
Chemical–Electrochemical Process Concept for Lead Recovery from Waste Cathode Ray Tube Glass




Abstract
1. Introduction
2. Materials and Methods
2.1. Thermal Treatment of CRT Glass Samples
2.2. Lead Dissolution Process
2.3. Electrochemical Process Description
2.4. Performance Indicators of the Lead Recovery Process
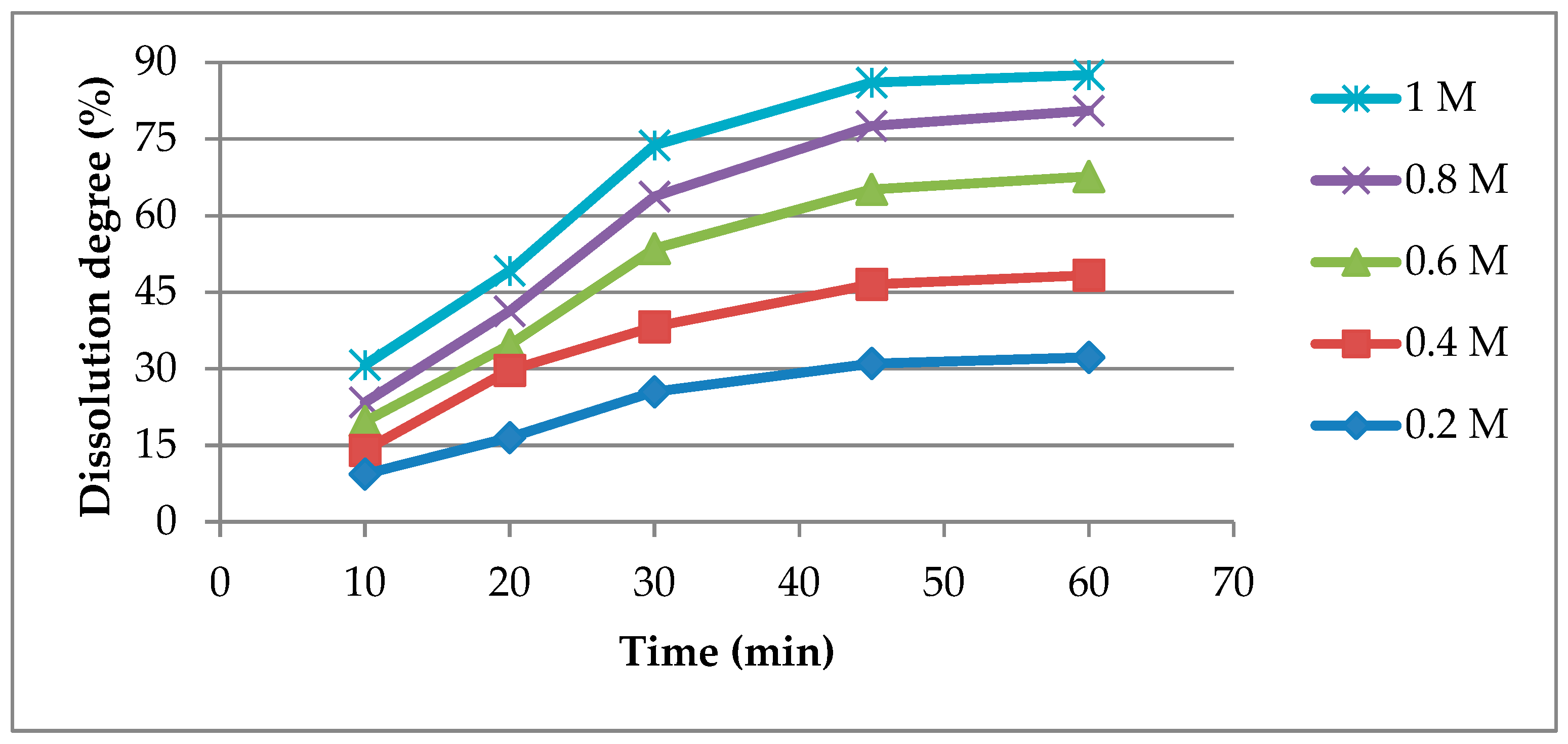
- Dissolution degree (%) was defined as the ratio between the amount of dissolved lead and the initial amount of lead in the processed samples.
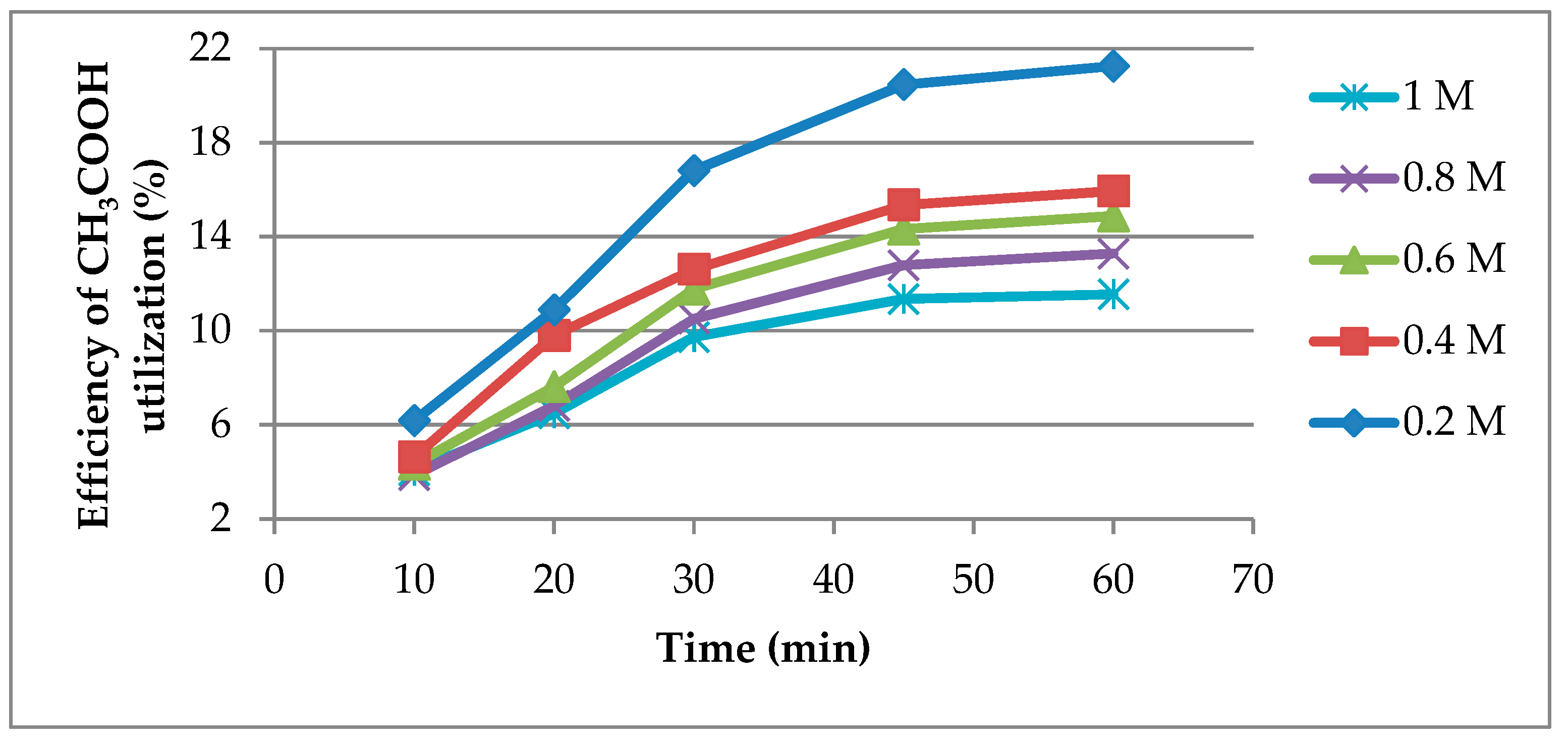
- Efficiency of CH3COOH utilization (%) is the ratio of the amount of CH3COOH consumed in the dissolution process and the initial amount of CH3COOH in the solution.
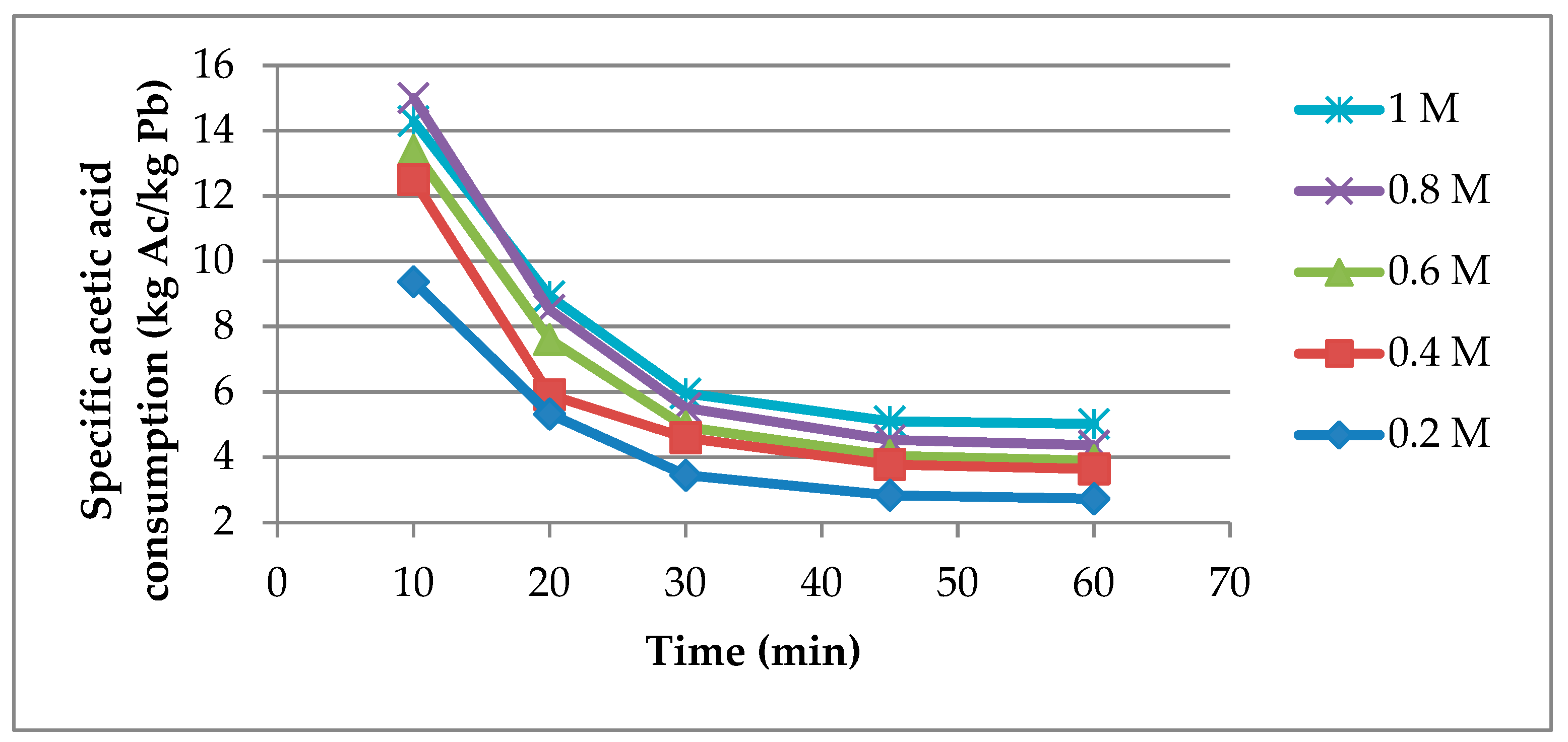
- Specific acetic acid consumption (kg CH3COOH/kg Pb) indicates the amount of CH3COOH consumed to dissolve one kilogram of Pb from the processed waste.
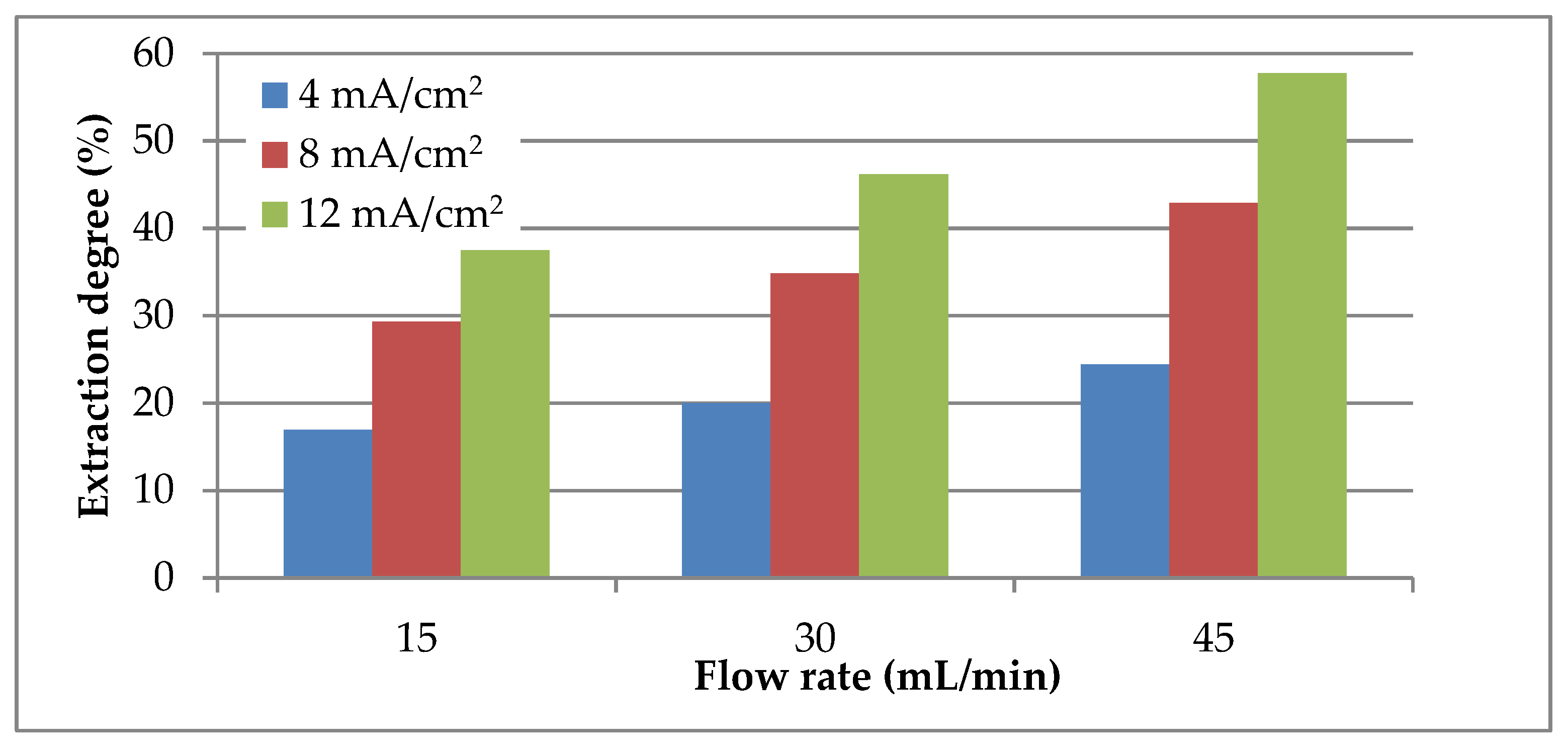
- Extraction degree (%) was calculated as the ratio of the quantity of electrodeposited lead and the initial amount of lead in the electrolyte.
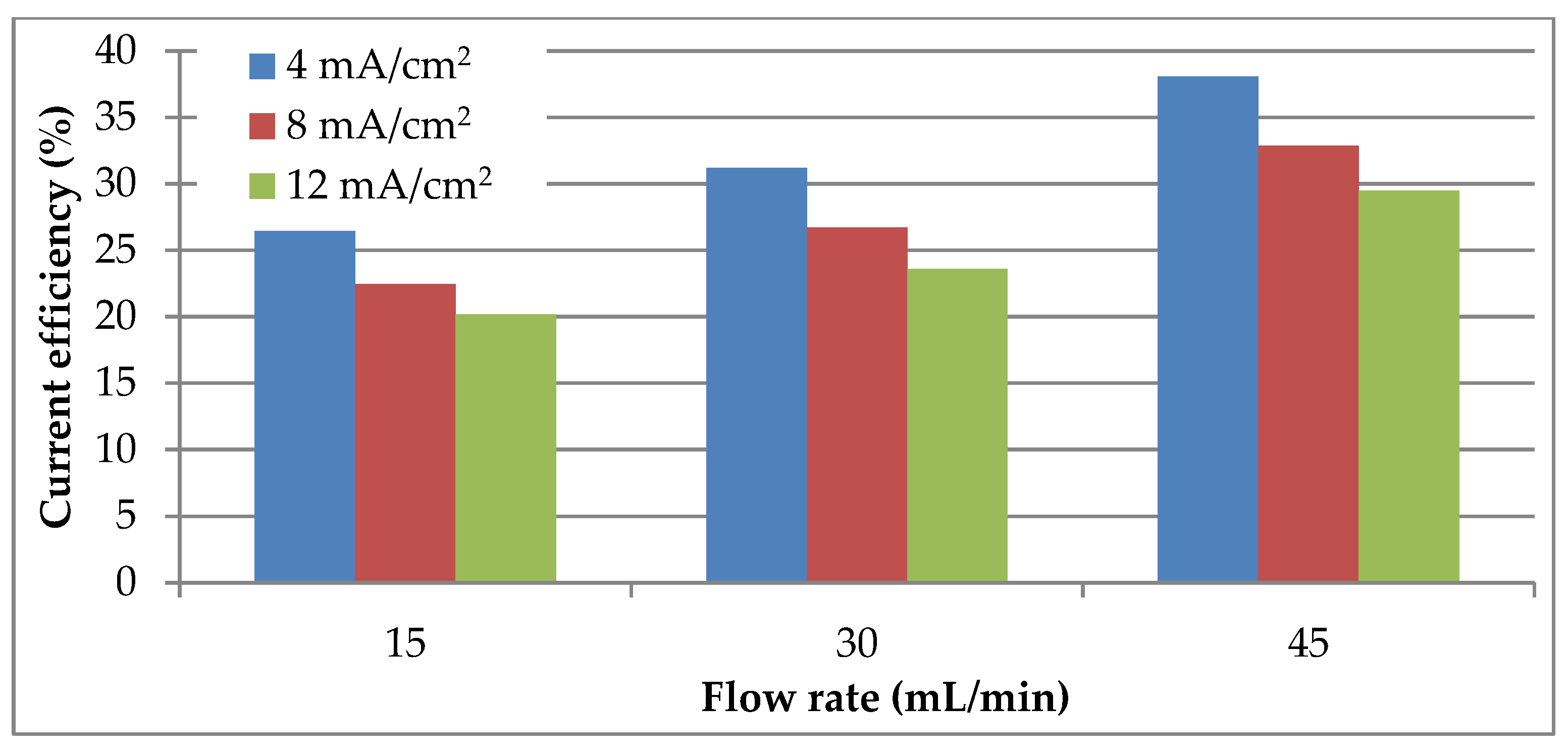
- Current efficiency (%) was defined as the ratio of the amount of electricity used to form the cathode deposit and the total amount of electricity consumed in the process.
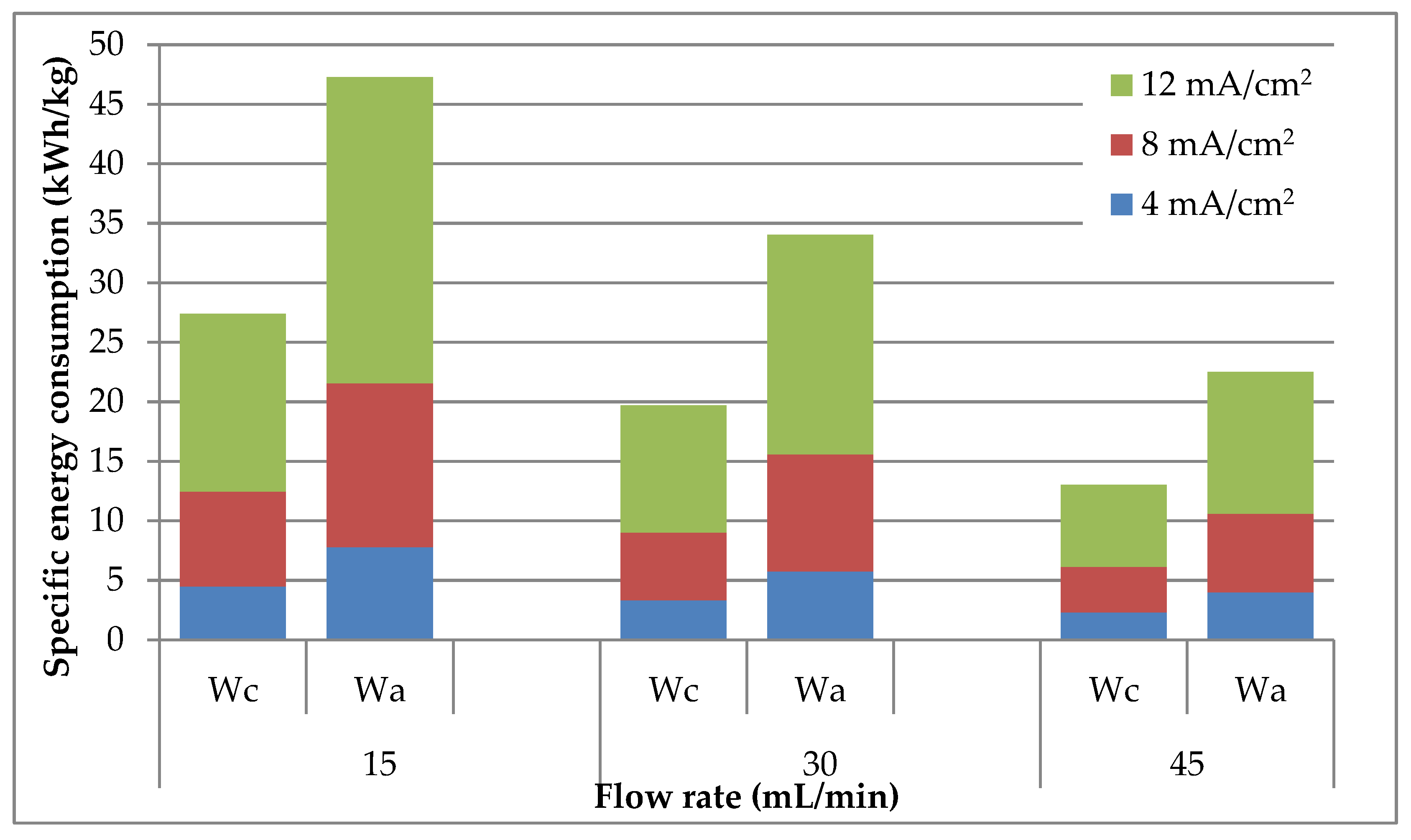
- Specific energy consumption for the cathodic process (kWh/kg Pb) indicates the amount of energy used to form one kilogram of Pb deposit.
- Specific energy consumption for the anode process (kWh/kg CH3COOH) indicates the amount of energy required to produce one kilogram of CH3COOH.
3. Results and Discussions
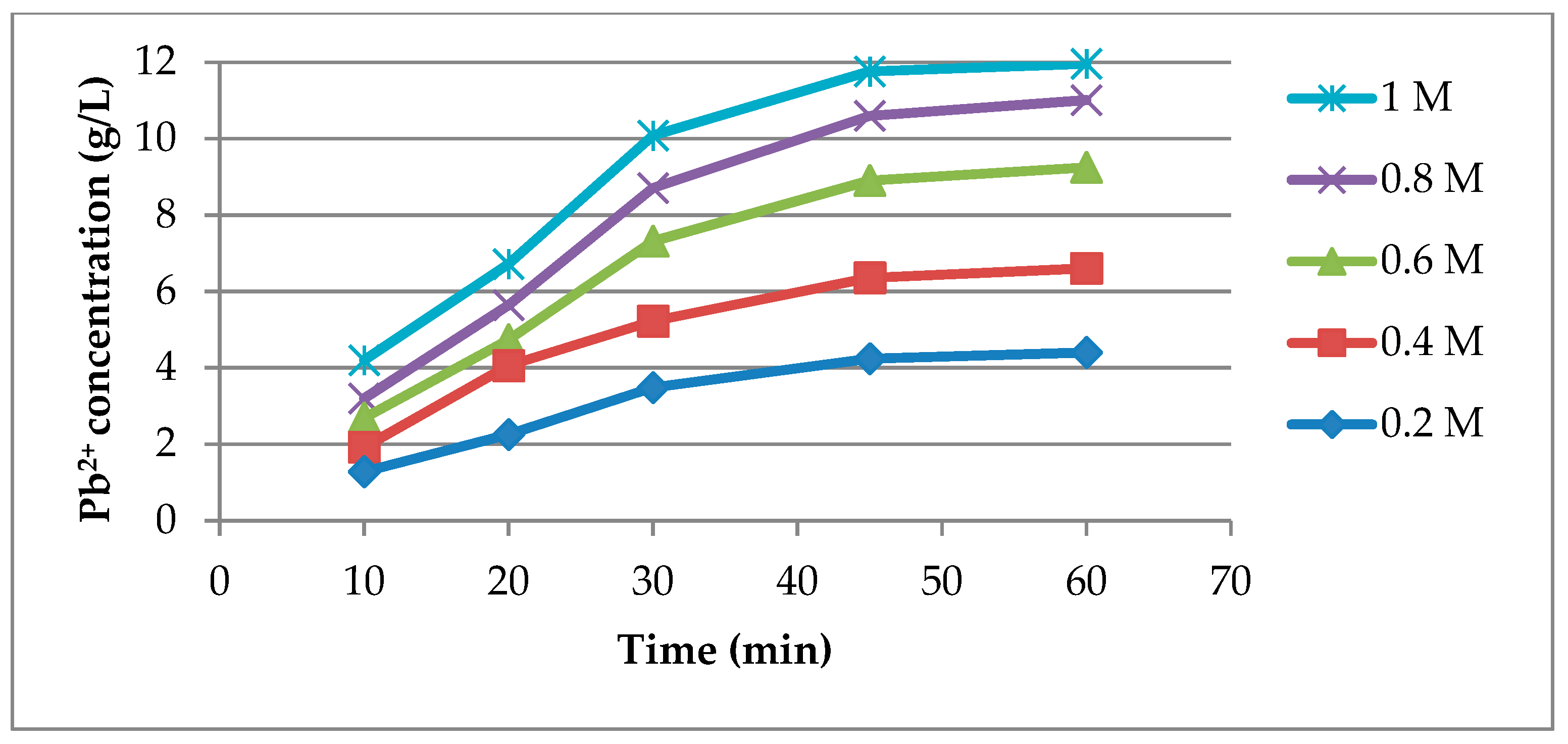
3.1. Dissolution of Lead from Pretreated CRT Glass
3.2. Lead Electrodeposition and CH3COOH Regeneration
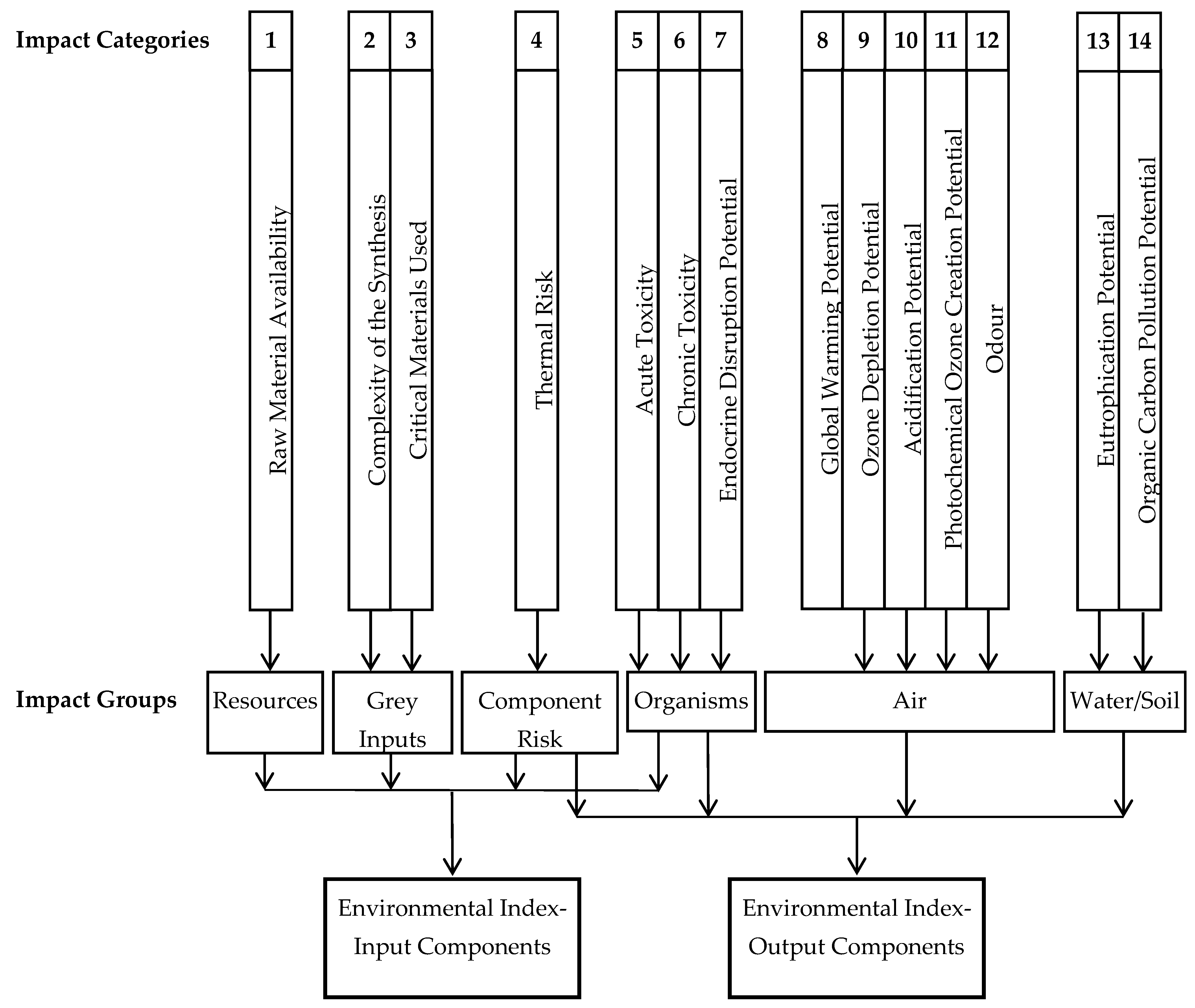
3.3. Environmental Assessment of the Lead Recovery Process
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, J.; Xu, Z. Disposing and recycling waste printed circuit boards: Disconnecting, resource recovery, and pollution control. Environ. Sci. Technol. 2015, 49, 721–733. [Google Scholar] [CrossRef]
- Siddiqi, M.M.; Naseer, M.N.; Abdul Wahab, Y.; Hamizi, N.A.; Badruddin, I.A.; Hasan, M.A.; Zaman Chowdhury, Z.; Akbarzadeh, O.; Johan, M.R.; Kamangar, S. Exploring E-Waste Resources Recovery in Household Solid Waste Recycling. Processes 2020, 8, 1047. [Google Scholar] [CrossRef]
- Bizzo, W.A.; Figueiredo, R.A.; de Andrade, V.F. Characterization of Printed Circuit Boards for Metal and Energy Recovery after Milling and Mechanical Separation. Materials 2014, 7, 4555–4566. [Google Scholar] [CrossRef] [PubMed]
- Ismail, H.; Hanafiah, M.M. An overview of LCA application in WEEE management: Current practices, progress and challenges. J. Clean. Prod. 2019, 232, 79–93. [Google Scholar] [CrossRef]
- Suresh, S.S.; Bonda, S.; Mohanty, S.; Nayak, S.K. A review on computer waste with its special insight to toxic elements, segregation and recycling techniques. Process Saf. Environ. Prot. 2018, 116, 477–493. [Google Scholar] [CrossRef]
- Fogarasi, S.; Imre-Lucaci, F.; Ilea, P.; Agachi, P.S.; Imre-Lucaci, A. Dissolution of base metals from WPCBs using Na2S2O8 solution. Studia Univ. Babes-Bolyai Chem. 2015, 60, 205–214. [Google Scholar]
- Liu, T.; Song, W.; Zou, D.; Li, L. Dynamic mechanical analysis of cement mortar prepared with recycled cathode ray tube (CRT) glass as fine aggregate. J. Clean. Prod. 2018, 174, 1436–1443. [Google Scholar] [CrossRef]
- Kumar, A.; Holuszko, M.; Espinosa, D.C.R. E-waste: An overview on generation, collection, legislation and recycling practices. Resour. Conserv. Recycl. 2017, 122, 32–42. [Google Scholar] [CrossRef]
- Wang, G.; Sang, L.; Tariq, M.; Lu, C.; Zhang, W.; Lin, K.; Huang, B. Systematic facile study of singleton e-waste recycling site to unveil the potential bio-indicator for atmospheric heavy metals by using tree leaves. Process Saf. Environ. Prot. 2020, 143, 304–312. [Google Scholar] [CrossRef]
- Liu, M.; Jia, L.; Zhao, Z.; Han, Y.; Li, Y.; Peng, Q.; Zhang, Q. Fast and robust lead (II) removal from water by bioinspired amyloid lysozyme fibrils conjugated with polyethyleneimine (PEI). Chem. Eng. J. 2020, 390, 124667. [Google Scholar] [CrossRef]
- Petrella, A.; Spasiano, D.; Race, M.; Rizzi, V.; Cosma, P.; Liuzzi, S.; De Vietro, N. Porous Waste Glass for Lead Removal in Packed Bed Columns and Reuse in Cement Conglomerates. Materials 2018, 12, 94. [Google Scholar] [CrossRef] [PubMed]
- Liu, T.; Wei, H.; Zou, D.; Zhou, A.; Jian, H. Utilization of waste cathode ray tube funnel glass for ultra-high performance concrete. J. Clean. Prod. 2020, 249, 119333. [Google Scholar] [CrossRef]
- Cabrera, M.; Perez, P.; Rosales, J.; Agrela, F. Feasible Use of Cathode Ray Tube Glass (CRT) and Recycled Aggregates as Unbound and Cement-Treated Granular Materials for Road Sub-Bases. Materials 2020, 13, 748. [Google Scholar] [CrossRef] [PubMed]
- Yuan, W.; Li, J.; Zhang, Q.; Saito, F. Innovated application of mechanical activation to separate lead from scrap cathode ray tube funnel glass. Environ. Sci. Technol. 2012, 46, 4109–4114. [Google Scholar] [CrossRef]
- Qi, Y.; Xiao, X.; Lu, Y.; Shu, J.; Wang, J.; Chen, M. Cathode ray tubes glass recycling: A review. Sci. Total Environ. 2019, 650, 2842–2849. [Google Scholar] [CrossRef] [PubMed]
- Karuppannan Gopalraj, S.; Kärki, T. A Study to Investigate the Mechanical Properties of Recycled Carbon Fibre/Glass Fibre-Reinforced Epoxy Composites Using a Novel Thermal Recycling Process. Processes 2020, 8, 954. [Google Scholar] [CrossRef]
- Akcil, A.; Agcasulu, I.; Swain, B. Valorization of waste LCD and recovery of critical raw material for circular economy: A review. Resour. Conserv. Recycl. 2019, 149, 622–637. [Google Scholar] [CrossRef]
- Yu, M.; Liu, L.; Li, J. An overall Solution to Cathode-Ray Tube (CRT) Glass Recycling. Procedia Environ. Sci. 2016, 31, 887–896. [Google Scholar] [CrossRef]
- You, L.; Jin, D.; Guo, S.; Wang, J.; Dai, Q.; You, Z. Leaching evaluation and performance assessments of asphalt mixtures with recycled cathode ray tube glass: A preliminary study. J. Clean. Prod. 2021, 279, 123716. [Google Scholar] [CrossRef]
- Jurczak, R.; Szmatula, F.; Rudnicki, T.; Korentz, J. Effect of Ground Waste Glass Addition on the Strength and Durability of Low Strength Concrete Mixes. Materials 2021, 14, 190. [Google Scholar] [CrossRef]
- Hu, B.; Hui, W. Lead recovery from waste CRT funnel glass by high-temperature melting process. J. Hazard. Mater. 2018, 343, 220–226. [Google Scholar] [CrossRef] [PubMed]
- Long, W.-J.; Li, H.-D.; Ma, H.; Fang, Y.; Xing, F. Green alkali-activated mortar: Sustainable use of discarded cathode-ray tube glass powder as precursor. J. Clean. Prod. 2019, 229, 1082–1092. [Google Scholar] [CrossRef]
- Lv, J.; Yang, H.; Jin, Z.; Ma, Z.; Song, Y. Feasibility of lead extraction from waste Cathode-Ray-Tubes (CRT) funnel glass through a lead smelting process. Waste Manag. 2016, 57, 198–206. [Google Scholar] [CrossRef]
- Mrowiec, K.; Kubica, S.; Kuczyńska, H. Cathode ray tube (CRT) waste glass recycling. CHEMIK 2011, 65, 1212–1217. [Google Scholar]
- Lu, X.; Ning, X.A.; Chen, D.; Chuang, K.H.; Shih, K.; Wang, F. Lead extraction from Cathode Ray Tube (CRT) funnel glass: Reaction mechanisms in thermal reduction with addition of carbon (C). Waste Manag. 2018, 76, 671–678. [Google Scholar] [CrossRef]
- Xing, M.; Wang, J.; Fu, Z.; Zhang, D.; Wang, Y.; Zhang, Z. Extraction of heavy metal (Ba, Sr) and high silica glass powder synthesis from waste CRT panel glasses by phase separation. J. Hazard. Mater. 2018, 347, 8–14. [Google Scholar] [CrossRef]
- Bursi, E.; Ponzoni, C.; Lancellotti, I.; Vassura, I.; Ferroni, L.; Barbieri, L. Cathode ray tube (CRT) lead glass: Lead leaching study after a chelating agent treatment. Environ. Eng. Manag. J. 2015, 14, 1503–1509. [Google Scholar] [CrossRef]
- Veit, H.M.; Oliveira, E.d.; Richter, G. Thermal processes for lead removal from the funnel glass of CRT monitors. Rem Rev. Esc. Minas 2015, 68, 287–294. [Google Scholar] [CrossRef]
- Xing, M.; Fu, Z.; Wang, Y.; Wang, J.; Zhang, Z. Lead recovery and high silica glass powder synthesis from waste CRT funnel glasses through carbon thermal reduction enhanced glass phase separation process. J. Hazard. Mater. 2017, 322, 479–487. [Google Scholar] [CrossRef]
- Yao, Z.; Ling, T.-C.; Sarker, P.K.; Su, W.; Liu, J.; Wu, W.; Tang, J. Recycling difficult-to-treat e-waste cathode-ray-tube glass as construction and building materials: A critical review. Renew. Sustain. Energy Rev. 2018, 81, 595–604. [Google Scholar] [CrossRef]
- Mingfei, X.; Yaping, W.; Jun, L.; Hua, X. Lead recovery and glass microspheres synthesis from waste CRT funnel glasses through carbon thermal reduction enhanced acid leaching process. J. Hazard. Mater. 2016, 305, 51–58. [Google Scholar] [CrossRef] [PubMed]
- Heinzle, E.; Biwer, A.; Eissen, M.; Kholiq, M.A. Evaluation of biotechnological processes in early steps of their development in terms of ecology, safety and health. Chem.-Ing.-Tech. 2006, 78, 301–305. [Google Scholar] [CrossRef]
- Heinzle, E.; Biwer, A.P.; Cooney, C.L. Development of Sustainable Bioprocesses: Modeling and Assessment; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2007; pp. 1–294. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | SiO2 | TiO2 | Fe2O3 | Al2O3 | CaO | MgO | Na2O | K2O | PbO | Other Trace Elements |
|---|---|---|---|---|---|---|---|---|---|---|
| Concentration, wt.% | 55.6 | 0.2 | 0.2 | 2.96 | 3.85 | 1.65 | 6.25 | 6.75 | 22.08 | 0.46 |
| Flow Rate, mL/min | Eb, V | εc, V | εa, V | ||||||
|---|---|---|---|---|---|---|---|---|---|
| i, mA/cm2 | i, mA/cm2 | i, mA/cm2 | |||||||
| 4 | 8 | 12 | 4 | 8 | 12 | 4 | 8 | 12 | |
| 15 | 2.30 | 3.46 | 5.81 | −0.2 | −0.34 | −0.74 | 1.62 | 1.96 | 1.98 |
| 30 | 2.01 | 2.94 | 4.87 | −0.15 | −0.21 | −0.73 | 1.50 | 1.75 | 2.32 |
| 45 | 1.71 | 2.42 | 3.94 | −0.07 | −0.36 | −0.66 | 1.43 | 1.67 | 2.47 |
| Input | Impact Categories | Environmental Factors | Environmental Index | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Streams | Quantity (kg/h) | Mass Index | 1 | 2 | 3 | 4 | 5 | 6 | 7 | EF | EI |
| Waste CRT | 10 | 4.96 | C | C | C | C | B | B | C | 0.075 | 0.372 |
| Sodium carbonate | 7.8 | 3.87 | C | C | C | B | C | C | C | 0.075 | 0.290 |
| Acetic acid | 1.55 | 0.77 | B | C | C | B | B | C | C | 0.225 | 0.173 |
| Water | 50 | 24.81 | B | C | C | B | B | B | C | 0 | 0.000 |
| Total: | 69.35 | 34.41 | Environmental Index, EIinputs: | 0.835 | |||||||
| General Effect Index, GEIinputs: | 0.024 | ||||||||||
| Output | Impact Categories | Environmental Factors | Environmental Index | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Streams | Quantity (kg/h) | Mass Index | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | EF | EI |
| Lead | 2.02 | 1.00 | C | B | B | C | C | C | C | C | C | C | C | 0.075 | 0.075 |
| Lead acetate | 0.09 | 0.05 | C | B | B | C | C | C | C | C | C | C | C | 0.075 | 0.004 |
| Calcium acetate | 1.21 | 0.60 | C | B | C | C | C | C | C | C | C | C | C | 0.075 | 0.045 |
| Magnesium acetate | 0.62 | 0.31 | C | B | C | C | C | C | C | C | C | C | C | 0.075 | 0.023 |
| Slicon dioxide | 1.27 | 0.63 | C | C | C | C | C | C | C | C | C | C | C | 0 | 0.000 |
| Waste acetic acid | 1.16 | 0.57 | B | B | C | C | C | C | C | B | C | C | B | 0.3 | 0.172 |
| CO2 | 3.24 | 1.61 | C | C | C | C | B | C | C | C | C | C | C | 0.075 | 0.121 |
| Gases (O2, H2,...) | 3.19 | 1.58 | C | C | C | C | B | C | C | C | C | C | C | 0.075 | 0.119 |
| Wastewater | 56.55 | 28.06 | C | C | C | C | C | C | C | C | C | C | C | 0 | 0.000 |
| Total: | 69.35 | 34.41 | Environmental Index, EIoutputs: | 0.558 | |||||||||||
| General Effect Index, GEIouputs: | 0.016 | ||||||||||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Imre-Lucaci, Á.; Fogarasi, M.; Imre-Lucaci, F.; Fogarasi, S. Chemical–Electrochemical Process Concept for Lead Recovery from Waste Cathode Ray Tube Glass. Materials 2021, 14, 1546. https://doi.org/10.3390/ma14061546
Imre-Lucaci Á, Fogarasi M, Imre-Lucaci F, Fogarasi S. Chemical–Electrochemical Process Concept for Lead Recovery from Waste Cathode Ray Tube Glass. Materials. 2021; 14(6):1546. https://doi.org/10.3390/ma14061546
Chicago/Turabian StyleImre-Lucaci, Árpád, Melinda Fogarasi, Florica Imre-Lucaci, and Szabolcs Fogarasi. 2021. "Chemical–Electrochemical Process Concept for Lead Recovery from Waste Cathode Ray Tube Glass" Materials 14, no. 6: 1546. https://doi.org/10.3390/ma14061546
APA StyleImre-Lucaci, Á., Fogarasi, M., Imre-Lucaci, F., & Fogarasi, S. (2021). Chemical–Electrochemical Process Concept for Lead Recovery from Waste Cathode Ray Tube Glass. Materials, 14(6), 1546. https://doi.org/10.3390/ma14061546