
Damage Mechanisms and Anisotropy of an AA7010-T7452 Open-Die Forged Alloy: Fatigue Crack Propagation

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
- Casting a cylindrical forging stock;
- Multiple forging steps to achieve the final plate-like shape of the blanks; forging temperature ~400 °C;
- Solution heat treatment at 475 °C for 4.5 h;
- Water quenching;
- Cold deformation/cold heading to relieve residual stresses;
- Overaging in two steps: 120 °C/20 h followed by 175 °C/7 h.
2.2. Fatigue Crack Growth Experiments
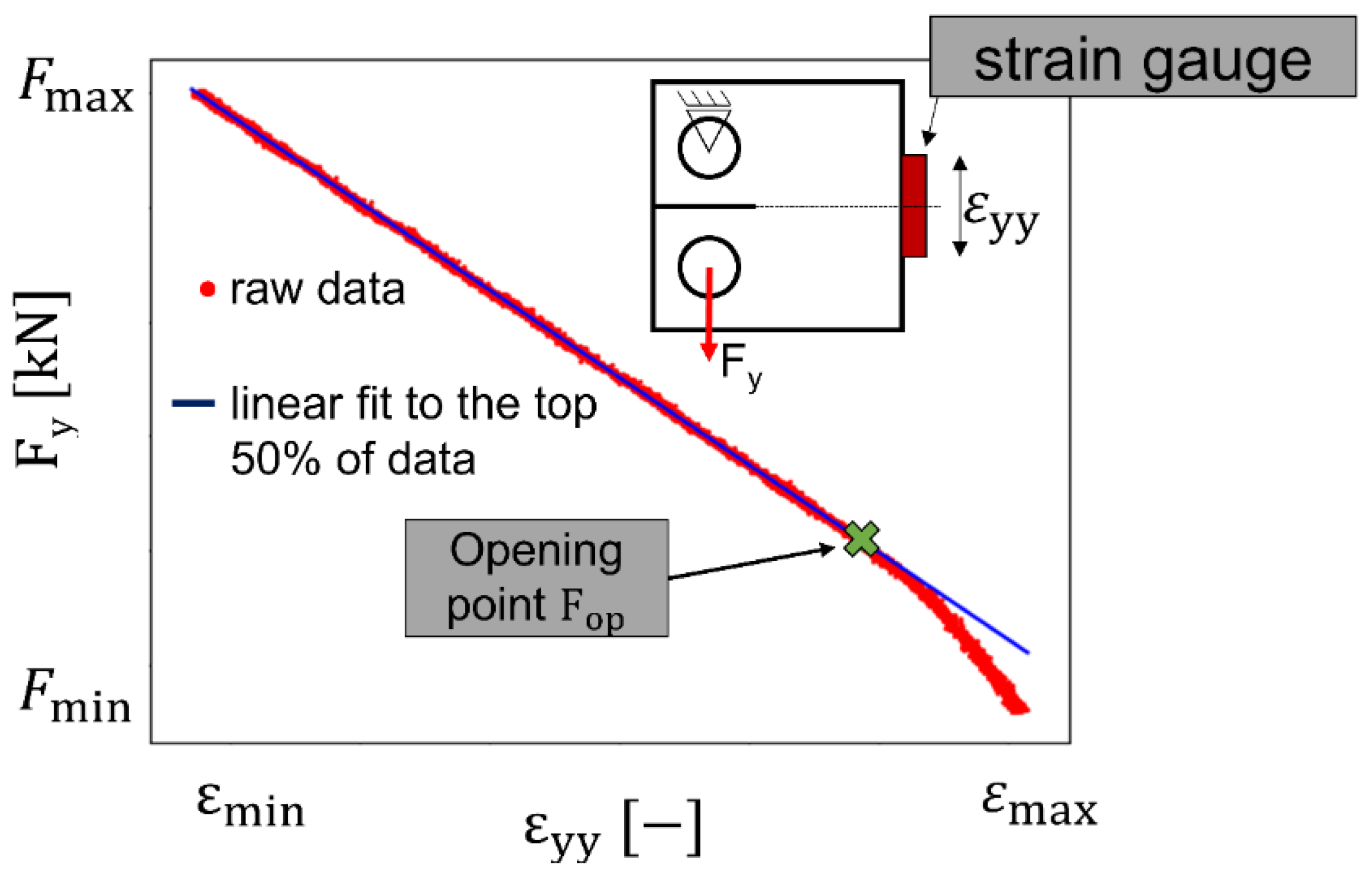
- The strain and force signals were both measured with an HBM precision measuring amplifier to keep the phase shift between both signals low. In addition, the remaining phase shift was corrected by a Peak-To-Peak fit to synchronize the measurements. The strain gauge was located at the specimen’s back face (see insert in Figure 1). The strain signal was recorded every 0.2 mm increment of crack extension at a sampling rate of 9.6 kHz for a time interval of 0.5 s, i.e., each set of load-strain data contains 10 load cycles.
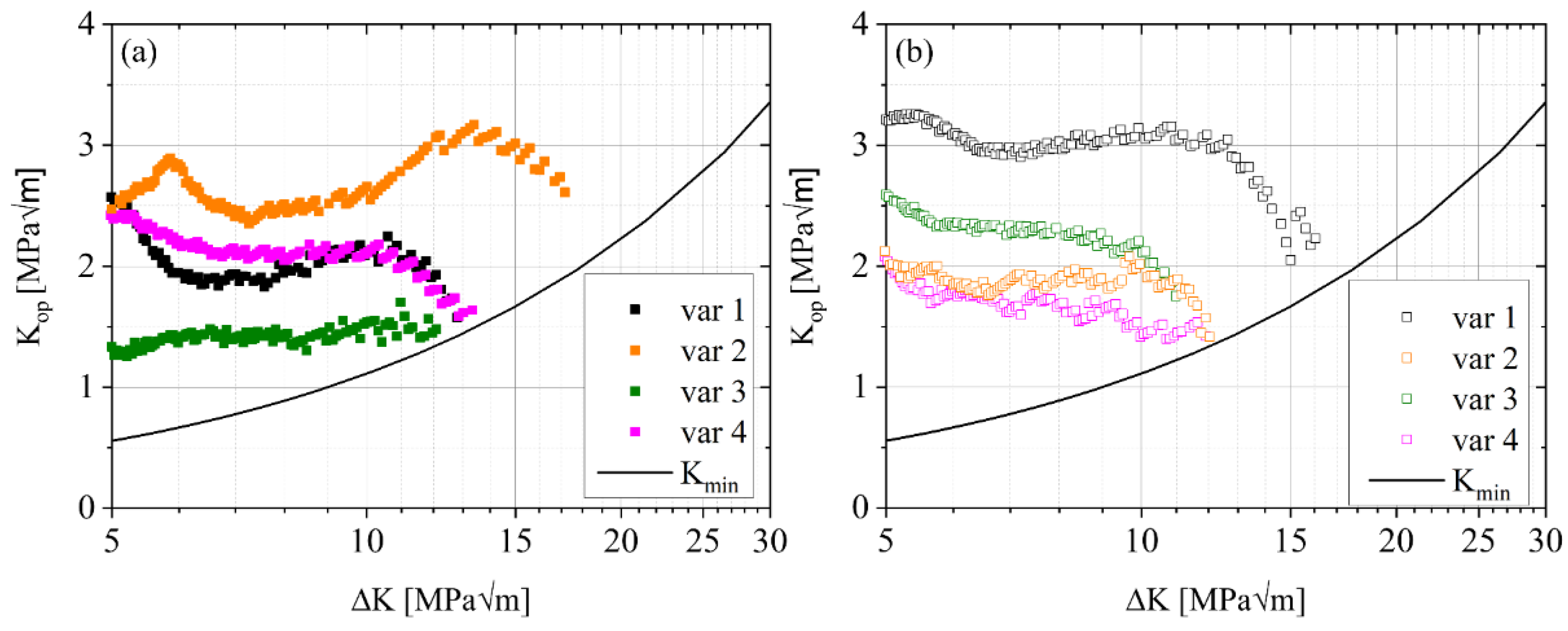
- A resulting Fy-εyy curve over these 10 load cycles is exemplarily shown in Figure 1. The graph shows a decrease in the slope of the Fy-εyy curve as the strain decreases (i.e., higher compression of the specimen’s back face) until a linear region is reached. The point at which this linear dependence starts indicates a fully open crack and therefore corresponds to the crack opening force Fop (Figure 1). Fop can be used to obtain the opening stress intensity factor Kop.
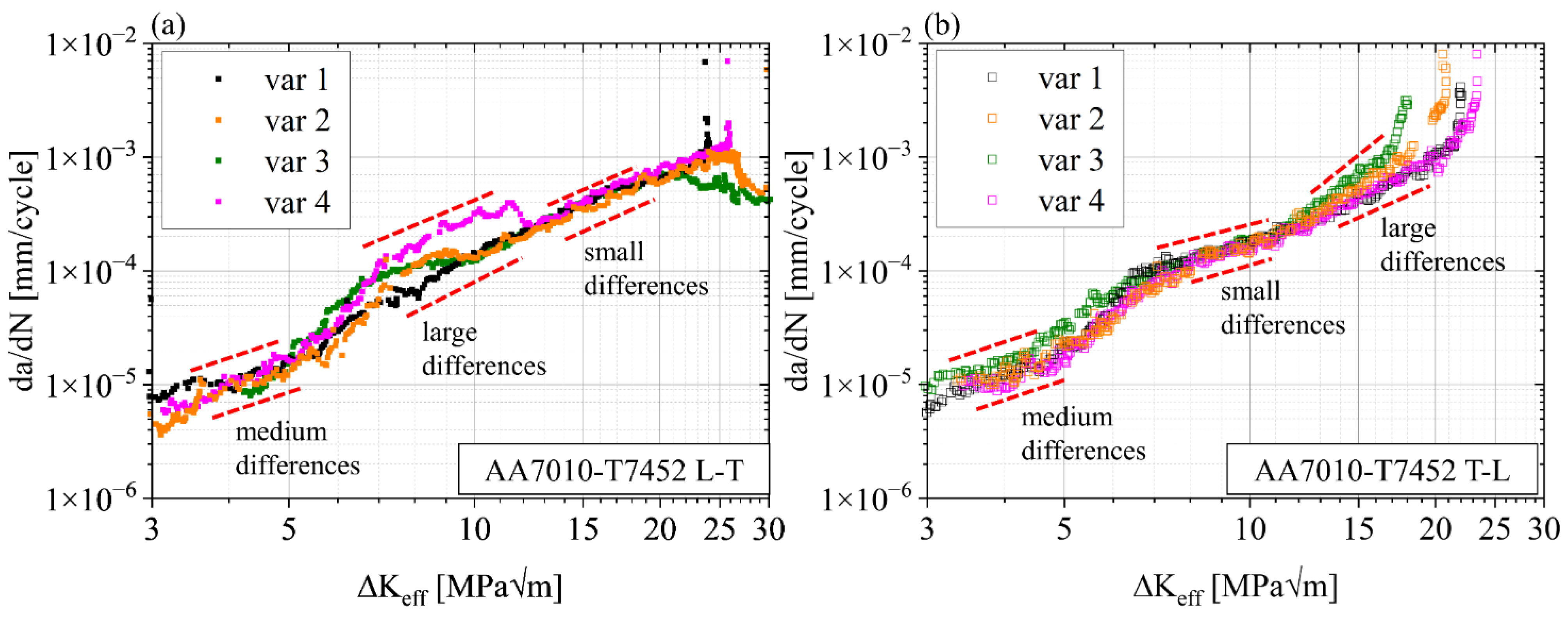
- The cyclic stress intensity factor (SIF) ΔK was corrected using the opening forces as ΔKeff = Kmax − Kop.
2.3. Metallography and Quantitative Fractography
- The fracture surface was imaged by SEM over a region of 0.6 × 20.0 mm².
- SEM images of an area ~117 × 117 µm² were selected randomly without knowledge of the location. This was performed to avoid human biasing during imaging analysis.
- Each of these micrographs was classified manually according to the active damage mechanisms.
- Finally, all images were stitched together and the area fraction for each damage mechanism was quantified as a function of the crack length.
2.4. X-ray Computed Tomography
3. Results
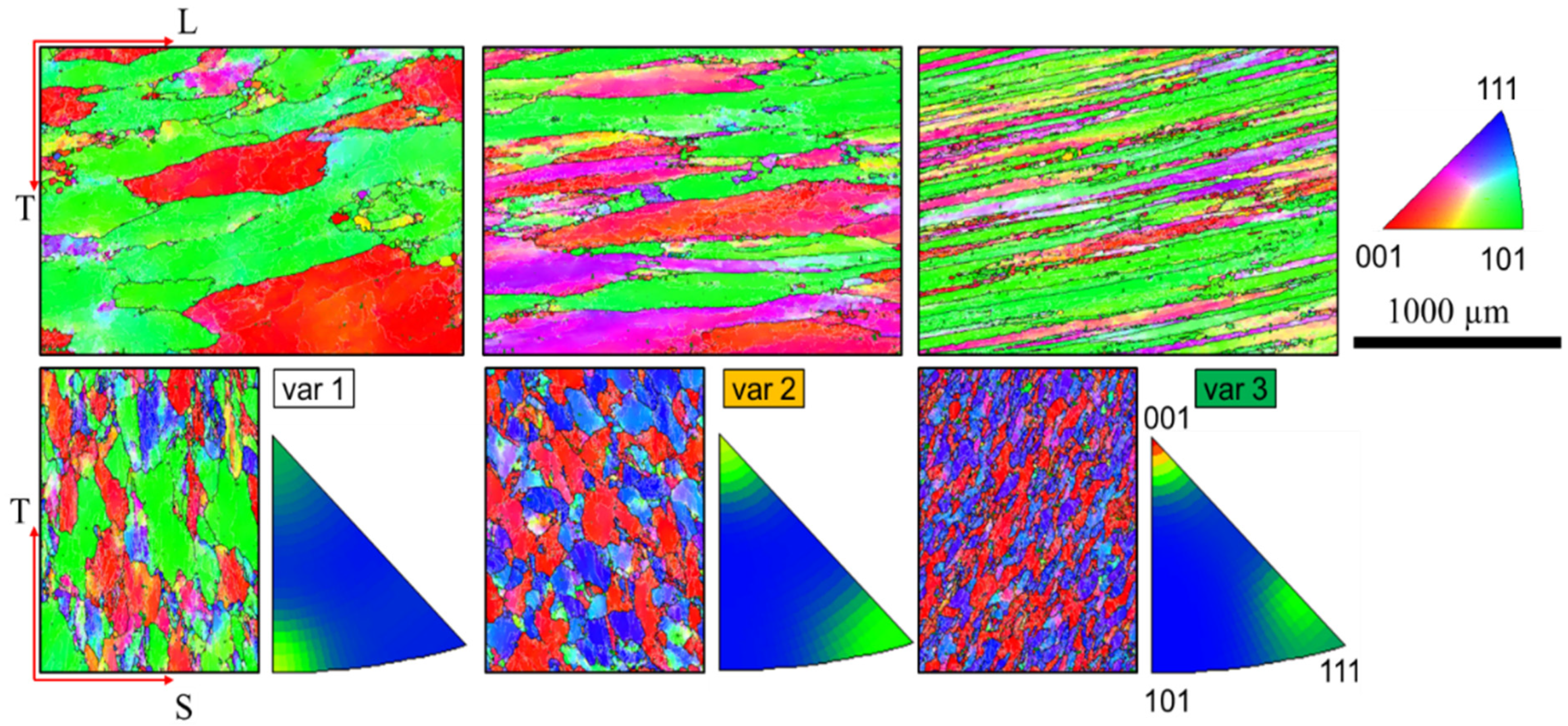
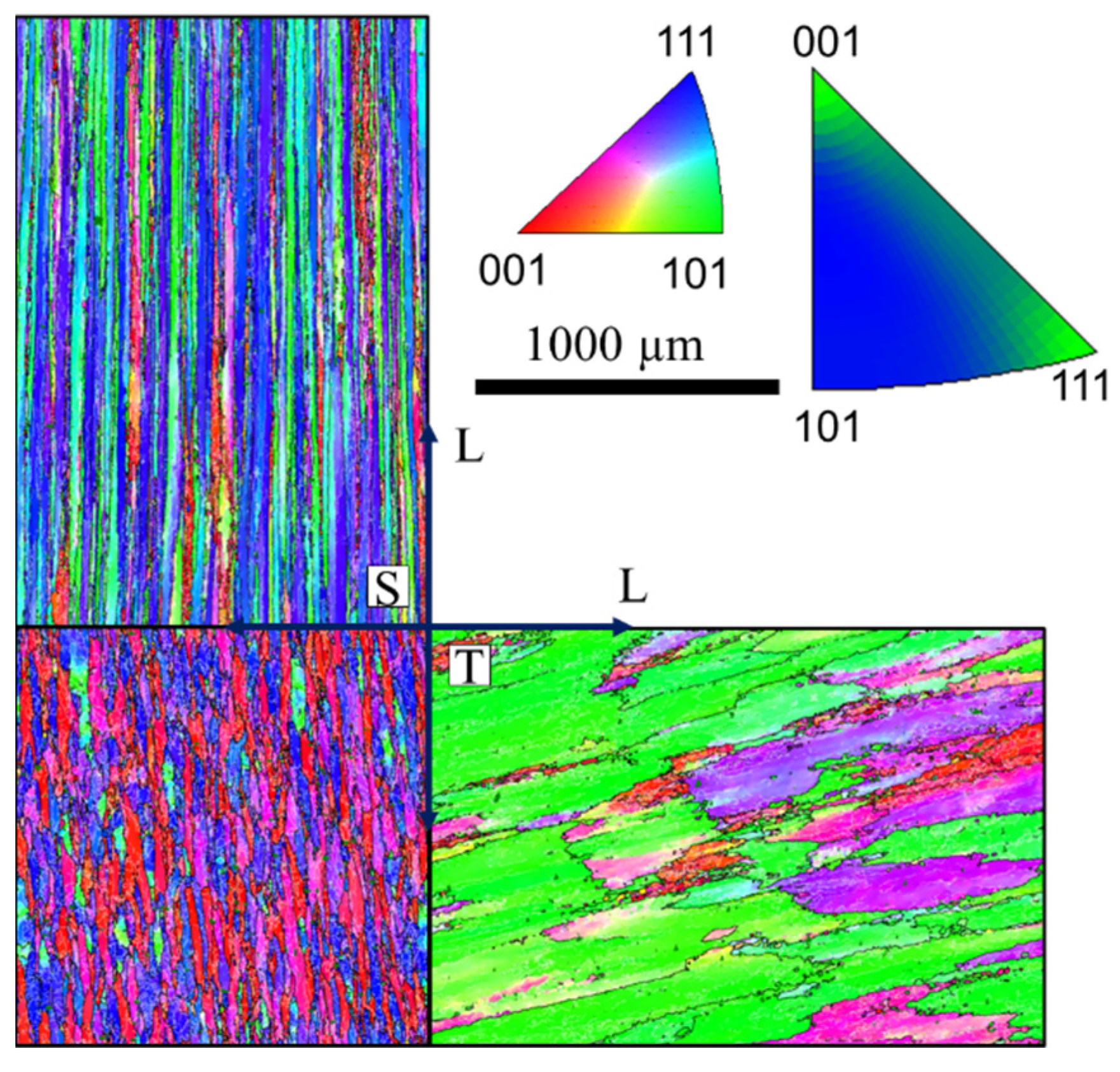
3.1. Grain Structure and Crystallographic Texture
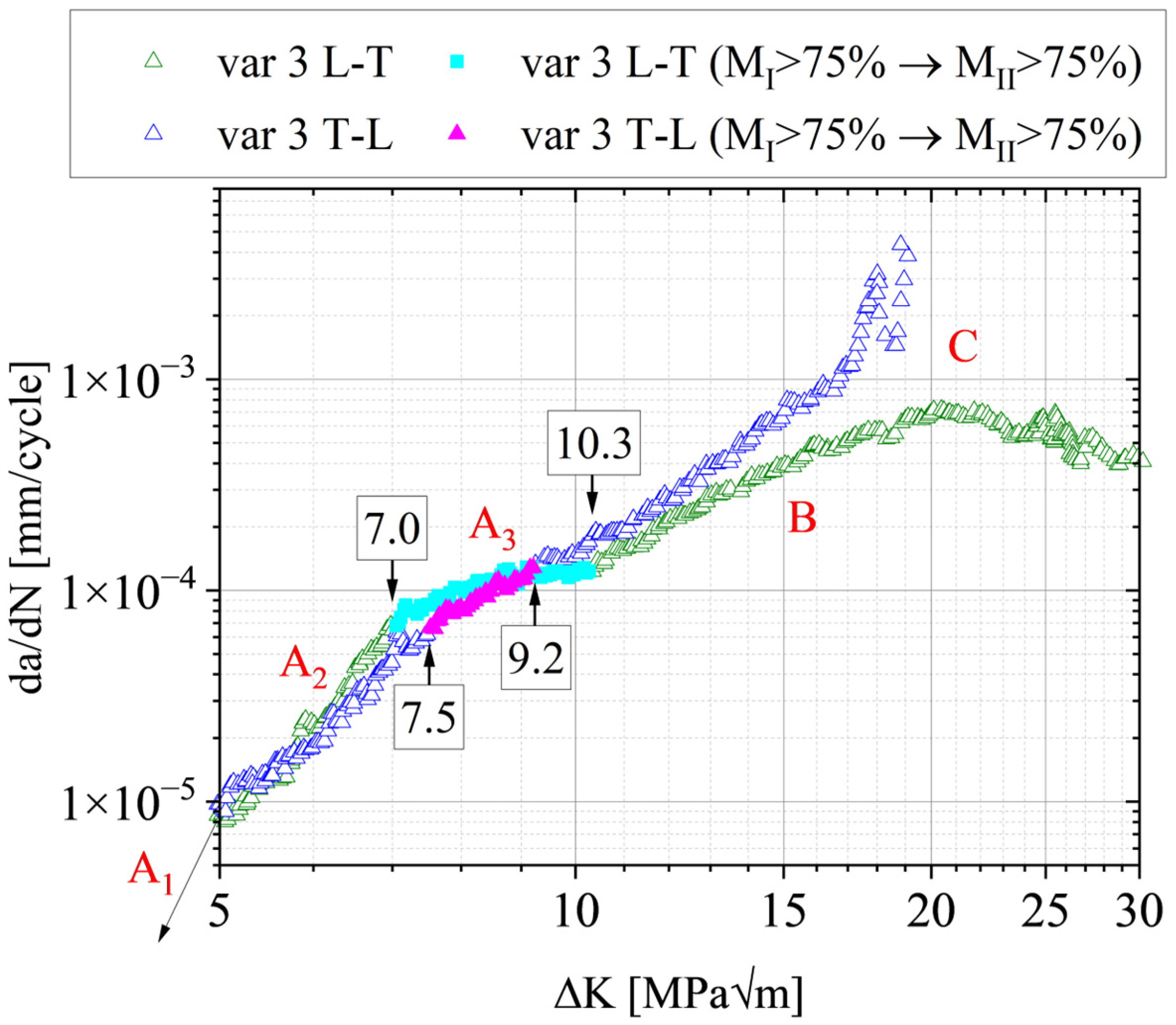
3.2. Fatigue Crack Propagation
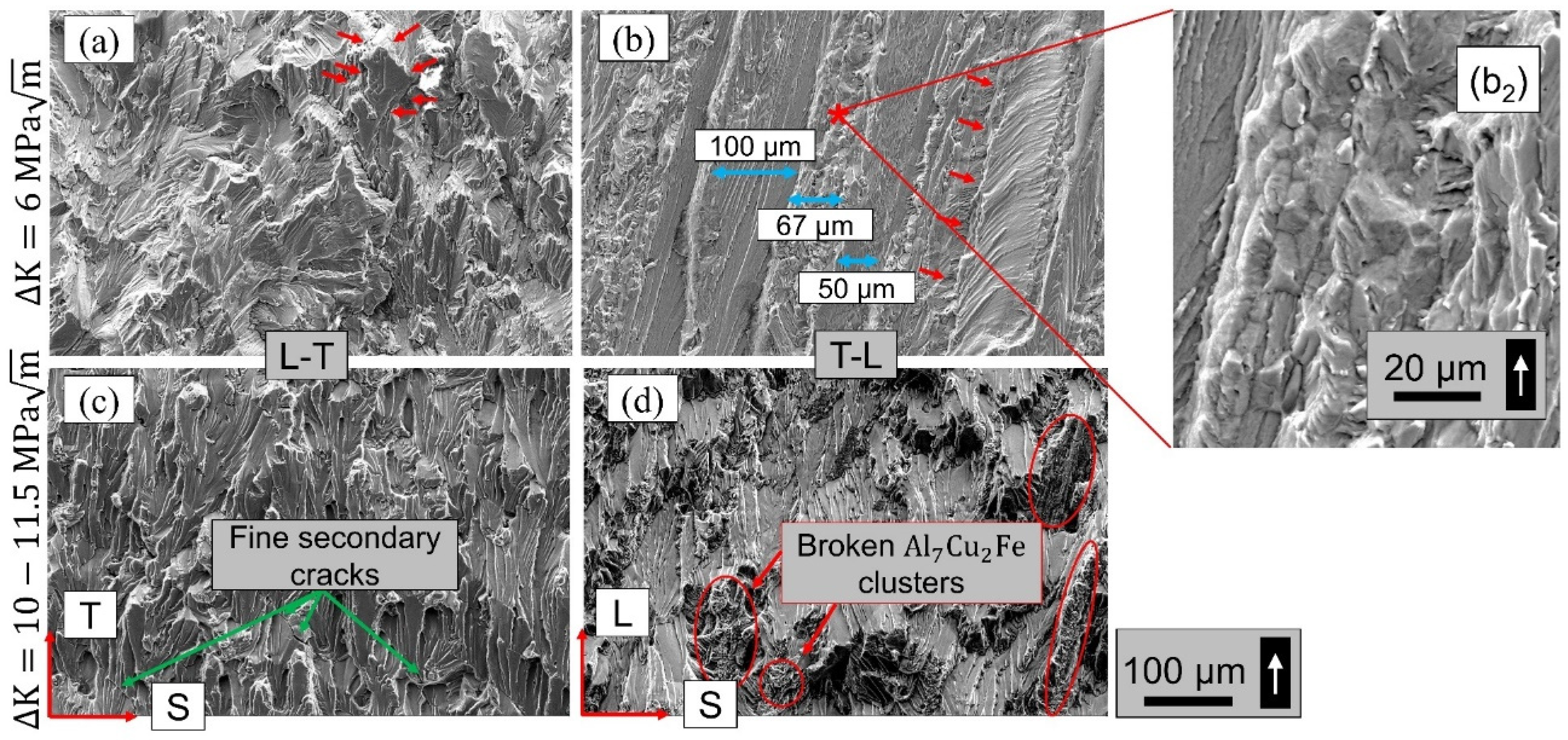
3.3. Damage Mechanisms
4. Discussion
4.1. Damage Mechanisms and their Transition Regime A3
4.2. Regime A2
4.3. Regime B
4.4. Regime C
5. Conclusions
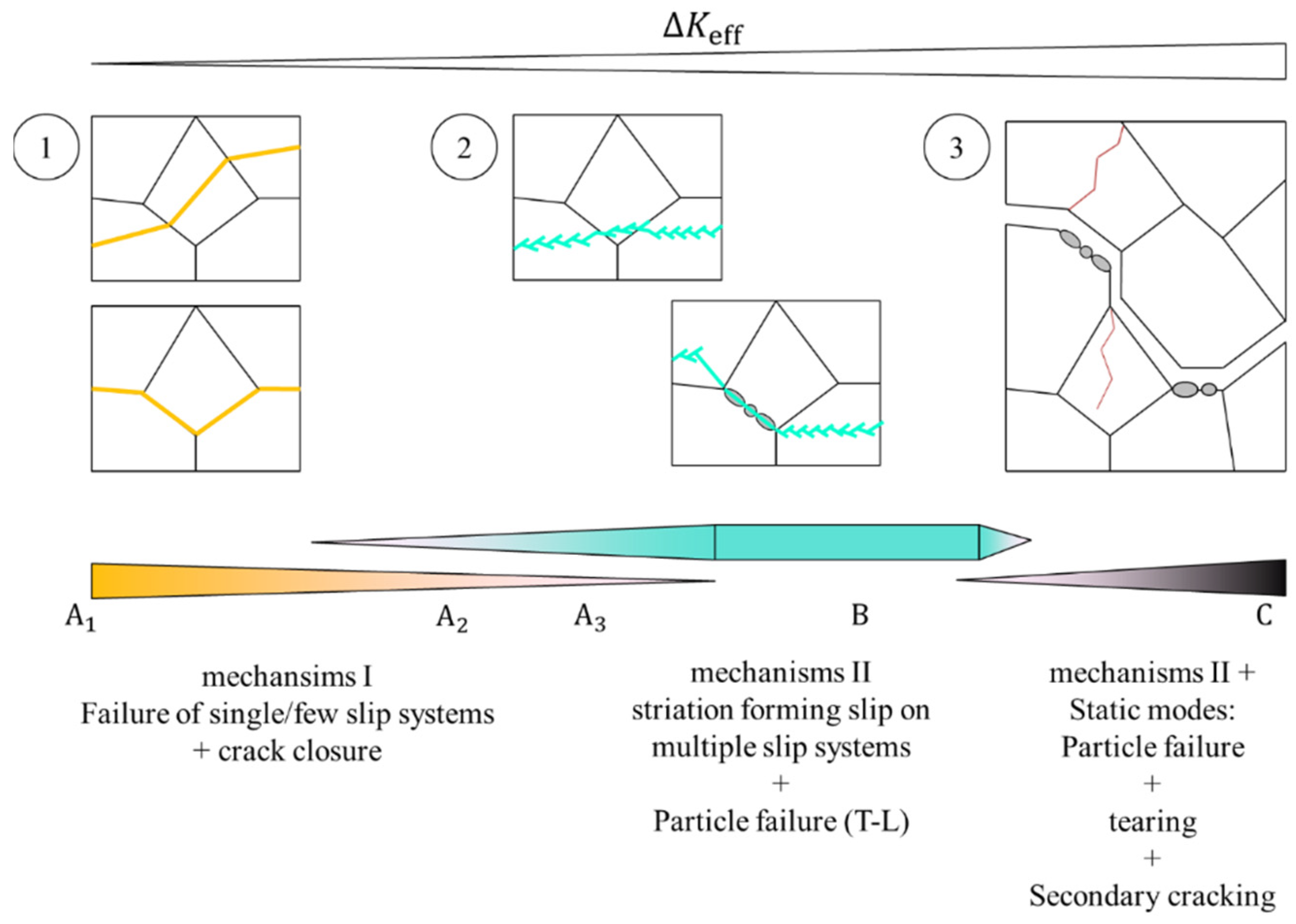
- The damage mechanisms change gradually from a microstructure-sensitive slip plane driven fracture to a microstructure-insensitive multi-slip-system fracture. The FCP rate in the transition zone shows a gradual change of slope until mechanism II is dominant and the Paris regime is initiated.
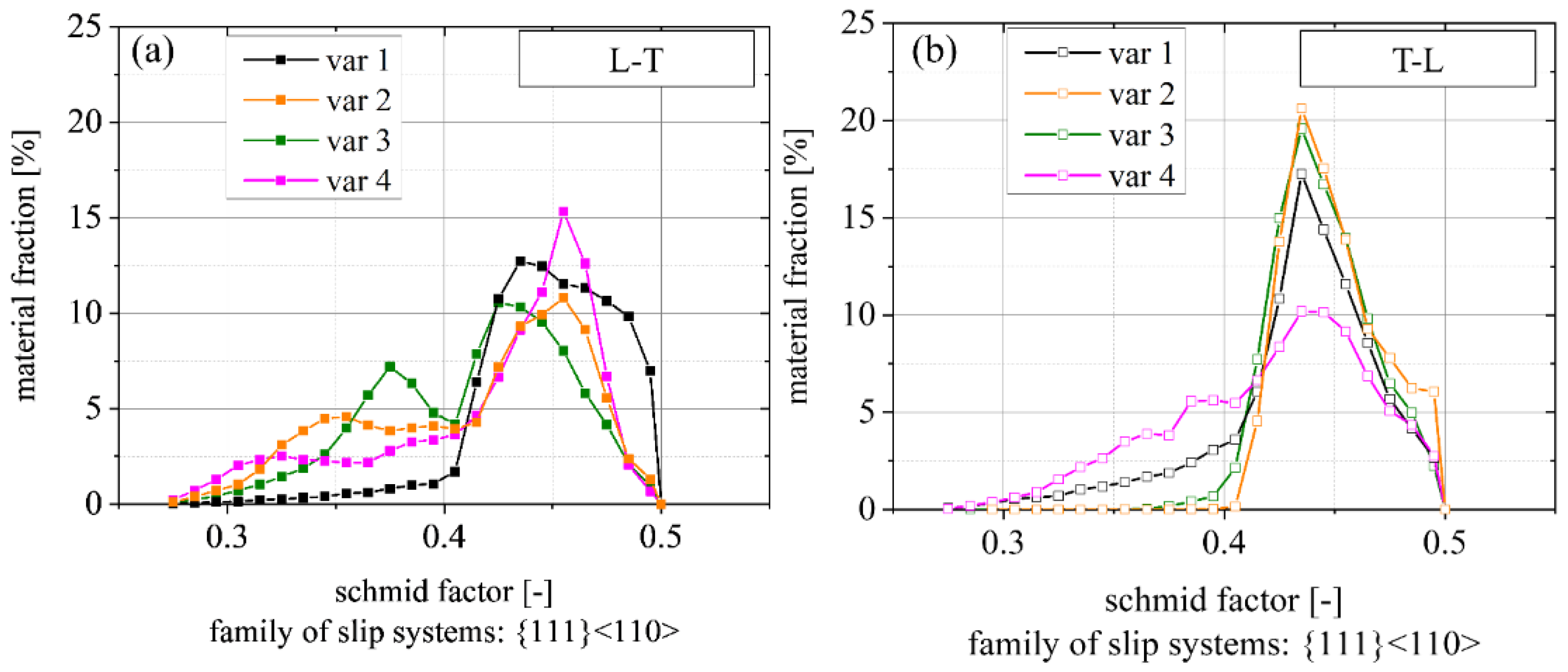
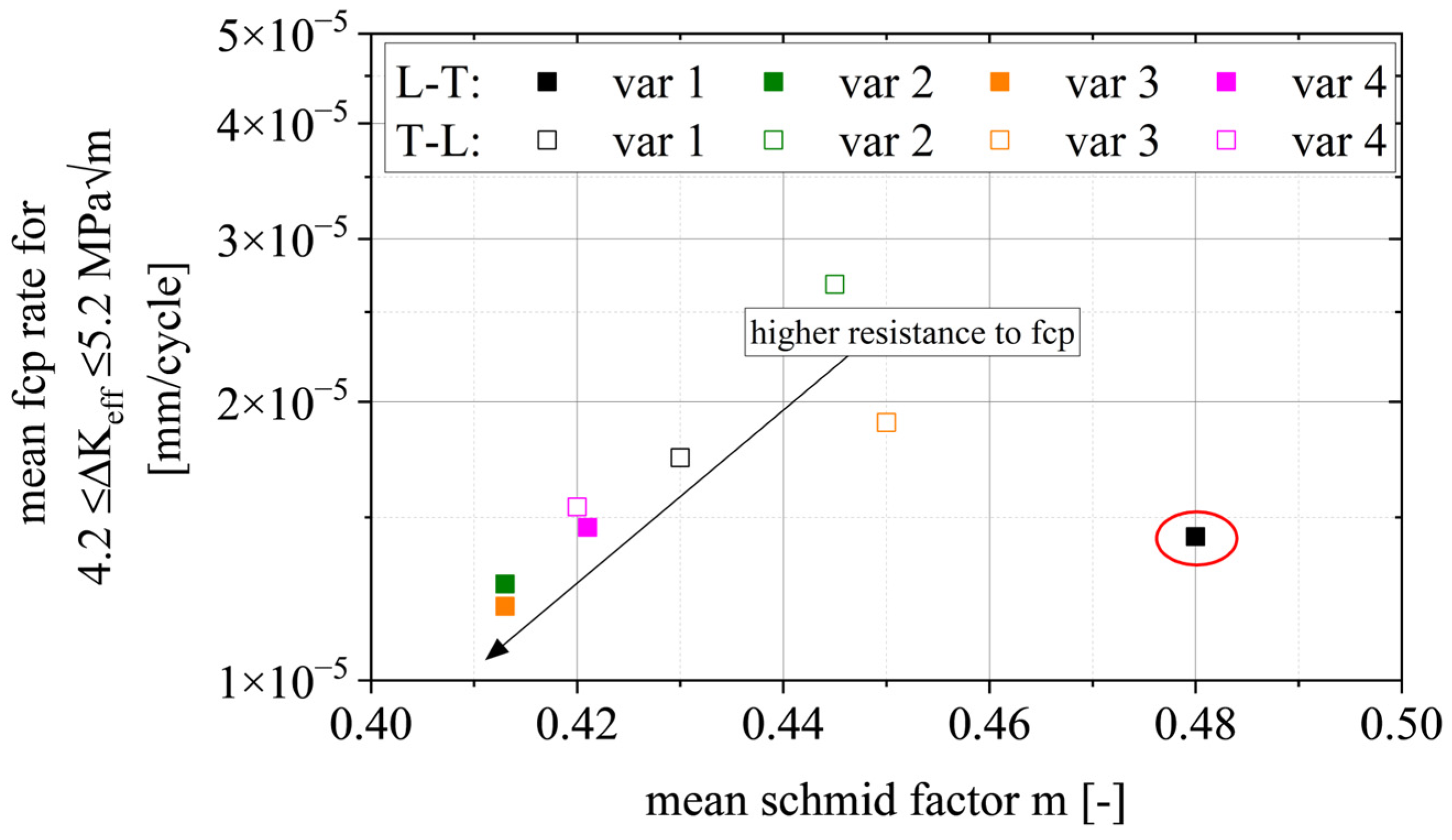
- In regime A2, we found a correlation between the mean Schmid factor and FCP rate. In detail, an increased Schmid factor from m = 0.413 to m = 0.445 comes with a ~60% higher mean FCP rate.
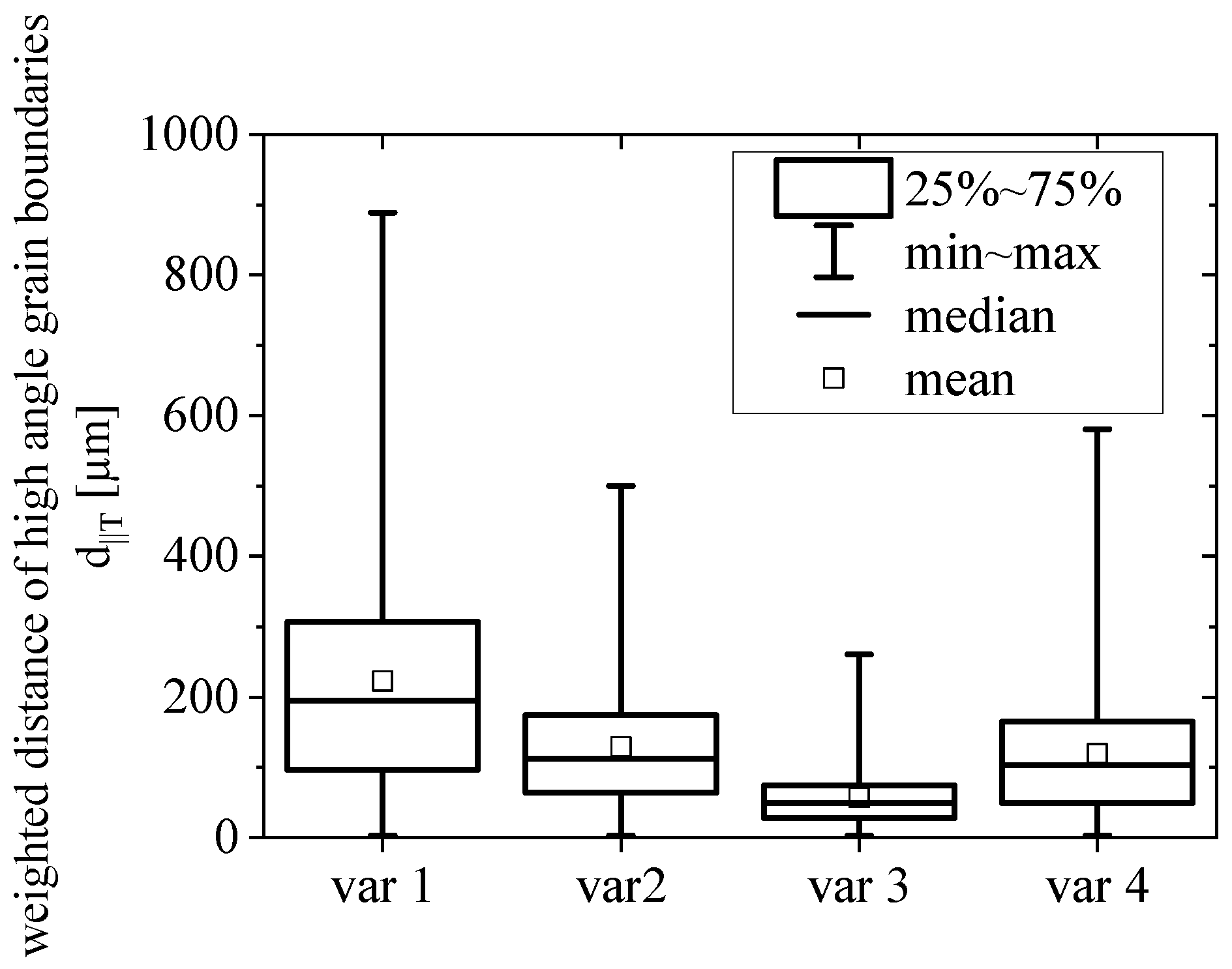
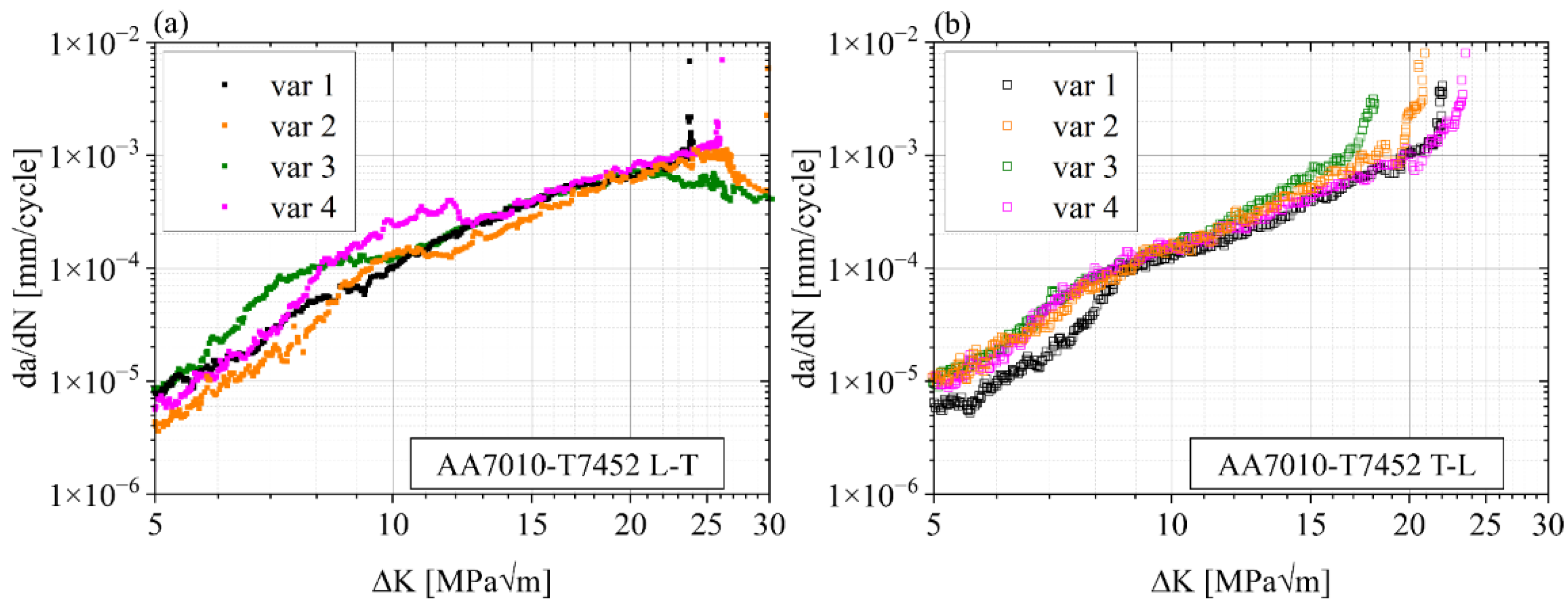
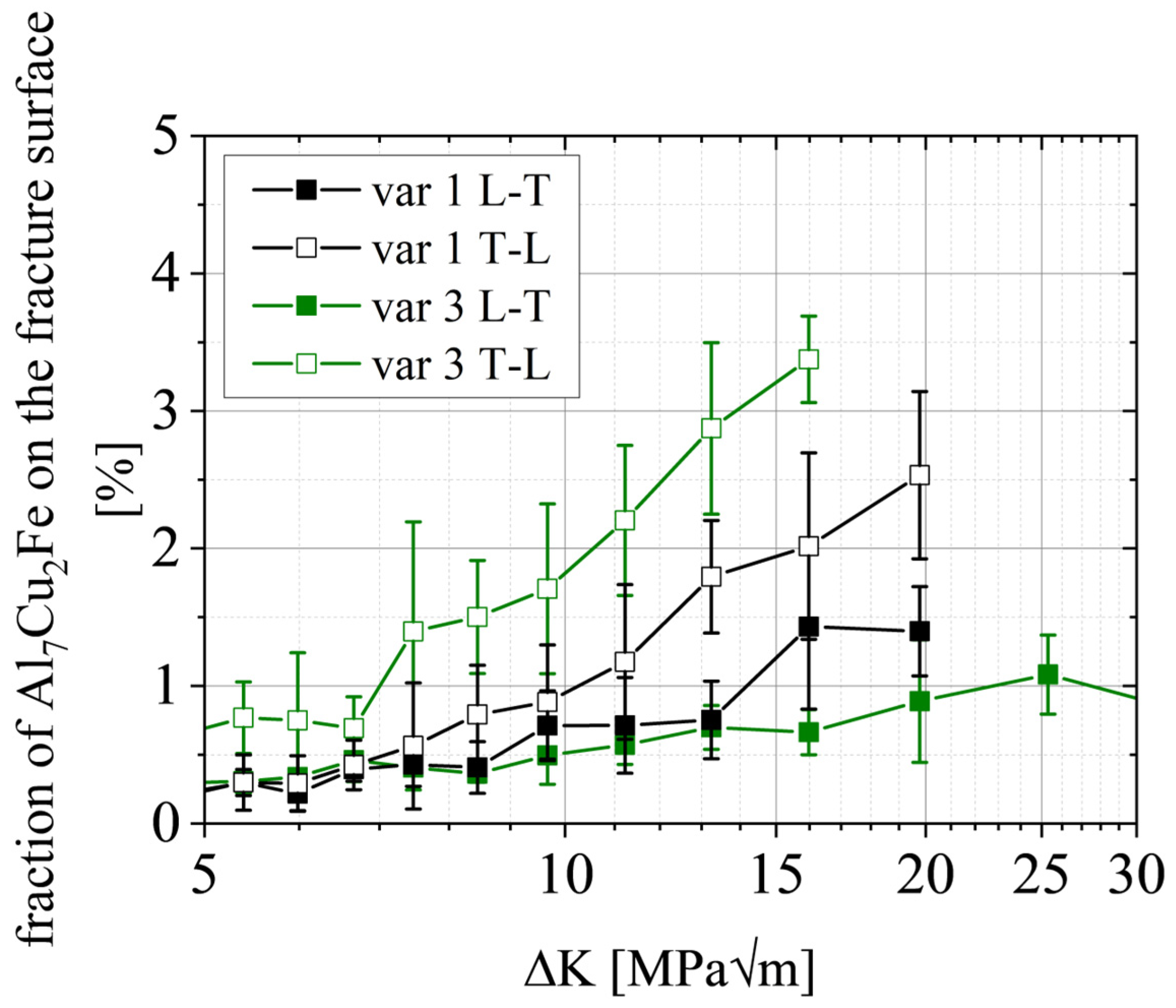
- Regime B is independent of the grain structure for L-T-oriented specimens. On the other hand, the smaller grain boundary distances in var 3 (~60% smaller) increase the FCP rate by ~60% in the T-L orientation. This correlation is complemented by the result that a higher aspect ratio L:T correlates with a higher amount of primary phase Al7Cu2Fe on the fracture surfaces (T-L orientation).
- Regime C has similar correlations as stage B; however, Al7Cu2Fe particle clusters and weaker high angle grain boundaries perpendicular to the primary crack can enable crack branching and, consequently, promote a reduction in stress intensity at the primary crack tip.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Suresh, S.; Ritchie, R.O. Propagation of short fatigue cracks. Int. Met. Rev. 1984, 29, 445–475. [Google Scholar] [CrossRef]
- Chowdhury, P.; Sehitoglu, H. Mechanisms of fatigue crack growth—A critical digest of theoretical developments. Fatigue Fract. Eng. Mater. Struct. 2016, 39, 652–674. [Google Scholar] [CrossRef]
- Schijve, J. Fatigue of structures and materials in the 20th century and the state of the art. Int. J. Fatigue 2003, 25, 679–702. [Google Scholar] [CrossRef]
- Schijve, J. Fatigue damage in aircraft structures, not wanted, but tolerated? Int. J. Fatigue 2009, 31, 998–1011. [Google Scholar] [CrossRef]
- Telesman, J. Review of the Effects of Microstructure on Fatigue in Aluminum Alloys: NASA Technical Memorandum 83626; NASA: Cleveland, OH, USA, 1984.
- Main, B.; Evans, R.; Walker, K.; Yu, X.; Molent, L. Lessons from a fatigue prediction challenge for an aircraft wing shear tie post. Int. J. Fatigue 2019, 123, 53–65. [Google Scholar] [CrossRef]
- Ritchie, R.O. Near-threshold faitgue: An overview of the role of microstructure and environment. In Fatigue 84—Proceedings of the Second International Conference on Fatigue Thresholds, Birmingham, UK, 3–7 September 1984; Beevers, C.J., Ed.; EMAS Ltd.: Warley, UK, 1984. [Google Scholar]
- Zaiken, E.; Ritchie, R.O. Effects of microstructure on fatigue crack propagation and crack closure behavior in aluminum alloy 7150. Mater. Sci. Eng. 1985, 70, 151–160. [Google Scholar] [CrossRef]
- Bucci, R.J.; Nordmark, G.; Starke, E.A., Jr. Selecting Aluminum Alloys to Resist Failure by Fracture Mechanisms. In ASM Handbook, Volume 19: Fatigue and Fracture; ASM International: Materials Park, OH, USA, 1996; pp. 771–812. [Google Scholar]
- Desmukh, M.N.; Pandey, R.K.; Mukhopadhyay, A.K. Effect of aging treatments on the kinetics of fatigue crack growth in 7010 aluminum alloy. Mater. Sci. Eng. A 2006, 435–436, 318–326. [Google Scholar] [CrossRef]
- Xia, P.; Liu, Z.; Bai, S.; Lu, L.; Gao, L. Enhanced fatigue crack propagation resistance in a superhigh strength Al–Zn–Mg–Cu alloy by modifying RRA treatment. Mater. Charact. 2016, 118, 438–445. [Google Scholar] [CrossRef]
- Wen, K.; Fan, Y.; Wang, G.; Jin, L.; Li, X.; Li, Z.; Zhang, Y.; Xiong, B. Aging behavior and fatigue crack propagation of high Zn-containing Al-Zn-Mg-Cu alloys with zinc variation. Prog. Nat. Sci. Mater. Int. 2017, 27, 217–227. [Google Scholar] [CrossRef]
- Li, Y.; Cu, G.; Liu, S.; Peng, X.; Yin, Z.; Wang, L.; Liang, X. Effect of ageing treatment on fatigue crack growth of die forged Al-5.87Zn-2.07Mg-2.42Cu alloy. Eng. Fract. Mech. 2019, 215, 251–260. [Google Scholar] [CrossRef]
- Rometsch, P.A.; Zhang, Y.; Knight, S. Heat treatment of 7xxx series aluminium alloys—Some recent developments. Trans. Nonferrous Met. Soc. China 2014, 24, 2003–2017. [Google Scholar] [CrossRef]
- Scharifi, E.; Savaci, U.; Kavaklioglu, Z.B.; Weiding, U.; Turan, S.; Steinhoff, K. Effect of thermo-mechanical processing on quench-induced precipitates morphology and mechanical properties in high strength AA7075 aluminum alloy. Mater. Charact. 2021, 174, 111026. [Google Scholar] [CrossRef]
- Vikas, P.; Sughakar, I.; Dilkush; MohanaRao, G.; Srinivas, B. Aging behaviour of hot deformed AA7075 aluminium alloy. Mater. Today Proc. 2021, 41, 1013–1017. [Google Scholar] [CrossRef]
- Aoba, T.; Kobayashi, M.; Miura, H. Effects of aging on mechanical properties and microstructure of multi-directionally forged 7075 aluminum alloy. Mater. Sci. Eng. A 2017, 700, 220–225. [Google Scholar] [CrossRef]
- Zhai, T.; Wilkinson, A.J.; Martin, J.W. A crystallographic mechanism for fatigue crack propagation through grain boundaries. Acta Mater. 2000, 48, 4917–4927. [Google Scholar] [CrossRef]
- Zhai, T.; Jiang, X.; Li, J.; Garratt, M.; Bray, G. The grain boundary geometry for optimum resistance to growth of short fatigue cracks in high strength Al-alloys. Int. J. Fatigue 2005, 27, 1202–1209. [Google Scholar] [CrossRef]
- Jian, H.; Jiang, F.; Wei, L.; Zheng, X.; Wen, K. Crystallographic mechanism for crack propagation in the T7451 Al–Zn–Mg–Cu alloy. Mater. Sci. Eng. A 2010, 527, 5879–5882. [Google Scholar] [CrossRef]
- Wei, L.; Pan, Q.; Huang, H.; Feng, L.; Wang, Y. Influence of grain structure and crystallographic orientation on fatigue crack propagation behavior of 7050 alloy thick plate. Int. J. Fatigue 2014, 66, 55–64. [Google Scholar] [CrossRef]
- Liu, Z.; Li, F.; Xia, P.; Bai, S.; Gu, Y.; Yu, D.; Zeng, S. Mechanisms for Goss-grains induced crack deflection and enhanced fatigue crack propagation resistance in fatigue stage II of an AA2524 alloy. Mater. Sci. Eng. A 2015, 625, 271–277. [Google Scholar] [CrossRef]
- Wang, J.-Y.; Jiang, H.-T.; Duan, X.-G.; Lin, H.-T.; Qiu, P.; Mi, Z.-L. Orientation and microstructure topology-governed crack propagation behavior in AA7021 aluminum alloys during uniaxial tension. Mater. Sci. Eng. A 2019, 739, 254–263. [Google Scholar] [CrossRef]
- Liu, F.; Liu, Z.; Liu, M.; Hu, Y.; Chen, Y.; Bai, S. Texture Evolution and Its Effect on Fatigue Crack Propagation in Two 2000 Series Alloys. J. Mater. Eng. Perform. 2019, 28, 1324–1336. [Google Scholar] [CrossRef]
- Li, F.; Liu, Z.; Wu, W.; Xia, P.; Ying, P.; Zhao, Q.; Li, J.; Bai, S.; Ye, C. On the role of texture in governing fatigue crack propagation behavior of 2524 aluminum alloy. Mater. Sci. Eng. A 2016, 669, 367–378. [Google Scholar] [CrossRef]
- Li, F.; Liu, Z.; Wu, W.; Zhao, Q.; Zhou, Y.; Bai, S.; Wang, X.; Fan, G. Slip band formation in plastic deformation zone at crack tip in fatigue stage II of 2xxx aluminum alloys. Int. J. Fatigue 2016, 91, 68–78. [Google Scholar] [CrossRef]
- Thompson, A.W.; Bucci, R.J. The dependence of fatigue crack growth rate on grain size. Metall. Trans. 1973, 4, 1173–1175. [Google Scholar] [CrossRef]
- Kamp, N.; Gao, N.; Starink, M.J.; Sinclair, I. Influence of grain structure and slip planarity on fatigue crack growth in low alloying artificially aged 2xxx aluminium alloys. Int. J. Fatigue 2007, 29, 869–878. [Google Scholar] [CrossRef] [Green Version]
- Shou, W.B.; Yi, D.Q.; Liu, H.Q.; Tang, C.; Shen, F.H.; Wang, B. Effect of grain size on fatigue crack growth behavior of 2524-T3 aluminum alloy. Arch. Civ. Mech. Eng. 2016, 16, 304–312. [Google Scholar] [CrossRef]
- Yin, D.; Liu, H.; Chen, Y.; Yi, D.; Wang, B.; Wang, B.; Shen, F.; Fu, S.; Tang, C.; Pan, S. Effect of grain size on fatigue-crack growth in 2524 aluminium alloy. Int. J. Fatigue 2016, 84, 9–16. [Google Scholar] [CrossRef]
- Kermanidis, A.T.; Pantelakis, S. Prediction of crack growth following a single overload in aluminum alloy with sheet and plate microstructure. Eng. Fract. Mech. 2011, 78, 2325–2337. [Google Scholar] [CrossRef]
- Shan, Z.; Liu, S.; Ye, L.; Liu, X.; Dong, Y.; Li, Y.; Tang, J.; Deng, Y.; Zhang, X. Effect of three-stage homogenization on recrystallization and fatigue crack growth of 7020 aluminum alloy. J. Mater. Res. Technol. 2020, 9, 13216–13229. [Google Scholar] [CrossRef]
- Jian, H.; Luo, J.; Tang, X.; Li, X.; Yan, C. Influence of microstructure on fatigue crack propagation behaviors of an aluminum alloy: Role of sheet thickness. Eng. Fract. Mech. 2017, 180, 105–114. [Google Scholar] [CrossRef]
- Schubbe, J.J. Fatigue crack propagation in 7050-T7451 plate alloy. Eng. Fract. Mech. 2009, 76, 1037–1048. [Google Scholar] [CrossRef]
- Bao, R.; Zhao, X.C.; Zhang, T.; Zhang, J.Y. Fatigue Crack Growth of Alloy 7050-T7451 Plate in L-S Orientation. KEM 2012, 525–526, 221–224. [Google Scholar] [CrossRef]
- Morere, B.; Ehrströ, J.-C.; Gregson, P.J.; Sinclair, I. Microstructural Effects on Fracture Toughness in AA7010. Metall. Mater Trans. A 2000, 31, 2503–2515. [Google Scholar] [CrossRef]
- Hou, L.G.; Xiao, W.L.; Su, H.; Wu, C.M.; Eskin, D.G.; Katgerman, L.; Zhuang, L.Z.; Zhang, J.S. Room-temperature low-cycle fatigue and fracture behaviour of asymmetrically rolled high-strength 7050 aluminium alloy plates. Int. J. Fatigue 2021, 142, 102919. [Google Scholar] [CrossRef]
- Nakai, M.; Eto, T. New aspects of development oh high strength aluminum alloys for aerospace applications. Mater. Sci. Eng. A 2000, 285, 62–68. [Google Scholar] [CrossRef]
- Wen, K.; Xiong, B.; Ren, W.; Tong, Y.; Li, X.; Li, Z.; Zhang, Y.; Li, Y.; Yan, L.; Yan, H.; et al. Fe-rich particles influenced secondary crack characteristics in an Al-Zn-Mg-Cu alloy extrusion plate with high zinc content. Scr. Mater. 2020, 186, 259–262. [Google Scholar] [CrossRef]
- Conserva, M.; Russo, E.; Caloni, O. Comparison of the influence of chromium and zirconium on the quench sensitivity of Al-Zn-Mg-Cu alloys. Metall. Trans. 1971, 2, 1227–1232. [Google Scholar] [CrossRef]
- Strohmann, T. Mechanismenorientierte Analyse Des Rissausbreitungsverhaltens Einer freiformgeschmiedeten AA7010-T7452-Legierung. Doctoral Dissertation, Rheinisch-Westphälische Technische Hochschule Aachen, Aachen, Germany, 2021. [Google Scholar]
- ASTM E647-15e1; Standard Test Method for Measurement of Fatigue Crack Growth Rates. ASTM International: West Conshohocken, PA, USA, 2015.
- Schwalbe, K.H.; Hellmann, D. Application of the Elevtrical Potential Method to Crack Length Measurements Using Johnson’s Formula. J. Test. Eval. 1981, 9, 218–220. [Google Scholar]
- Elber, W. The significance of fatigue crack closure. In Damage Tolerance in Aircraft Structures, ASTM STP 486; American Society for Testing and Materials: West Conshohocken, PA, USA, 1971; pp. 230–242. [Google Scholar]
- Yoder, G.R.; Cooley, L.A.; Crooker, T.W. Observations on microstructurally sensitive fatigue crack growth in a widmanstätten Ti-6Al-4V alloy. Metall. Trans. A 1977, 8, 1737–1743. [Google Scholar] [CrossRef]
- Yoder, G.R.; Cooley, L.A.; Crooker, T.W. On Microstructural Control of Near-Threshold Fatigue Crack Growth in 7000-series Aluminum Alloys. Scr. Metall. 1982, 16, 1021–1025. [Google Scholar] [CrossRef]
- Wanhill, R.J.H. Low stress intensity fatigue crack growth in 2024-T3 and T351. Eng. Fract. Mech. 1988, 30, 233–260. [Google Scholar] [CrossRef]
- Asaro, R.J.; Hermann, L.; Baik, J.M. Transitions in Fatigue Crack Closure in 2048 Aluminum. Metall. Mater. Trans. A 1981, 12, 1133–1135. [Google Scholar] [CrossRef]
- Suresh, S. Fatigue of Materials, 2nd ed.; Cambridge University Press: Cambridge, UK, 2004. [Google Scholar]
- Patton, G.; Rinaldi, C.; Bréchet, Y.; Lormand, G.; Fougères, R. Study of fatigue damage in 7010 aluminum alloy. Mater. Sci. Eng. A 1998, 254, 207–218. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Title 1 | Zn | Mg | Cu | Fe | Si | Zr |
|---|---|---|---|---|---|---|
| reminder | 5.7–6.7 | 2.1–2.6 | 1.5–2.0 | ≤0.15 | ≤0.12 | 0.10–0.16 |
| Variants | L | T | S |
|---|---|---|---|
| var 1 low deformation | 6.2 | 2.4 | 1 |
| var 2 medium deformation | 14 | 2.4 | 1 |
| var 3 large deformation | 22 | 1 | 1 |
| var 4 alternative casting direction | 57 | 7.8 | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Strohmann, T.; Breitbarth, E.; Besel, M.; Zaunschirm, S.; Witulski, T.; Requena, G. Damage Mechanisms and Anisotropy of an AA7010-T7452 Open-Die Forged Alloy: Fatigue Crack Propagation. Materials 2022, 15, 3771. https://doi.org/10.3390/ma15113771
Strohmann T, Breitbarth E, Besel M, Zaunschirm S, Witulski T, Requena G. Damage Mechanisms and Anisotropy of an AA7010-T7452 Open-Die Forged Alloy: Fatigue Crack Propagation. Materials. 2022; 15(11):3771. https://doi.org/10.3390/ma15113771
Chicago/Turabian StyleStrohmann, Tobias, Eric Breitbarth, Michael Besel, Stefan Zaunschirm, Thomas Witulski, and Guillermo Requena. 2022. "Damage Mechanisms and Anisotropy of an AA7010-T7452 Open-Die Forged Alloy: Fatigue Crack Propagation" Materials 15, no. 11: 3771. https://doi.org/10.3390/ma15113771
APA StyleStrohmann, T., Breitbarth, E., Besel, M., Zaunschirm, S., Witulski, T., & Requena, G. (2022). Damage Mechanisms and Anisotropy of an AA7010-T7452 Open-Die Forged Alloy: Fatigue Crack Propagation. Materials, 15(11), 3771. https://doi.org/10.3390/ma15113771