J. 2019, 25, 322–331. [Google Scholar] [CrossRef]
- Bodaghi, M.; Damanpack, A.R.; Liao, W.H. Adaptive metamaterials by functionally graded 4D printing. Mater. Des. 2017, 135, 26–36. [Google Scholar] [CrossRef]
- Correa, D.; Papadopoulou, A.; Guberan, C.; Jhaveri, N.; Reichert, S.; Menges, A.; Tibbits, S. 3D-printed wood: Programming hygroscopic material transformations. 3D Print. Addit. Manuf. 2015, 2, 106–116. [Google Scholar] [CrossRef]
- Le Duigou, A.; Castro, M.; Bevan, R.; Martin, N. 3D printing of wood fibre biocomposites: From mechanical to actuation functionality. Mater. Des. 2016, 96, 106–114. [Google Scholar] [CrossRef]
- Khare, V.; Sonkaria, S.; Lee, G.Y.; Ahn, S.H.; Chu, W.S. From 3D to 4D printing, design, material and fabrication for multi-functional multi-materials. Int. J. Precis. Eng. Manuf.-Green Tech. 2017, 4, 291–299. [Google Scholar] [CrossRef]
- Vazquez, E.; Gürsoy, B.; Duarte, J.P. Formalizing shape-change: Three-dimensional printed shapes and hygroscopic material transformations. Int. J. Arch. Comput. 2020, 18, 67–83. [Google Scholar] [CrossRef]
- Wang, W.; Yu, C.Y.; Serrano, P.A.A.; Ahn, S.H. Soft grasping mechanisms composed of shape memory polymer based self-bending units. Compos. B Eng. 2019, 164, 198–204. [Google Scholar] [CrossRef]
- Bodaghi, M.; Noroozi, R.; Zolfagharian, A.; Fotouhi, M.; Norouzi, S. 4D Printing self-morphing structures. Materials 2019, 12, 1353. [Google Scholar] [CrossRef] [Green Version]
- Hu, G.F.; Damanpack, A.R.; Bodaghi, M.; Liao, W.H. Increasing dimension of structures by 4D printing shape memory polymers via fused deposition modeling. Smart Mater. Struct. 2017, 26, 125023. [Google Scholar] [CrossRef]
- Gu, J.; Narayanan, V.; Wang, G.; Luo, D.; Jain, H.; Lu, K.; Qin, F.; Wang, S.; McCann, J.; Yao, L.; et al. Inverse design tool for asymmetrical self-rising surfaces with color texture. In Symposium Computational Fabrication; ACM: New York, NY, USA, 2020. [Google Scholar] [CrossRef]
- Van Manen, T.; Janbaz, S.; Zadpoor, A. Programming 2D/3D shape-shifting with hobbyist 3D printers. Mater. Horiz. 2017, 4, 1064–1069. [Google Scholar] [CrossRef] [Green Version]
- An, B.; Tao, Y.; Gu, J.; Cheng, T.; Chen, X.; Zhang, X.; Zhao, W.; Do, Y.; Takahashi, S.; Wu, H.Y.; et al. Thermorph: Democratizing 4D printing of self-folding materials and interfaces. In Proceedings of the 2018 CHI Conference Human Factors in Computing Systems, Montreal, QC, Canada, 21–26 April 2018; pp. 1–12. [Google Scholar] [CrossRef]
- Goo, B.; Hong, C.H.; Park, K. 4D printing using anisotropic thermal deformation of 3D-printed thermoplastic parts. Mater. Des. 2020, 188, 108485. [Google Scholar] [CrossRef]
- Milde, J.; Hrušecký, R.; Zaujec, R.; Morovič, L.; Görög, A. Research of ABS and PLA materials in the process of fused deposition modeling method. Ann. DAAAM Proc. 2017, 28, 812–820. [Google Scholar]
- Lim, Y.E.; Kim, N.H.; Choi, H.J.; Park, K. Design for additive manufacturing of customized cast with porous shell structures. J. Mech. Sci. Technol. 2017, 31, 5477–5483. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Optimization of fused deposition modeling process parameters: A review of current research and future prospects. Adv. Manuf. 2015, 3, 42–53. [Google Scholar] [CrossRef]
- Padovan, J. Quasi-analytical finite element procedures for axisymmetric anisotropic shells and solids. Comput. Struct. 1974, 4, 467–483. [Google Scholar] [CrossRef]
- Ugural, A.C.; Fenster, S.K. Advanced Mechanics of Materials and Applied Elasticity; Pearson Education: Upper Saddle, NJ, USA, 2011. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Direction | E (GPa) | σu (MPa) | αl (×10−3/°C) | αl (×10−3/°C) |
|---|---|---|---|---|
| Length (x) | 2.178 | 28.47 | −1.53 | 0.16 |
| Width (y) | 2.497 | 33.47 | 0.95 | −0.40 |
| Height (z) | 2.258 | 8.39 | 2.22 | 2.22 |
| ro (mm) | 60 | 50 | 40 | 30 |
|---|---|---|---|---|
| −0.155 ± 0.002 | −0.161 ± 0.005 | −0.161 ± 0.016 | −0.166 ± 0.007 | |
| −0.145 ± 0.003 | −0.147 ± 0.009 | −0.151 ± 0.010 | −0.140 ± 0.002 | |
| 0.0410 ± 0.004 | 0.0430 ± 0.009 | 0.0405 ± 0.010 | 0.0424 ± 0.005 | |
| 0.135 ± 0.005 | 0.133 ± 0.009 | 0.129 ± 0.006 | 0.135 ± 0.005 |
| ro (mm) | 60 | 50 | 40 | 30 |
|---|---|---|---|---|
| –0.155 ± 0.002 | –0.158 ± 0.005 | –0.165 ± 0.004 | –0.177 ± 0.004 | |
| –0.145 ± 0.003 | –0.144 ± 0.002 | –0.151 ± 0.010 | –0.132 ± 0.005 | |
| 0.0410 ± 0.004 | 0.0441 ± 0.002 | 0.0454 ± 0.002 | 0.0445 ± 0.006 | |
| 0.135 ± 0.005 | 0.136 ± 0.006 | 0.139 ± 0.004 | 0.135 ± 0.005 |
| Simulation Conditions | Contents |
|---|---|
| Circumferential thermal expansion () | −2.07 × 10−3 |
| Circumferential thermal expansion () | −1.53 × 10−3 |
| Radial thermal expansion () | 0.95 × 10−3 |
| Axial thermal expansion () | 2.22 × 10−3 |
| Initial temperature (°C) | 22 |
| Ambient temperature (°C) | 150 |
| Perturbation pressure (kPa) | 20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Goo, B.; Kim, J.-B.; Ahn, D.-G.; Park, K. Irreversible and Repeatable Shape Transformation of Additively Manufactured Annular Composite Structures. Materials 2021, 14, 1383. https://doi.org/10.3390/ma14061383
Goo B, Kim J-B, Ahn D-G, Park K. Irreversible and Repeatable Shape Transformation of Additively Manufactured Annular Composite Structures. Materials. 2021; 14(6):1383. https://doi.org/10.3390/ma14061383
Chicago/Turabian StyleGoo, Bona, Jong-Bong Kim, Dong-Gyu Ahn, and Keun Park. 2021. "Irreversible and Repeatable Shape Transformation of Additively Manufactured Annular Composite Structures" Materials 14, no. 6: 1383. https://doi.org/10.3390/ma14061383