
Cellulose and Its Nano-Derivatives as a Water-Repellent and Fire-Resistant Surface: A Review

 , ,
, , 
Abstract
:1. Introduction
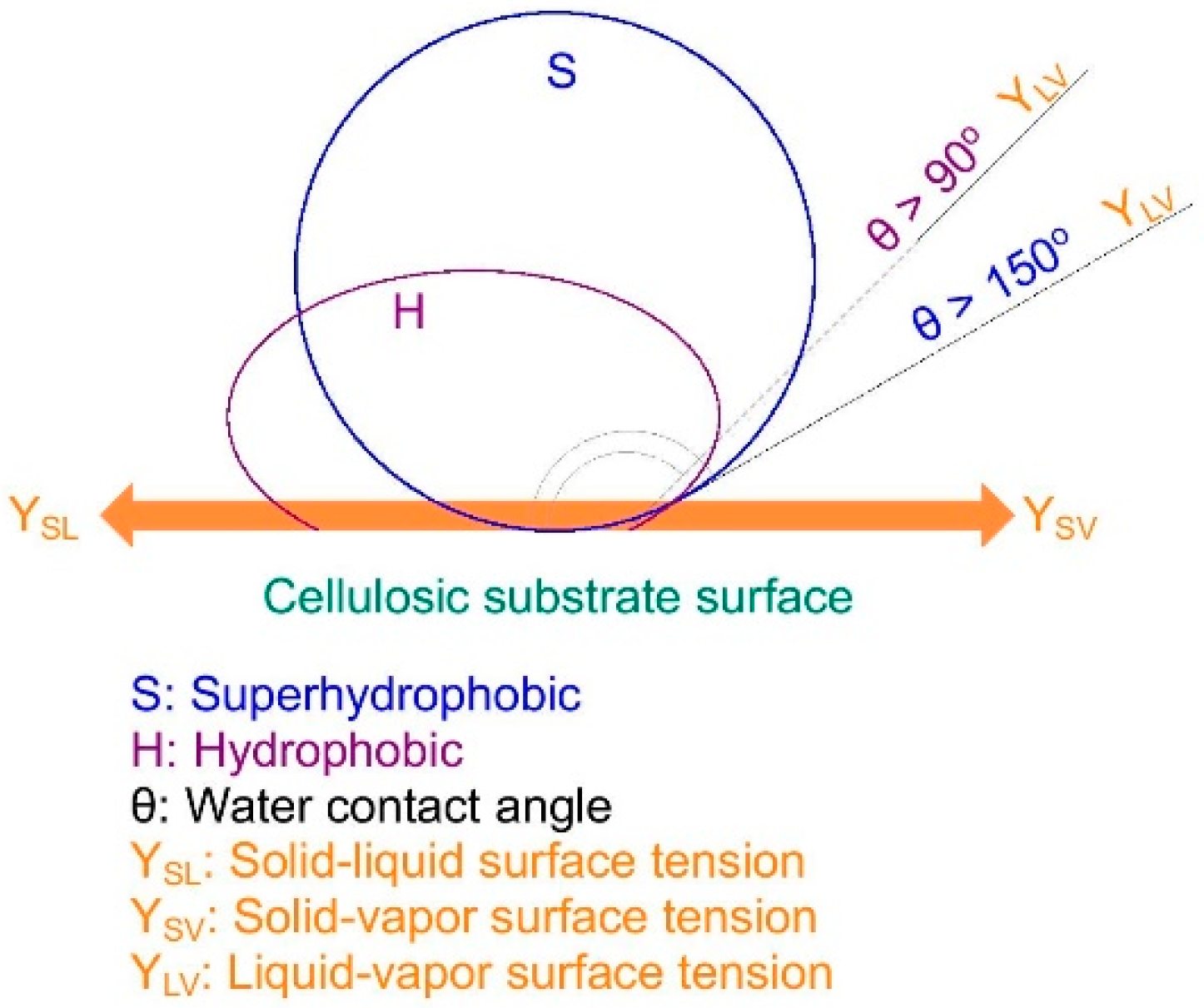
2. Water Resistance and Fire Resistance Implications
- Modifying the pyrolysis process, decreasing flammable volatiles, or increasing the formation of low-flammability gases, which act as a barrier layer between the polymer and sublayers.
- Isolating the flame and heat from oxygen in the air.
- Applying flame retardants or dilution agents.
- Declining the heat regression to the polymer, which hinders re-ignition by forming a protective barrier such as a char layer or intumescent coating when the polymers are subjected to heat sources.
- ▪
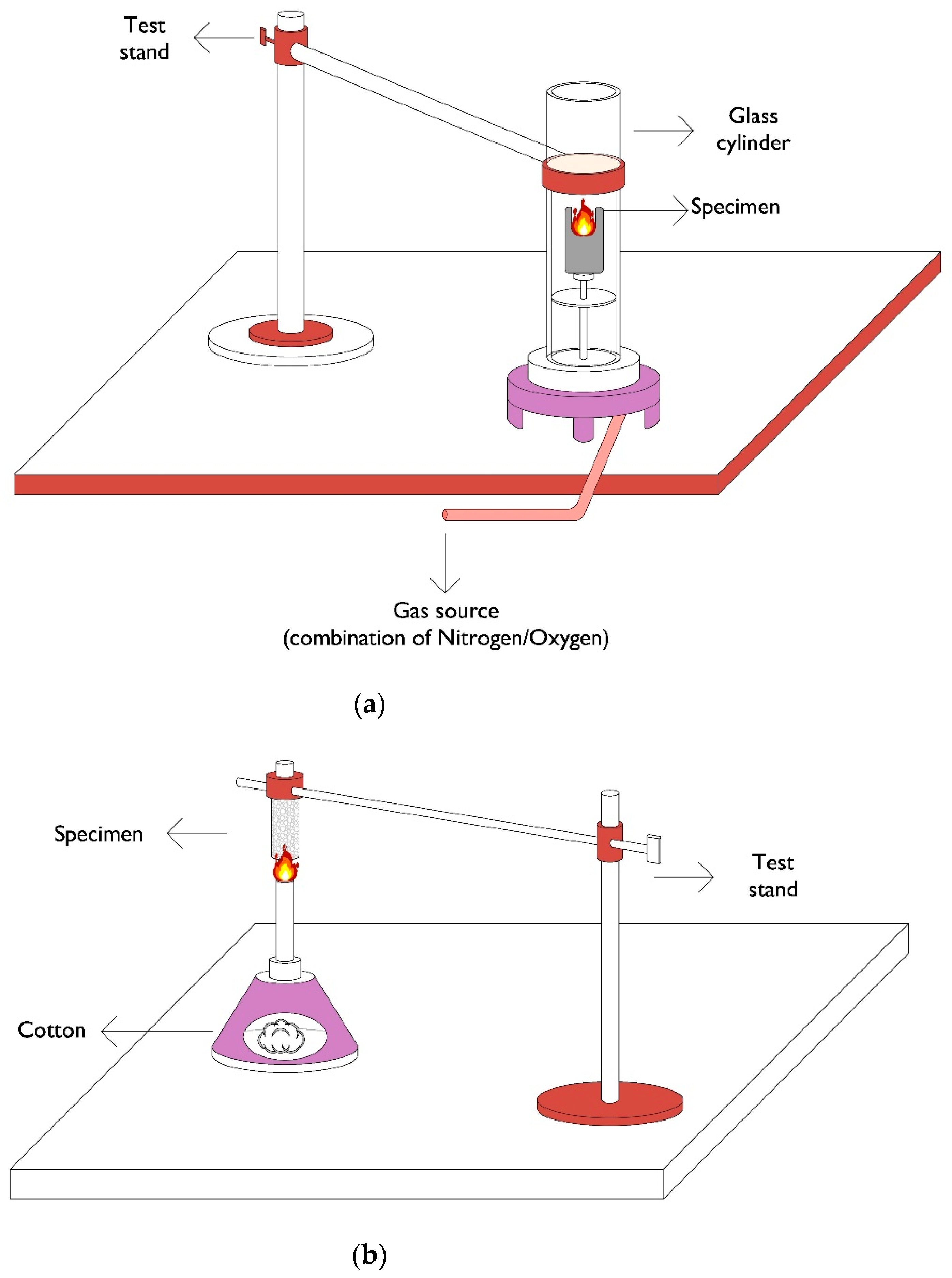
- Limiting oxygen index (LOI)
- ▪
- Vertical flammability (UL 94)
- ▪
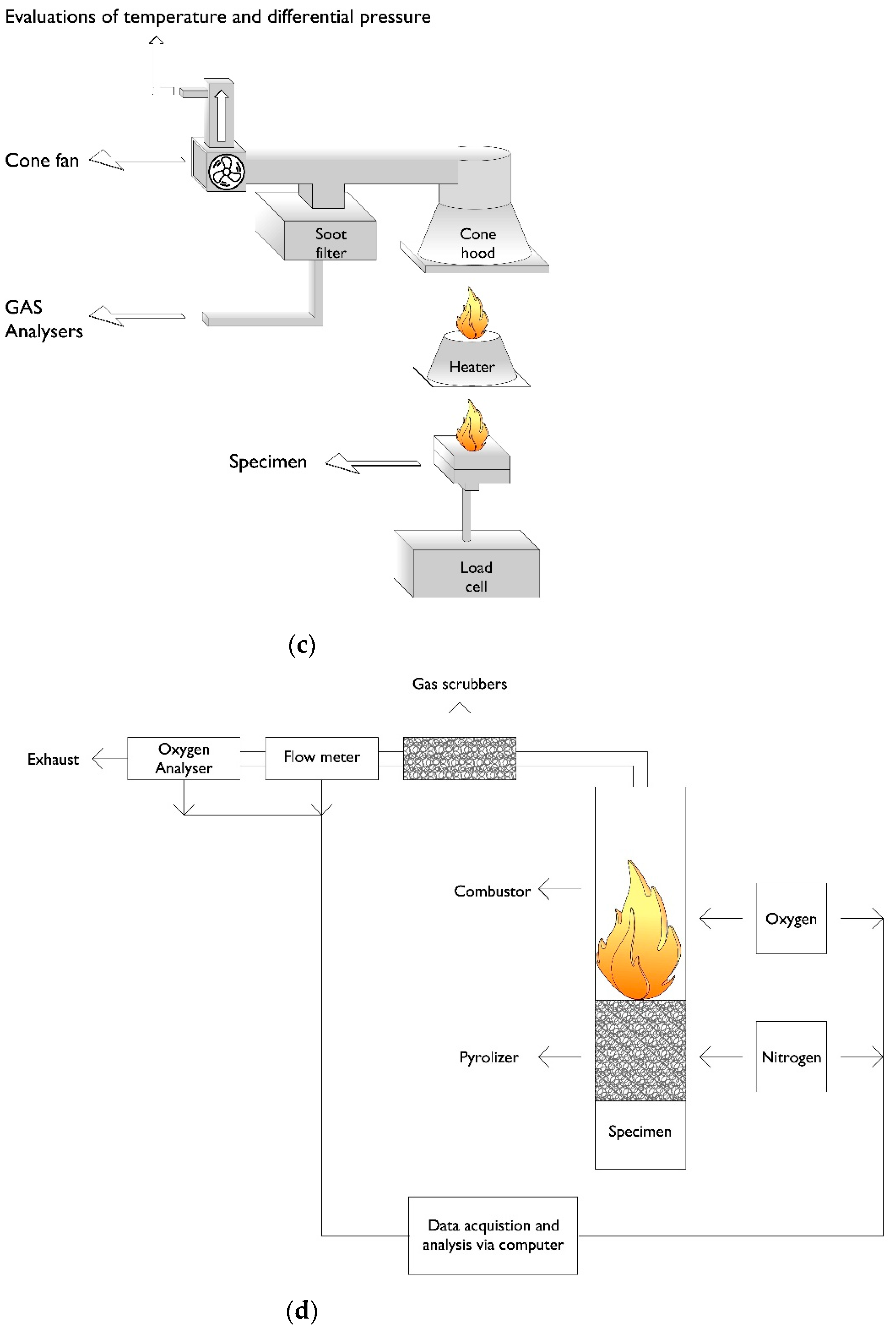
- Cone calorimeter
- ▪
- Pyrolysis-combustion flow calorimeter (PCFC)
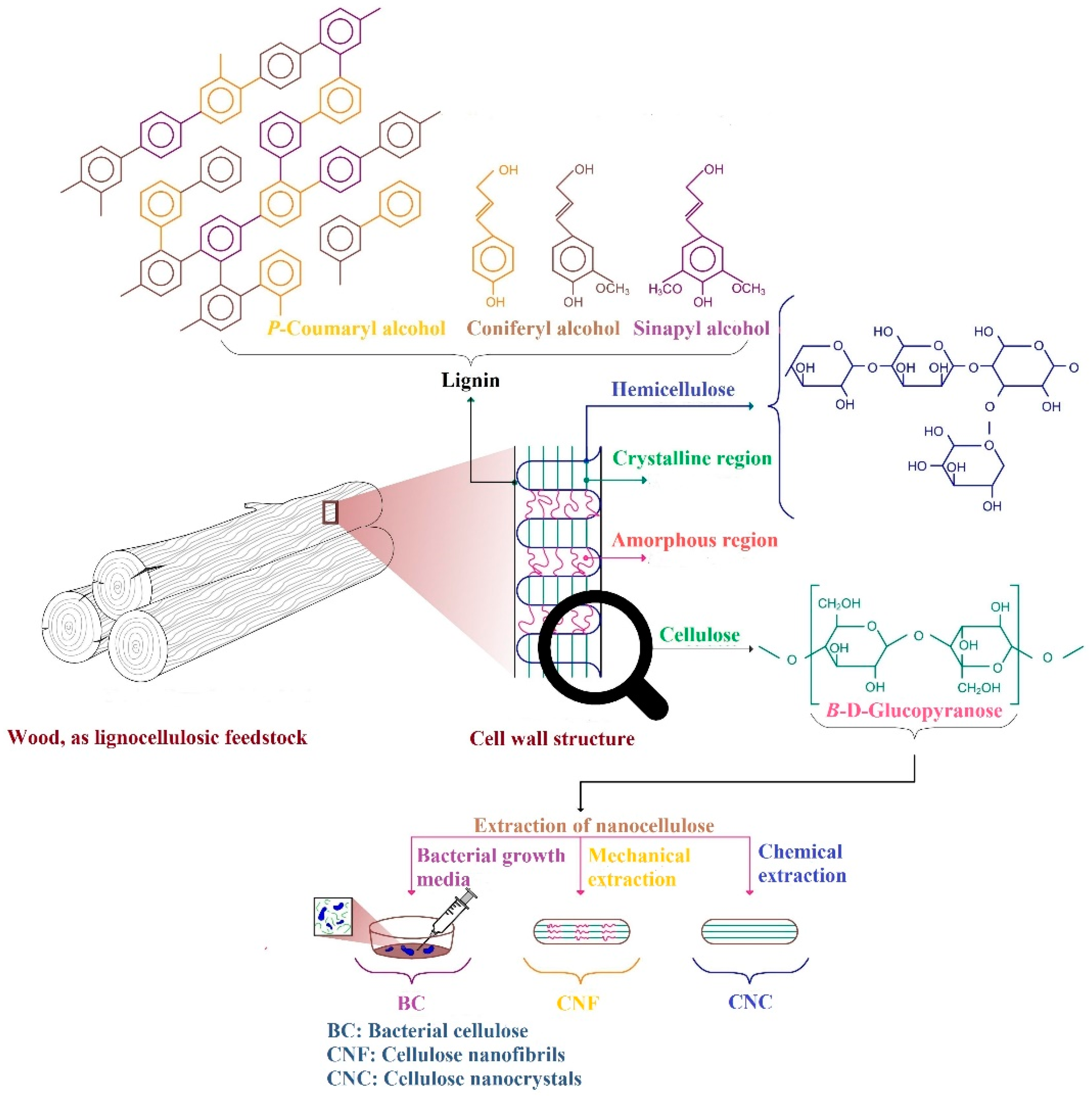
3. Prevalent Applicable Nanocellulosic Substances in the Wood and Paper Fields
- Cellulose nanofibrils, introduced as CNF or NFC (nanofibrillated cellulose).
- Cellulose nanocrystals, known as CNC or NCC (nanocrystalline cellulose).
- Bacterial cellulose, displayed as BC or BNC (bacterial nanocellulose).
4. Cellulose and Nanocellulose Substrates as Coating Layers
5. The Necessity of Using Waterproof Surfaces for Cellulose-Based Substances
6. The Necessity of Using Fireproof Surfaces for Cellulose-Based Substances
- i.
- By maintaining a constant carbon atom content, which constitutes the polymer structure, and by reducing the volatiles and heat release rate during combustion.
- ii.
- The case of CNF is demonstrated better thermal behavior compared with char layer acts as a protective barrier that decreases the heat transmission to the underlying polymers and modifies the flame diffusion kinetics via self-intumescent processes.
7. Durable, Cost-Effective, and Dual-Function Hydrophobic/Fire-Inhibiting Coatings on Cellulosic Substances
8. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Silva, T.C.F.; Habibi, Y.; Colodette, J.L.; Elder, T.; Lucia, L.A. A Fundamental investigation of the microarchitecture and mechanical properties of tempo-oxidized nanofibrillated cellulose (NFC)-based aerogels. Cellulose 2012, 19, 1945–1956. [Google Scholar] [CrossRef]
- Zhu, H.; Luo, W.; Ciesielski, P.N.; Fang, Z.; Zhu, J.Y.; Henriksson, G.; Himmel, M.E.; Hu, L. Wood-derived materials for green electronics, biological devices, and energy applications. Chem. Rev. 2016, 116, 9305–9374. [Google Scholar] [CrossRef] [PubMed]
- Sonnier, R.; Taguet, A.; Ferry, L.; Lopez-Cuesta, J.-M. Towards Bio-Based Flame Retardant Polymers; Springer: Berlin/Heidelberg, Germany, 2018; ISBN 3-319-67083-2. [Google Scholar]
- Ioelovich, M. Cellulose as a nanostructured polymer: A short review. BioResources 2008, 3, 1403–1418. [Google Scholar] [CrossRef]
- Klemm, D.; Heublein, B.; Fink, H.-P.; Bohn, A. Cellulose: Fascinating biopolymer and sustainable raw material. Angew. Chem. Int. Ed. 2005, 44, 3358–3393. [Google Scholar] [CrossRef] [PubMed]
- Helanto, K.; Matikainen, L.; Talja, R.; Rojas, O.J. Bio-based polymers for sustainable packaging and biobarriers: A critical review. Bioresources 2019, 14, 4902–4951. [Google Scholar]
- Yook, S.; Park, H.; Park, H.; Lee, S.-Y.; Kwon, J.; Youn, H.J. Barrier coatings with various types of cellulose nanofibrils and their barrier properties. Cellulose 2020, 27, 4509–4523. [Google Scholar] [CrossRef]
- Lourenço, A.F.; Godinho, D.; Gamelas, J.A.F.; Sarmento, P.; Ferreira, P.J.T. Carboxymethylated cellulose nanofibrils in papermaking: Influence on filler retention and paper properties. Cellulose 2019, 26, 3489–3502. [Google Scholar] [CrossRef]
- Xie, J.; Xu, J.; Cheng, Z.; Chen, J.; Zhang, Z.; Chen, T.; Yang, R.; Sheng, J. Facile synthesis of fluorine-free cellulosic paper with excellent oil and grease resistance. Cellulose 2020, 27, 7009–7022. [Google Scholar] [CrossRef]
- Cheng, X.; Zhu, S.; Pan, Y.; Deng, Y.; Shi, L.; Gong, L. Fire retardancy and thermal behaviors of cellulose nanofiber/zinc borate aerogel. Cellulose 2020, 27, 7463–7474. [Google Scholar] [CrossRef]
- Espinosa, E.; Arrebola, R.I.; Bascón-Villegas, I.; Sánchez-Gutiérrez, M.; Domínguez-Robles, J.; Rodríguez, A. Industrial application of orange tree nanocellulose as papermaking reinforcement agent. Cellulose 2020, 27, 10781–10797. [Google Scholar] [CrossRef]
- Wang, Q.; Xie, D.; Chen, J.; Liu, G.; Yu, M. Superhydrophobic paper fabricated via nanostructured titanium dioxide-functionalized wood cellulose fibers. J. Mater. Sci. 2020, 55, 7084–7094. [Google Scholar] [CrossRef]
- Yuan, Z.; Zhang, J.; Jiang, A.; Lv, W.; Wang, Y.; Geng, H.; Wang, J.; Qin, M. Fabrication of cellulose self-assemblies and high-strength ordered cellulose films. Carbohydr. Polym. 2015, 117, 414–421. [Google Scholar] [CrossRef] [PubMed]
- Mariano, M.; El Kissi, N.; Dufresne, A. Cellulose nanocrystals and related nanocomposites: Review of some properties and challenges. J. Polym. Sci. Part B Polym. Phys. 2014, 52, 791–806. [Google Scholar] [CrossRef]
- Kargarzadeh, H.; Ioelovich, M.; Ahmad, I.; Thomas, S.; Dufresne, A. Handbook of Nanocellulose and Cellulose Nanocomposites; Wiley-VCH Verlag GmbH & Co.: Weinheim, Germany, 2017; pp. 1–49. [Google Scholar]
- Wang, Q.; Xiong, J.; Chen, G.; Xinping, O.; Yu, Z.; Chen, Q.; Yu, M. Facile approach to develop hierarchical roughness Fiber@SiO2 blocks for superhydrophobic paper. Materials 2019, 12, 1393. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Barati Darband, G.; Aliofkhazraei, M.; Khorsand, S.; Sokhanvar, S.; Kaboli, A. Science and engineering of superhydrophobic surfaces: Review of corrosion resistance, chemical and mechanical stability. Arab. J. Chem. 2020, 13, 1763–1802. [Google Scholar] [CrossRef]
- Ogihara, H.; Xie, J.; Saji, T. Factors determining wettability of superhydrophobic paper prepared by spraying nanoparticle suspensions. Colloids Surf. A Physicochem. Eng. Asp. 2013, 434, 35–41. [Google Scholar] [CrossRef]
- Ghasemlou, M.; Daver, F.; Ivanova, E.P.; Adhikari, B. Bio-inspired sustainable and durable superhydrophobic materials: From nature to market. J. Mater. Chem. A 2019, 7, 16643–16670. [Google Scholar] [CrossRef]
- Young, T. An essay on the cohesion of fluids. Philos. Trans. R. Soc. Lond. 1805, 95, 65–87. [Google Scholar]
- Wenzel, R.N. Resistance of solid surfaces to wetting by water. Ind. Eng. Chem. 1936, 28, 988–994. [Google Scholar] [CrossRef]
- Cassie, A.; Baxter, S. Wettability of porous surfaces. Trans. Faraday Soc. 1944, 40, 546–551. [Google Scholar] [CrossRef]
- Price, D.; Anthony, G.; Carty, P. Introduction: Polymer combustion, condensed phase pyrolysis and smoke formation. In Fire Retardant Materials; Elsevier: Amsterdam, The Netherlands, 2001; pp. 1–30. ISBN 978-1-85573-419-7. [Google Scholar]
- Mazela, B.; Batista, A.; Grześkowiak, W. Expandable graphite as a fire retardant for cellulosic materials—A review. Forests 2020, 11, 755. [Google Scholar] [CrossRef]
- Laoutid, F.; Bonnaud, L.; Alexandre, M.; Lopez-Cuesta, J.M.; Dubois, P. New prospects in flame retardant polymer materials: From fundamentals to nanocomposites. Mater. Sci. Eng. R Rep. 2009, 63, 100–125. [Google Scholar] [CrossRef]
- Mngomezulu, M.E.; John, M.J.; Jacobs, V.; Luyt, A.S. Review on flammability of biofibres and biocomposites. Carbohydr. Polym. 2014, 111, 149–182. [Google Scholar] [CrossRef] [PubMed]
- Costes, L.; Laoutid, F.; Brohez, S.; Dubois, P. Bio-based flame retardants: When nature meets fire protection. Mater. Sci. Eng. R Rep. 2017, 117, 1–25. [Google Scholar] [CrossRef]
- Zanetti, M.; Kashiwagi, T.; Falqui, L.; Camino, G. Cone calorimeter combustion and gasification studies of polymer layered silicate nanocomposites. Chem. Mater. 2002, 14, 881–887. [Google Scholar] [CrossRef]
- Laachachi, A.; Leroy, E.; Cochez, M.; Ferriol, M.; Lopez Cuesta, J.M. Use of oxide nanoparticles and organoclays to improve thermal stability and fire retardancy of poly (Methyl Methacrylate). Polym. Degrad. Stab. 2005, 89, 344–352. [Google Scholar] [CrossRef]
- Costes, L.; Laoutid, F.; Khelifa, F.; Rose, G.; Brohez, S.; Delvosalle, C.; Dubois, P. Cellulose/phosphorus combinations for sustainable fire retarded polylactide. Eur. Polym. J. 2016, 74, 218–228. [Google Scholar] [CrossRef]
- Missoum, K.; Belgacem, M.; Bras, J. Nanofibrillated cellulose surface modification: A review. Materials 2013, 6, 1745–1766. [Google Scholar] [CrossRef] [Green Version]
- Davoudpour, Y.; Hossain, S.; Khalil, H.P.S.A.; Haafiz, M.K.M.; Ishak, Z.A.M.; Hassan, A.; Sarker, Z.I. Optimization of high pressure homogenization parameters for the isolation of cellulosic nanofibers using response surface methodology. Ind. Crops Prod. 2015, 74, 381–387. [Google Scholar] [CrossRef]
- Abdul Khalil, H.P.S.; Bhat, A.H.; Ireana Yusra, A.F. Green composites from sustainable cellulose nanofibrils: A review. Carbohydr. Polym. 2012, 87, 963–979. [Google Scholar] [CrossRef]
- Moon, R.J.; Martini, A.; Nairn, J.; Simonsen, J.; Youngblood, J. Cellulose nanomaterials review: Structure, properties and nanocomposites. Chem. Soc. Rev. 2011, 40, 3941. [Google Scholar] [CrossRef]
- Arbatan, T.; Zhang, L.; Fang, X.-Y.; Shen, W. Cellulose nanofibers as binder for fabrication of superhydrophobic paper. Chem. Eng. J. 2012, 210, 74–79. [Google Scholar] [CrossRef]
- Eichhorn, S.J. Cellulose nanowhiskers: Promising materials for advanced applications. Soft Matter 2011, 7, 303–315. [Google Scholar] [CrossRef]
- Blanco, A.; Monte, M.C.; Campano, C.; Balea, A.; Merayo, N.; Negro, C. Nanocellulose for industrial use. In Handbook of Nanomaterials for Industrial Applications; Elsevier: Amsterdam, The Netherlands, 2018; pp. 74–126. ISBN 978-0-12-813351-4. [Google Scholar]
- Oksman Niska, K.; Mathew, A.P.; Bismarck, A.; Rojas, O.J.; Sain, M. Handbook of green materials. In World Scientific Series in Materials and Energy; World Scientific: Hackensack, NJ, USA, 2014; ISBN 978-981-4566-45-2. [Google Scholar]
- Nandi, S.; Guha, P. A review on preparation and properties of cellulose nanocrystal-incorporated natural biopolymer. J. Package Technol. Res. 2018, 2, 149–166. [Google Scholar] [CrossRef]
- Cao, X.; Chen, Y.; Chang, P.R.; Muir, A.D.; Falk, G. Starch-based nanocomposites reinforced with flax cellulose nanocrystals. Express Polym. Lett. 2008, 2, 502–510. [Google Scholar] [CrossRef]
- Mathew, A.P.; Dufresne, A. Morphological investigation of nanocomposites from sorbitol plasticized starch and tunicin whiskers. Biomacromolecules 2002, 3, 609–617. [Google Scholar] [CrossRef]
- Campano, C.; Miranda, R.; Merayo, N.; Negro, C.; Blanco, A. Direct production of cellulose nanocrystals from old newspapers and recycled newsprint. Carbohydr. Polym. 2017, 173, 489–496. [Google Scholar] [CrossRef]
- Peng, Y.; Gardner, D.J.; Han, Y.; Kiziltas, A.; Cai, Z.; Tshabalala, M.A. Influence of drying method on the material properties of nanocellulose i: Thermostability and crystallinity. Cellulose 2013, 20, 2379–2392. [Google Scholar] [CrossRef]
- George, J.; Ramana, K.V.; Bawa, A.S. Siddaramaiah bacterial cellulose nanocrystals exhibiting high thermal stability and their polymer nanocomposites. Int. J. Biol. Macromol. 2011, 48, 50–57. [Google Scholar] [CrossRef]
- Feldmann, E.-M.; Sundberg, J.; Bobbili, B.; Schwarz, S.; Gatenholm, P.; Rotter, N. Description of a novel approach to engineer cartilage with porous bacterial nanocellulose for reconstruction of a human auricle. J. Biomater. Appl. 2013, 28, 626–640. [Google Scholar] [CrossRef]
- Fritz, C.; Jeuck, B.; Salas, C.; Gonzalez, R.; Jameel, H.; Rojas, O.J. Nanocellulose and proteins: Exploiting their interactions for production, immobilization, and synthesis of biocompatible materials. In Cellulose Chemistry and Properties: Fibers, Nanocelluloses and Advanced Materials; Advances in Polymer Science; Springer International Publishing: Cham, Switzerland, 2015; Volume 271, pp. 207–224. ISBN 978-3-319-26013-6. [Google Scholar]
- Rheshmy, R.; Philip, E.; Paul, S.A.; Madhavan, A.; Sindhu, R.; Binod, P.; Pandey, A.; Sirohi, R. Nanocellulose-based products for sustainable applications-recent trends and possibilities. Rev. Environ. Sci. Biotechnol. 2020, 19, 779–806. [Google Scholar] [CrossRef]
- Santos, S.M.; Carbajo, J.M.; Gómez, N.; Ladero, M.; Villar, J.C. Paper reinforcing by in situ growth of bacterial cellulose. J. Mater. Sci. 2017, 52, 5882–5893. [Google Scholar] [CrossRef]
- Xiang, Z.; Liu, Q.; Chen, Y.; Lu, F. Effects of physical and chemical structures of bacterial cellulose on its enhancement to paper physical properties. Cellulose 2017, 24, 3513–3523. [Google Scholar] [CrossRef]
- Siró, I.; Plackett, D. Microfibrillated cellulose and new nanocomposite materials: A review. Cellulose 2010, 17, 459–494. [Google Scholar] [CrossRef]
- Kalia, S.; Boufi, S.; Celli, A.; Kango, S. Nanofibrillated cellulose: Surface modification and potential applications. Colloid Polym. Sci. 2014, 292, 5–31. [Google Scholar] [CrossRef]
- Müller, R.H.; Jacobs, C.; Kayser, O. Nanosuspensions as particulate drug formulations in therapy. Adv. Drug Deliv. Rev. 2001, 47, 3–19. [Google Scholar] [CrossRef]
- Siddiqui, N.; Mills, R.H.; Gardner, D.J.; Bousfield, D. Production and characterization of cellulose nanofibers from wood pulp. J. Adhes. Sci. Technol. 2011, 25, 709–721. [Google Scholar] [CrossRef]
- Habibi, Y.; Mahrouz, M.; Vignon, M.R. Microfibrillated cellulose from the peel of prickly pear fruits. Food Chem. 2009, 115, 423–429. [Google Scholar] [CrossRef]
- Almeida, R.O.; Ramos, A.; Alves, L.; Potsi, E.; Ferreira, P.J.T.; Carvalho, M.G.V.S.; Rasteiro, M.G.; Gamelas, J.A.F. Production of nanocellulose gels and films from invasive tree species. Int. J. Biol. Macromol. 2021, 188, 1003–1011. [Google Scholar] [CrossRef]
- Lee, S.-Y.; Chun, S.-J.; Kang, I.-A.; Park, J.-Y. Preparation of cellulose nanofibrils by high-pressure homogenizer and cellulose-based composite films. J. Ind. Eng. Chem. 2009, 15, 50–55. [Google Scholar] [CrossRef]
- Ferrer, A.; Filpponen, I.; Rodríguez, A.; Laine, J.; Rojas, O.J. Valorization of residual empty palm fruit bunch fibers (EPFBF) by microfluidization: Production of nanofibrillated cellulose and EPFBF nanopaper. Bioresour. Technol. 2012, 125, 249–255. [Google Scholar] [CrossRef] [PubMed]
- Imani, M.; Ghasemian, A.; Dehghani-Firouzabadi, M.R.; Afra, E.; Gane, P.A.C.; Rojas, O.J. Nano-lignocellulose from recycled fibres in coatings from aqueous and ethanolic media: Effect of residual lignin on wetting and offset printing quality. Nord. Pulp Pap. Res. J. 2019, 34, 200–210. [Google Scholar] [CrossRef]
- Imani, M.; Dimic-Misic, K.; Tavakoli, M.; Rojas, O.J.; Gane, P.A.C. Coupled effects of fibril width, residual and mechanically liberated lignin on the flow, viscoelasticity, and dewatering of cellulosic nanomaterials. Biomacromolecules 2020, 21, 4123–4134. [Google Scholar] [CrossRef]
- Chen, P.; Yu, H.; Liu, Y.; Chen, W.; Wang, X.; Ouyang, M. Concentration effects on the isolation and dynamic rheological behavior of cellulose nanofibers via ultrasonic processing. Cellulose 2013, 20, 149–157. [Google Scholar] [CrossRef]
- Khawas, P.; Deka, S.C. Isolation and characterization of cellulose nanofibers from culinary banana peel using high-intensity ultrasonication combined with chemical treatment. Carbohydr. Polym. 2016, 137, 608–616. [Google Scholar] [CrossRef] [PubMed]
- Mazela, B.; Perdoch, W.; Peplińska, B.; Zieliński, M. Influence of chemical pre-treatments and ultrasonication on the dimensions and appearance of cellulose fibers. Materials 2020, 13, 5274. [Google Scholar] [CrossRef] [PubMed]
- Cheng, Q.; Wang, S.; Han, Q. Novel process for isolating fibrils from cellulose fibers by high-intensity ultrasonication. II. fibril characterization. J. Appl. Polym. Sci. 2010, 115, 2756–2762. [Google Scholar] [CrossRef]
- Wang, S.; Cheng, Q. A novel process to isolate fibrils from cellulose fibers by high-intensity ultrasonication, part 1: Process optimization. J. Appl. Polym. Sci. 2009, 113, 1270–1275. [Google Scholar] [CrossRef]
- Alemdar, A.; Sain, M. Isolation and characterization of nanofibers from agricultural residues—Wheat straw and soy hulls. Bioresour. Technol. 2008, 99, 1664–1671. [Google Scholar] [CrossRef]
- Wang, B.; Sain, M. Dispersion of soybean stock-based nanofiber in a plastic matrix. Polym. Int. 2007, 56, 538–546. [Google Scholar] [CrossRef]
- Nechyporchuk, O.; Belgacem, M.N.; Bras, J. Production of cellulose nanofibrils: A review of recent advances. Ind. Crops Prod. 2016, 93, 2–25. [Google Scholar] [CrossRef]
- Deepa, B.; Abraham, E.; Cherian, B.M.; Bismarck, A.; Blaker, J.J.; Pothan, L.A.; Leao, A.L.; de Souza, S.F.; Kottaisamy, M. Structure, morphology and thermal characteristics of banana nano fibers obtained by steam explosion. Bioresour. Technol. 2011, 102, 1988–1997. [Google Scholar] [CrossRef]
- Abraham, E.; Deepa, B.; Pothan, L.A.; Jacob, M.; Thomas, S.; Cvelbar, U.; Anandjiwala, R. Extraction of nanocellulose fibrils from lignocellulosic fibres: A novel approach. Carbohydr. Polym. 2011, 86, 1468–1475. [Google Scholar] [CrossRef]
- Si, Y.; Guo, Z. Eco-friendly functionalized superhydrophobic recycled paper with enhanced flame-retardancy. J. Colloid Interface Sci. 2016, 477, 74–82. [Google Scholar] [CrossRef] [PubMed]
- Wen, G.; Guo, Z. Nonflammable superhydrophobic paper with biomimetic layered structure exhibiting boiling-water resistance and repairable properties for emulsion separation. J. Mater. Chem. A 2018, 6, 7042–7052. [Google Scholar] [CrossRef]
- Balea, A.; Sanchez-Salvador, J.L.; Monte, M.C.; Merayo, N.; Negro, C.; Blanco, A. In situ production and application of cellulose nanofibers to improve recycled paper production. Molecules 2019, 24, 1800. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rastogi, V.; Samyn, P. Bio-based coatings for paper applications. Coatings 2015, 5, 887–930. [Google Scholar] [CrossRef] [Green Version]
- Cheng, H.-Y.; Yang, Y.-J.; Li, S.-C.; Hong, J.-Y.; Jang, G.-W. Modification and extrusion coating of polylactic acid films. J. Appl. Polym. Sci. 2015, 132, 42472. [Google Scholar] [CrossRef]
- Rasal, R.M.; Janorkar, A.V.; Hirt, D.E. Poly (Lactic Acid) modifications. Prog. Polym. Sci. 2010, 35, 338–356. [Google Scholar] [CrossRef]
- Mekonnen, T.; Mussone, P.; Khalil, H.; Bressler, D. Progress in bio-based plastics and plasticizing modifications. J. Mater. Chem. A 2013, 1, 13379. [Google Scholar] [CrossRef] [Green Version]
- Kjellgren, H.; Gällstedt, M.; Engström, G.; Järnström, L. Barrier and surface properties of chitosan-coated greaseproof paper. Carbohydr. Polym. 2006, 65, 453–460. [Google Scholar] [CrossRef]
- Osong, S.H.; Norgren, S.; Engstrand, P.; Lundberg, M.; Hansen, P. Crill: A novel technique to characterize nano-ligno-cellulose. Nord. Pulp Pap. Res. J. 2014, 29, 190–194. [Google Scholar] [CrossRef] [Green Version]
- Lavoine, N.; Desloges, I.; Dufresne, A.; Bras, J. Microfibrillated cellulose—Its barrier properties and applications in cellulosic materials: A review. Carbohydr. Polym. 2012, 90, 735–764. [Google Scholar] [CrossRef]
- Fotie, G.; Limbo, S.; Piergiovanni, L. Manufacturing of food packaging based on nanocellulose: Current advances and challenges. Nanomaterials 2020, 10, 1726. [Google Scholar] [CrossRef]
- Hubbe, M.A.; Ferrer, A.; Tyagi, P.; Yin, Y.; Salas, C.; Pal, L.; Rojas, O.J. Nanocellulose in thin films, coatings, and plies for packaging applications: A review. BioResources 2017, 12, 2143–2233. [Google Scholar] [CrossRef] [Green Version]
- Shen, J.; Qian, X. Use of mineral pigments in fabrication of superhydrophobically engineered cellulosic paper. BioResources 2012, 7, 4495–4498. [Google Scholar] [CrossRef]
- Karapanagiotis, I.; Grosu, D.; Aslanidou, D.; Aifantis, K.E. Facile method to prepare superhydrophobic and water repellent cellulosic paper. J. Nanomater. 2015, 2015, 219013. [Google Scholar] [CrossRef]
- Latthe, S.S.; Sutar, R.S.; Kodag, V.S.; Bhosale, A.K.; Kumar, A.M.; Kumar Sadasivuni, K.; Xing, R.; Liu, S. Self—Cleaning superhydrophobic coatings: Potential industrial applications. Prog. Org. Coat. 2019, 128, 52–58. [Google Scholar] [CrossRef]
- Ogihara, H.; Xie, J.; Okagaki, J.; Saji, T. Simple method for preparing superhydrophobic paper: Spray-deposited hydrophobic silica nanoparticle coatings exhibit high water-repellency and transparency. Langmuir 2012, 28, 4605–4608. [Google Scholar] [CrossRef]
- Gao, N.; Yan, Y.Y.; Chen, X.Y.; Mee, D.J. Superhydrophobic surfaces with hierarchical structure. Mater. Lett. 2011, 65, 2902–2905. [Google Scholar] [CrossRef]
- Kamali, M.; Khodaparast, Z. Review on recent developments on pulp and paper mill wastewater treatment. Ecotoxicol. Environ. Saf. 2015, 114, 326–342. [Google Scholar] [CrossRef] [PubMed]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of pla, and their functions in widespread applications—A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [Green Version]
- Murariu, M.; Dubois, P. PLA Composites: From production to properties. Adv. Drug Deliv. Rev. 2016, 107, 17–46. [Google Scholar] [CrossRef]
- Ghanadpour, M.; Carosio, F.; Larsson, P.T.; Wågberg, L. Phosphorylated cellulose nanofibrils: A renewable nanomaterial for the preparation of intrinsically flame-retardant materials. Biomacromolecules 2015, 16, 3399–3410. [Google Scholar] [CrossRef] [PubMed]
- Nabipour, H.; Wang, X.; Song, L.; Hu, Y. Hydrophobic and flame-retardant finishing of cotton fabrics for water–oil separation. Cellulose 2020, 27, 4145–4159. [Google Scholar] [CrossRef]
- Vasiljević, J.; Tomšič, B.; Jerman, I.; Orel, B.; Jakša, G.; Kovač, J.; Simončič, B. Multifunctional superhydrophobic/oleophobic and flame-retardant cellulose fibres with improved ice-releasing properties and passive antibacterial activity prepared via the sol–gel method. J. Sol.-Gel. Sci. Technol. 2014, 70, 385–399. [Google Scholar] [CrossRef]
- Zhang, D.; Williams, B.L.; Shrestha, S.B.; Nasir, Z.; Becher, E.M.; Lofink, B.J.; Santos, V.H.; Patel, H.; Peng, X.; Sun, L. Flame retardant and hydrophobic coatings on cotton fabrics via sol-gel and self-assembly techniques. J. Colloid Interface Sci. 2017, 505, 892–899. [Google Scholar] [CrossRef]
- Shahzadi, K.; Ge, X.; Sun, Y.; Chen, S.; Jiang, Y. Fire retardant cellulose aerogel with improved strength and hydrophobic surface by one-pot method. J. Appl. Polym. Sci. 2021, 138, 50224. [Google Scholar] [CrossRef]
- Sohbatzadeh, F.; Shabannejad, A.; Ghasemi, M.; Mahmoudsani, Z. Deposition of halogen-free flame retardant and water-repellent coatings on firwood surfaces using the new version of DBD. Prog. Org. Coat. 2021, 151, 106070. [Google Scholar] [CrossRef]
- Aldalbahi, A.; El-Naggar, M.E.; Khattab, T.A.; Hossain, M. Preparation of flame-retardant, hydrophobic, ultraviolet protective, and luminescent transparent wood. Luminescence 2021, 36, 1922–1932. [Google Scholar] [CrossRef]
- Ma, T.; Li, L.; Wang, Q.; Guo, C. Construction of intumescent flame retardant and hydrophobic coating on wood substrates based on thiol-ene click chemistry without photoinitiators. Compos. Part B Eng. 2019, 177, 107357. [Google Scholar] [CrossRef]
- Wang, Z.; Shen, X.; Qian, T.; Xu, K.; Sun, Q.; Jin, C. Fabrication of superhydrophobic Mg/Al layered double hydroxide (LDH) coatings on medium density fiberboards (MDFs) with flame retardancy. Materials 2018, 11, 1113. [Google Scholar] [CrossRef] [PubMed] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Method | Features | Advantages | Disadvantages | References |
|---|---|---|---|---|
| Grinding/Super grinding | The fibrillation process of fibers occurs through the passing of cellulose slurries between rotor and stator, which produce shear forces that separate the nanofibers | No need for additional mechanical pretreatment | Wood fibers can expunge the grooves of the discs Maintenance and replacement of discs are costly and time-consuming | [31,37,50,51] |
| High-pressure homogenization | This method involves suspension crossing via a narrow nozzle exposed to the high-pressure piston | Higher pressure gives a higher yield A homogeneous net is received Increasing the specific surface area | Homogenization is blocked by incomplete separation of nanofibers Irreversibility of changed fibers | [31,37,52,53,54,55] |
| Microfluidization | Microfluidizer operates with a constant shear force opposite to the homogenizer (constant pressure) Suspension is pumped with high pressure by a z-shaped channel | Nanofibers can be produced with a homogeneous size distribution | Process repetition (even up to 10 times) is required for better fibrillation | [15,31,37,56,57,58,59] |
| High-intensity ultrasonication | Known as the conventional mechanical lab-scale procedure in aqueous media in which the suspensions are subjected to hydrodynamic forces | The fibrillation process depends on the concentration of fiber, size of the fiber, time, and temperature | Low-scale production | [31,37,60,61,62,63,64] |
| Cryocrushing | Mechanical fibrillation occurs for frozen cellulose, which produces fibers with 0.1-1 μm diameters | The crushing process requires liquid nitrogen and low temperatures | High energy consumption Low efficiency Expensive | [34,37,50,65,66] |
| Steam explosion | Suspension is rapidly subjected to steam with intensifying pressure | Nanofibers are constituted by the swift release of pressure | Non-uniformity of the CNF quality | [34,37,67,68,69] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tavakoli, M.; Ghasemian, A.; Dehghani-Firouzabadi, M.R.; Mazela, B. Cellulose and Its Nano-Derivatives as a Water-Repellent and Fire-Resistant Surface: A Review. Materials 2022, 15, 82. https://doi.org/10.3390/ma15010082
Tavakoli M, Ghasemian A, Dehghani-Firouzabadi MR, Mazela B. Cellulose and Its Nano-Derivatives as a Water-Repellent and Fire-Resistant Surface: A Review. Materials. 2022; 15(1):82. https://doi.org/10.3390/ma15010082
Chicago/Turabian StyleTavakoli, Mehrnoosh, Ali Ghasemian, Mohammad Reza Dehghani-Firouzabadi, and Bartłomiej Mazela. 2022. "Cellulose and Its Nano-Derivatives as a Water-Repellent and Fire-Resistant Surface: A Review" Materials 15, no. 1: 82. https://doi.org/10.3390/ma15010082