
Research and Evaluation of the Influence of the Construction of the Gate and the Influence of the Piston Velocity on the Distribution of Gases into the Volume of the Casting



Abstract
:1. Introduction
2. Materials and Methods
- -
- SG—ingate area (m2)
- -
- vG—melt velocity in the ingate (m·s−1)
- -
- SP—area of piston (0.0038465 m2)
- -
- vP—piston velocity (m·s−1)
- (a)
- If technological parameters of die casting are preserved and variable structural elements determining the melt velocity in the gate is height of the gate, and distribution and entrapment of gases in the cast volume is influenced only by formation of the melt flow during transfer through the gate, i.e., by the melt velocity in the gate. The character of the melt flow in the runners remains constant.
- (b)
- If the structure of the gating system remains unchanged and the variable parameter determining velocity in the gate is the piston velocity, distribution of gases and entrapment of gases in the cast volume is influenced not only by formation of the melt flow during transfer through the gate but by the flow character in the runners as well. The melt flow in the runners has variable character.
3. Results
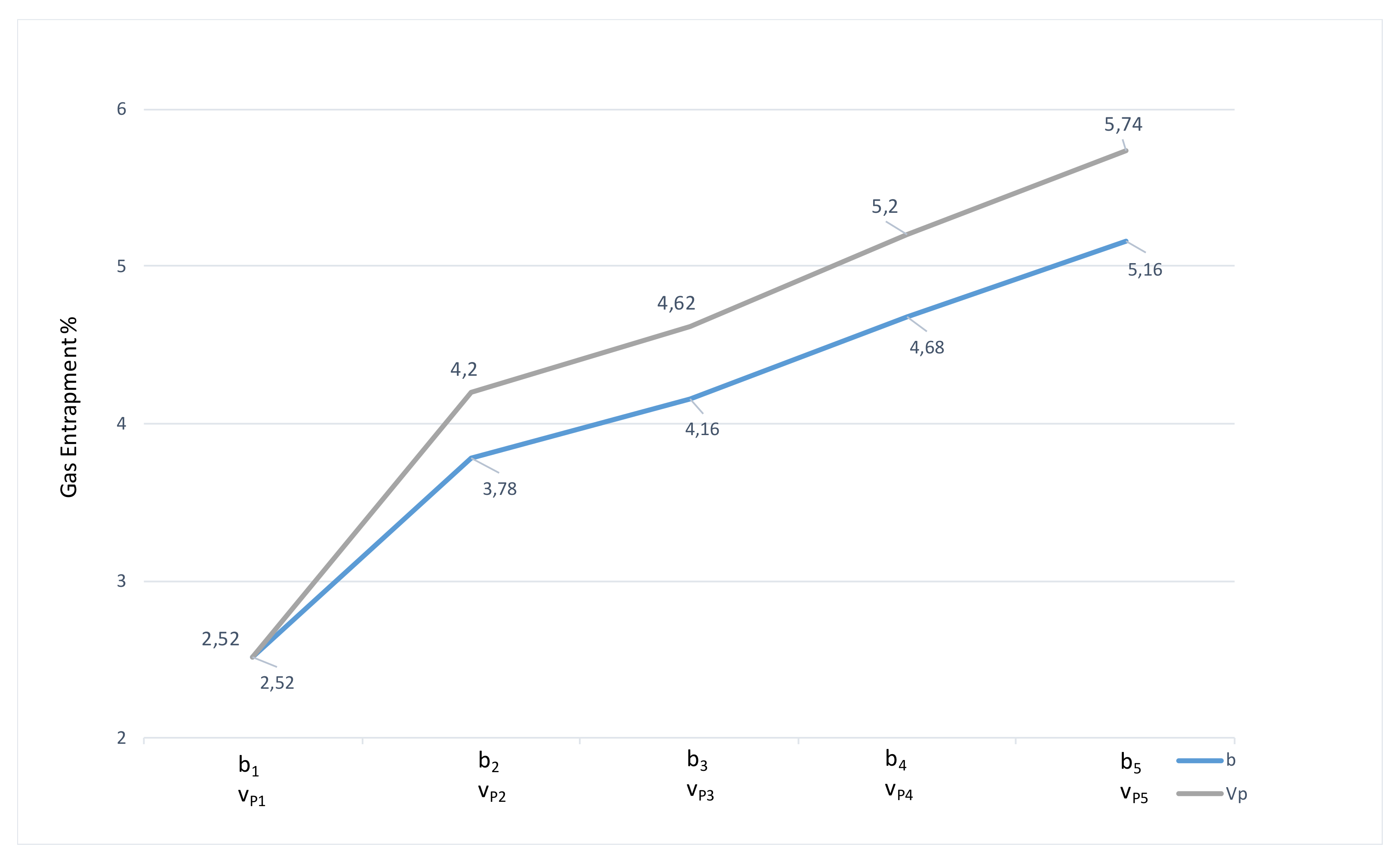
3.1. Gas Entrapment in the Cast Volume
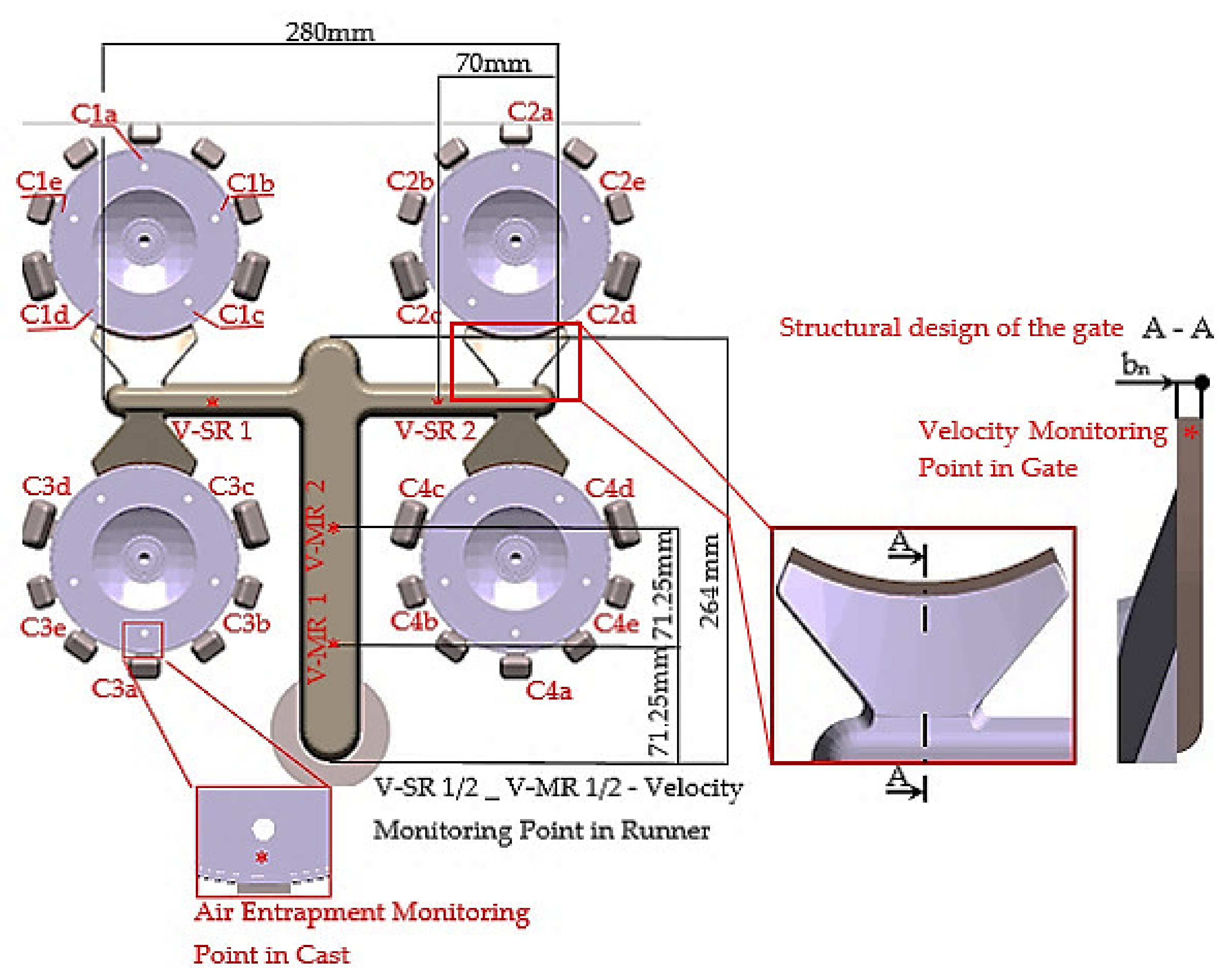
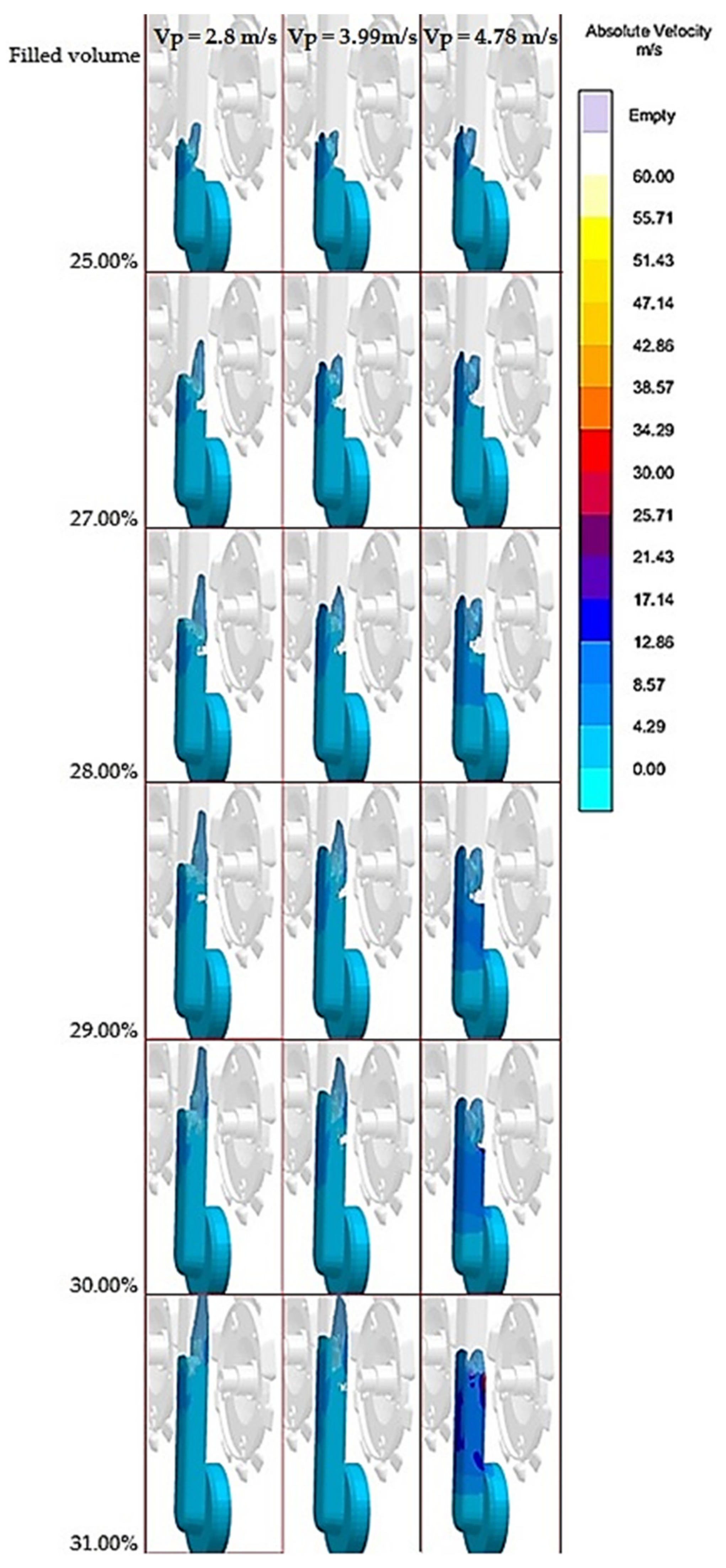
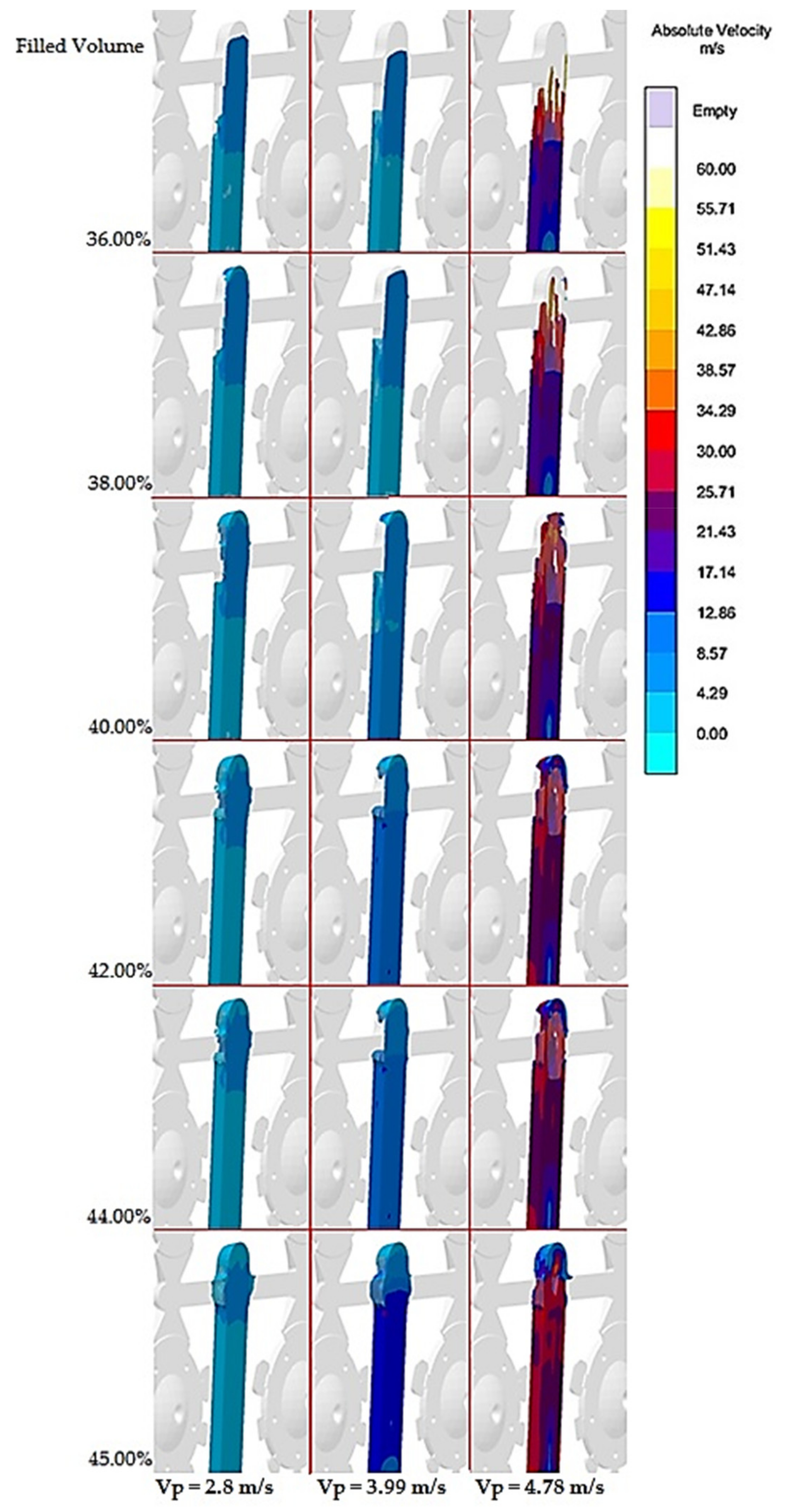
3.2. Evaluation of Flow in the Runners
3.2.1. Evaluation of the Melt Velocity in the Runners
3.2.2. Assessment of Flow in the Main Runner
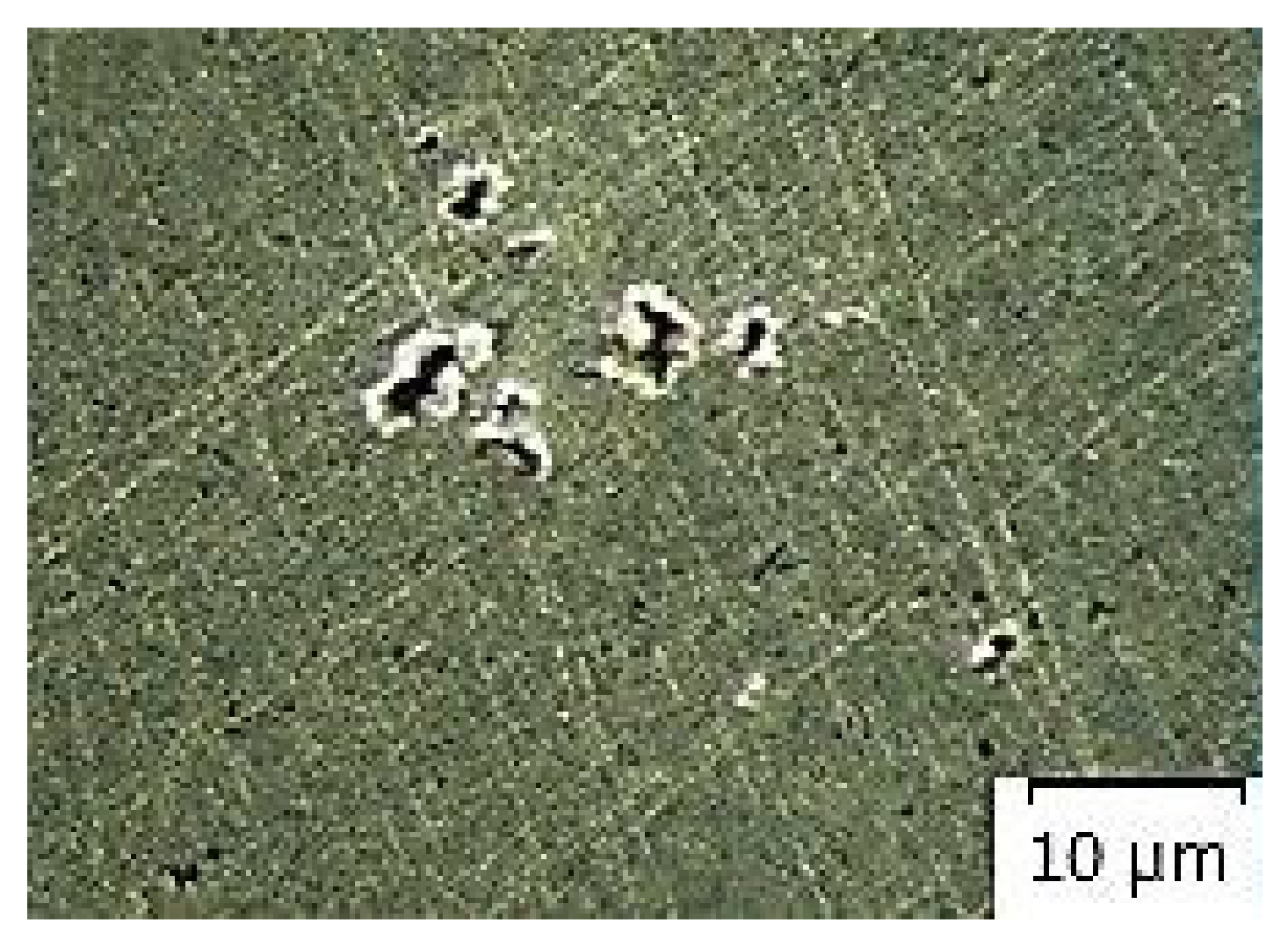
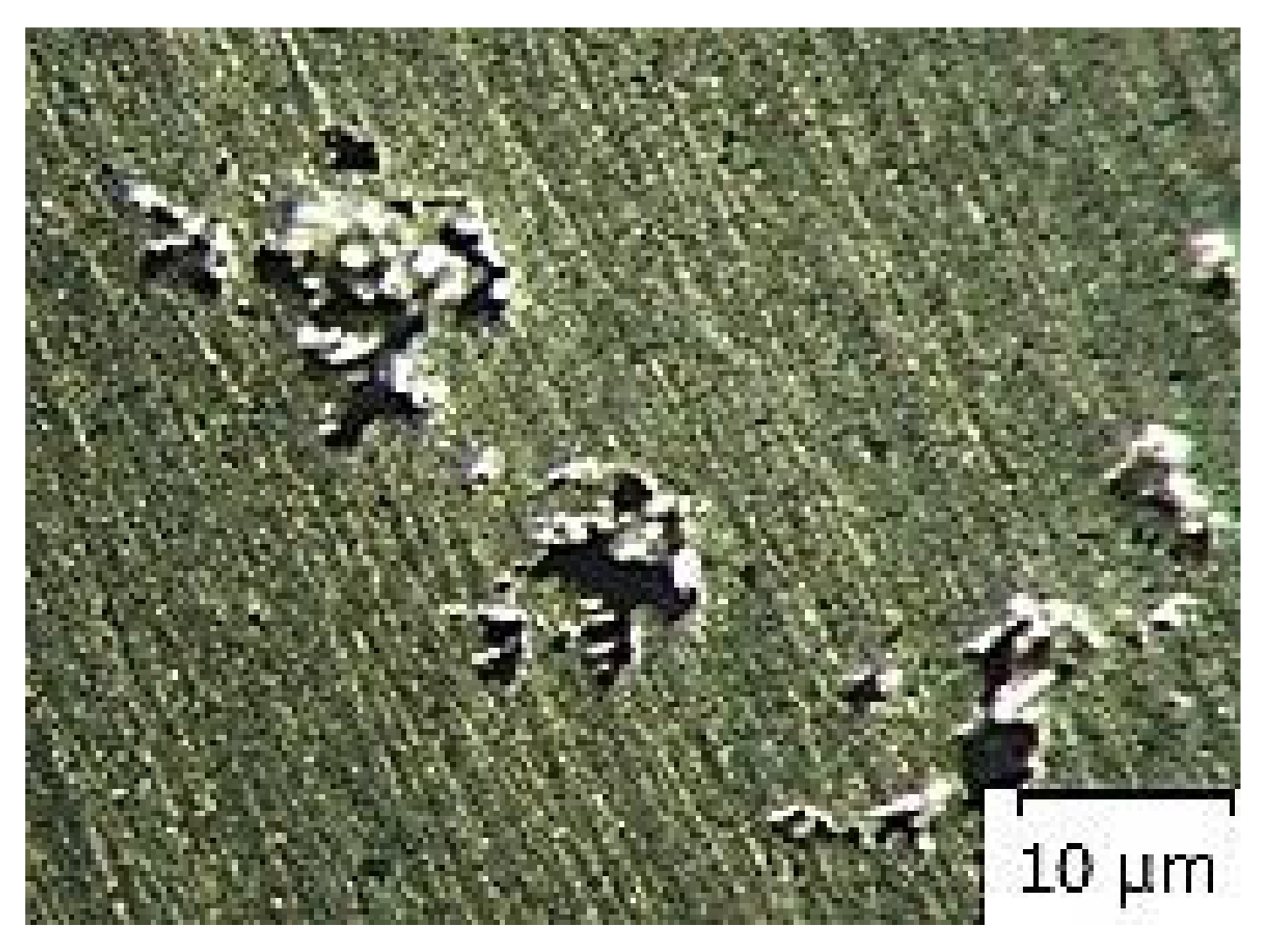
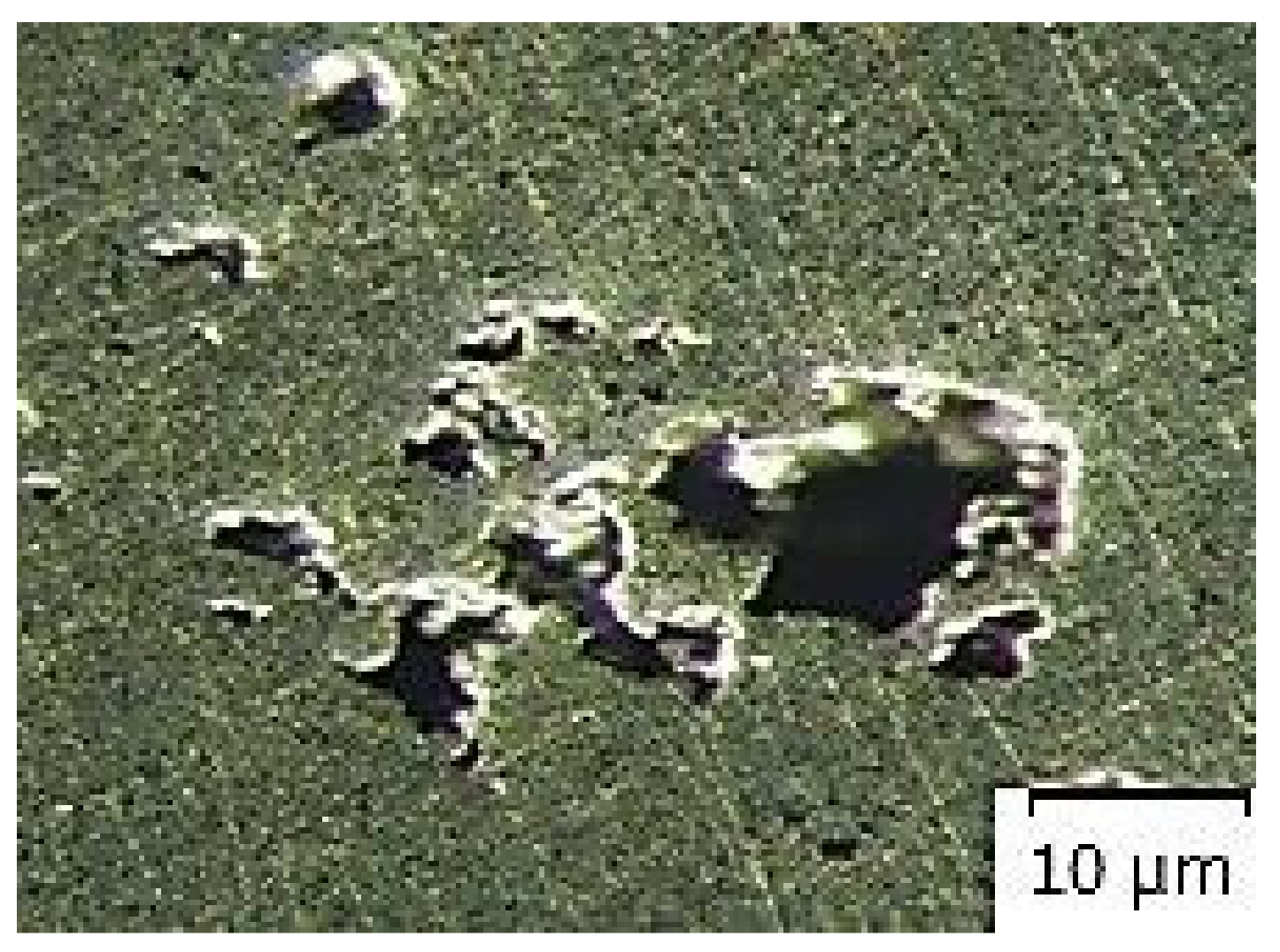
3.3. Evaluation of Homogeneity of Testing Samples
4. Discussion
4.1. Evaluation of Gas Entrapment in the Cast Volume in Dependence on Change of the Ingate Height bn
4.2. Evaluation of Gas Entrapment in the Cast Volume in Dependence on Change of the Pressing Pistion Velocity vP
5. Conclusions
- introduction of new cast production should be accompanied with paying high attention to design of the gating systems and of their structural elements,
- of gas entrapment by the melt in initial design of the gating system structure,
- correct design of the gating system shall result in more stable casting cycle with the possibility of partial regulation by means of change of technological parameters,
- in introduction of new casts into production it is desired to use CAx systems which allow detecting hidden faults of structure and technology design.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, X.; Wang, P.; Li, T.; Zhang, B.-Y.; Wang, P.; Wang, G.-Z.; Lu, S.-Q. Gating system optimization of high pressure die casting thin-wall AlSi10MnMg longitudinal loadbearing beam based on numerical simulation. China Foundry 2018, 15, 436–442. [Google Scholar] [CrossRef] [Green Version]
- Pagone, E.; Papanikolaou, M.; Salonitis, K.; Jolly, M. Multi-criteria decision-making for the life cycle of sustainable high pressure die casting products. Int. J. Sustain. Manuf. 2020, 4, 101. [Google Scholar] [CrossRef]
- Majidi, S.H.; Beckermann, C. Effect of Pouring Conditions and Gating System Design on Air Entrainment During Mold Filling. Int. J. Met. 2019, 13, 255–272. [Google Scholar] [CrossRef]
- Hu, Z.-Q.; Zhang, X.-J.; Wu, S.-S. Microstructure, Mechanical Properties and Die-Filling Behavior of High-Performance Die-Cast Al–Mg–Si–Mn Alloy. Acta Metall. Sin. Eng. 2015, 28, 1344–1353. [Google Scholar] [CrossRef] [Green Version]
- Campbell, J. The consolidation of metals: The origin of bifilms. J. Mater. Sci. 2015, 51, 96–106. [Google Scholar] [CrossRef]
- Yang, X.; Huang, X.; Dai, X.; Campbell, J.; Tatler, J. Numerical modelling of entrainment of oxide film defects in filling of aluminium alloy castings. Int. J. Cast Met. Res. 2004, 17, 321–331. [Google Scholar] [CrossRef]
- Iwata, Y.; Dong, S.; Sugiyama, Y.; Iwahori, H. Compression Behavior of Entrapped Gas in High Pressure Diecasting. Mater. Trans. 2012, 53, 483–488. [Google Scholar] [CrossRef] [Green Version]
- Gaspar, S.; Pasko, J. Pressing Speed, Specific Pressure and Mechanical Properties of Aluminium Cast. Arch. Foundry Eng. 2016, 16, 45–50. [Google Scholar] [CrossRef] [Green Version]
- Campbell, J. Solidification modelling: Current limitations and future potential. Mater. Sci. Technol. 1991, 7, 885–894. [Google Scholar] [CrossRef]
- Iwata, Y.; Dong, S.; Sugiyama, Y.; Iwahori, H. Change in Molten Metal Pressure and Its Effect on Defects of Aluminum Alloy Die Castings. Mater. Trans. 2014, 55, 311–317. [Google Scholar] [CrossRef] [Green Version]
- Iwata, Y.; Dong, S.; Sugiyama, Y.; Iwahori, H. Effects of Solidification Behavior during Filling on Surface Defects of Aluminum Alloy Die Casting. Mater. Trans. 2013, 54, 1944–1950. [Google Scholar] [CrossRef] [Green Version]
- Konopka, Z.; Zyska, A.; Łągiewka, M.; Nadolski, M. The Influence of Pressure Die Casting Parameters on the Castability of AlSi11-SiCp Composites. Arch. Foundry Eng. 2015, 15, 29–34. [Google Scholar] [CrossRef] [Green Version]
- Majernik, J.; Podaril, M. Influence of runner geometry on the gas entrapment in volume of pressure die cast. Arch. Foundry Eng. 2019, 19, 33–38. [Google Scholar]
- Knapčíková, L.; Behúnová, A. Research of Casting Moulding of Epoxy Resin Composites Reinforced with High-Strength Fibres during the Manufacturing Operations. TEM J. 2020, 9, 1488–1493. [Google Scholar] [CrossRef]
- Trytek, A.; Orłowicz, A.; Tupaj, M.; Mróz, M.; Markowska, O.; Bąk, G.; Abram, T. The Effect of a Thin-Wall Casting Mould Cavity Filling Conditions on the Casting Surface Quality. Arch. Foundry Eng. 2016, 16, 222–226. [Google Scholar] [CrossRef] [Green Version]
- Kuppusamy, R.R.P.; Neogi, S. Simulation of Air Entrapment and Resin Curing during Manufacturing of Composite Cab Front by Resin Transfer Moulding Process. Arch. Metall. Mater. 2017, 62, 1839–1844. [Google Scholar] [CrossRef] [Green Version]
- Do, T.A.; Tran, V.T. Optimization of Precision Die Design on High-Pressure Die Casting of AlSi9Cu3. In Lecture Notes in Mechanical Engineering; Springer: Singapore, 2017; pp. 759–771. [Google Scholar] [CrossRef]
- Reilly, C.; Green, N.; Jolly, M. Surface Oxide Film Entrainment Mechanisms in Shape Casting Running Systems. Met. Mater. Trans. A 2009, 40, 850–858. [Google Scholar] [CrossRef] [Green Version]
- Cao, H.; Shen, C.; Wang, C.; Xu, H.; Zhu, J. Direct Observation of Filling Process and Porosity Prediction in High Pressure Die Casting. Materials 2019, 12, 1099. [Google Scholar] [CrossRef] [Green Version]
- Bi, C.; Guo, Z.; Xiong, S. Modelling and simulation for die casting mould filling process using Cartesian cut cell approach. Int. J. Cast Met. Res. 2015, 28, 234–241. [Google Scholar] [CrossRef]
- Otsuka, Y. Experimental Verification and Accuracy Improvement of Gas Entrapment and Shrinkage Porosity Simulation in High Pressure Die Casting Process. Mater. Trans. 2014, 55, 154–160. [Google Scholar] [CrossRef] [Green Version]
- Paško, J.; Gaspar, S. Technological Factors of Die Casting, 1st ed.; RAM–Verlag: Ludenscheid, Germany, 2014; pp. 14–76. ISBN 978-3-942303-25-5. [Google Scholar]
- Gaspar, S.; Pasko, J.; Majernik, J. Influence of Structure Adjustment of Gating System of Casting Mould Upon the Quality of Die Cast, 1st ed.; RAM–Verlag: Ludenscheid, Germany, 2017; pp. 52–55. ISBN 978-3-942303-25-. [Google Scholar]
- Majernik, J.; Gaspar, S.; Kmec, J.; Karkova, M.; Mascenik, J. Possibility of Utilization of Gate Geometry to Modify the Mechanical and Structural Properties of Castings on the Al-Si Basis. Materials 2020, 13, 3539. [Google Scholar] [CrossRef] [PubMed]
- Majernik, J.; Gaspar, S.; Podaril, M.; Kolinsky, J. The Influence of the Gate Geometry on Selected Process Parameters in the High Pressure Die Casting Technology. Manuf. Technol. 2019, 19, 101–106. [Google Scholar] [CrossRef]
- Qin, X.-Y.; Su, Y.; Chen, J.; Liu, L.-J. Finite element analysis for die casting parameters in high-pressure die casting process. China Foundry 2019, 16, 272–276. [Google Scholar] [CrossRef] [Green Version]
- Cleary, P.W.; Savage, G.; Ha, J.; Prakash, M. Flow analysis and validation of numerical modelling for a thin walled high pressure die casting using SPH. Comput. Part. Mech. 2014, 1, 229–243. [Google Scholar] [CrossRef] [Green Version]
- Sadeghi, M.; Mahmoudi, J. Experimental and Theoretical Studies on the Effect of Die Temperature on the Quality of the Products in High-Pressure Die-Casting Process. Adv. Mater. Sci. Eng. 2012, 2012, 434605. [Google Scholar] [CrossRef] [Green Version]
- ČSN 22 8601. Formy Tlakové Licí. Zásady Pro Navrhování. (Construction of Compression Casting Moulds. Instruktions); Český Normalizačný Institut: Praha, Czech Republic, 1984; p. 32. [Google Scholar]
- Knapcikova, L.; Duplakova, D.; Radchenko, S.; Hatala, M. Rheological Behavior Modelling of Composite Materials used in Engineering Industry. TEM J. 2017, 6, 242–245. [Google Scholar] [CrossRef]
- Ruzbarsky, J.; Pasko, J.; Gaspar, S. Techniques of Die Casting, 1st ed.; RAM–Verlag: Ludenscheid, Germany, 2014; pp. 38–68. ISBN 978-3-942303-29-3. [Google Scholar]
- Kolinsky, J.; Novakova, L.; Adamec, J. Measurement of flow characteristics in a model of aneurysm by PIV and FLIF method. Manuf. Technol. 2015, 15, 861–865. [Google Scholar]
- Çarpinlioǧlu, O.M.; Gündoǧdu, Y.M. A critical review on pulsatile pipe flow studies directing towards future research topics. Flow Meas. Instrum. 2001, 12, 163–174. [Google Scholar] [CrossRef]
- Makhlouf, M.M.; Guthy, H.V. The aluminum-silicon eutectic reaction: Mechanisms and crystallography. J. Light Met. 2001, 1, 199–218. [Google Scholar] [CrossRef]
- Kascak, J.; Baron, P.; Torok, J.; Pollak, M.; Teliskova, M. Macrostructure Digitaliyation of Roadway Surface Profiles. MM Sci. J. 2019, 2019, 2839–2844. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Gate Height b (mm) | b1 | b2 | b3 | b4 | b5 |
| 1.25 | 1.03 | 0.92 | 0.82 | 0.75 | |
| Gate Area SG (mm2) | SG1 | SG2 | SG3 | SG4 | SG5 |
| 76.210 | 62.797 | 56.090 | 49.994 | 45.726 | |
| Gate Length a (mm) | 60.968 | ||||
| Structural Element | Correlation Factor | Technological Factor | Melt Velocity in the Gate Measured during Change of Setting–Control vGC, m·s−1 |
|---|---|---|---|
| Gate Height b, mm | Melt Velocity in the Gate vG, m·s−1 | Piston Velocity vP, m·s−1 | |
| b1 = 1.25 | vG1 = 35.00 | vP1 = 2.80 | vGC1 = 37.89 |
| b2 = 1.03 | vG2 = 47.44 | vP2 = 3.76 | vGC2 = 50.41 |
| b3 = 0.92 | vG3 = 50.43 | vP3 = 3.99 | vGC3 = 53.46 |
| b4 = 0.82 | vG4 = 54.80 | vP4 = 4.34 | vGC4 = 58.10 |
| b5 = 0.75 | vG5 = 60.33 | vP5 = 4.78 | vGC5 = 63.95 |
| Constant Piston Velocity vP1 = 2.80 m·s−1 | Constant Gate Height b1 = 1.25 mm | ||
|---|---|---|---|
| Gate Height (mm) | Gas Entrapment (%) | Piston Velocity (m·s−1) | Gas Entrapment (%) |
| b1 = 1.25 | 2.52 | vP1 = 2.80 | 2.52 |
| b2 = 1.03 | 3.78 | vP2 = 3.76 | 4.20 |
| b3 = 0.92 | 4.16 | vP3 = 3.99 | 4.62 |
| b4 = 0.82 | 4.68 | vP4 = 4.34 | 5.02 |
| b5 = 0.85 | 5.16 | vP5 = 4.78 | 5.74 |
| Constant Piston Velocity vP1 = 2.80 m·s−1 | Constant Gate Height b1 = 1.25 mm | ||||
|---|---|---|---|---|---|
| Gate Height (mm) | Average Velocity in Main Runner (m·s−1) | Average Velocity in Secondary Runner (m·s−1) | Piston Velocity (m·s−1) | Average Velocity in Main Runner (m·s−1) | Average Velocity in Secondary Runner (m·s−1) |
| b1 = 1.25 | 14.36 | 24.08 | vP1 = 2.80 | 14.36 | 24.08 |
| b2 = 1.03 | 15.09 | 24.10 | vP2 = 3.76 | 21.53 | 32.60 |
| b3 = 0.92 | 14.59 | 23.54 | vP3 = 3.99 | 24.47 | 34.70 |
| b4 = 0.82 | 14.68 | 23.96 | vP4 = 4.34 | 27.84 | 36.09 |
| b5 = 0.85 | 14.48 | 23.13 | vP5 = 4.78 | 29.34 | 39.35 |
| Sample No. | Piston Velocity (m·s−1) | Porosity f, (%) |
|---|---|---|
| 1 | vP1 = 2.80 | 0.27 |
| 2 | vP2 = 3.76 | 0.33 |
| 3 | vP3 = 3.99 | 0.65 |
| 4 | vP4 = 4.34 | 3.14 |
| 5 | vP5 = 4.78 | 5.85 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Majerník, J.; Gašpár, Š.; Husár, J.; Paško, J.; Kolínský, J. Research and Evaluation of the Influence of the Construction of the Gate and the Influence of the Piston Velocity on the Distribution of Gases into the Volume of the Casting. Materials 2021, 14, 2264. https://doi.org/10.3390/ma14092264
Majerník J, Gašpár Š, Husár J, Paško J, Kolínský J. Research and Evaluation of the Influence of the Construction of the Gate and the Influence of the Piston Velocity on the Distribution of Gases into the Volume of the Casting. Materials. 2021; 14(9):2264. https://doi.org/10.3390/ma14092264
Chicago/Turabian StyleMajerník, Ján, Štefan Gašpár, Jozef Husár, Ján Paško, and Jan Kolínský. 2021. "Research and Evaluation of the Influence of the Construction of the Gate and the Influence of the Piston Velocity on the Distribution of Gases into the Volume of the Casting" Materials 14, no. 9: 2264. https://doi.org/10.3390/ma14092264