
Evolution of Microstructure and Mechanical Properties of LM25–HEA Composite Processed through Stir Casting with a Bottom Pouring System

 , , ,
, , ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
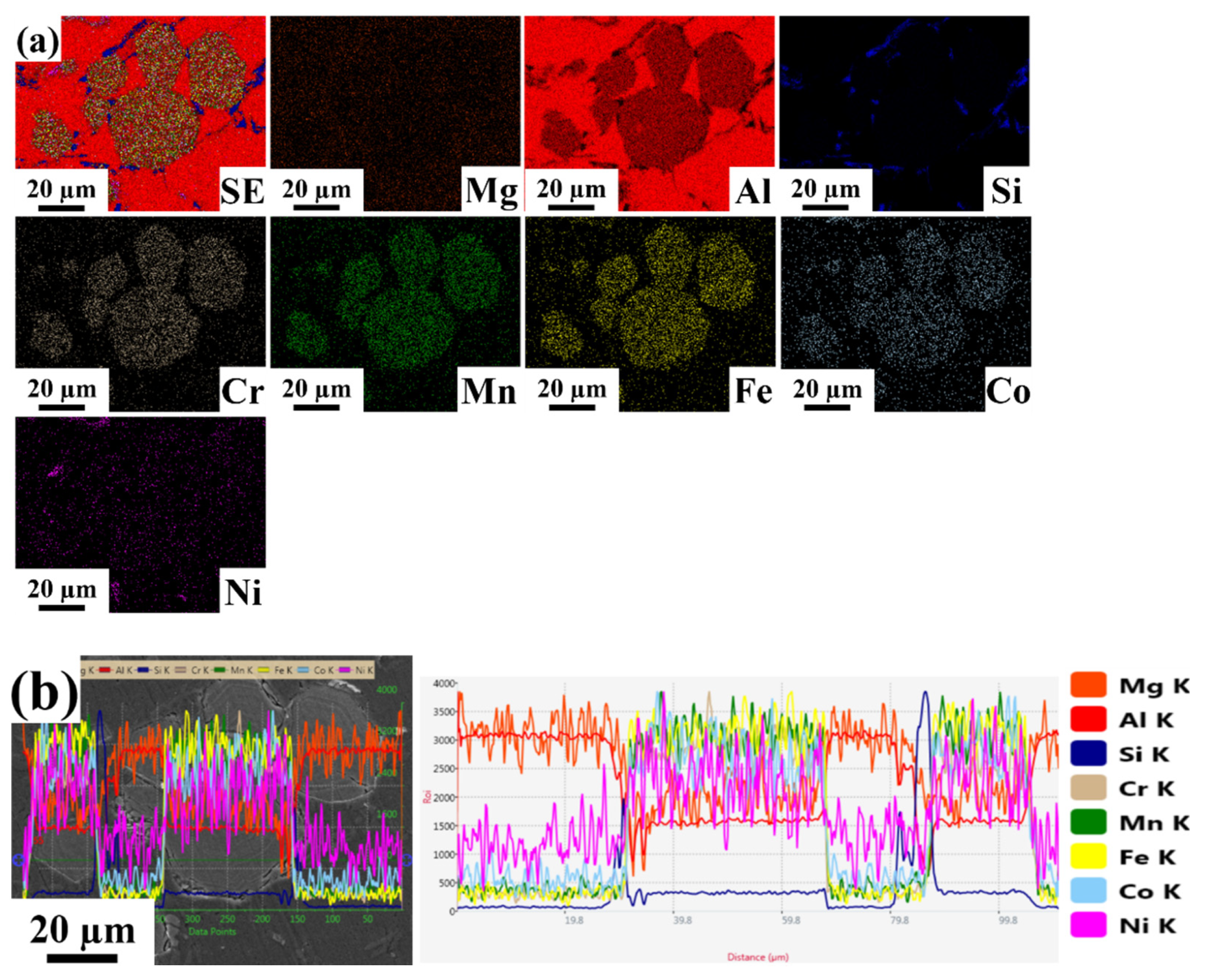
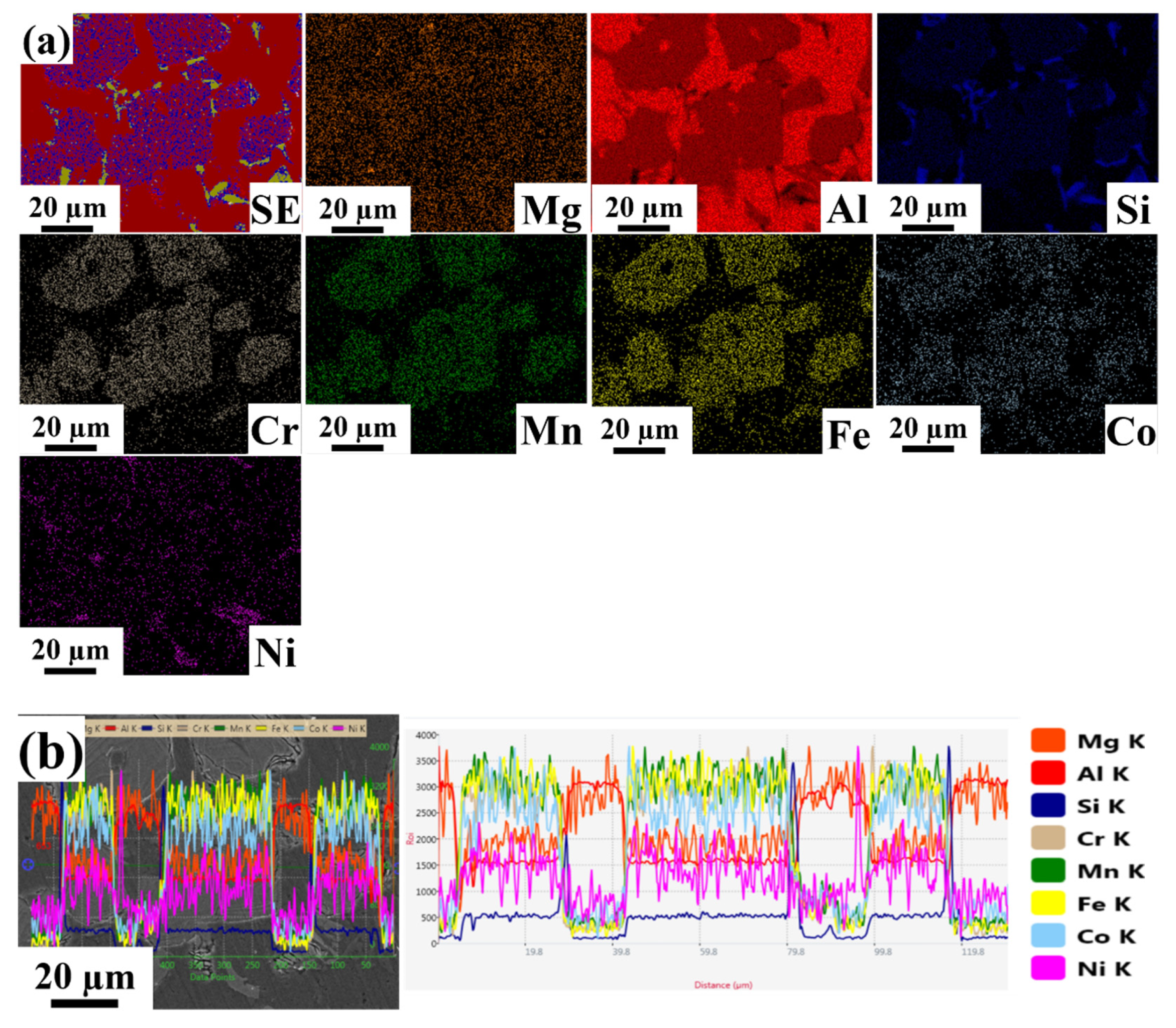
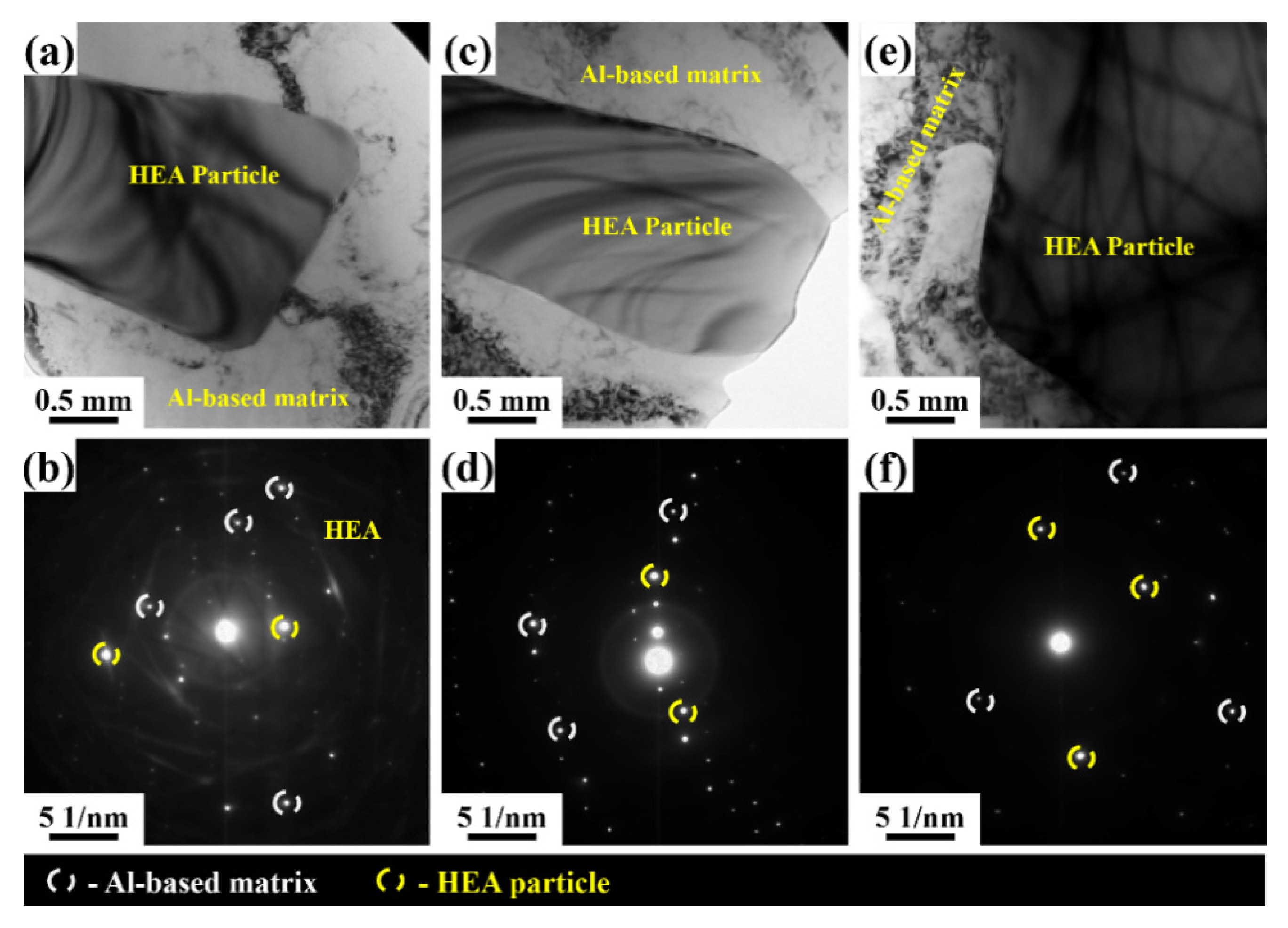
3.1. Evolution of Microstructure
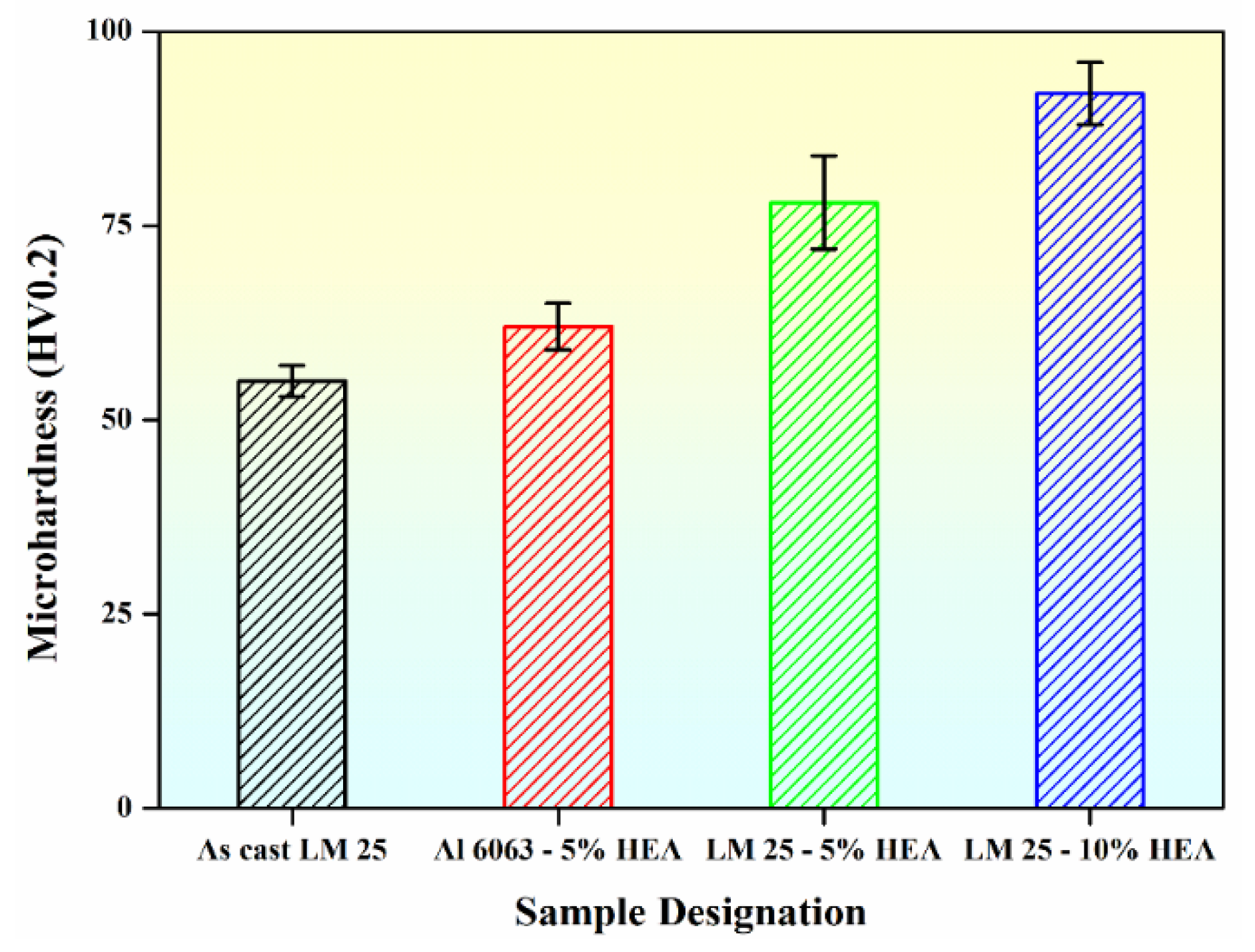
3.2. Microhardness Studies
3.3. X-ray Diffraction Analysis
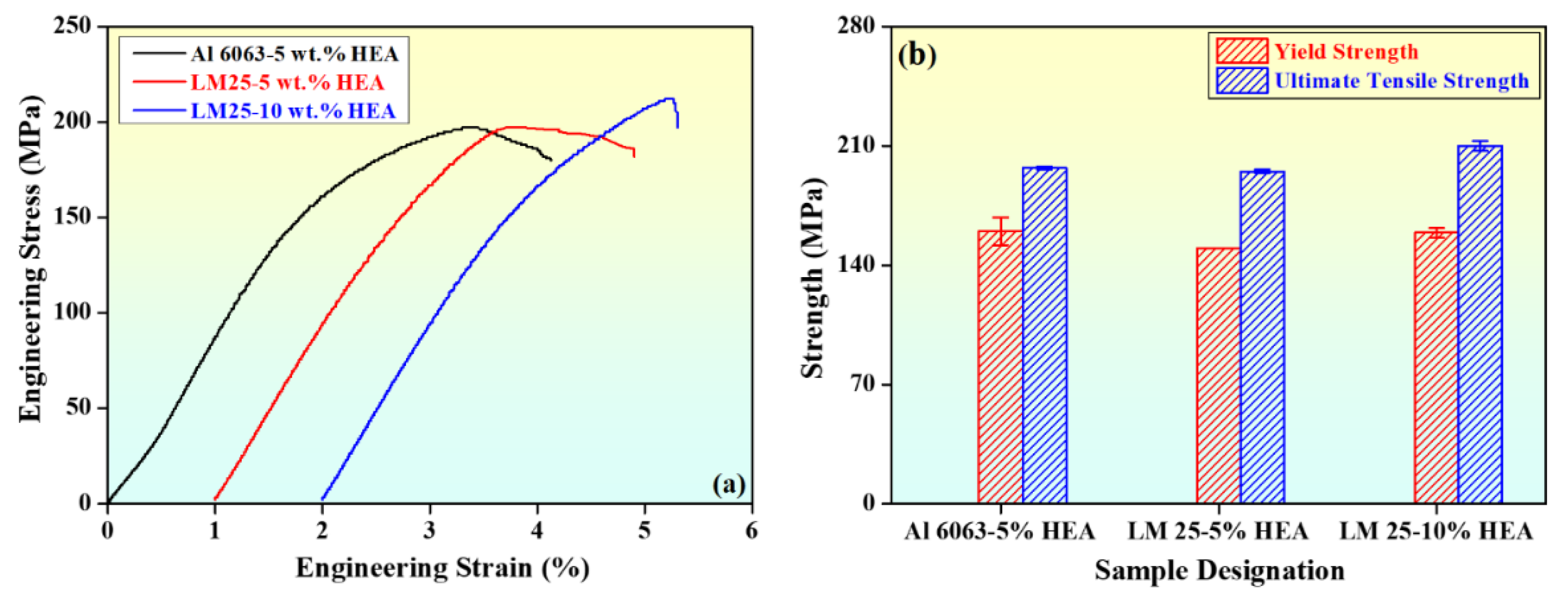
3.4. Mechanical Properties
3.5. Fractography
4. Conclusions
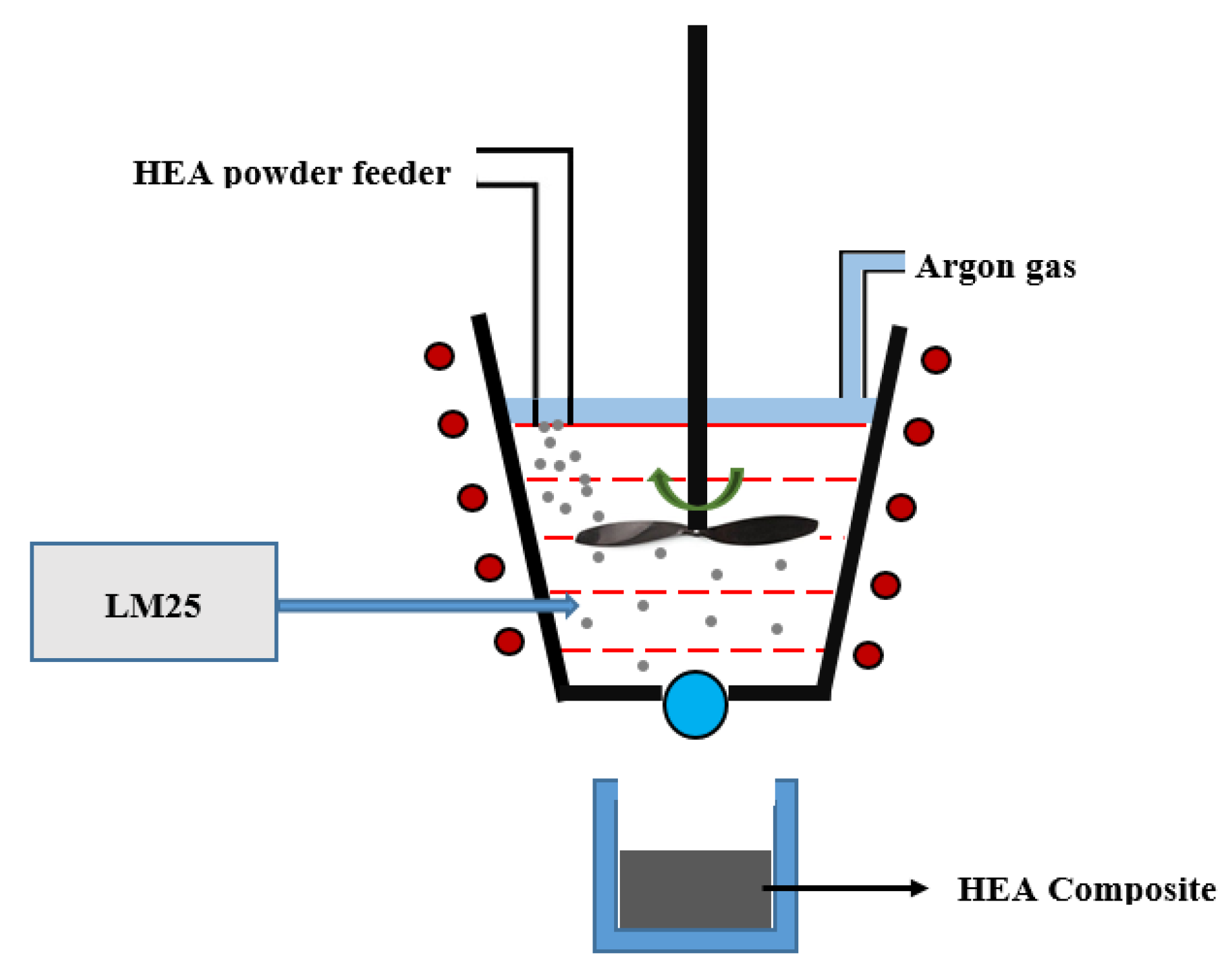
- Al 6063 and LM25 matrix composites reinforced with CoCrFeMnNi HEA particles were fabricated through stir casting with a bottom pouring system.
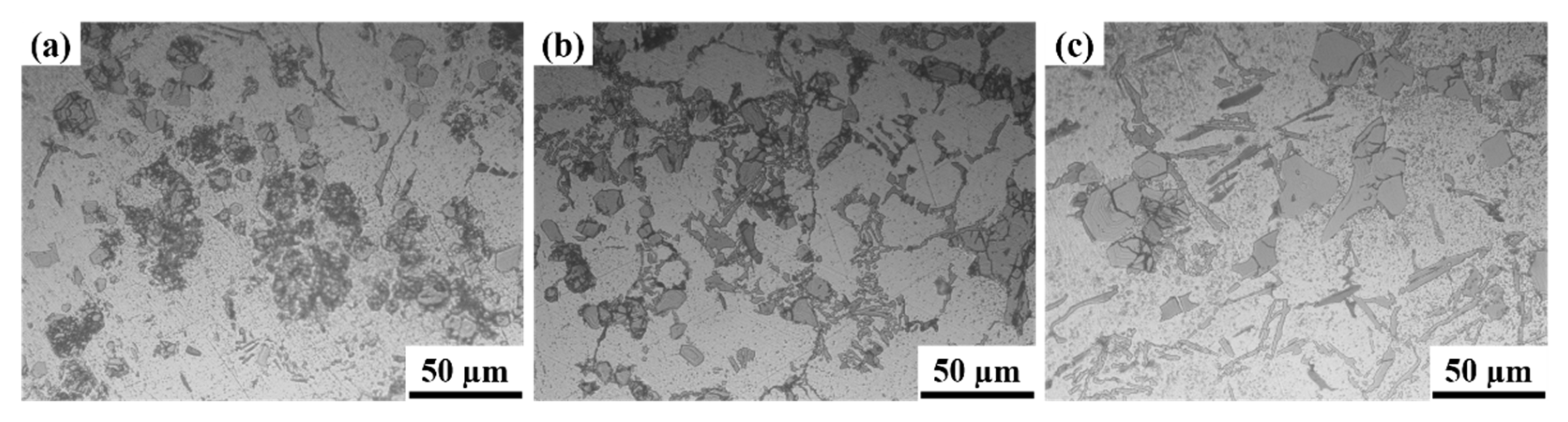
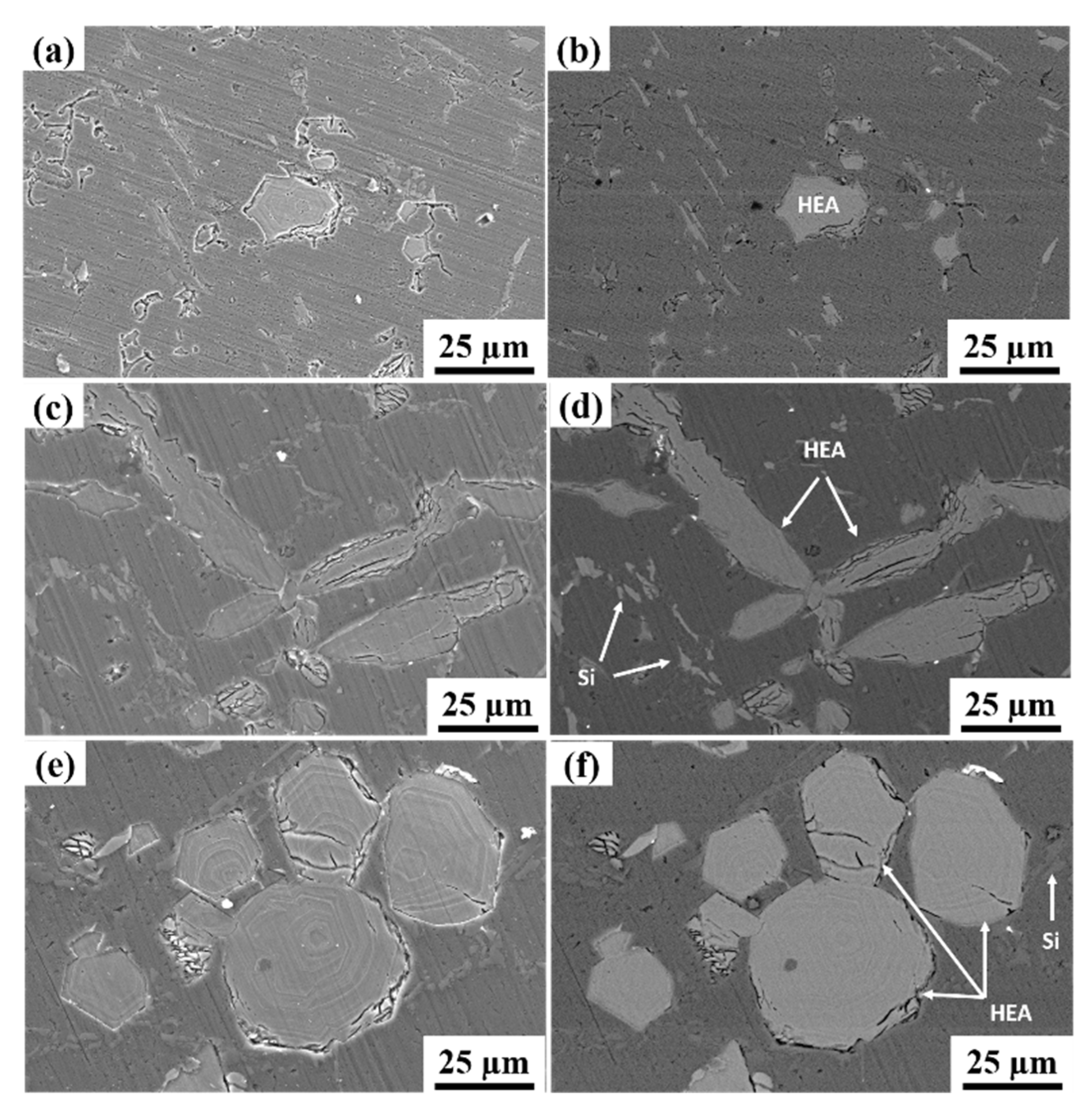
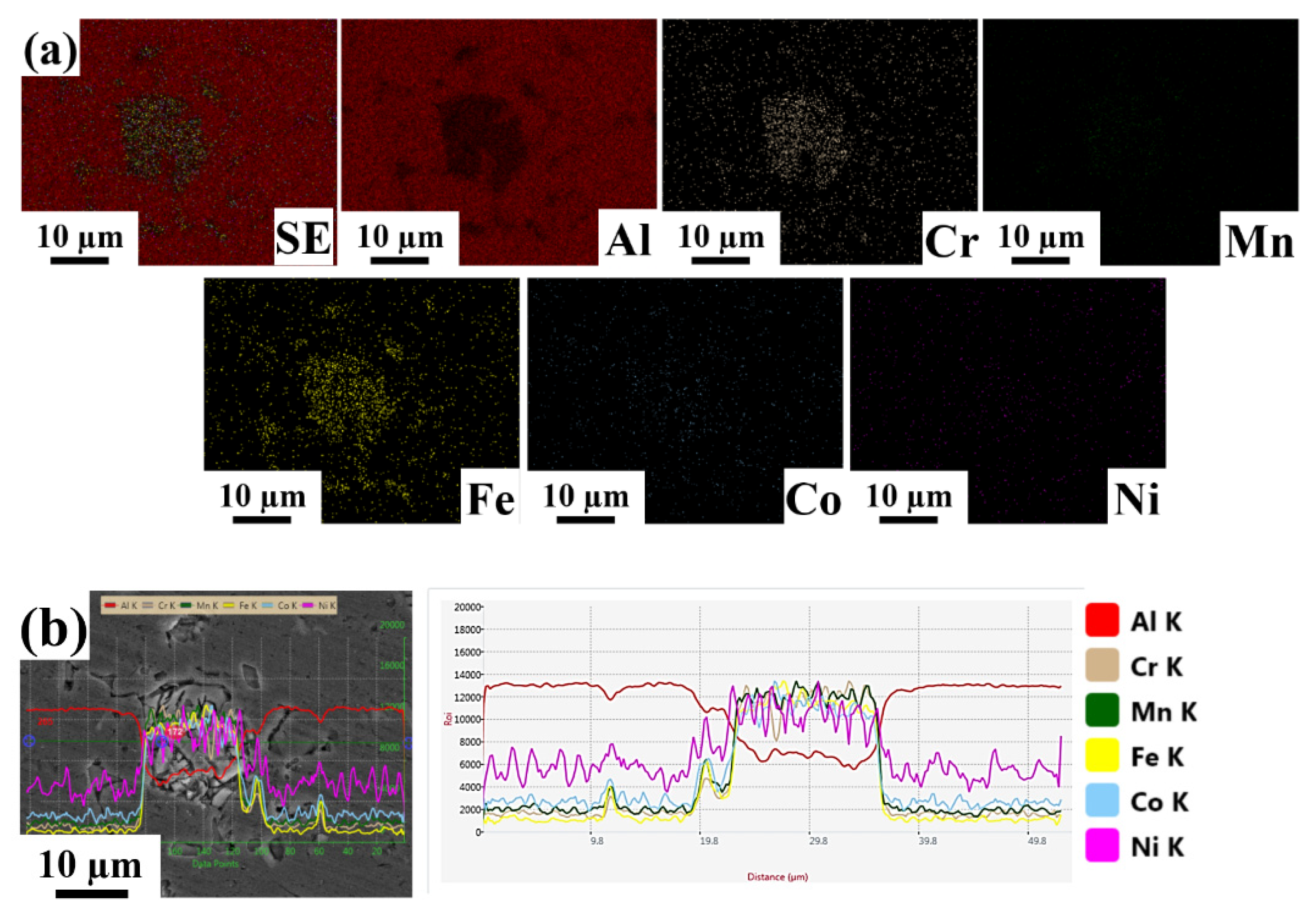
- Optical and scanning electron microscopy images revealed that the reinforcement particles were distributed homogeneously.
- From XRD phase analysis, two different phases were observed. The peaks with higher intensities were identified as the FCC phase and correspond to Al. The peaks with significantly lower intensities correspond to the reinforced HEA particles and have a BCC structure.
- Some mechanical properties, such as microhardness, yield strength, and ultimate tensile strength, were increased with increased HEA reinforcement content. However, ductility was decreased with an increase in HEA reinforcement content.
- As HEA content was increased, the fracture surface revealed a cleavage plane and a significant reduction in the number of dimples, corroborating the mechanical test results.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rack, H.J. Processing and Properties of Powder Metallurgy Composites; The Metallurgical Society: Warrendale, PA, USA, 1988; pp. 155–156. [Google Scholar]
- Yadav, P.; Ranjan, A.; Kumar, H.; Mishra, A.; Yoon, J. A Contemporary Review of Aluminium MMC Developed through Stir-Casting Route. Materials 2021, 14, 6386. [Google Scholar] [CrossRef] [PubMed]
- Suryanarayana, C. Mechanical alloying and milling. J. Prog. Mater. Sci 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Ni, D.R.; Geng, L.; Zhang, J.; Zheng, Z.Z. Effect of B4C particle size on microstructure of in situ titanium matrix composites prepared by reactive processing of Ti-B4C system. Scr. Mater. 2006, 55, 429–432. [Google Scholar] [CrossRef]
- Guo, X.L.; Guo, Q.; Nie, J.H.; Liu, Z.Y.; Li, Z.Q.; Fan, G.L.; Xiong, D.B.; Su, Y.S.; Fan, J.Z.; Zhang, D. Particle size effect on the interfacial properties of SiC particle-reinforced Al-Cu-Mg composites. Mater. Sci. Eng. A 2018, 711, 643–649. [Google Scholar] [CrossRef]
- Beaumont, F.V. Aluminium P/M: Past, present and future. Int. J. Powder Metal. 2000, 36, 41–44. [Google Scholar]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured high-entropy alloys with multi principal elements-novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Chen, J.; Niu, P.Y.; Liu, Y.Z.; Lu, Y.K.; Wang, X.H.; Peng, Y.L.; Liu, J.N. Effect of Zr content on microstructure and mechanical properties of AlCoCrFeNi high entropy alloy. Mater. Des. 2016, 94, 39–44. [Google Scholar] [CrossRef]
- Chen, J.; Zhou, X.Y.; Wang, W.L.; Liu, B.; Lv, Y.K.; Yang, W.; Xu, D.; Liu, Y. A review on fundamental of high-entropy alloys with promising high-temperature properties. J. Alloys Compd. 2018, 760, 15–30. [Google Scholar] [CrossRef]
- Cheng, C.Y.; Yang, Y.C.; Zhong, Y.Z.; Chen, Y.Y.; Hsu, T.; Yeh, J.W. Physical metallurgy of concentrated solid solutions from low-entropy to high-entropy alloys. Curr. Opin. Solid State Mater. Sci. 2017, 21, 299–311. [Google Scholar] [CrossRef]
- Wang, Z.W.; Yuan, Y.B.; Zheng, R.X.; Ameyama, K.; Ma, C.I. Microstructures and mechanical properties of extruded 2024 aluminum alloy reinforced by FeNiCrCoAl3 particles. Trans. Nonferrous Met. Soc. China 2014, 24, 2366–2373. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, J.; Li, Z.; Wang, X.; Fan, X.; Liu, J. Formation of transition layer and its effect on mechanical properties of AlCoCrFeNi high-entropy alloy/Al composites. J. Alloys Compd. 2019, 780, 558–564. [Google Scholar] [CrossRef]
- Meng, G.; Yue, T.M.; Lin, X.; Yang, H.; Xie, H.; Ding, X. Laser surface forming of AlCoCrCuFeNi particle reinforced AZ91D matrix composites. Opt. Laser Technol. 2015, 70, 119–127. [Google Scholar] [CrossRef]
- Chen, J.; Niu, P.; Wei, T.; Hao, L.; Liu, Y.; Wang, X.; Peng, Y. Fabrication and mechanical properties of AlCoNiCrFe high-entropy alloy particle reinforced Cu matrix composites. J. Alloys Compd. 2015, 649, 630–634. [Google Scholar] [CrossRef]
- Ananiadis, E.; Argyris, K.T.; Matikas, T.E.; Sfikas, A.K.; Karantzalis, A.E. Microstructure and corrosion performance of aluminium matrix composites reinforced with refractory high-entropy alloy particulates. Appl. Sci. 2021, 11, 1300. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, J.; Li, Z.; Wang, X.; Zhang, P.; Liu, J. AlCoCrFeNi high entropy alloy reinforced Ci-based composite with thigh strength and ductility after hot extrusion. Vacuum 2021, 184, 109882. [Google Scholar] [CrossRef]
- Chen, H.; Lu, T.; Wang, Y.; Lium, Y.; Shi, T.; Prashanth, K.G.; Kosiba, K. Laser additive manufacturing of nano-TiC particles reinforced CoCrFeMnNi high-entropy alloy matrix composites with high strength and ductility. Mater. Sci. Eng. A 2022, 833, 142512. [Google Scholar] [CrossRef]
- Lu, T.; Chen, W.; Li, Z.; He, T.; Li, B.; Li, R.; Fu, Z.; Scudino, S. Processing of mechanical properties of fine grained Al matrix composites reinforced with a uniform dispersion of nanocrystalline high-entropy alloy particles. J. Alloys Compd. 2019, 801, 473–477. [Google Scholar] [CrossRef]
- Wang, N.; Wang, S.; Liu, G.; Zhang, Y.; Zhao, K.; Ren, B.; Wang, Y. In situ high-entropy solid solution and ceramic particles co-reinforced Ni-based composites with outstanding strength-ductility synergy and good pitting resistance. Mater. Sci. Eng. A 2021, 806, 140842. [Google Scholar] [CrossRef]
- Yuan, Z.; Tian, W.; Li, F.; Fu, Q.; Hu, Q.; Wang, X. Microstructure and properties of high-entropy alloy reinforced aluminum matrix composites by spark plasma sintering. J. Alloys Compd. 2019, 806, 901–908. [Google Scholar] [CrossRef]
- Scudino, S.; Liu, G.; Prashanth, K.G.; Bartusch, B.; Surreddi, K.B.; Murty, B.S.; Eckert, J. Mechanical properties of Al-based metal matrix composites reinforced with Zr-based glassy particles produced by powder metallurgy. Acta Mater. 2009, 57, 2029–2039. [Google Scholar] [CrossRef]
- Ali, F.; Scudino, S.; Liu, G.; Srivastava, V.C.; Mukhopadhyayay, N.K.; Khoshkhoo, M.S.; Prashanth, K.G.; Uhlenwinkel, V.; Calin, M.; Eckert, J. Modeling the strengthening effect of Al-Cu-Fe quasicrystalline particles in Al-based metal matrix composites. J. Alloys Compd. 2012, 536, S130–S133. [Google Scholar] [CrossRef]
- Wang, Z.; Prashanth, K.G.; Scudino, S.; Chaubey, A.K.; Sordelet, D.J.; Zhang, W.W.; Li, Y.Y.; Eckert, J. Tensile properties of Al matrix composites reinforced with in situ devitrified Al84Gd6Ni7Co3 glassy particles. J. Alloys Compd. 2014, 586, S419–S422. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Chaubey, A.K.; Loeber, L.; Wang, P.; Attar, H.; Schimansky, F.P.; Pyczak, F.; Eckert, J. Processing of Al-12Si-TNM composites by selective laser melting and evaluation of compressive and wear properties. J. Mater. Res. 2016, 31, 55–65. [Google Scholar] [CrossRef] [Green Version]
- Attar, H.; Loeber, L.; Funk, A.; Calin, M.; Zhang, L.C.; Prashanth, K.G.; Scudino, S.; Zhang, Y.S.; Eckert, J. Mechanical behavior of porous commercially pure Ti and Ti-TiB composite materials manufactured by selective laser melting. Mater. Sci. Eng. A 2015, 625, 350–356. [Google Scholar] [CrossRef]
- Lekatou, A.; Sfikas, A.K.; Karantzalis, A.E.; Sioulas, D. Microstructure and corrosion performance of Al-32% Co alloys. Corros. Sci. 2012, 63, 193–209. [Google Scholar] [CrossRef]
- Karthik, G.M.; Panikar, S.; Ram, G.D.J.; Kottada, R.S. Additive manufacturing of an aluminum matrix composite reinforced with nanocrystalline high entropy alloy particles. Mater. Sci. Eng. A 2017, 679, 193–203. [Google Scholar] [CrossRef]
- Yang, X.; Dong, P.; Yan, Z.; Cheng, B.; Zhai, X.; Chen, H.; Zhang, H.; Wang, W. AlCoCrFeNi high-entropy alloy particle reinforced 5083Al matrix composites with fine grain structure fabricated by submerged friction stir processing. J. Alloys Comp. 2020, 836, 155411. [Google Scholar] [CrossRef]
- Najafi, S.; Eivani, A.R.; Samaee, M.; Jafarian, H.R.; Zhou, J. A Comprehensive investigation of the strengthening effects of dislocations, texture and low and high angle grain boundaries in ultrafine grained AA6063 aluminum alloy. Mater. Charact. 2018, 136, 60–68. [Google Scholar] [CrossRef] [Green Version]
- Praveen Kumar, K.; Gopi Krishna, M.; Babu Rao, J.; Bhargava, N.R.M.R. Fabrication and characterization of 2024 aluminium—High entropy alloy composites. J. Alloys Compd. 2015, 640, 421–427. [Google Scholar] [CrossRef]
- Bhargava, N.R.M.R.; Samajdar, I.; Ranganathan, S.; Surappa, M.K. Role of cold work and SiC reinforcements on the β’/β precipitation in Al-10Mg alloy. Met. Mater. Trans. A 1998, 29A, 2835–2842. [Google Scholar] [CrossRef]
- Krishna, N.N.; Tejas, R.; Sivaprasad, K.; Venkateswarlu, K. Study on cryorolled Al–Cu alloy using X-ray diffraction line profile analysis and evaluation of strengthening mechanisms. Mater. Des. 2013, 52, 785–790. [Google Scholar] [CrossRef]
- Kumar, P.R.S.; Kumaran, S.; Rao, T.S.; Siva Prasad, K. Microstructure and mechanical properties of fly ash particles reinforced AA6061 composites produced by press and extrusion. Trans. Indian Inst. Met. 2009, 62, 559–566. [Google Scholar] [CrossRef]
- Li, Q.; Bao, X.; Zhao, S.; Zhu, Y.; Lan, Y.; Feng, X.; Zhang, Q. The influence of AlFeNiCrCoTi high-entropy alloy on microstructure, mechanical properties and tribological behaviors of aluminum matrix composites. Int. J. Met. Cast. 2021, 15, 281–291. [Google Scholar] [CrossRef]
- Schuh, B.; Mendez-Martin, F.; Volker, B.; George, E.P.; Clemens, H.; Rippan, R.; Hohenwarter, A. Mechanical properties, microstructure and thermal stability of a nanocrystalline CoCrFeMnNi high-entropy alloy after severe plastic deformation. Acta Mater. 2015, 96, 258–268. [Google Scholar] [CrossRef] [Green Version]
- Wang, N.; Wu, B.; Wu, W.; Li, J.; Ge, C.; Dong, Y.; Zhang, L.; Wang, Y. Microstructure and properties of aluminium-high entropy alloy composites fabricated by mechanical alloying and spark plasma sintering. Mater. Today Commun. 2020, 25, 101366. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Crystallite Size (nm) | Dislocation Density (m−2) | Lattice Strain |
|---|---|---|---|
| Al6063–5 wt.% HEA | 36 ± 0.45 | 1.59 × 1015 | 0.1663 |
| LM25–5 wt.% HEA | 37 ± 0.36 | 1.28 × 1015 | 0.1395 |
| LM–10 wt.% HEA | 35 ± 0.86 | 1.75 × 1015 | 0.2114 |
| Condition | Microhardness (HV0.20) | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|---|
| As Cast LM25 | 55 ± 2 | 86 ± 2 | 130 ± 2 | 8 ± 0.4 |
| Al6063–5 wt.% HEA | 62 ± 3 | 160 ± 8 | 197 ± 1 | 4 ± 0.9 |
| LM25–5 wt.% HEA | 78 ± 6 | 150 ± 2 | 195 ± 1 | 3 ± 0.9 |
| LM–10 wt.% HEA | 92 ± 4 | 159 ± 3 | 210 ± 3 | 3 ± 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chinababu, M.; Naga Krishna, N.; Sivaprasad, K.; Prashanth, K.G.; Bhaskara Rao, E. Evolution of Microstructure and Mechanical Properties of LM25–HEA Composite Processed through Stir Casting with a Bottom Pouring System. Materials 2022, 15, 230. https://doi.org/10.3390/ma15010230
Chinababu M, Naga Krishna N, Sivaprasad K, Prashanth KG, Bhaskara Rao E. Evolution of Microstructure and Mechanical Properties of LM25–HEA Composite Processed through Stir Casting with a Bottom Pouring System. Materials. 2022; 15(1):230. https://doi.org/10.3390/ma15010230
Chicago/Turabian StyleChinababu, Mekala, Nandivelegu Naga Krishna, Katakam Sivaprasad, Konda Gokuldoss Prashanth, and Eluri Bhaskara Rao. 2022. "Evolution of Microstructure and Mechanical Properties of LM25–HEA Composite Processed through Stir Casting with a Bottom Pouring System" Materials 15, no. 1: 230. https://doi.org/10.3390/ma15010230
APA StyleChinababu, M., Naga Krishna, N., Sivaprasad, K., Prashanth, K. G., & Bhaskara Rao, E. (2022). Evolution of Microstructure and Mechanical Properties of LM25–HEA Composite Processed through Stir Casting with a Bottom Pouring System. Materials, 15(1), 230. https://doi.org/10.3390/ma15010230