
Effect of Energy and Temperature on Tetrahedral Amorphous Carbon Coatings Deposited by Filtered Laser-Arc

 , ,
, ,
Abstract
:1. Introduction
2. Experiments
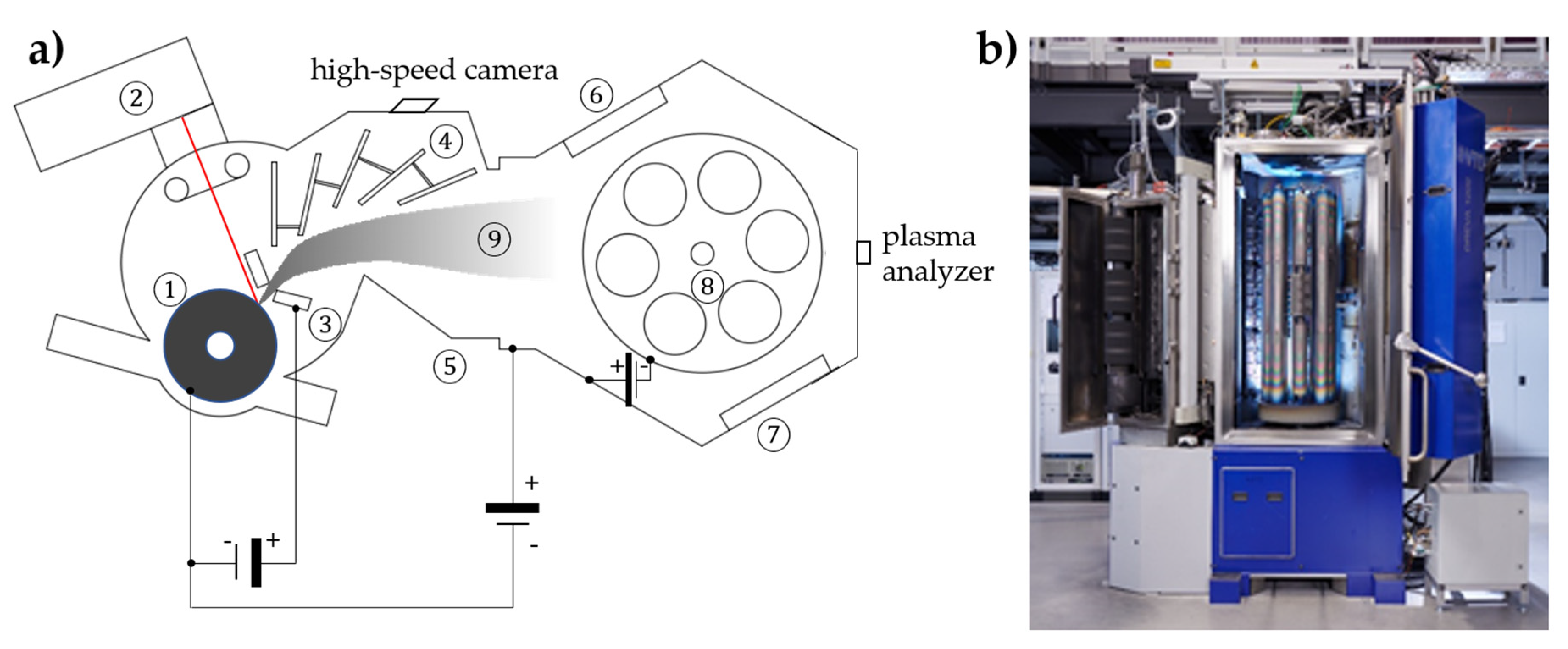
2.1. Description of Filtered Laser-Arc Deposition Technique
2.2. Materials, Parameters, and Test Methods
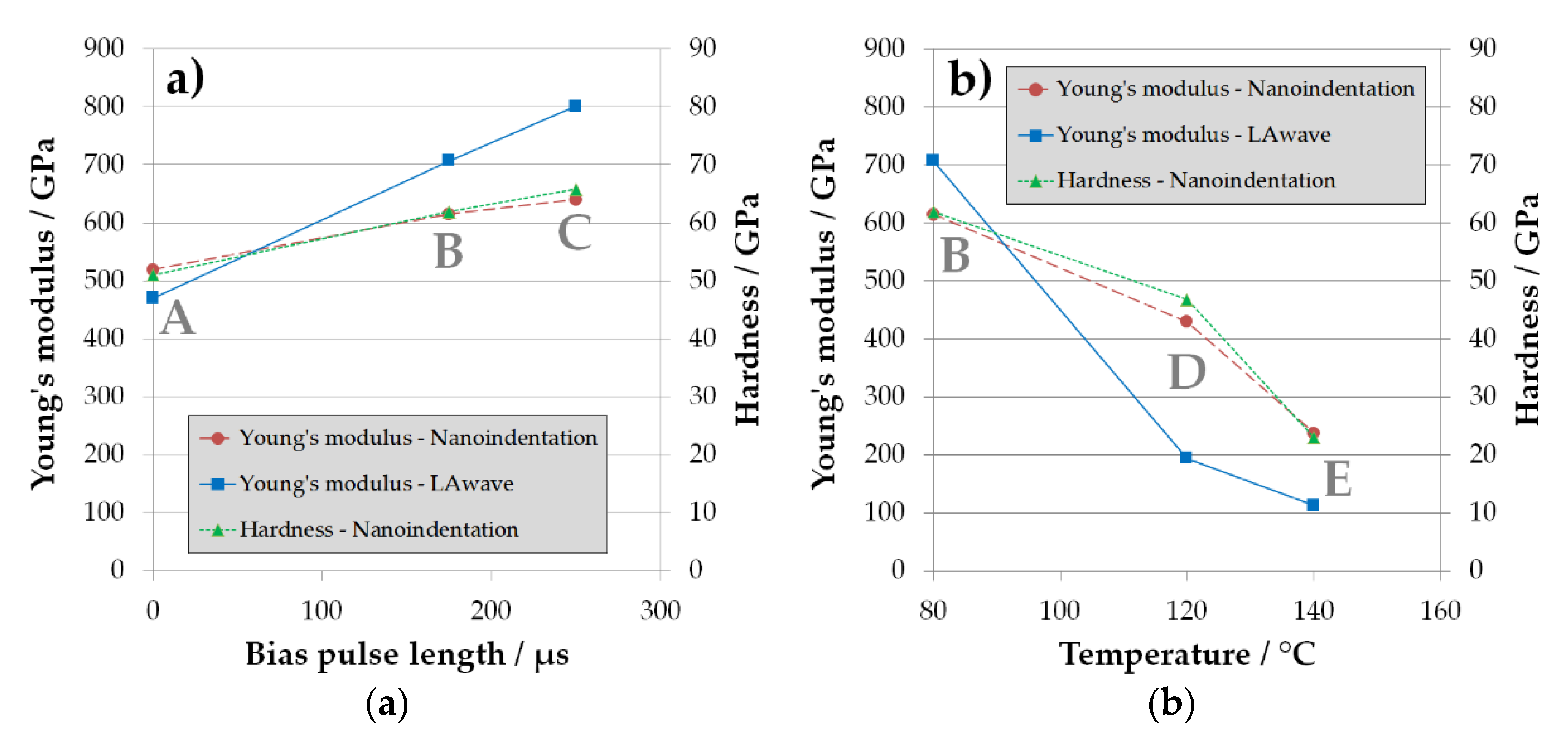
- Variation in bias characteristics. A pulsed bias voltage of 100 V was applied synchronously to the arc pulses. The duration of the bias pulse was set to 175 and 250 µs. For comparison, one coating was deposited with a 0 V bias voltage.
- Application of external heating during ta-C deposition using a radiant heater, which was positioned on the wall of a coating chamber. The temperature sensor used to control the temperature was on the chamber wall near the substrate holder. The temperature was set to 120 or 140 °C.
3. Results and Discussion
3.1. Fundamentals of Laser-Arc Evaporation
3.1.1. Plasma Investigations
3.1.2. Cathode Processes
3.2. Characterization of ta-C Coatings
3.2.1. Influence of Ion Energy and Heating
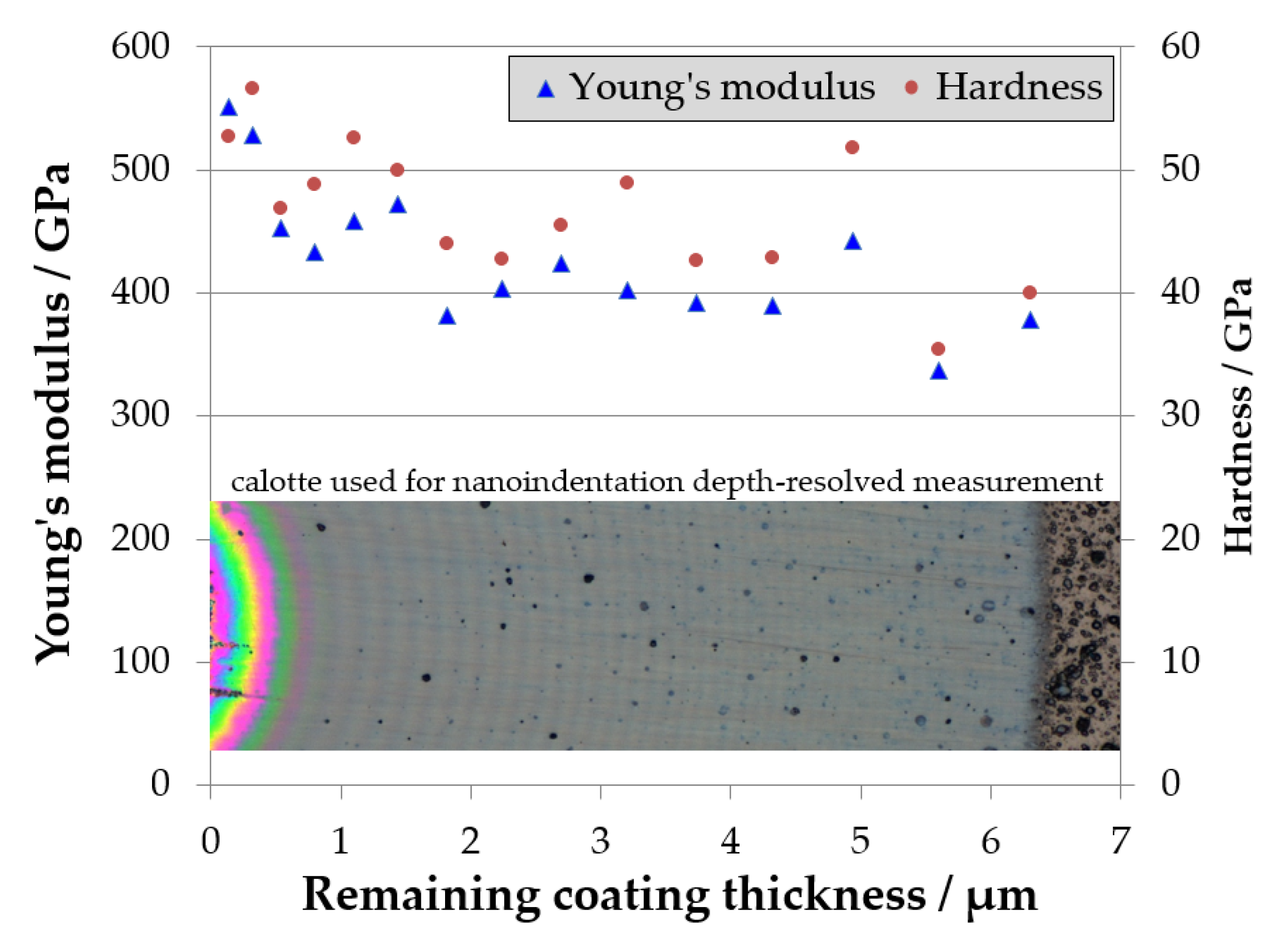
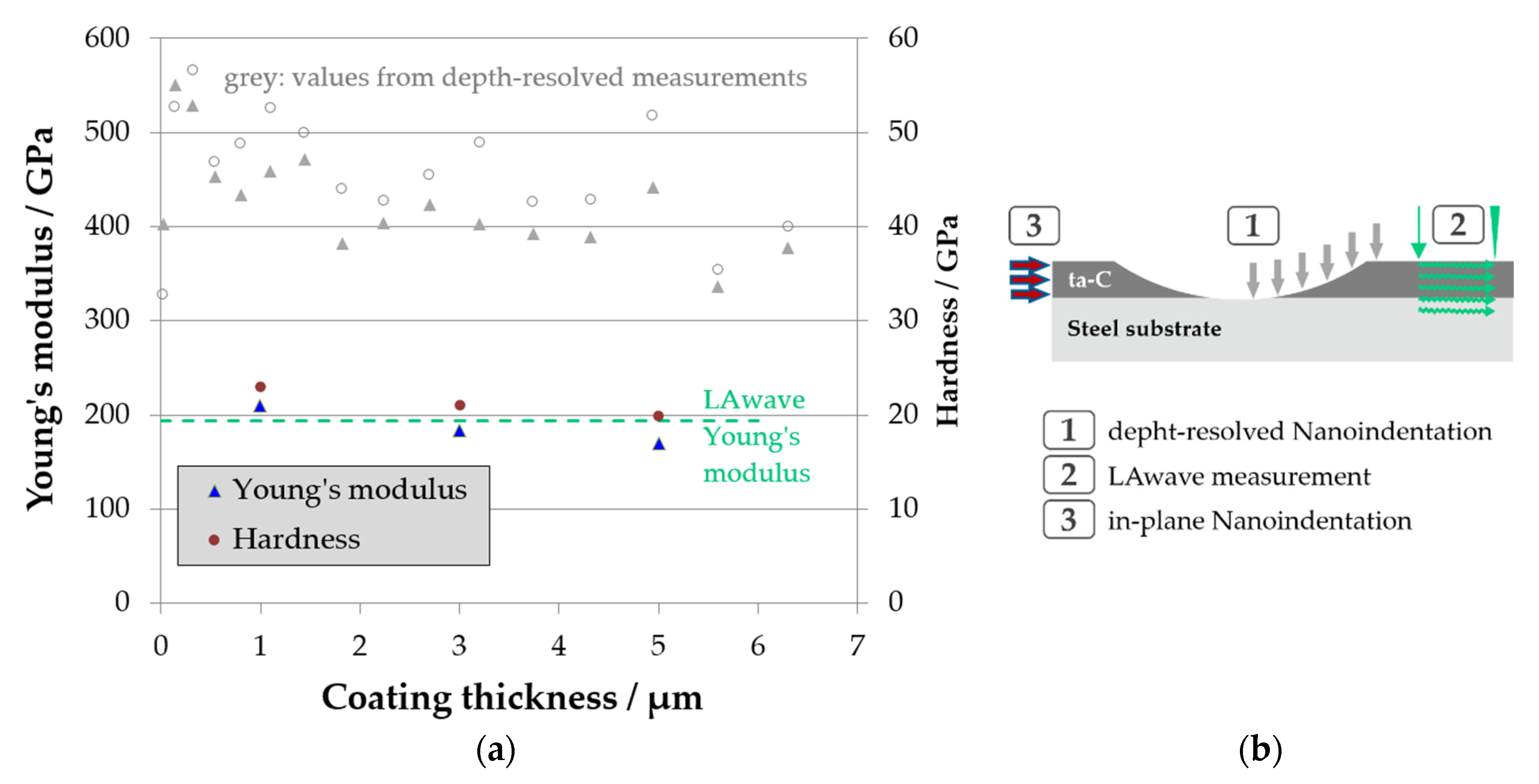
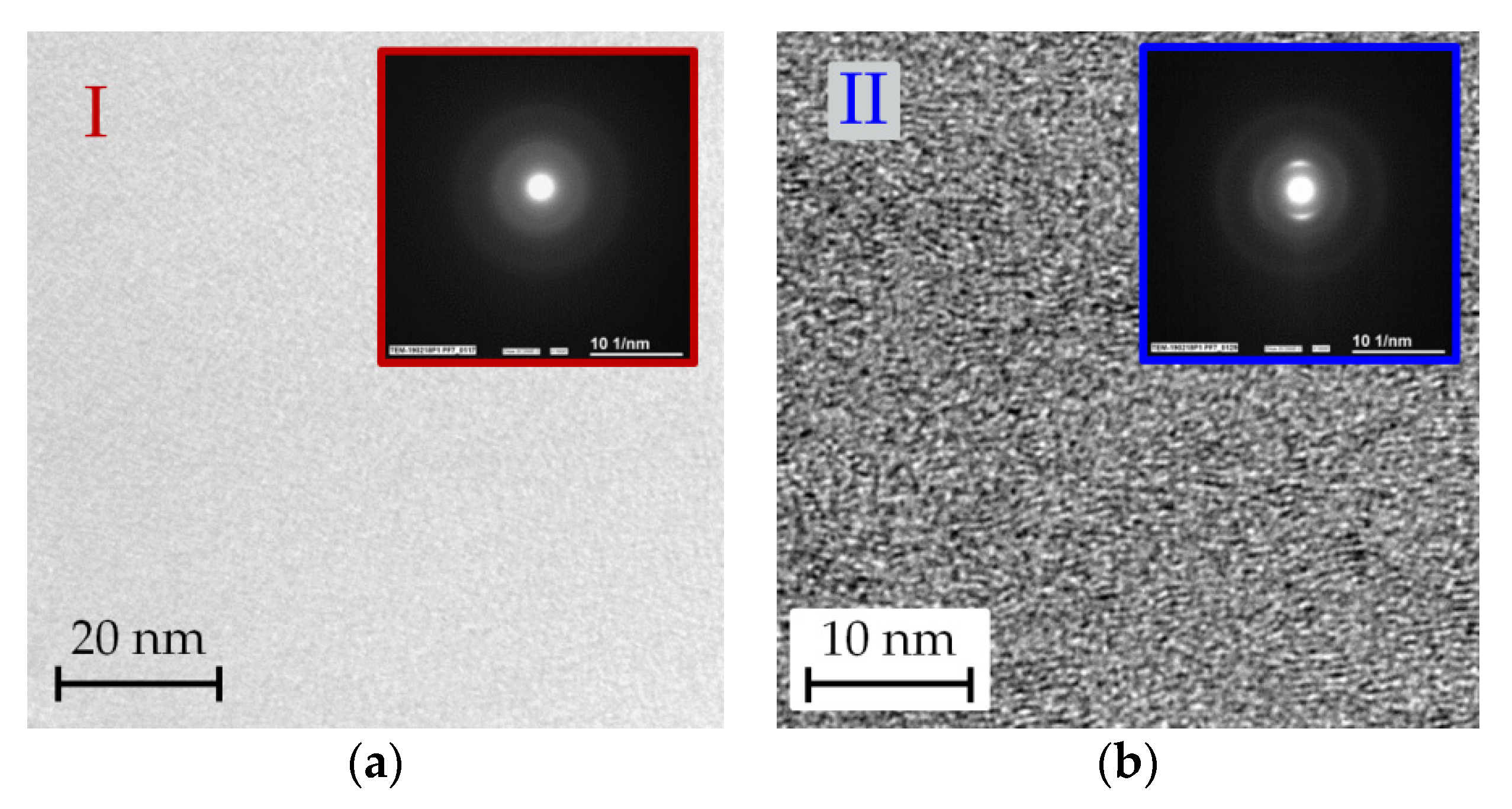
3.2.2. Structural Anisotropy in ta-C
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- International Organization for Standardization. Carbon Based Films: Classification and Designations; International Organization for Standardization: Geneva, Switzerland, 2017; p. 20523. [Google Scholar]
- Robertson, J. Diamond-like amorphous carbon. Mater. Sci. Eng. R. Rep. 2002, 37, 129–281. [Google Scholar] [CrossRef] [Green Version]
- Kano, M.; Yasuda, Y.; Okamoto, Y.; Mabuchi, Y.; Hamada, T.; Ueno, T.; Ye, J.; Konishi, S.; Takeshima, S.; Martin, J.M.; et al. Ultralow friction of DLC in presence of glycerol mono-oleate (GNO). Tribol. Lett. 2005, 18, 245–251. [Google Scholar] [CrossRef]
- Weihnacht, V.; Makowski, S. The role of lubricant and carbon surface in achieving ultra- and superlow friction. In Superlubricity; Elsevier: Amsterdam, The Netherlands, 2021; pp. 247–273. ISBN 9780444643131. [Google Scholar]
- Vetter, J. 60 years of DLC coatings: Historical highlights and technical review of cathodic arc processes to synthesize various DLC types, and their evolution for industrial applications. Surf. Coat. Technol. 2014, 257, 213–240. [Google Scholar] [CrossRef]
- Boxman, R.L.; Zhitomirsky, V.; Alterkop, B.; Gidalevich, E.; Beilis, I.; Keidar, M.; Goldsmith, S. Recent progress in filtered vacuum arc deposition. Surf. Coat. Technol. 1996, 86–87, 243–253. [Google Scholar] [CrossRef]
- Scheibe, H.-J.; Siemroth, P. Film deposition by laser-induced vacuum arc evaporation. IEEE Trans. Plasma Sci. 1990, 18, 917–922. [Google Scholar] [CrossRef]
- Siemroth, P.; Scheibe, H.-J. The method of laser-sustained arc ignition. IEEE Trans. Plasma Sci. 1990, 18, 911–916. [Google Scholar] [CrossRef]
- Scheibe, H.-J.; Schultrich, B.; Wilberg, R.; Falz, M. Laser-Arc technology for industrial hard coating deposition. Surf. Coat. Technol. 1997, 97, 410–413. [Google Scholar] [CrossRef]
- Meyer, C.F. Arrangement for the Separation of Particles from a Plasma. EP1826810, 15 February 2007. [Google Scholar]
- Jäger, H.U.; Belov, A.Y. ta-C deposition simulations: Film properties and time-resolved dynamics of film formation. Phys. Rev. B 2003, 68, 1659. [Google Scholar] [CrossRef]
- Fallon, P.J.; Veerasamy, V.S.; Davis, C.A.; Robertson, J.; Amaratunga, G.A.J.; Milne, W.I.; Koskinen, J. Properties of filtered-ion-beam-deposited diamondlike carbon as a function of ion energy. Phys. Rev. B 1993, 48, 4777–4782, Erratum in 1994, 49, 2287. [Google Scholar] [CrossRef]
- Anders, S.; Callahan, D.L.; Pharr, G.M.; Tsui, T.Y.; Singh Bhatia, C. Multilayers of amorphous carbon prepared by cathodic arc deposition. Surf. Coat. Technol. 1997, 94–95, 189–194. [Google Scholar] [CrossRef]
- Schultrich, B. Modeling of ta-C growth: Influence of the technological parameters. Diam. Relat. Mater. 2011, 20, 785–792. [Google Scholar] [CrossRef]
- McKenzie, D.R.; Muller, D.; Pailthorpe, B.A.; Wang, Z.H.; Kravtchinskaia, E.; Segal, D.; Lukins, P.B.; Swift, P.D.; Martin, P.J.; Amaratunga, G.; et al. Properties of tetrahedral amorphous carbon prepared by vacuum arc deposition. Diam. Relat. Mater. 1991, 1, 51–59. [Google Scholar] [CrossRef]
- Tay, B.K.; Shi, X.; Liu, E.J.; Tan, H.S.; Cheah, L.K. Effects of substrate temperature on the properties of tetrahedral amorphous carbon films. Thin Solid Film. 1999, 346, 155–161. [Google Scholar] [CrossRef]
- Schneider, D.; Schwarz, T.; Scheibe, H.-J.; Panzner, M. Non-destructive evaluation of diamond and diamond-like carbon films by laser induced surface acoustic waves. Thin Solid Film. 1997, 295, 107–116. [Google Scholar] [CrossRef]
- ISO 14577-4. Metallic Materials-Instrumented Indentation Test for Hardness and Materials Parameters-Part 4: Test Method for Metallic and Non-Metallic Coatings; ISO: Geneva, Switzerland, 2016. [Google Scholar]
- Ferrari, A.C.; Robertson, J. Interpretation of Raman spectra of disordered and amorphous carbon. Phys. Rev. B 2000, 61, 14095–14107. [Google Scholar] [CrossRef] [Green Version]
- Schultrich, B. Tetrahedrally Bonded Amorphous Carbon Films I; Springer: Berlin/Heidelberg, Germany, 2018; ISBN 978-3-662-55925-3. [Google Scholar]
- Scheibe, H.-J.; Schultrich, B.; Drescher, D. Laser-induced vacuum arc (Laser Arc) and its application for deposition of hard amorphous carbon films. Surf. Coat. Technol. 1995, 74–75, 813–818. [Google Scholar] [CrossRef]
- Siemroth, P.; Schülke, T.; Witke, T. High-current arc—A new source for high-rate deposition. Surf. Coat. Technol. 1994, 68–69, 314–319. [Google Scholar] [CrossRef]
- Witke, T.; Schuelke, T.; Schultrich, B.; Siemroth, P.; Vetter, J. Comparison of filtered high-current pulsed arc deposition (φ-HCA) with conventional vacuum arc methods. Surf. Coat. Technol. 2000, 126, 81–88. [Google Scholar] [CrossRef]
- Lifshitz, Y.; Lempert, G.D.; Rotter, S.; Avigal, I.; Uzan-Saguy, C.; Kalish, R. The influence of substrate temperature during ion beam deposition on the diamond-like or graphitic nature of carbon films. Diam. Relat. Mater. 1993, 2, 285–290. [Google Scholar] [CrossRef]
- Jüttner, B.; Puchkarev, V.; Hantzsche, E.; Beilis, I. Chaper 3: Cathode spots. In Handbook of Vacuum Arc Science and Technology: Fundamentals and Applications; Noyes Publications: Norwich, NY, USA, 1995; ISBN 0-8155-1375-5. [Google Scholar]
- Kandah, M.; Meunier, J.-L. Vacuum arc cathode spot movement on various kinds of graphite cathodes. J. Appl. Phys. 1996, 5, 349–355. [Google Scholar] [CrossRef]
- Zavaleyev, V.; Walkowicz, J. Influence of the substrate bias potential on the properties of ta-C coatings deposited using Venetian blind plasma filter. Thin Solid Film. 2015, 581, 32–38. [Google Scholar] [CrossRef]
- Lifshitz, Y. Diamond-like carbon—Present status. Diam. Relat. Mater. 1999, 8, 1659–1676. [Google Scholar] [CrossRef]
- Koskinen, J.; Hirvonen, J.-P.; Keränen, J. Effect of deposition temperature and growth rate on the bond structure of hydrogen free carbon films. J. Appl. Phys. 1998, 84, 648–650. [Google Scholar] [CrossRef]
- Chhowalla, M.; Robertson, J.; Chen, C.W.; Silva, S.R.P.; Davis, C.A.; Amaratunga, G.A.J.; Milne, W.I. Influence of ion energy and substrate temperature on the optical and electronic properties of tetrahedral amorphous carbon (ta -C) films. J. Appl. Phys. 1997, 81, 139–145. [Google Scholar] [CrossRef] [Green Version]
- Duan, S.; Liu, F.; Pettersson, T.; Creighton, C.; Asp, L.E. Determination of transverse and shear moduli of single carbon fibres. Carbon 2020, 158, 772–782. [Google Scholar] [CrossRef]
- Ferreira, F.; Aijaz, A.; Kubart, T.; Cavaleiro, A.; Oliveira, J. Hard and dense diamond like carbon coatings deposited by deep oscillations magnetron sputtering. Surf. Coat. Technol. 2018, 336, 92–98. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating Designation | Bias Voltage (V) | Bias Pulse Duration (µs) | Heating Temperature (°C) |
|---|---|---|---|
| A | 0 | 0 | 80 1 |
| B | 100 | 175 | 80 1 |
| C | 100 | 250 | 80 1 |
| D | 100 | 175 | 120 |
| E | 100 | 175 | 140 |
| Current (A) | Mean Energy | C++/C+ Ratio | |
|---|---|---|---|
| C+ (eV) | C++ (eV) | ||
| 1100 | 30.8 | 16.7 | 4.3 |
| 1300 | 31.3 | 18.3 | 7.5 |
| 1450 | 32.6 | 19.6 | 10.4 |
| Designation | Bias Voltage (V) | Bias Pulse Duration (µs) | Mean Energy | ||
|---|---|---|---|---|---|
| C+ (eV) | C++ (eV) | Total (eV) | |||
| A | 0 | 0 | 33 | 20 | 31 |
| B | 100 | 175 | 87 | 129 | 92 |
| C | 100 | 250 | 111 | 176 | 117 |
| Designation | LAwave Young’s Modulus (GPa) | Nanoindentation Young’s Modulus (GPa) | Nanoindentation Hardness (GPa) | Coating Thickness (µm) |
|---|---|---|---|---|
| A | 470 | 519 | 51 | 4.0 |
| B | 707 | 615 | 62 | 2.0 |
| C | 801 | 640 | 66 | 1.1 |
| D | 194 | 430 | 47 | 6.2 |
| E | 113 | 238 | 23 | 3.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaulfuss, F.; Weihnacht, V.; Zawischa, M.; Lorenz, L.; Makowski, S.; Hofmann, F.; Leson, A. Effect of Energy and Temperature on Tetrahedral Amorphous Carbon Coatings Deposited by Filtered Laser-Arc. Materials 2021, 14, 2176. https://doi.org/10.3390/ma14092176
Kaulfuss F, Weihnacht V, Zawischa M, Lorenz L, Makowski S, Hofmann F, Leson A. Effect of Energy and Temperature on Tetrahedral Amorphous Carbon Coatings Deposited by Filtered Laser-Arc. Materials. 2021; 14(9):2176. https://doi.org/10.3390/ma14092176
Chicago/Turabian StyleKaulfuss, Frank, Volker Weihnacht, Martin Zawischa, Lars Lorenz, Stefan Makowski, Falko Hofmann, and Andreas Leson. 2021. "Effect of Energy and Temperature on Tetrahedral Amorphous Carbon Coatings Deposited by Filtered Laser-Arc" Materials 14, no. 9: 2176. https://doi.org/10.3390/ma14092176