
Analysing the Interaction between Microscopic Deformation, Microstructure and Void Evolution of Near-α Titanium Alloys during Non-Superplastic Hot Deformation by an Integrated Crystal Plasticity Finite Element Model


 ,
,  ,
,
Abstract
:1. Introduction
2. Integrated Crystal Plasticity Finite Element Model
2.1. Material Characterisation and Polycrystalline Model
2.2. Constitutive Model of Titanium Alloy during Non-Superplastic Hot Deformation
2.2.1. Kinetic Equation of Dislocation Motion
2.2.2. Kinetic Equation of Grain Boundary Sliding
2.2.3. Model of Dynamic Recrystallisation
2.2.4. Model of Void Evolution
2.3. Parameter Determination
3. Results
3.1. Model Verification
3.2. Microscopic Heterogeneous Deformation
3.3. Dynamic Recrystallisation
3.4. Void Evolution
3.5. Effect of Hot Deformation Conditions on Microscopic Deformation
4. Discussion
4.1. Transformative Accommodation Mechanisms of GBS
4.2. Transformative Mechanisms of Microstructure Evolution
4.3. Methods to Improve the Macroscopic Plastic Formability
5. Conclusions
- (1)
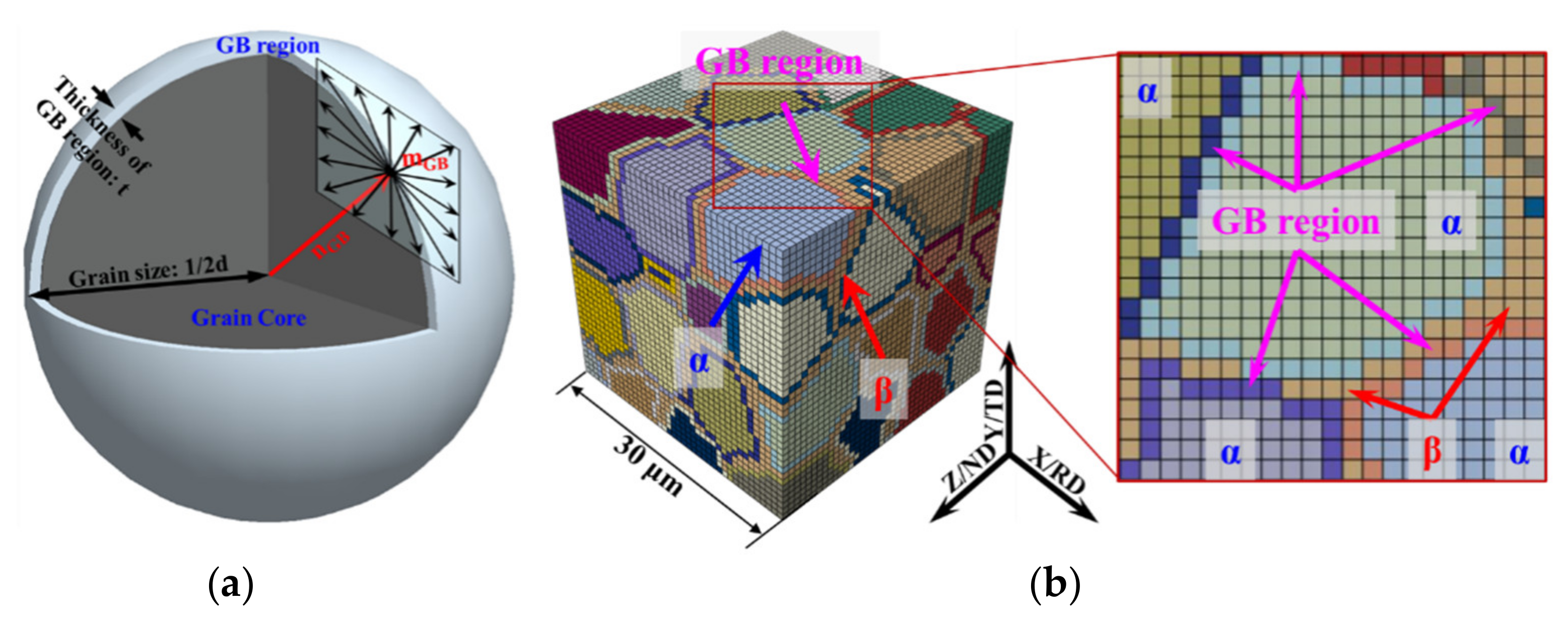
- Based on the actual equiaxed microstructure of a near-α TA15 titanium alloy, the polycrystalline finite element model was established, containing the α phase, β phase and grain boundary (GB) region, in which the GB region was a visualised representation of GBS. A physics-based GBS model was established, in which the normal direction of the motion plane of GB dislocations was the direction vector from the central point of the grain to the points in the GB region.
- (2)
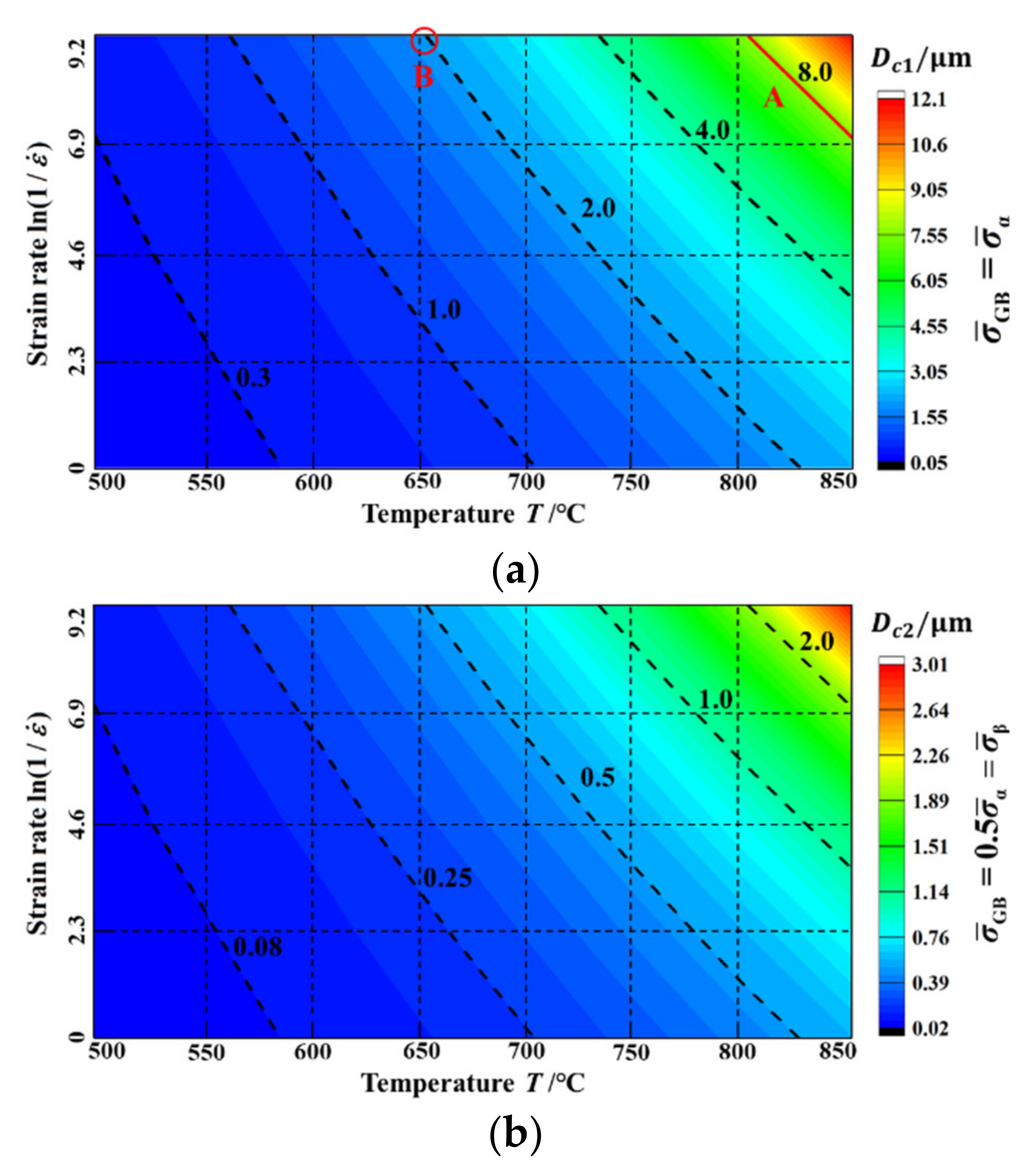
- The quantitative strength ratio between the GB regions and α phase was calculated based on the Zener–Holloman parameter Z and grain size, which determined the subsequent microscopic deformation. With the decrease in parameter Z or grain size, the strength ratio gradually decreased. Moreover, under the certain non-superplastic hot deformation condition, there is always a critical grain size that makes the strength of the GB regions equal to that of the α phase, which increases with the decreased parameter Z.
- (3)
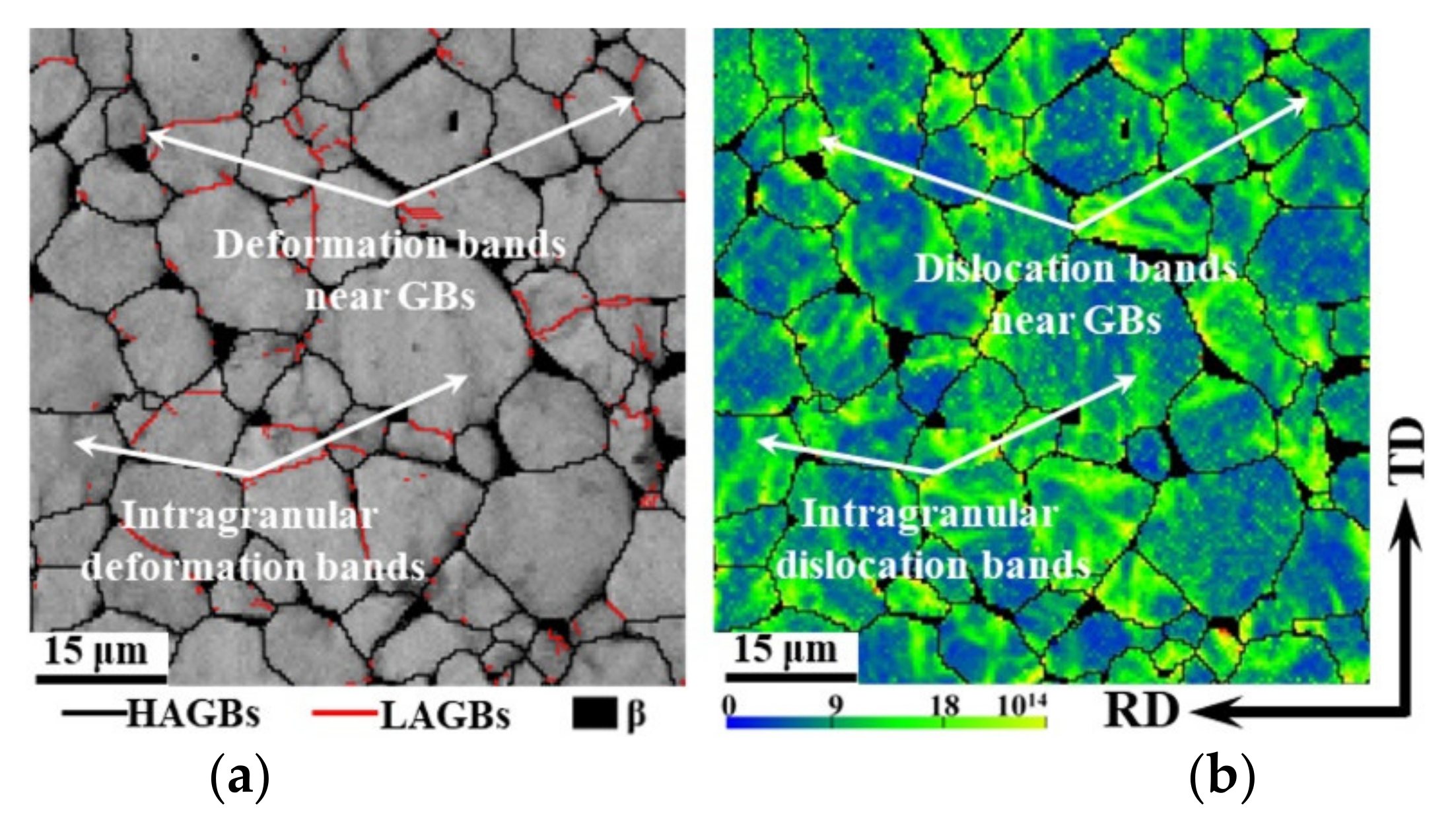
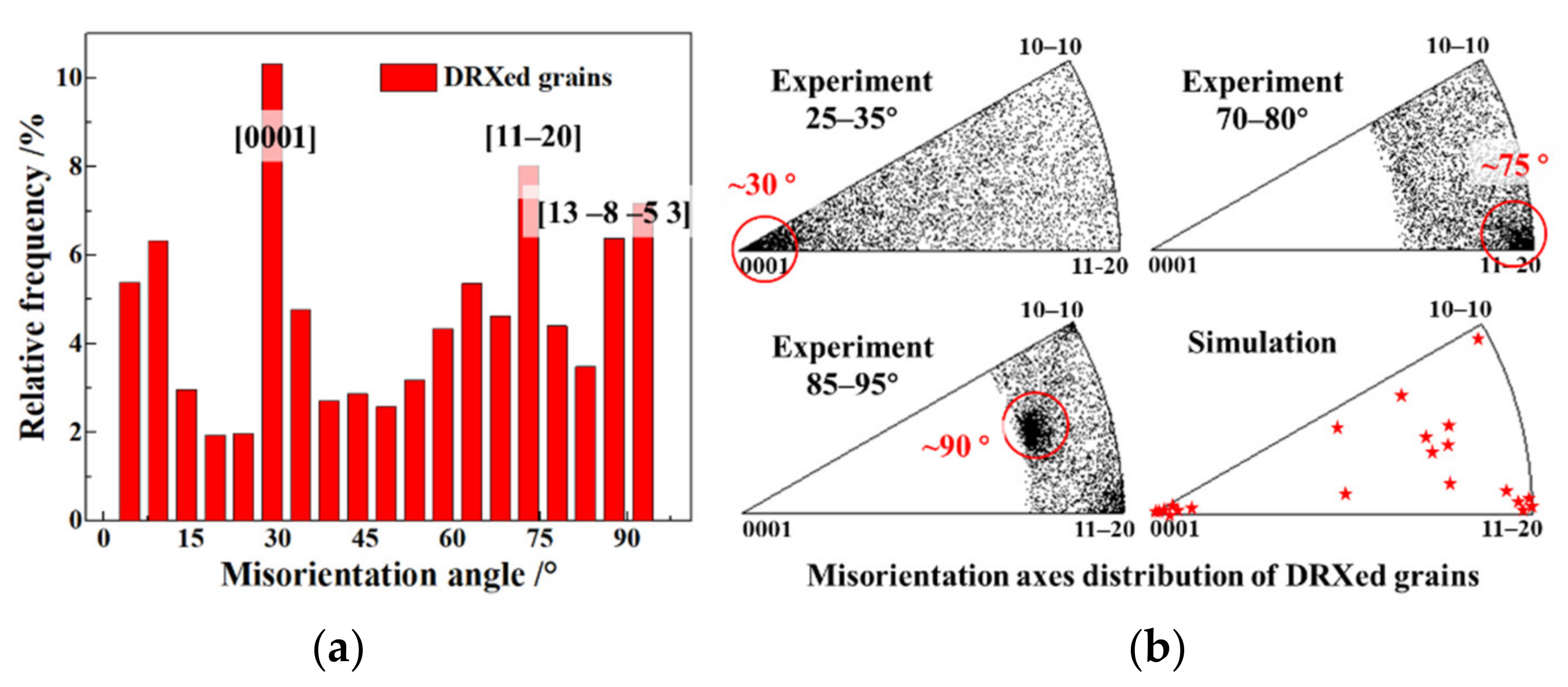
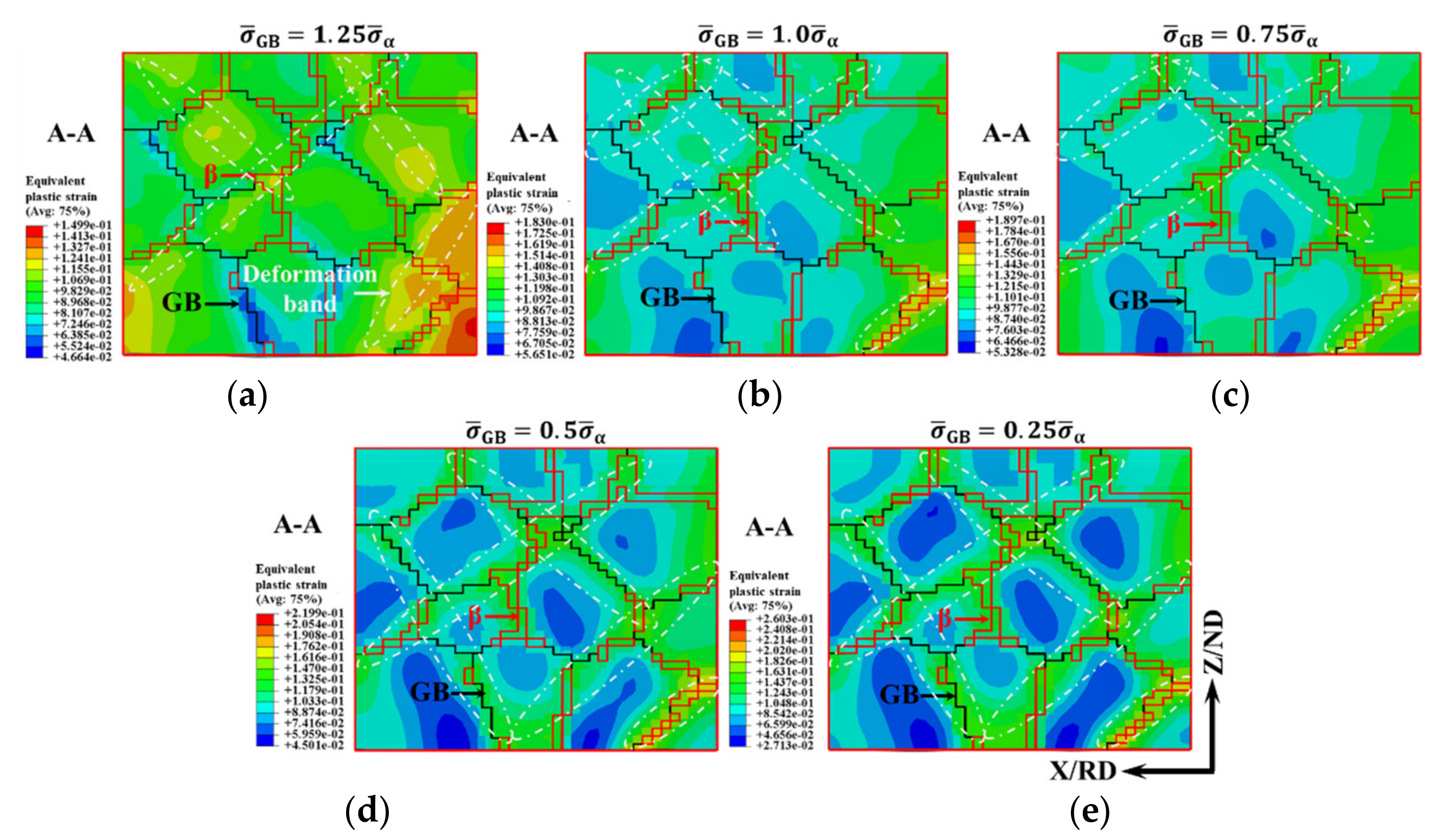
- When the strength of the GB regions is greater than that of the α phase, there are three high strain regions: the β phase region, the intragranular deformation bands through the most favourable slipping (namely, prismatic slipping) and the deformation bands near the GBs through the multiple prismatic, basal and pyramidal-1 slipping. The multiple slipping near the GBs determines the GB misorientations of the following discontinuous DRXed grains, namely [0001] 30°, [0] 75° and [] 90°.
- (4)
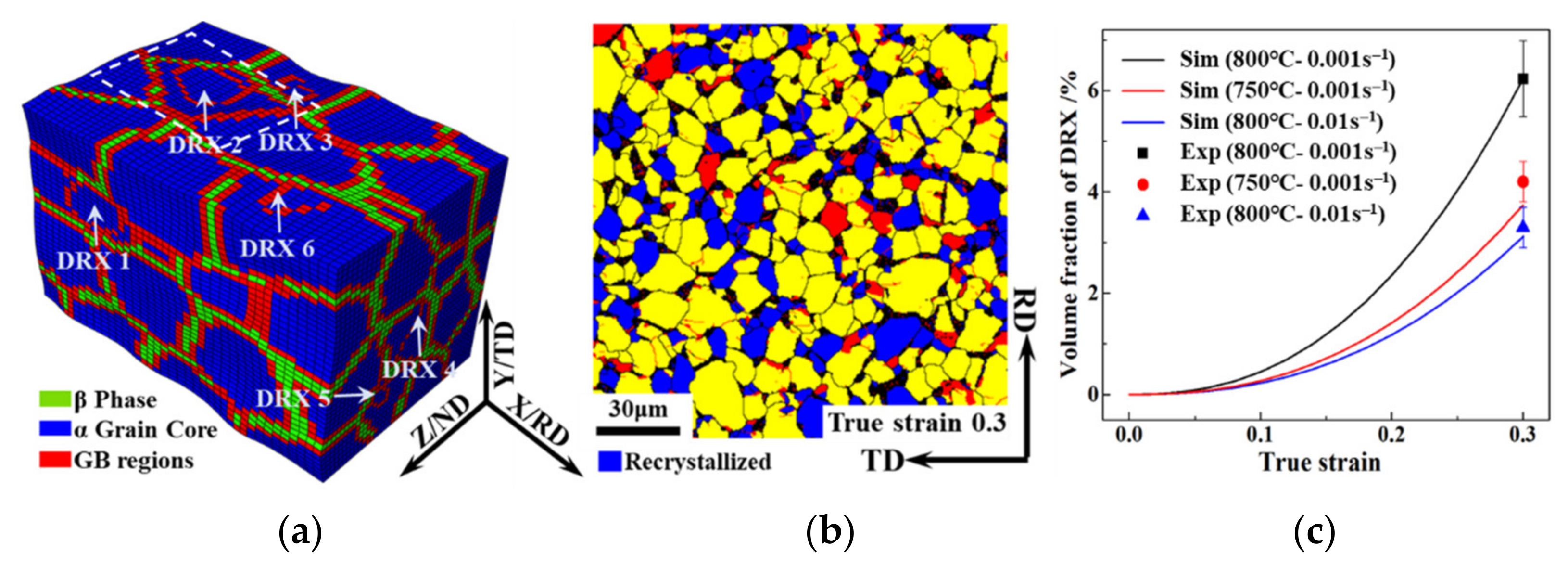
- The dislocation motion accommodating GBS fall into two categories: intragranular dislocation activities and that near the GBs. When the strength of the GB regions is greater than that of the α phase, the activated dislocations pile up inside the grain, which promote the continuous DRX. In turn, the dislocations travel across the grain interior. The average thickness of the accommodating regions near the GBs decreases with the decreasing parameter Z or grain size.
- (5)
- In order to improve the macroscopic plastic formability of difficult-to-form titanium alloys during non-superplastic hot deformation, the control methods of initial microstructure, for example, refining phase/grain size, introducing substantial deformed structures and isothermal hydrogenation treatment can be performed. In addition, fast heating can suppress the grain growth and martensite transformation, and a loading path with controllable variable–parameter Z can suppress damage behaviour by the stimulative DRX behaviour, which all enhance the formability.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, K.; Kopec, M.; Chang, S.; Qu, B.; Liu, G. Enhanced formability and forming efficiency for two-phase titanium alloys by Fast light Alloys Stamping Technology (FAST). Mater. Des. 2020, 194, 108948. [Google Scholar] [CrossRef]
- Liu, G.; Dang, K.; Wang, K.; Zhao, J. Progress on rapid hot gas forming of titanium alloys: Mechanism, modelling, innovations and applications. Proc. Manuf. 2020, 50, 265–270. [Google Scholar] [CrossRef]
- Wang, K.; Wang, L.; Zheng, K.; He, Z.; Politis, D.J.; Liu, G.; Yuan, S. High-efficiency forming processes for complex thin-walled titanium alloys components: State-of-the-art and perspectives. Int. J. Extrem. Manuf. 2020, 2, 032001. [Google Scholar] [CrossRef]
- Tang, X.F.; Peng, L.F.; Shi, S.Q.; Fu, M.W. Influence of crystal structure on size dependent deformation behavior and strain heterogeneity in micro-scale deformation. Int. J. Plast. 2019, 118, 147–172. [Google Scholar] [CrossRef]
- Min, K.M.; Jeong, W.; Hong, S.H.; Lee, C.A.; Cha, P.R.; Han, H.N.; Lee, M.G. Integrated crystal plasticity and phase field model for prediction of recrystallization texture and anisotropic mechanical properties of cold-rolled ultra-low carbon steels. Int. J. Plast. 2020, 127, 102644. [Google Scholar] [CrossRef]
- Li, W.T.; Li, H.; Fu, M.W. Interactive effect of stress state and grain size on fracture behaviours of copper in micro-scaled plastic deformation. Int. J. Plast. 2019, 114, 126–143. [Google Scholar] [CrossRef]
- Williams, J.C.; Baggerly, R.G.; Paton, N.E. Deformation behavior of HCP Ti-Al alloy single crystals. Metall. Mater. Trans. A 2002, 33, 837–850. [Google Scholar] [CrossRef]
- Sotoudeh, K.; Bate, P.S. Diffusion creep and superplasticity in aluminium alloys. Acta Mater. 2010, 58, 1909–1920. [Google Scholar] [CrossRef]
- Yang, H.; Li, H.; Ma, J.; Wei, D.; Chen, J.; Fu, M.W. Temperature dependent evolution of anisotropy and asymmetry of α-Ti in thermomechanical working: Characterization and modeling. Int. J. Plast. 2020, 127, 102650. [Google Scholar] [CrossRef]
- Fan, X.G.; Jiang, X.Q.; Zeng, X.; Shi, Y.G.; Gao, P.F.; Zhan, M. Modeling the anisotropy of hot plastic deformation of two-phase titanium alloys with a colony microstructure. Int. J. Plast. 2018, 104, 173–195. [Google Scholar] [CrossRef]
- Zhao, J.; Lv, L.; Liu, G.; Wang, K. Analysis of deformation inhomogeneity and slip mode of TA15 titanium alloy sheets during the hot tensile process based on crystal plasticity model. Mater. Sci. Eng. A 2017, 707, 30–39. [Google Scholar] [CrossRef]
- Li, H.W.; Sun, X.X.; Yang, H. A three-dimensional cellular automata-crystal plasticity finite element model for predicting the multiscale interaction among heterogeneous deformation, DRX microstructural evolution and mechanical responses in titanium alloys. Int. J. Plast. 2016, 87, 154–180. [Google Scholar] [CrossRef]
- Zhang, J.; Li, H.; Sun, X.; Zhan, M. A multi-scale MCCPFEM framework: Modeling of thermal interface grooving and deformation anisotropy of titanium alloy with lamellar colony. Int. J. Plast. 2020, 135, 102804. [Google Scholar] [CrossRef]
- Wang, K.; Liu, G.; Huang, K.; Politis, D.J.; Wang, L. Effect of recrystallization on hot deformation mechanism of TA15 titanium alloy under uniaxial tension and biaxial gas bulging conditions. Mater. Sci. Eng. A 2017, 708, 149–158. [Google Scholar] [CrossRef]
- Bin Asim, U.; Siddiq, M.A.; Kartal, M.E. A CPFEM based study to understand the void growth in high strength dual-phase titanium alloy (Ti-10V-2Fe-3Al). Int. J. Plast. 2019, 122, 188–211. [Google Scholar] [CrossRef]
- Kirane, K.; Ghosh, S. A cold dwell fatigue crack nucleation criterion for polycrystalline Ti-6242 using grain-level crystal plasticity FE Model. Int. J. Fatigue 2008, 30, 2127–2139. [Google Scholar] [CrossRef]
- Anahid, M.; Samal, M.K.; Ghosh, S. Dwell fatigue crack nucleation model based on crystal plasticity finite element simulations of polycrystalline titanium alloys. J. Mech. Phys. Solids. 2011, 59, 2157–2176. [Google Scholar] [CrossRef]
- Shang, X.; Cui, Z.; Fu, M.W. Dynamic recrystallization based ductile fracture modeling in hot working of metallic materials. Int. J. Plast. 2017, 95, 105–122. [Google Scholar] [CrossRef]
- Shang, X.; Zhang, H.; Cui, Z.; Fu, M.W.; Shao, J. A multiscale investigation into the effect of grain size on void evolution and ductile fracture: Experiments and crystal plasticity modeling. Int. J. Plast. 2020, 125, 133–149. [Google Scholar] [CrossRef]
- Zhao, J.; Lv, L.X.; Wang, K.H.; Liu, G. Effects of strain state and slip mode on the texture evolution of a near-alpha TA15 titanium alloy during hot deformation based on crystal plasticity method. J. Mater. Sci. Technol. 2020, 38, 125–134. [Google Scholar] [CrossRef]
- Busso, E.P.; Meissonnier, F.T.; O’Dowd, N.P. Gradient-dependent deformation of two-phase single crystals. J. Mech. Phys. Solids. 2000, 48, 2333–2361. [Google Scholar] [CrossRef]
- Zhan, L.H.; Lin, J.G.; Dean, T.A.; Huang, M.H. Experimental studies and constitutive modelling of the hardening of aluminium alloy 7055 under creep age forming conditions. Int. J. Mech. Sci. 2011, 53, 595–605. [Google Scholar] [CrossRef]
- Voyiadjis, G.Z.; Abed, F.H. Effect of dislocation density evolution on the thermomechanical response of metals with different crystal structures at low and high strain rates and temperatures. Arch. Mech. 2005, 57, 299–343. [Google Scholar]
- Gifkins, R.C. Grain-boundary sliding and its accommodation during creep and superplasticity. Metall. Trans. A 1976, 7, 1225–1232. [Google Scholar] [CrossRef]
- Wei, Y.; Su, C.; Anand, L. A computational study of the mechanical behavior of nanocrystalline fcc metals. Acta Mater. 2006, 54, 3177–3190. [Google Scholar] [CrossRef]
- Li, H.; Huang, D.; Zhan, M.; Li, Y.; Wang, X.; Chen, S. High-temperature behaviors of grain boundary in titanium alloy: Modeling and application to microcrack prediction. Comput. Mater. Sci. 2017, 140, 159–170. [Google Scholar] [CrossRef]
- Langdon, T.G. Seventy-five years of superplasticity: Historic developments and new opportunities. J. Mater. Sci. 2009, 44, 5998–6010. [Google Scholar] [CrossRef]
- Pardoen, T.; Hutchinson, J.W. An extended model for void growth and coalescence. J. Mech. Phys. Solids. 2000, 48, 2467–2512. [Google Scholar] [CrossRef]
- Camacho, G.T.; Ortiz, M. Computational modelling of impact damage in brittle materials. Int. J. Solids Struct. 1996, 33, 2899–2938. [Google Scholar] [CrossRef]
- Parvatareddy, H.; Dillard, D.A. Effect of Mode-Mixity on the Fracture Toughness of Ti-6Al-4V/FM-5 Adhesive Joints. Int. J. Fract. 1999, 96, 215–228. [Google Scholar] [CrossRef]
- Alabort, E.; Kontis, P.; Barba, D.; Dragnevski, K.; Reed, R.C. On the mechanisms of superplasticity in Ti–6Al–4V. Acta Mater. 2016, 105, 449–463. [Google Scholar] [CrossRef] [Green Version]
- Leo Prakash, D.G.; Honniball, P.; Rugg, D.; Withers, P.J.; Quinta, d.F.J.; Preuss, M. The effect of β phase on microstructure and texture evolution during thermomechanical processing of α+β Ti alloy. Acta Mater. 2013, 61, 3200–3213. [Google Scholar] [CrossRef]
- Ashby, M.F. The deformation of plastically non-homogeneous materials. Philos. Mag. 1970, 21, 399–424. [Google Scholar] [CrossRef]
- Gang, L.; Wang, K.; He, B.; Huang, M.; Yuan, S. Mechanism of saturated flow stress during hot tensile deformation of a TA15 Ti alloy. Mater. Des. 2015, 86, 146–151. [Google Scholar]
- He, D.; Zhu, J.C.; Lai, Z.H.; Liu, Y.; Yang, X.W.; Nong, Z.S. Residual elastic stress–strain field and geometrically necessary dislocation density distribution around nano-indentation in TA15 titanium alloy. Trans. Nonferrous Met. Soc. China 2013, 23, 7–13. [Google Scholar] [CrossRef]
- Zheng, K.; Zheng, J.H.; He, Z.; Liu, G.; Wang, L. Fundamentals, Processes and Equipment for Hot Medium Pressure Forming of Light Material Tubular Components. Int. J. light. Mater. Manuf. 2019, 3, 1–19. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, K.; Lv, L.; Liu, G. Evolution and Distribution of Geometrically Necessary Dislocations for TA15 Titanium Alloy Sheets during the Hot Tensile Process. JOM 2019, 71, 2303–2312. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, K.; Huang, K.; Liu, G. Recrystallization behavior during hot tensile deformation of TA15 titanium alloy sheet with substantial prior deformed substructures. Mater. Charact. 2019, 151, 429–435. [Google Scholar] [CrossRef]
- Masuda, H.; Tobe, H.; Sato, E.; Sugino, Y.; Ukai, S. Two-dimensional grain boundary sliding and mantle dislocation accommodation in ODS ferritic steel. Acta Mater. 2016, 120, 205–215. [Google Scholar] [CrossRef] [Green Version]
- Matsumoto, H.; Velay, V.; Chiba, A. Flow behavior and microstructure in Ti–6Al–4V alloy with an ultrafine-grained α-single phase microstructure during low-temperature-high-strain-rate superplasticity. Mater. Des. 2015, 66, 611–617. [Google Scholar] [CrossRef]
- Bird, M.W.; Becher, P.F.; White, K.W. Grain rotation and translation contribute substantially to creep of a zirconium diboride silicon carbide composite. Acta Mater. 2015, 89, 73–87. [Google Scholar] [CrossRef]
- Bird, M.W.; Rampton, T.; Fullwood, D.; Becher, P.F.; White, K.W. Local dislocation creep accommodation of a zirconium diboride silicon carbide composite. Acta Mater. 2015, 84, 359–367. [Google Scholar] [CrossRef] [Green Version]
- Toth, L.S.; Gu, C.F.; Beausir, B.; Fundenberger, J.J.; Hoffman, M. Geometrically necessary dislocations favor the Taylor uniform deformation mode in ultra-fine-grained polycrystals. Acta Mater. 2016, 117, 35–42. [Google Scholar] [CrossRef]
- Wang, K.; Liu, G.; Tao, W.; Zhao, J.; Huang, K. Study on the mixed dynamic recrystallization mechanism during the globularization process of laser-welded TA15 Ti-alloy joint under hot tensile deformation. Mater. Charact. 2017, 126, 57–63. [Google Scholar] [CrossRef]
- Alabort, E.; Putman, D.; Reed, R.C. Superplasticity in Ti-6Al-4V: Characterisation, modelling and applications. Acta Mater. 2015, 95, 428–442. [Google Scholar] [CrossRef] [Green Version]
- Zherebtsov, S.V.; Kudryavtsev, E.A.; Salishchev, G.A.; Straumal, B.B.; Semiatin, S.L. Microstructure evolution and mechanical behavior of ultrafine Ti-6Al-4V during low-temperature superplastic deformation. Acta Mater. 2016, 121, 152–163. [Google Scholar] [CrossRef]
- Shen, C.C.; Yu, C.Y.; Perng, T.P. Variation of structure and mechanical properties of Ti–6Al–4V with isothermal hydrogenation treatment. Acta Mater. 2009, 57, 868–874. [Google Scholar] [CrossRef]
- Wang, K.; Liu, G.; Zhao, J.; Huang, K.; Wang, L. Experimental and modelling study of an approach to enhance gas bulging formability of TA15 titanium alloy tube based on dynamic recrystallization. J. Mater. Process. Technol. 2018, 259, 387–396. [Google Scholar] [CrossRef]
- Zheng, Z.B.; Balint, D.S.; Dunne, F.P.E. Rate sensitivity in discrete dislocation plasticity in hexagonal close-packed crystals. Acta Mater. 2016, 107, 17–26. [Google Scholar] [CrossRef] [Green Version]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Meaning | Value or Expression |
|---|---|---|
| shear modulus (GPa) | ||
| elastic modulus matrices (GPa) | ||
| volume fraction of α phase | ||
| strain rate sensitivity exponent | 0.05 (700 °C)/0.1 (750 °C)/0.15 (800 °C) | |
| initial dislocation density (m−2) | 61014 | |
| activation energy of deformation (KJ mol−1) | 459.4 (700 °C)/437.5 (750 °C)/415 (800 °C) | |
| gas constant (J K−1 mol−1) | 8.314 | |
| Burgers vector (10−10 m) | 2.95 (α, )/5.53 (α, )/2.86 (β) | |
| GB energy per unit area (J m−2) | 0.43 | |
| dislocation line energy (J m−1) | ||
| reference value of GB mobility (10−10 m s−1 MPa−1) | 1.15 | |
| Poisson ratio | 0.3 | |
| a scale factor | 0.7 | |
| critical value of void nucleation (MPa) | ||
| fitting constant (s−m) | ||
| fitting constant (s−m μm0.5) | ||
| fitting constant (MPa) | ||
| fitting constant | 0.1 | |
| fitting constant | ||
| fitting constant (m−1) | ||
| fitting constant | ||
| fitting constant (s−1) | ||
| fitting constant (sm−1) |
| Phase Constitute | |||||
|---|---|---|---|---|---|
| α phase | |||||
| β phase | |||||
| GB region | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, J.; Wang, K.; Lv, L.; Wang, L.; Politis, D.J.; Liu, G. Analysing the Interaction between Microscopic Deformation, Microstructure and Void Evolution of Near-α Titanium Alloys during Non-Superplastic Hot Deformation by an Integrated Crystal Plasticity Finite Element Model. Materials 2022, 15, 294. https://doi.org/10.3390/ma15010294
Zhao J, Wang K, Lv L, Wang L, Politis DJ, Liu G. Analysing the Interaction between Microscopic Deformation, Microstructure and Void Evolution of Near-α Titanium Alloys during Non-Superplastic Hot Deformation by an Integrated Crystal Plasticity Finite Element Model. Materials. 2022; 15(1):294. https://doi.org/10.3390/ma15010294
Chicago/Turabian StyleZhao, Jie, Kehuan Wang, Liangxing Lv, Liliang Wang, Denis J. Politis, and Gang Liu. 2022. "Analysing the Interaction between Microscopic Deformation, Microstructure and Void Evolution of Near-α Titanium Alloys during Non-Superplastic Hot Deformation by an Integrated Crystal Plasticity Finite Element Model" Materials 15, no. 1: 294. https://doi.org/10.3390/ma15010294
APA StyleZhao, J., Wang, K., Lv, L., Wang, L., Politis, D. J., & Liu, G. (2022). Analysing the Interaction between Microscopic Deformation, Microstructure and Void Evolution of Near-α Titanium Alloys during Non-Superplastic Hot Deformation by an Integrated Crystal Plasticity Finite Element Model. Materials, 15(1), 294. https://doi.org/10.3390/ma15010294