1. Introduction
Sheet-metal-forming industries are showing much interest in the single-point incremental forming (SPIF) method because of its part design flexibility, low tooling cost, and improved formability. A thin sheet metal is tightly pressed and progressively deformed into the required shape utilizing localized plastic deformation and a rigid forming tool [
1]. A CNC machine tool can efficiently design a simple or complicated tool path, and any changes to the final shape may be included instantaneously by adjusting the tool’s motion [
2].
Furthermore, a multistep tool path [
3] method is frequently used to raise the inclination of a manufactured component’s wall angles. Because of its flexibility and lack of dies, the method is better suited to prototyping and manufacturing very complicated 3D shapes. The SPIF technique, however, cannot be used for the mass manufacture of industrial components due to its long production time. Nevertheless, the SPIF technique is well-suited to small-batch or customized manufacturing, and the fast prototyping of metallic products. The extensive use of progressively produced components may be seen in a variety of sectors, including automotive, aircraft, shipping, and biomedical. SPIF was utilized to create a variety of custom biomedical implants such as knee arthroplasty and cerebral implants with a complicated shape [
4]. However, according to various studies, several parameters such as material qualities, tool design, and tool path impact the formability of incrementally produced products.
Individual prostheses are typically created using a reverse engineering process to fit the patient. Behrens et al. [
5,
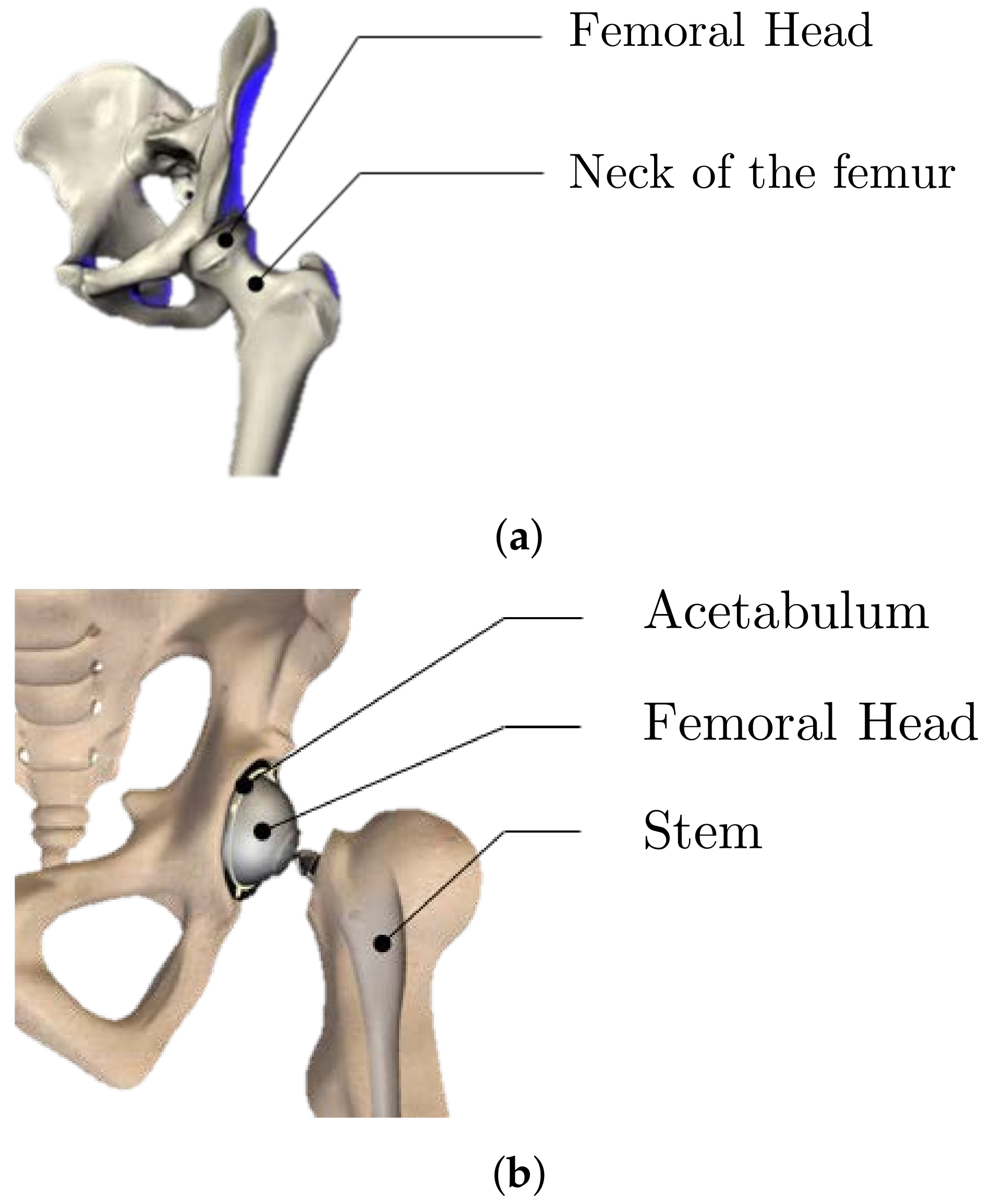
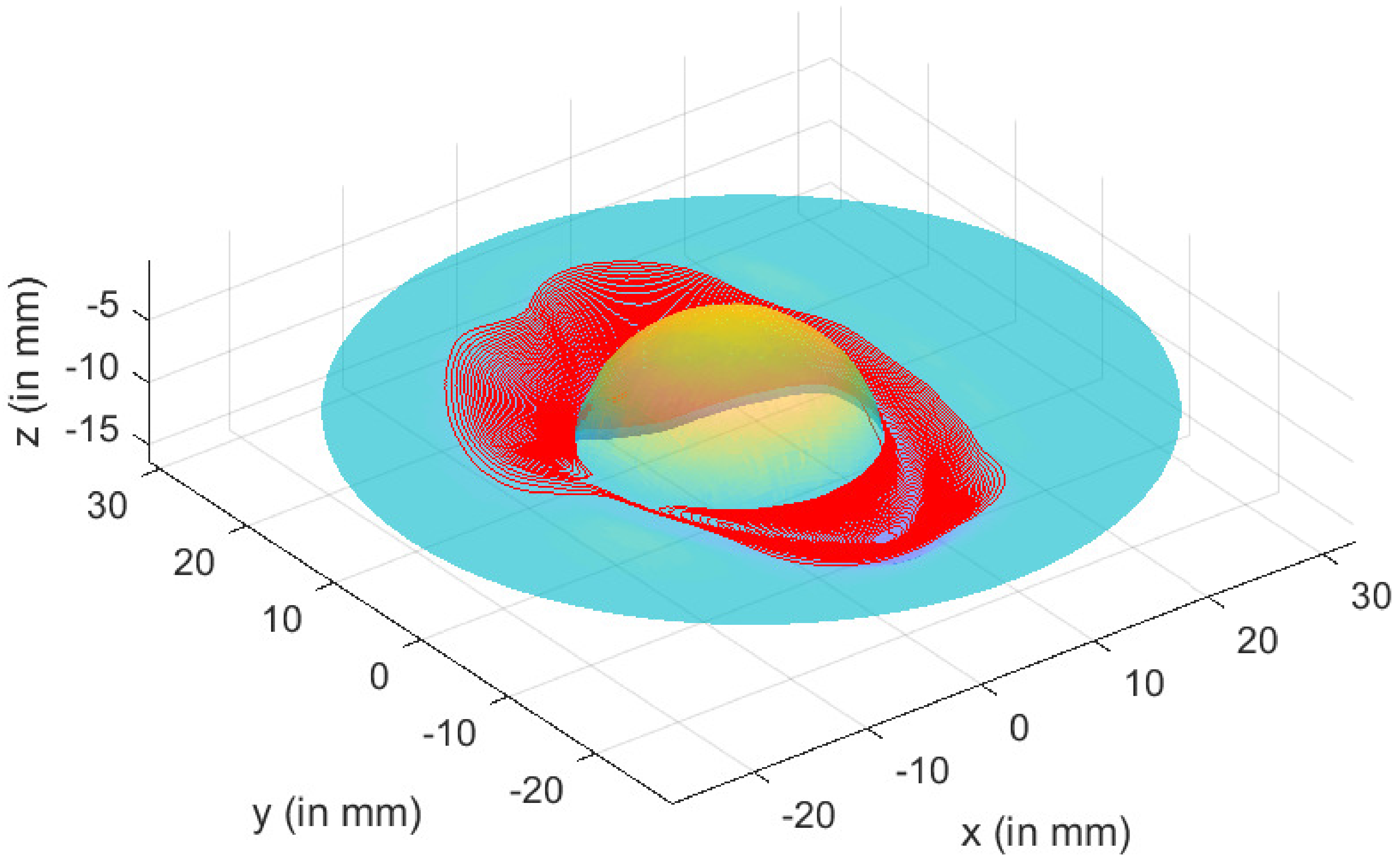
6] established a method for producing these hip prosthesis cups or acetabulum (
Figure 1) using traditional sheet-metal-forming procedures, including stamping and hydroforming. Cup individualization in this scenario necessitates the creation of customized equipment such as the die and punch that are unique to each patient. Traditional stamping procedures, on the other hand, are prohibitively expensive for small numbers or bespoke prototypes. ISF technology offers a novel way to reduce the cost of solving the problem in small-scale production. It introduces the cost-effective use of metallic sheets for small-batch manufacture without the use of expensive or specialized machines. As a result, the most appropriate approach for producing a personalized hip prosthetic cup is the ISF process.
It is not easy to find the right material and manufacturing technique to create a personalized implant with optimal biomechanical qualities. The literature contains a wealth of information on the use of a variety of biomaterials, ranging from metals to bioceramics and biopolymers, but titanium (Ti) and its alloys remain the most widely used solutions because they have a low Young’s modulus (ensuring uniform stress distribution between implant and surrounding bone), excellent mechanical properties, and, in terms of biocompatibility, the ability to promote osseointegration. However, owing to their high cost and poor formability at room temperature, the incremental forming of titanium has received little attention.
Stresses and thereby the material’s formability are affected by the shape of the incrementally created part. Geometrical mistakes are determined by many geometrical characteristics in the component, the kind of material used for forming, and the thickness of the material. Different scholars [
7,
8,
9,
10,
11,
12] attempted to characterize geometrical faults on the basis of geometry. Verbert et al. [
9] employed a feature identification algorithm to sort characteristics into groups such planes, ribs, ruled, and freeform surfaces.
Additionally, the geometrical precision of components is affected by the forming angle; in high angled parts, underforming is common, while in shallow wall angled geometries, the overforming and bulging of the bottom is common. Due to severe sheet underforming, which can exert negative radial stress on the tool directed from the middle of the part towards the wall, a nonhorizontal base surface of the part may hamper the forming process. Various studies looked into various remedies to this sort of inaccuracy. Essa et al. [
13] proposed that extending a tool path towards the center of the part can plastically deform the bulge and lower its height by using a tool-path optimization technique to lessen the bulging of the bottom part.
The SPIF method has been explored since the technology was initially conceived. To establish the boundaries of the SPIF process to produce a part, different approaches are utilized. Using thickness decrease as an indication, Saidi et al. [
14,
15,
16] proved that the limiting forming angle for grade 2 titanium is 45
at ambient temperature. With the increased usage of aluminum alloys, titanium alloys, and advanced high-strength steels in the automotive and biomedical industries, a difficult issue arose owing to the abrupt development of fractures during forming trials.
The design of the SPIF process might be improved by the precise prediction of failure to avoid early material fracture of the product to be fabricated. Iseki et al. [
17] analyzed strain components in the contact region and hypothesized that, once the strains reached the strain limit forecasted by the empirical fracture forming limit (FFL) under plane strain conditions, the maximal forming depth of the cone portion created by ISF could be projected. Haque and Yoon [
18] presented stress-based FLCs to predict the formability of various materials to overcome the limitations of strain-based FLCs for SPIF.
Fracture prediction using FLCs or FFLs is simple and effective for process development and preliminary analysis. It cannot, however, give comprehensive knowledge of fracture initiation and progression during ISF. To understand damage initiation and progression in the SPIF process, indepth examinations of fracture behavior were conducted. Strain and stress distributions in the deformed region dictate the material’s deformation behavior and fracture. Because of its simplicity, theoretical fracture prediction combining basic ductile damage models depending on strain or stress analysis is widely used. Huang et al. [
19] utilized the force equilibrium approach for an approximate estimate of stress distribution in the area of contact between forming part and ISF tool by ignoring circumferential force components and the friction effect. The highest forming angle attainable without fracture in the lateral direction was estimated using the Oyane damage criterion.
However, because contact conditions in ISF are complicated, simplistic analytical models cannot accurately predict the material’s stress and strain states during the ISF process. Many studies used FE modeling to track material deformation throughout the ISF process. However, the contact circumstances and progressive deformation of the material in standard FE models of the ISF process modeling generated using commercial software hinder analyzing damage progression in the process. Complex damage models were included in commercial FE modeling software to correctly capture fracture initiation and damage progression in the ISF process.
According to Besson and Jacques [
20], depending on the scale utilized to evaluate the start and progression of the fracture, there are two types of ductile fracture models: micromechanical and phenomenological models. Micromechanical models, such as the Gurson model, are quasi models resulting from rigorous micromechanical research, whereas phenomenological models, such as the Lemaitre model, are mostly based on macroscopic factors. Researchers employed a variety of damage models in their FE simulation of the ISF process. Different damage models may only be appropriate for certain loading circumstances. In the SPIF procedure, Malhotra et al. [
21] included a novel fracture model further into FE analysis program LS-DYNA to forecast failure in conic and funnel shapes. Guzmán et al. [
22] examined three GTN damage model versions to better forecast SPIF damage progression. Results, however, did not match the trials, which essentially accepted the intricacy of the ISF process and the impact of work hardening on ISF fracture behavior.
Park et al. [
23,
24] included Barlat Yld91 and Hill48 yield theories into the Lou–Huh damage model to estimate anisotropic sheet-metal fracture strain. However, the prediction of fracture limit strain was minimally studied using a ductile fracture model that incorporates anisotropy of thin sheet metal.The adoption of an adequate plasticity model is crucial for accurately predicting failure strain during sheet metal forming. The Hill48 anisotropic plasticity model [
25] was the first to replicate the anisotropic sheet metal yield locus. Yue et al. [
26] developed a fully linked damage model with metal anisotropy and demonstrated the impact of material anisotropy on SPIF damage accumulation.
In this context, optimal process parameters can be specified to enable process or equipment design optimization and to prevent the early material failure of the forming piece throughout the production process by forecasting the material processing failure of a forming part in ISF. Furthermore, knowing the mechanism underlying material fracture would aid in avoiding any faults in the formed component, ensuring the ISF part’s quality and structural integrity.
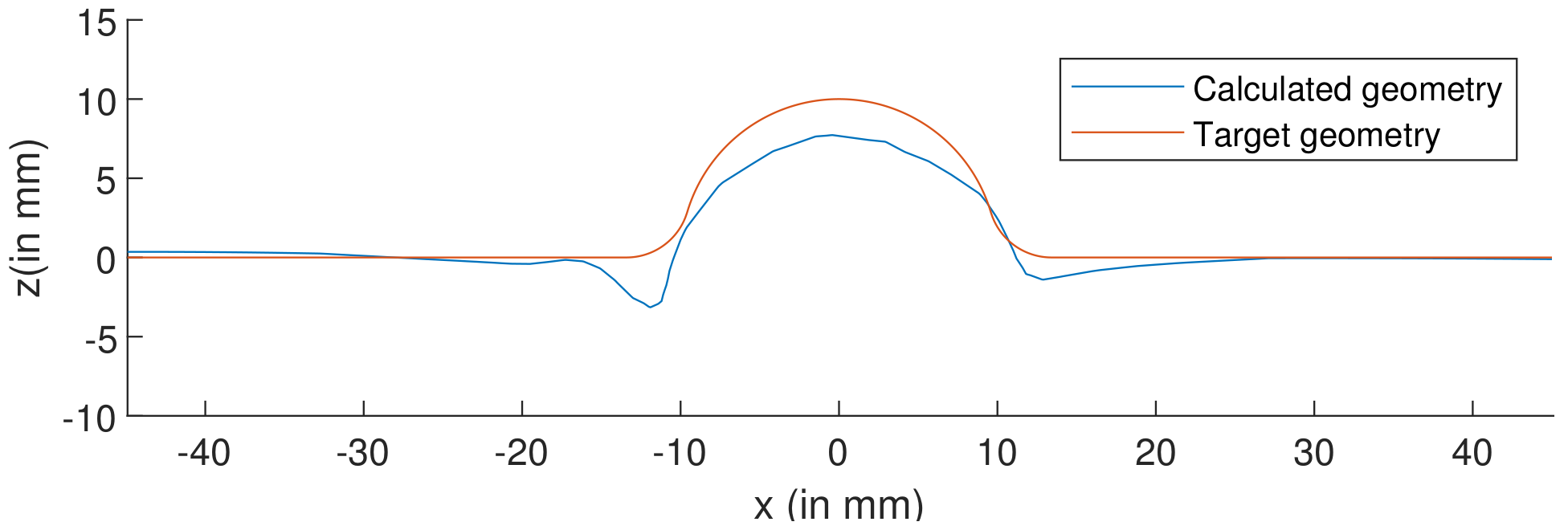
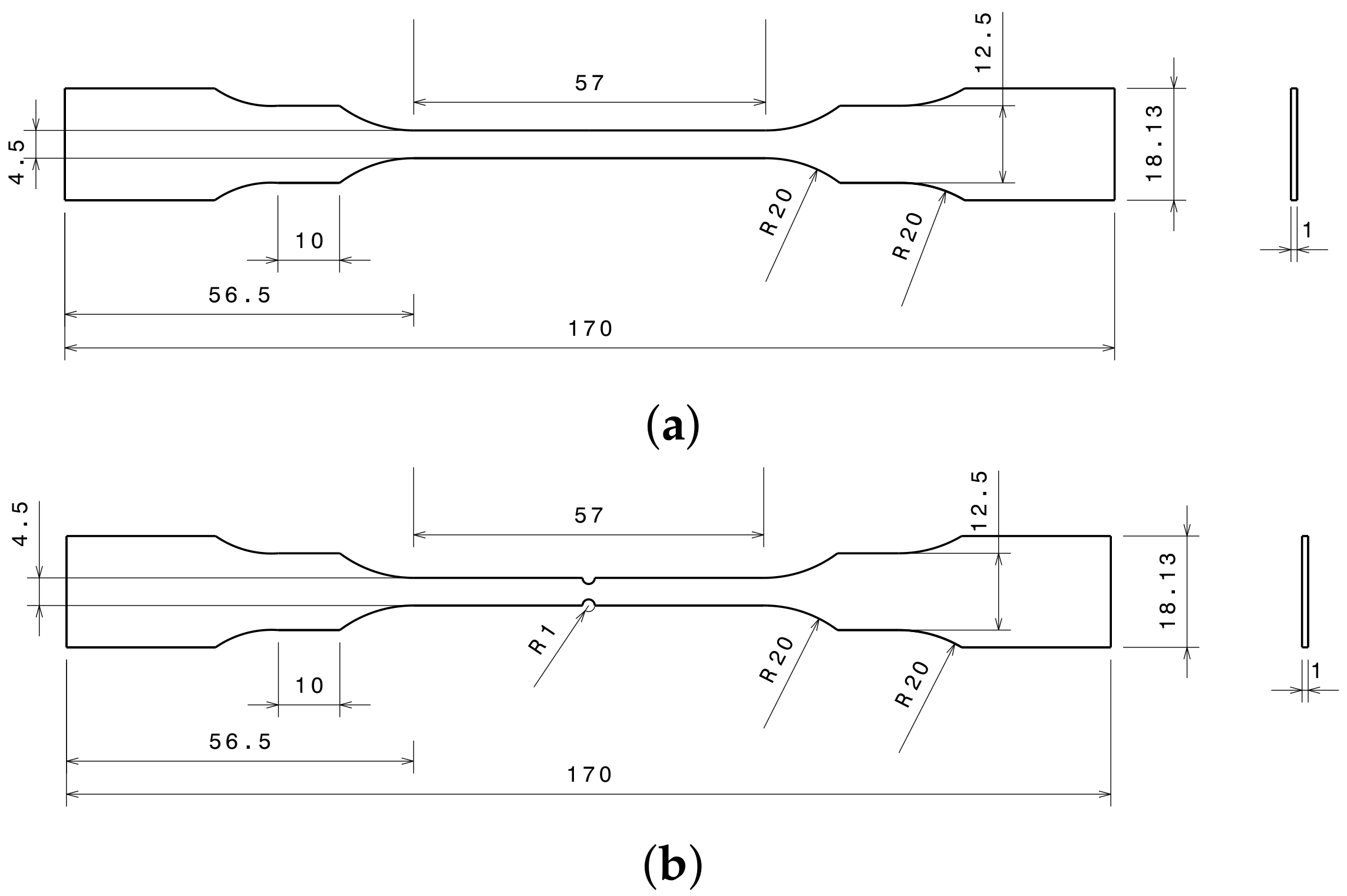
The first aim of the present study is to predict the anisotropic behavior of commercially pure Grade 2 titanium sheet metals in terms of inplane variation in properties and yield loci using the Hill48 yield model, and results were validated with the uniaxial tensile test. The necking and fracture limits of the sheet metals were estimated using a verified Johnson–Cook fracture model incorporating above calibrated yield theories. Theoretical failure limits were correspondingly derived through simulation tensile tests. The second aim was to develop a method to produce titanium hip cup prosthesis with a complex (asymmetric) shape and a wall angle, two-stage forming, combining single-point incremental forming and deep drawing. Moreover, the multistep approach was adopted, and a suitable tool path was generated. A tool was created that allows for the targeted profiles and simulated profiles to be compared to validate the proposed method. Eventually, the numerical part was enhanced.
4. Conclusions
An experimental and numerical study on personalized hip cup prosthesis accuracy enhancement in single-point incremental sheet-forming technique SPIF of titanium sheets was described in this work. Key benefits of this configuration are its low cost and ease of use, which allows for it to be used throughout the industry. At room temperature, experimental tests were carried out to determine the properties of the titanium sheet.
This study’s findings are summarized as follows:
The SPIF of the acetabular utilizing titanium sheets is a realistic technique that demonstrates the potential for real-world medical use.
Multistep manufacturing improves geometry accuracy.
Preliminary findings are promising, and the procedure appears to be suitable for the installation of a hip prosthesis.
To optimize these parameters for experimental investigation, more work is needed to examine the influence of the majority of process factors on component formability.
The potential of using SPIF technology to produce a metal acetabular of a hip prosthesis was statistically examined in the presented study.
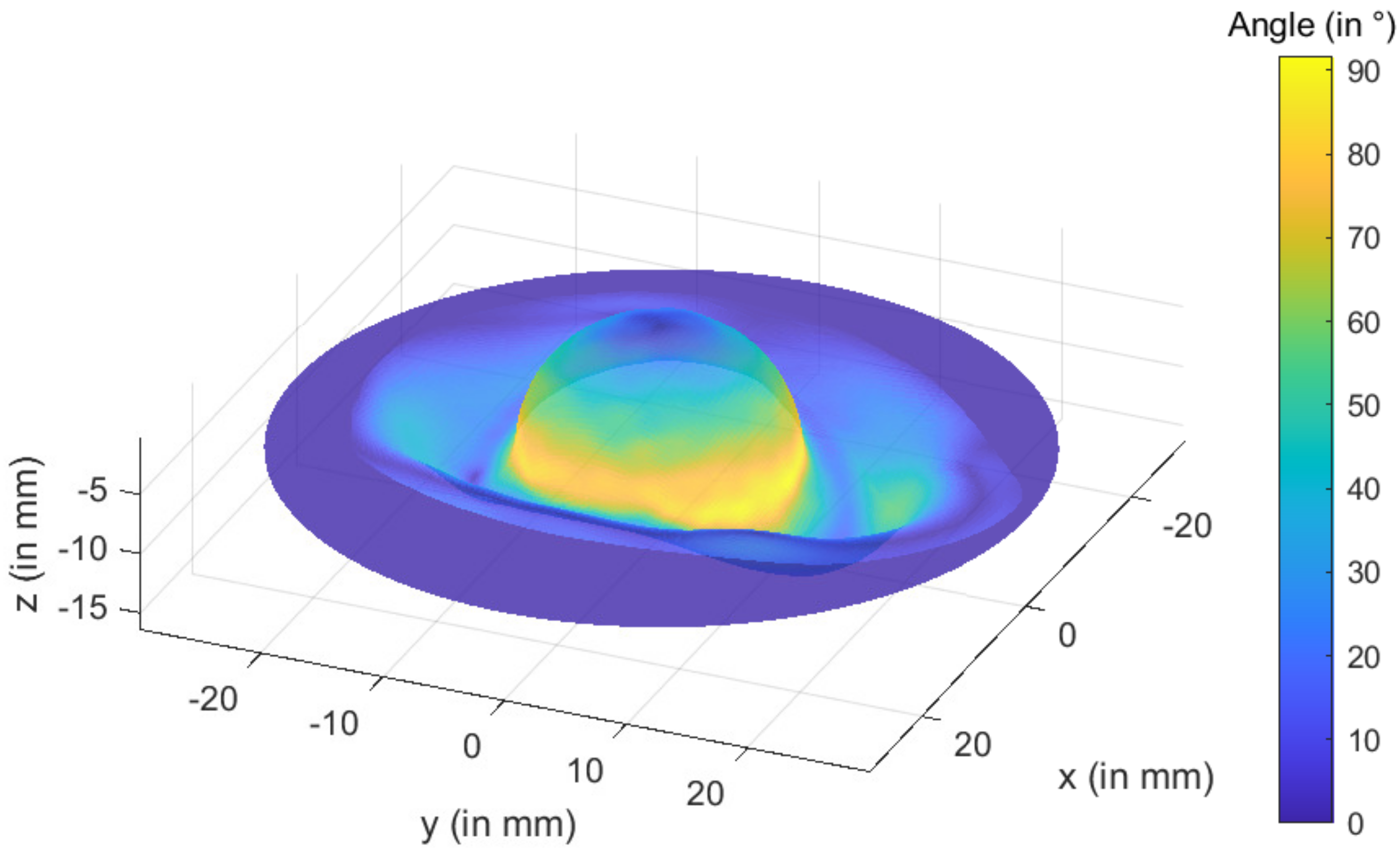
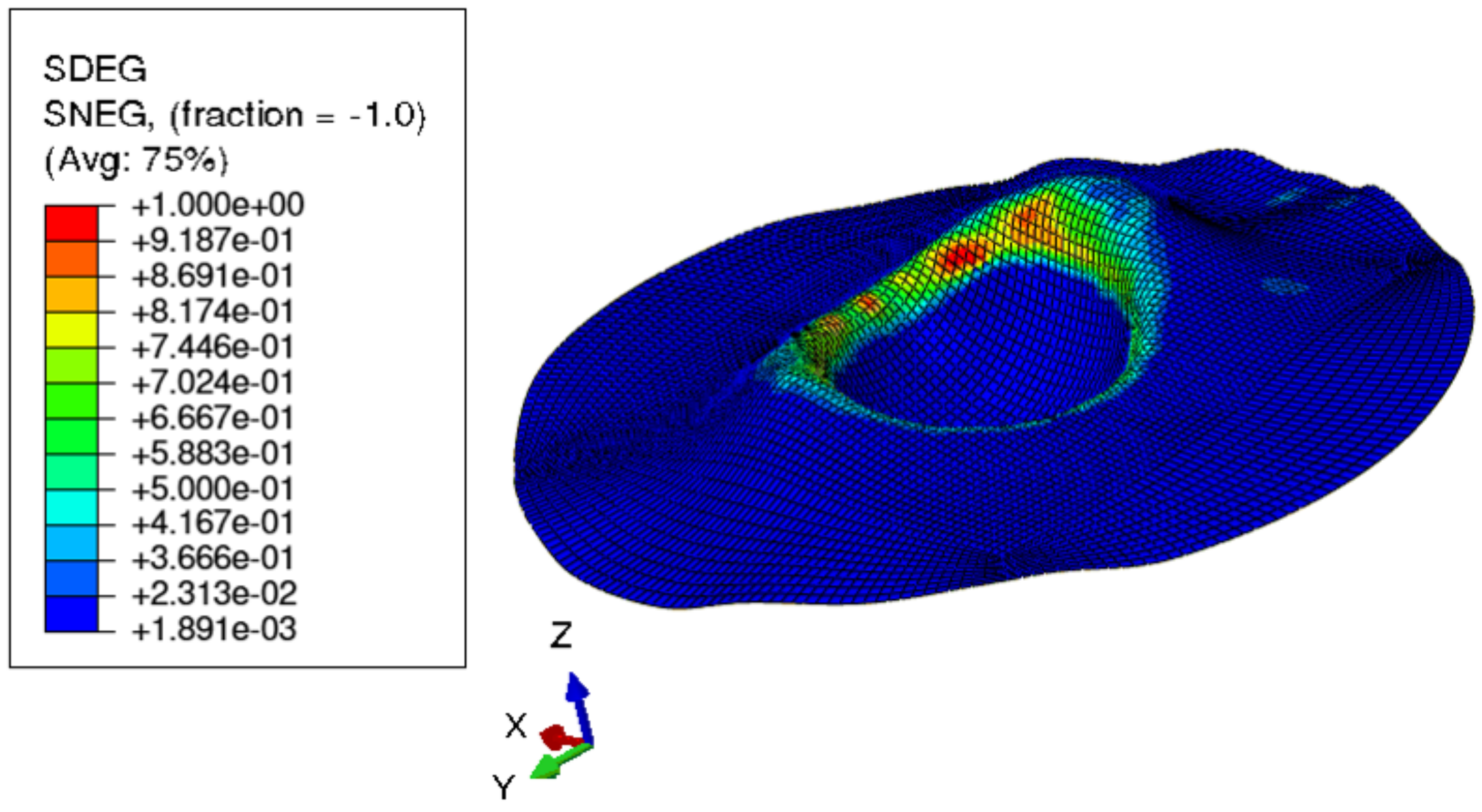
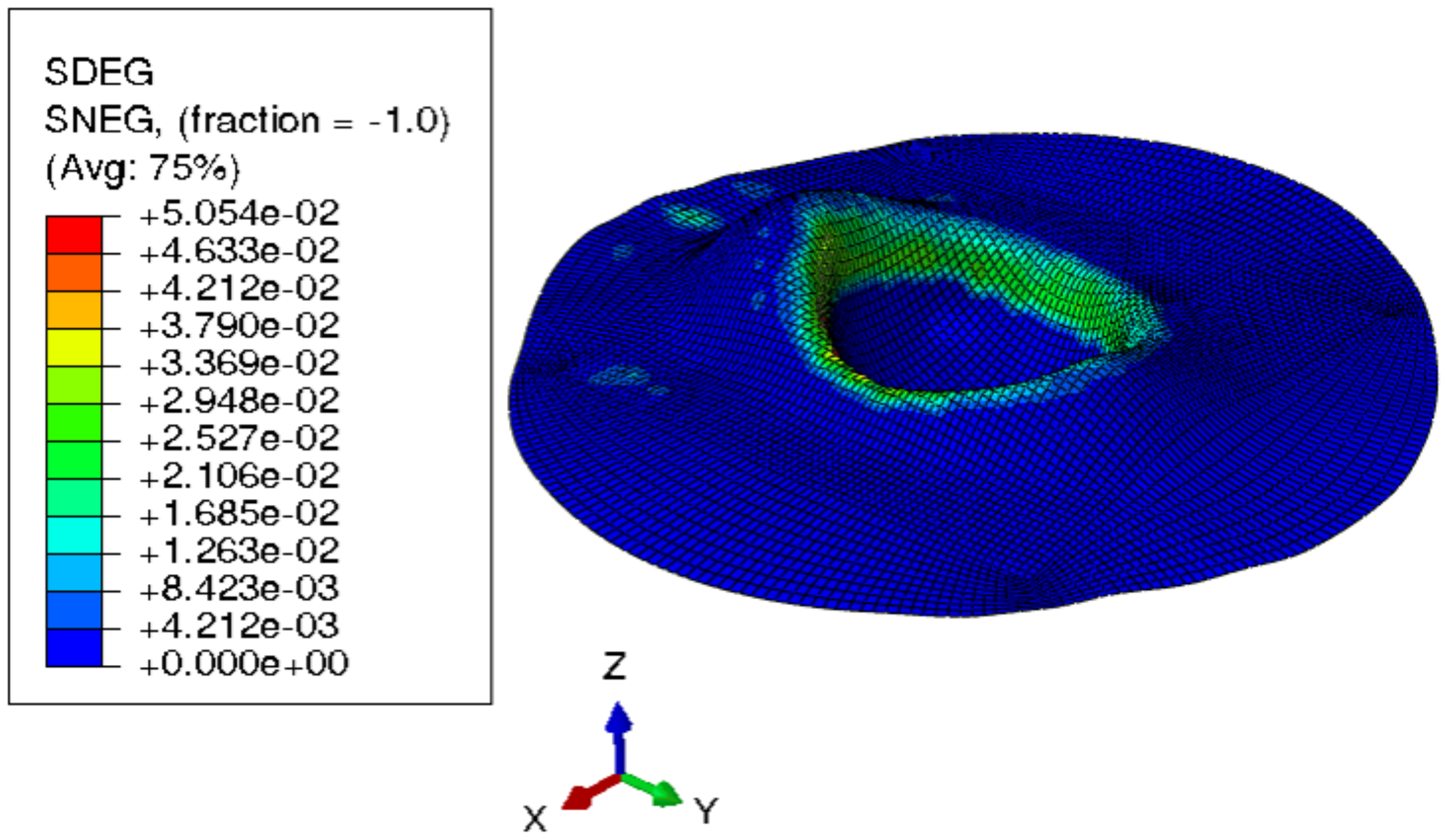
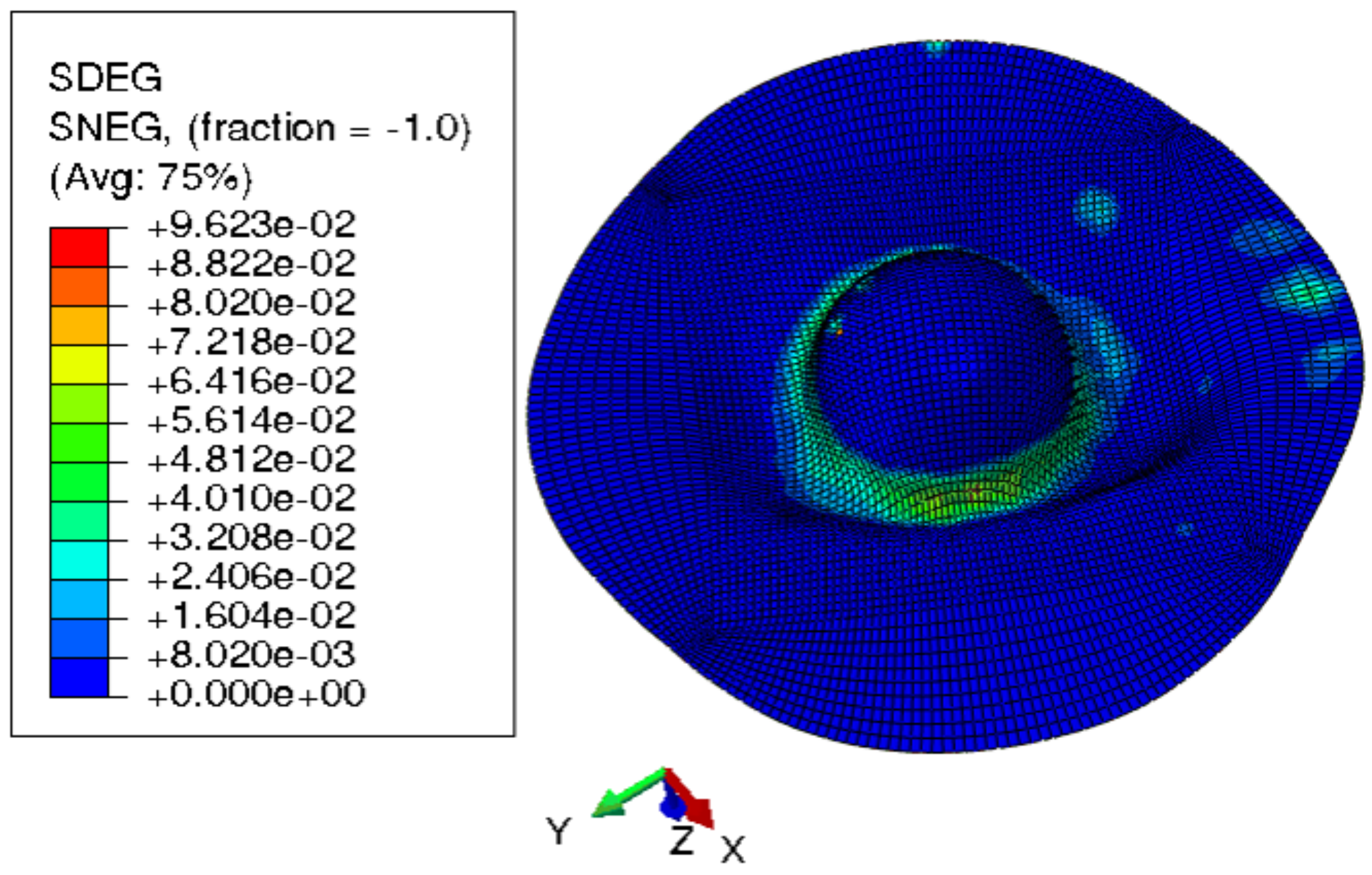
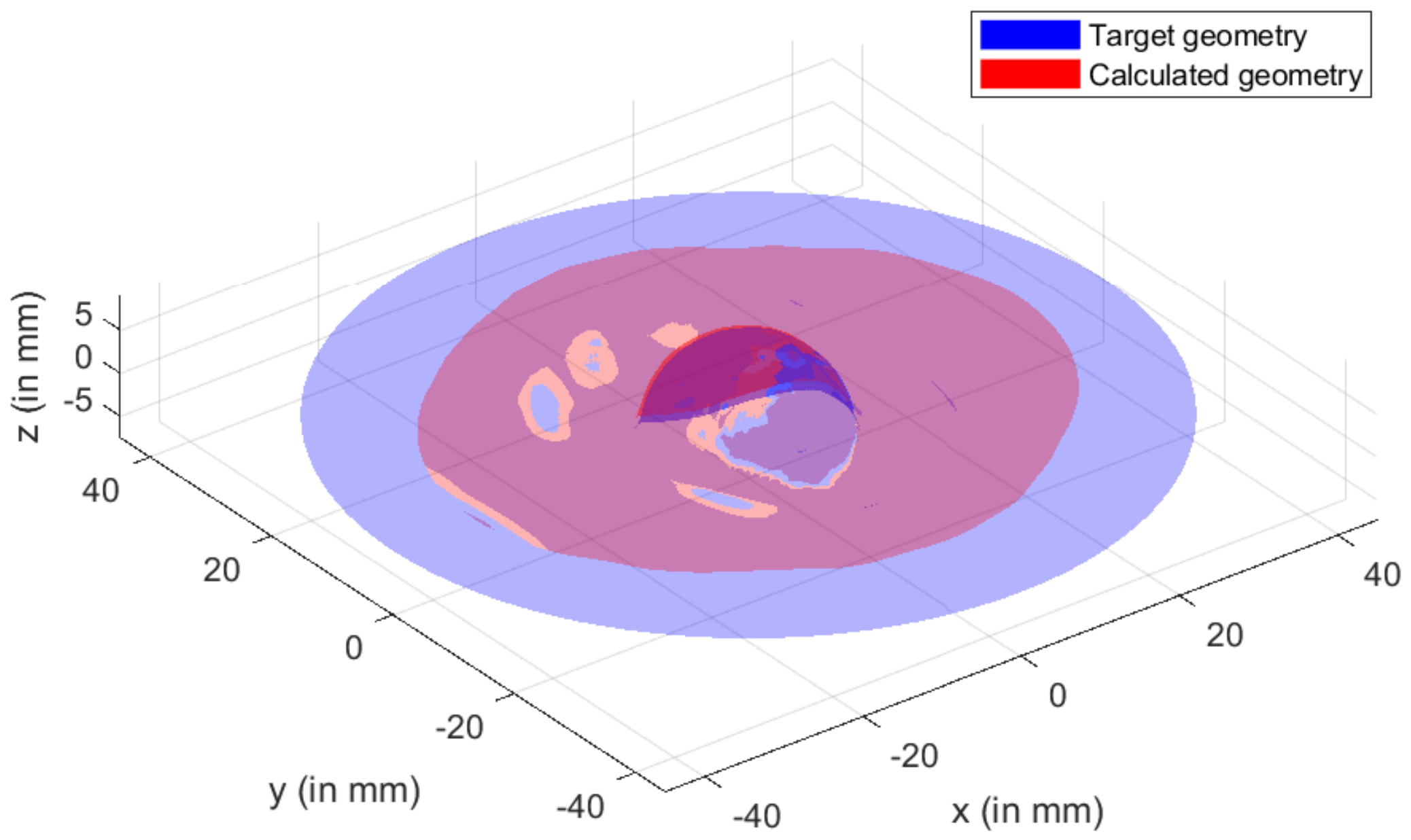
The importance of the utilized numerical prediction and behavioral model was demonstrated by comparing experimental and numerical simulation findings on the basis of the thickness distribution, damage prediction, and final profile shape of the customized hip cup prosthesis. Profile differences between numerical and experimental findings were less than 4%. The suggested FE model may accurately predict experimental outcomes of customized titanium hip cup prostheses.
Thickness reduction findings for the customized hip cup prosthesis (an asymmetric shape with a nonhorizontal base) revealed that the ambient forming of titanium is acceptable. This guarantees that the material’s ductility is improved by combining two processes: conventional and incremental shaping. As a result, heating can reduce inaccuracies between desired and computed geometry. To reduce these errors, in future work, we will focus on improving the FE simulation tool, optimizing the tool path, and testing warm incremental sheet forming. In this work, only the numerical part was examined, and the experimental part will be carried out in future works.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}