
Interfacial Failure in Stitched Foam Sandwich Composites


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Program
2.1. Raw Materials
2.2. Preparation of GFRP/Foam Sandwich Composites Suture Preforms
2.3. VARI Processing of GFRP/Foam Sandwich Composites
2.4. CSB Fracture Testing of GFRP/Foam Sandwich Composites
3. Results and Discussion
3.1. Load–Displacement Curves
3.2. Crack Propagation Process
3.3. Release Rate of Critical Strain Energy
4. Conclusions
- The stitching treatment with different spacing increased the peak load and average fracture displacement of GFRP/foam sandwich composite, as revealed by CSB testing. The average peak loads of FH-6, FH-8 and FH-10 were 188.21, 239.81 and 139.47 N, respectively, which correspond to an 55.9%, 98.6% and 15.5% increase as compared to the average peak load of 120.75 N for FH-0. The average fracture displacements of FH-6, FH-8 and FH-10 were 61.34, 56.25 and 74.80 mm, respectively. The average fracture displacements increased by 28.8%, 18.1%, and 57.1%, respectively, compared with the average fracture displacement of 47.62 mm for FH-0.
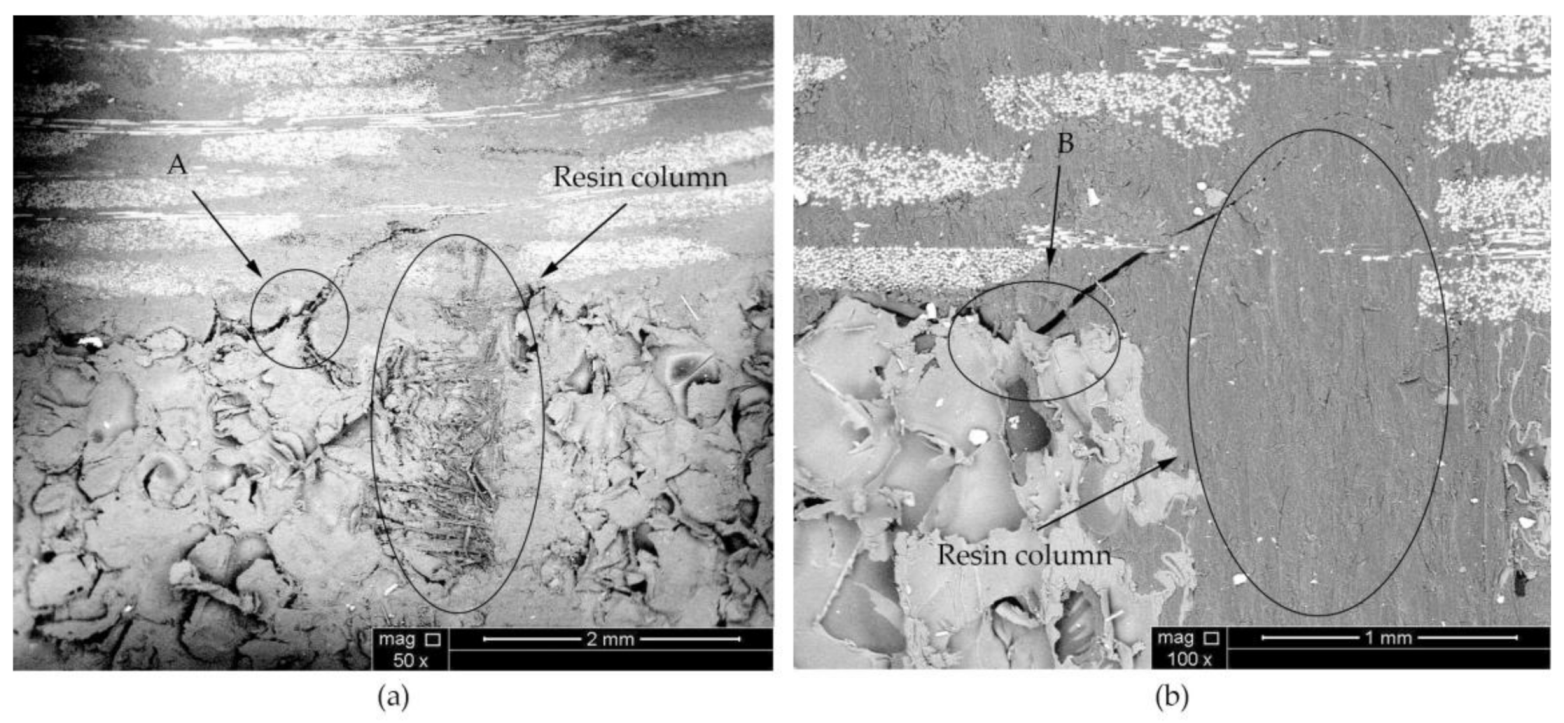
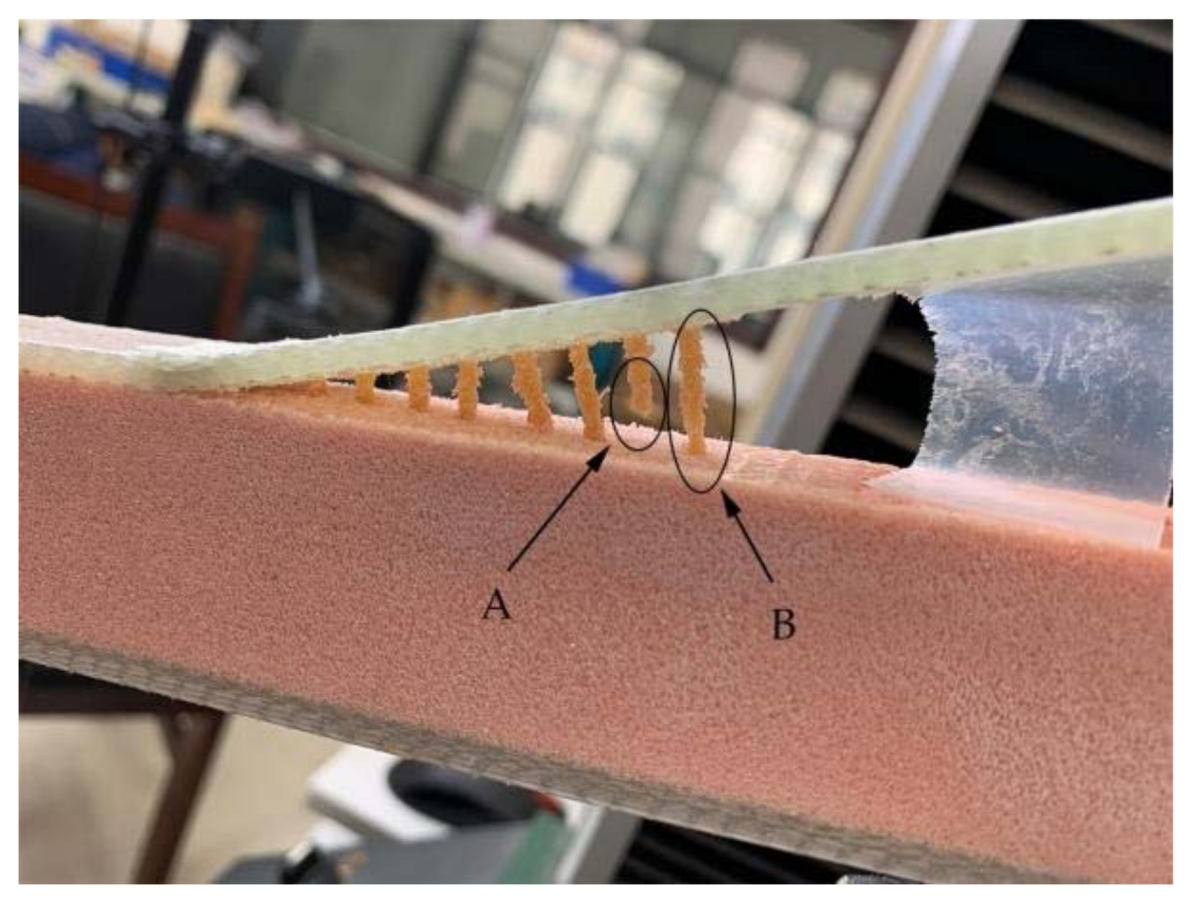
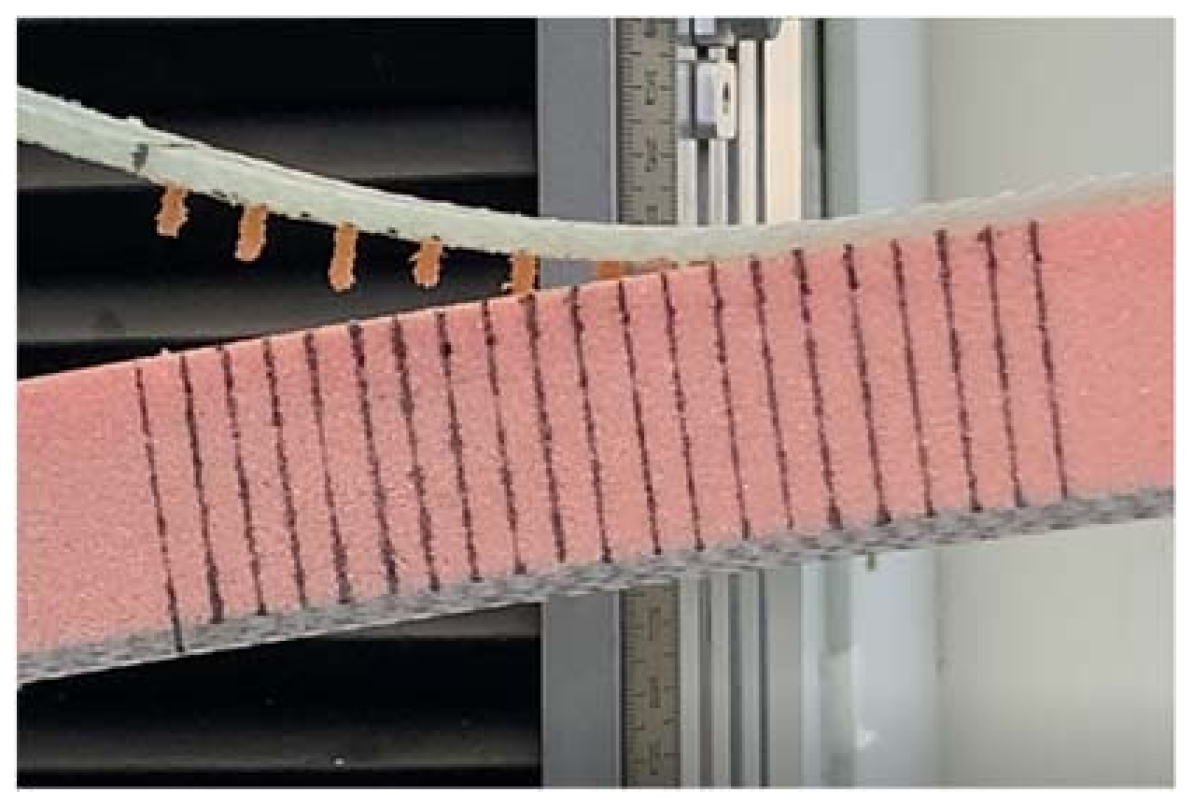
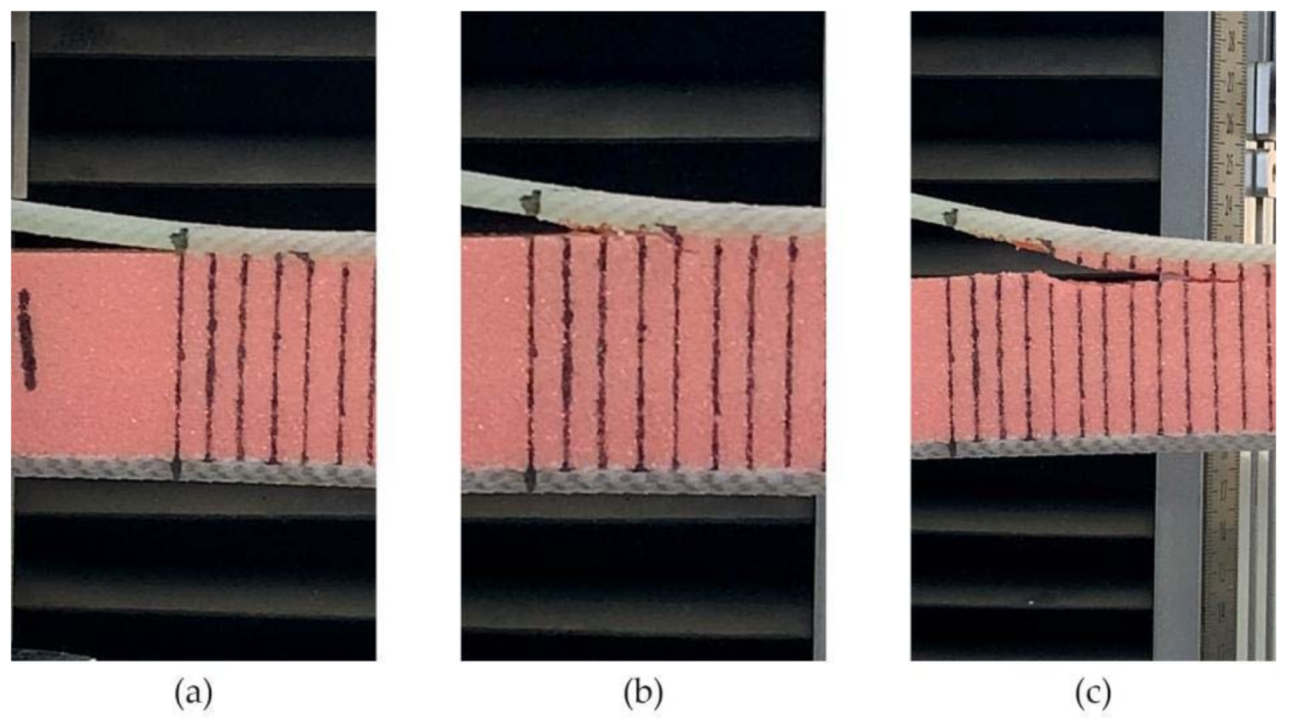
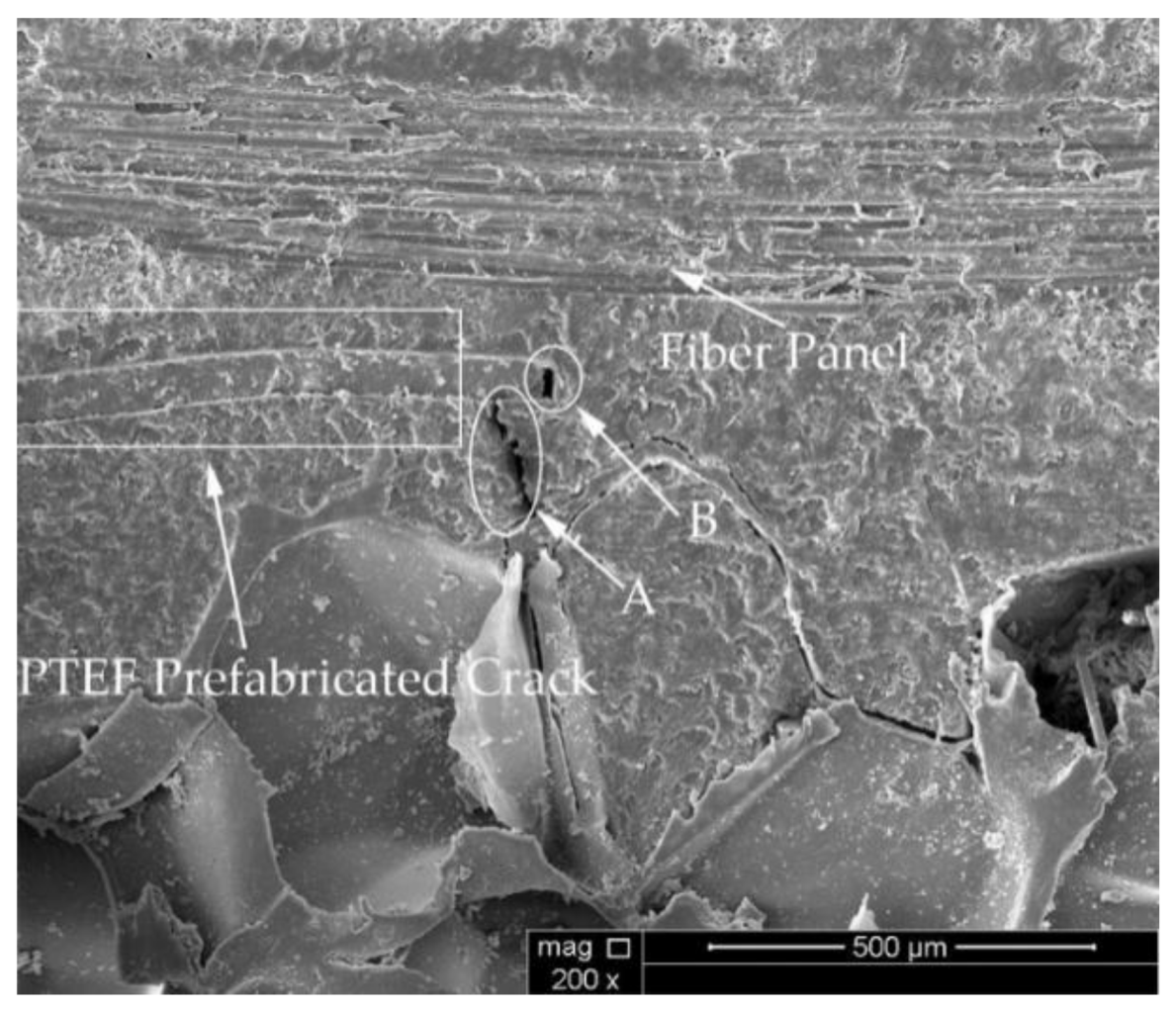
- In the CSB tests for FH-0, the crack expanded easily in the foam due to the guidance of the foam pores. The crack propagation mechanism in FH-0 specimens needed to overcome only the toughness of the foam core. However, in the sutured specimens, the crack propagated along the interface, where the forces to be overcome were the adhesion of the interface resin and the pulling force of the resin column.
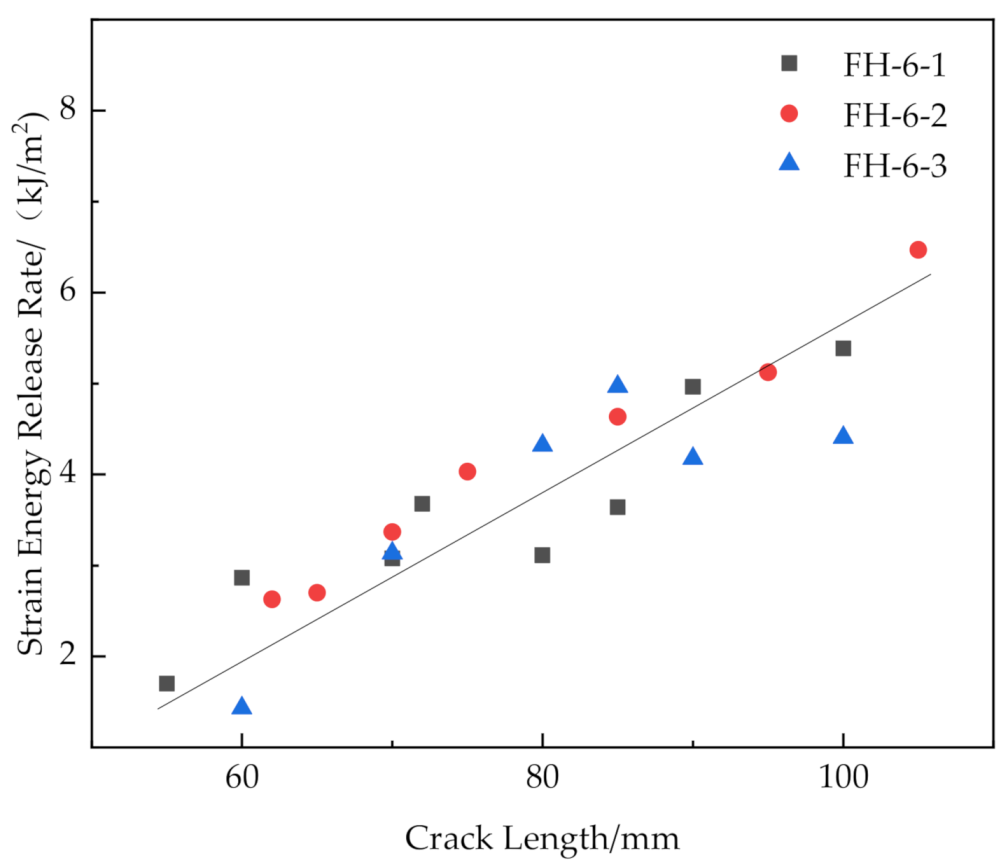
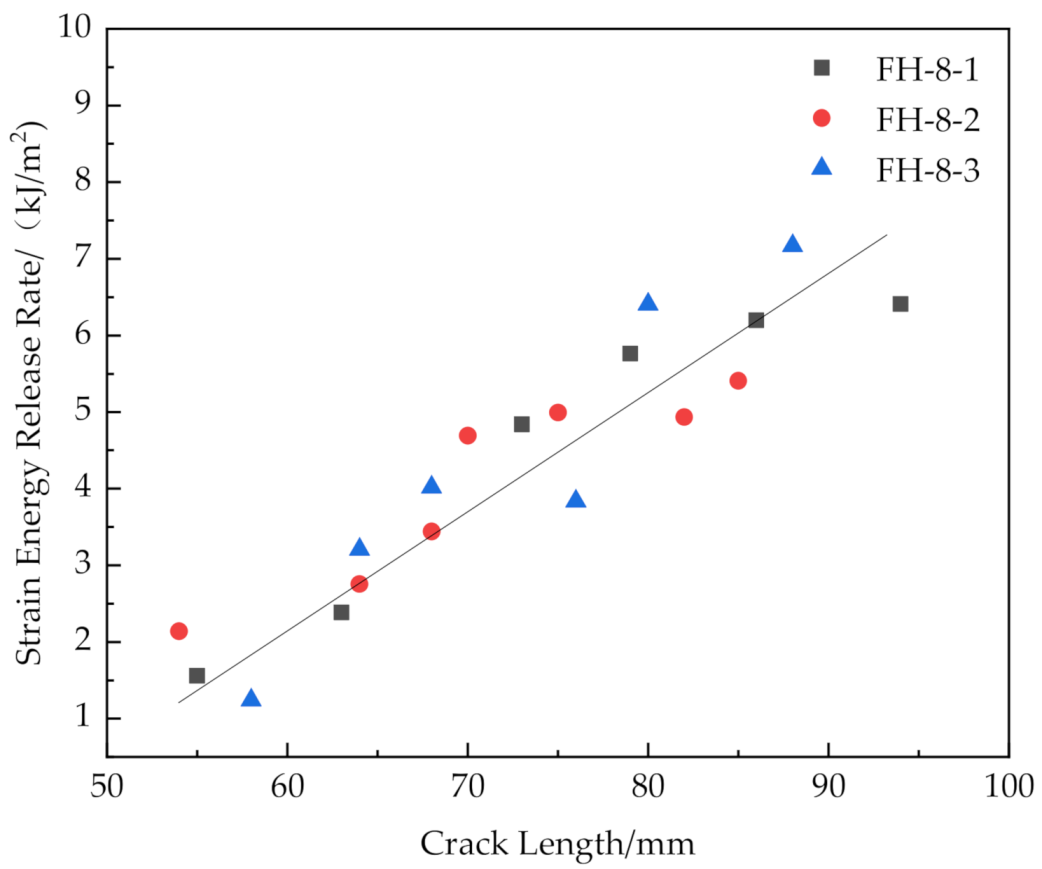
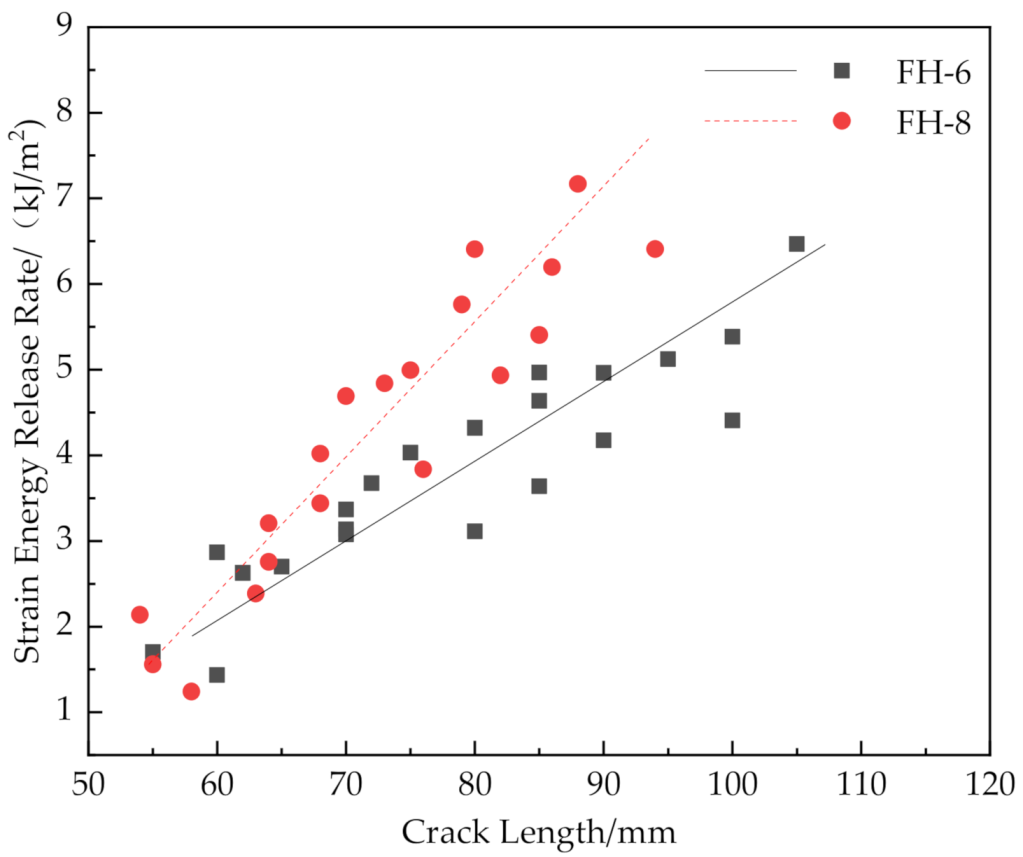
- The release rate of the critical strain energy for FH-10 was evenly distributed. The reason for this phenomenon was that the suture density was too low, and the adjacent resin columns could not share the pulling force effectively, so the resin column broke prematurely, and the fractured resin columns no longer affected the loading process after separation from the foam core. The release rate of critical strain energy for FH-6 and FH-8 were linearly distributed, and the absolute value and linear slope of the release rate of critical strain energy of FH-8 were higher, which was related to the high suture density of the FH-6 specimens.
- FH-8 specimens had the best suture toughening effect and the largest peak load. Its fracture displacement was also improved to a certain extent, compared with that for FH-0. Overall, FH-8 had the best performance in all aspects. Concerning the actual production of sutured sandwich structures, it should be noted that the suture density does not linearly improve the interfacial fracture toughness of the materials, but there is an optimal suture spacing value remains to be tested.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bi, G.; Yin, J.; Wang, Z.; Jia, Z. Micro Fracture Behavior of Composite Honeycomb Sandwich Structure. Materials 2021, 14, 135. [Google Scholar] [CrossRef]
- Zou, R.; Liu, H.; Lai, J.; Yu, S.; Chen, L. Numerical simulation and experiment of low-velocity impact on stitched foam core sandwich composites. Polym. Mater. Sci. Eng. 2016, 32, 96–102. [Google Scholar] [CrossRef]
- Li, Z.; Ma, J. Experimental Study on Mechanical Properties of the Sandwich Composite Structure Reinforced by Basalt Fiber and Nomex Honeycomb. Materials 2020, 13, 1870. [Google Scholar] [CrossRef] [PubMed]
- Lee, H.; Park, H. Study on Structural Design and Manufacturing of Sandwich Composite Floor for Automotive Structure. Materials 2021, 14, 1732. [Google Scholar] [CrossRef]
- Wang, K.; He, Q. Progress on study of key technologies for polymethacrylimide foam core sandwich lifecycle. Acta Mater. Compos. Sin. 2020, 37, 1805–1822. [Google Scholar] [CrossRef]
- Lai, J.; Ruan, J.; Wang, S. Study on flexural properties of sutured foam composites. Mater. Rep. 2020, 34, 18165–18170. [Google Scholar] [CrossRef]
- Chen, Q.; Linghu, T.; Gao, Y.; Wang, Z.; Liu, Y.; Du, R.; Zhao, G. Mechanical properties in glass fiber PVC-foam sandwich structures from different chopped fiber interfacial reinforcement through vacuum-assisted resin transfer molding (VARTM) processing. Compos. Sci. Technol. 2017, 144, 202–207. [Google Scholar] [CrossRef]
- Shan, H.; Xiao, J.; Chu, Q. Investigation on Bond-Slip Behavior of Z-Pin Interfaces in X-Cor® Sandwich Structures Using Z-Pin Pull-Out Test. Appl. Compos. Mater. 2018, 26, 299–316. [Google Scholar] [CrossRef]
- Pan, B.; Zhang, G.; Sun, Z.; Guo, W.; Wang, J.; Xiao, X. A new method for calculating of stitching reinforcement for composite laminates containing a large circular hole based on micromechanics. Acta Mater. Compos. Sin. 2019, 36, 1447–1456. [Google Scholar] [CrossRef]
- Pan, B.; Wang, J.; Zhang, G.; Guo, W.; Yu, G.; Zhu, Q. Equivalent model of stitching reinforcement on composite laminates with a large hole considering fiber damage. Acta Mater. Compos. Sin. 2019, 36, 347–355. [Google Scholar] [CrossRef]
- Li, N.; Tahar, M.B.; Aboura, Z.; Khellil, K. A dynamic analysis approach for identifying the elastic properties of unstitched and stitched composite plates. Compos. Struct. 2016, 152, 959–968. [Google Scholar] [CrossRef]
- Wang, C. Research on Interfacial Failure Behavior and Interfacial Toughness Enhancement of Foam Core Sandwich Composites; Dalian University of Technology: Dalian, China, 2012. [Google Scholar]
- Yudhanto, A.; Lubineau, G.; Ventura, I.A.; Watanabe, N.; Iwahori, Y.; Hoshi, H. Damage characteristics in 3D stitched composites with various stitch parameters under in-plane tension. Compos. Part A Appl. Sci. Manuf. 2015, 71, 17–31. [Google Scholar] [CrossRef]
- Yudhanto, A.; Watanabe, N.; Iwahori, Y.; Hoshi, H. Compression properties and damage mechanisms of stitched carbon/epoxy composites. Compos. Sci. Technol. 2013, 86, 52–60. [Google Scholar] [CrossRef]
- Zheng, X.; Sun, Q.; Li, Y.; Chai, Y.; Cao, Z. Mechanical behavior and damage tolerance tests of composites through-thickness stitched foam sandwich panels. Acta Mater. Compos. Sin. 2006, 23, 29–36. [Google Scholar] [CrossRef]
- Ji, S.; Li, M.; Sun, Z.; Zhang, Z.; Wang, X. Experimental study on the mechanical properties of sandwich composite reinforced by bias stitching and Z-pin inserting. Acta Mater. Compos. Sin. 2010, 27, 87–93. [Google Scholar] [CrossRef]
- Ma, J.; Yan, Y. Multi-scale simulation of stitched foam-core sandwich composites subjected to low-velocity impact. Acta Mater. Compos. Sin. 2013, 30, 230–235. [Google Scholar] [CrossRef]
- Francesconi, L.; Aymerich, F. Numerical simulation of the effect of stitching on the delamination resistance of laminated composites subjected to low-velocity impact. Compos. Struct. 2017, 159, 110–120. [Google Scholar] [CrossRef]
- Tan, K.T.; Watanabe, N.; Iwahori, Y. Finite element model for compression after impact behaviour of stitched composites. Compos. Part B Eng. 2015, 79, 53–60. [Google Scholar] [CrossRef]
- Glaessgen, E.H.; Sleight, D.W.; Krishnamurthy, T.; Raju, I.S. Analyses for Debonding of Stitched Composite Sandwich Structures Using Improved Constitutive Models. Am. Inst. Aeronaut. Astronaut. 2001, 1279. [Google Scholar] [CrossRef] [Green Version]
- Funari, M.F.; Greco, F.; Lonetti, P. Sandwich panels under interfacial debonding mechanisms. Compos. Struct. 2018, 203, 310–320. [Google Scholar] [CrossRef]
- Feldfogel, S.; Rabinovitch, O. Evolution and stability of tile detachment—Experiments and modeling. Int. J. Solids Struct. 2020, 210–211, 145–161. [Google Scholar] [CrossRef]
- Yang, L.Y. Study on the influence of different stitching methods on mechanical properties of stitched composites. Compos. Sci. Eng. 2018, 99–103. [Google Scholar] [CrossRef]
- ASTM D5528-13. Standard Test Method for Mode I Interlaminar Fracture Toughness of Unidirectional Fiber-Reinforced Polymer Matrix Composites; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Almansour, F.A.; Dhakal, H.N.; Zhang, Z.Y. Effect of water absorption on Mode I interlaminar fracture toughness of flax/basalt reinforced vinyl ester hybrid composites. Compos. Struct. 2017, 168, 813–825. [Google Scholar] [CrossRef] [Green Version]






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, Y.; Zhu, J.; Wang, J.; Wu, Y. Interfacial Failure in Stitched Foam Sandwich Composites. Materials 2021, 14, 2275. https://doi.org/10.3390/ma14092275
Hu Y, Zhu J, Wang J, Wu Y. Interfacial Failure in Stitched Foam Sandwich Composites. Materials. 2021; 14(9):2275. https://doi.org/10.3390/ma14092275
Chicago/Turabian StyleHu, Yue, Jun Zhu, Jihui Wang, and Yibo Wu. 2021. "Interfacial Failure in Stitched Foam Sandwich Composites" Materials 14, no. 9: 2275. https://doi.org/10.3390/ma14092275