1. Introduction
Zinc-based batteries, such as zinc carbon, alkaline, etc., still have a significant share in the global energy storage market, despite the growing popularity of lithium-ion batteries [
1,
2]. Regardless of the type of zinc-based batteries, i.e., whether they are non- or rechargeable batteries, as a result of their use for consumer purposes, these batteries are electronic scrap and must be disposed of [
3,
4]. Due to the chemical composition of these raw batteries, i.e., the high content of zinc and manganese, 8–18% and 26–43% by weight [
5], respectively, recycling of these metals can be considered. Separated and recovered battery components may constitute a secondary source of metals [
3,
4]. In addition to zinc and manganese recycling the recycling of graphite from zinc batteries, among others, is also considered.
Raw materials are crucial to the economy, especially economies of the European Union, which are focused on hi-technology and mega-trends. Raw materials form a strong industrial base, producing a broad range of goods and applications used in everyday life and modern technologies. Reliable and unhindered access to certain raw materials is a growing concern within the EU and across the globe. Technological progress and quality of life rely on access to a growing number of raw materials. For example, a smartphone might contain up to 50 different kinds of metals, all of which contribute to its small size, light weight and functionality. Raw materials are closely linked to clean technologies. They are irreplaceable in solar panels, wind turbines, electric vehicles, and energy-efficient lighting.
Among the methods of Zn-battery recycling, hydrometallurgical methods are the leading ones, due to their many technological advantages, such as the possibility of obtaining pure recovered components of Zn-battery scrap. These methods include black mass leaching and selective zinc and manganese precipitation. There are also more “sophisticated and refined” methods, such as hydrochloric leaching [
6,
7,
8], leaching assisted by sulfur dioxide [
9], sulfides precipitation [
10], manganese and zinc crystallization [
11], separation and purification process by solvent extraction [
12,
13,
14,
15], ultrasound- and microwave-assisted leaching [
16], electrolysis from post-leaching solution [
17,
18], processing by acetic-hypochlorite [
19], bioleaching [
20], etc. However, from a technological and economic point of view, a method based on the leaching-precipitation stages seems to be the most appropriate from the point of view of large industrial processing and economic profit [
21,
22,
23,
24,
25].
Leaching of black mass in sulfuric acid, followed by selective precipitation of zinc and manganese from the solution is a well-known and practical method of recycling Zn batteries [
12,
25,
26,
27,
28,
29,
30,
31]. However, as it turns out, the selection of technological parameters of these steps implies successive steps, and, ultimately, the end products may vary depending on the parameters of the steps.
Study on the separation of manganese and zinc from the concentrate of alkaline batteries scrap (the so-called black mass) is the subject of this article. In this study, we used the hydrometallurgical method to obtain pure and commercially valuable compounds. Two different methods of hydrometallurgical treatment were investigated: selective and non-selective leaching. Scheduled treatment by selective leaching, the scheme of which is shown in
Figure 1, took place as follows:
- (1)
non-reductive leaching, the purpose of which was to leach out zinc with minimal leaching of manganese;
- (2)
precipitation of zinc by alkalizing a solution mainly containing zinc;
- (3)
reductive leaching of the solid residue in sulfuric acid and the zinc precipitation in Mn solution.
Figure 1.
Proposal of hydrometallurgical treatment by selective leaching of alkaline batteries’ black mass for zinc, manganese and graphite recovery.
Figure 1.
Proposal of hydrometallurgical treatment by selective leaching of alkaline batteries’ black mass for zinc, manganese and graphite recovery.
Regarding the second method, treatment by non-selective leaching (
Figure 2), we followed the process below:
- (1)
reductive leaching, the purpose of which was to leach both manganese and zinc and separate them from solid residue (graphite);
- (2)
precipitation of manganese by alkalization of manganese-zinc solution;
- (3)
precipitation of zinc by neutralizing the solution after alkalization.
Figure 2.
Proposal of hydrometallurgical treatment by non-selective leaching of alkaline batteries’ black mass for zinc, manganese and graphite recovery.
Figure 2.
Proposal of hydrometallurgical treatment by non-selective leaching of alkaline batteries’ black mass for zinc, manganese and graphite recovery.
Both methods of processing allow the separation of all valuable components of the black mass: manganese, zinc and graphite.
During the leaching of the black mass with sulfuric acid (non-concentrated), the leaching of mainly zinc occurs, according to the reaction:
There is also a limited leaching of manganese:
Manganese is efficiently dissolved during the reductive leaching that occurs when a reducing acid is used [
27,
29]—for example, ascorbic acid:
Therefore, depending on whether the leaching occurs with, or without, a reducing agent, there is either a selective (non-reductive) or collective (reductive) leaching, and this stage determines the further steps in the recovery of zinc and manganese. There are various reducing agents with good results for the acid-reductive dissolution of manganese, such as SO
2, hydroxylammonium chloride [
32]. Authors of this study used ascorbic acid, as did other researchers [
27,
29]. Ascorbic acid has many practical advantages, including being non-toxic, easy-to-use, highly soluble, and having harmless by-products when decomposing.
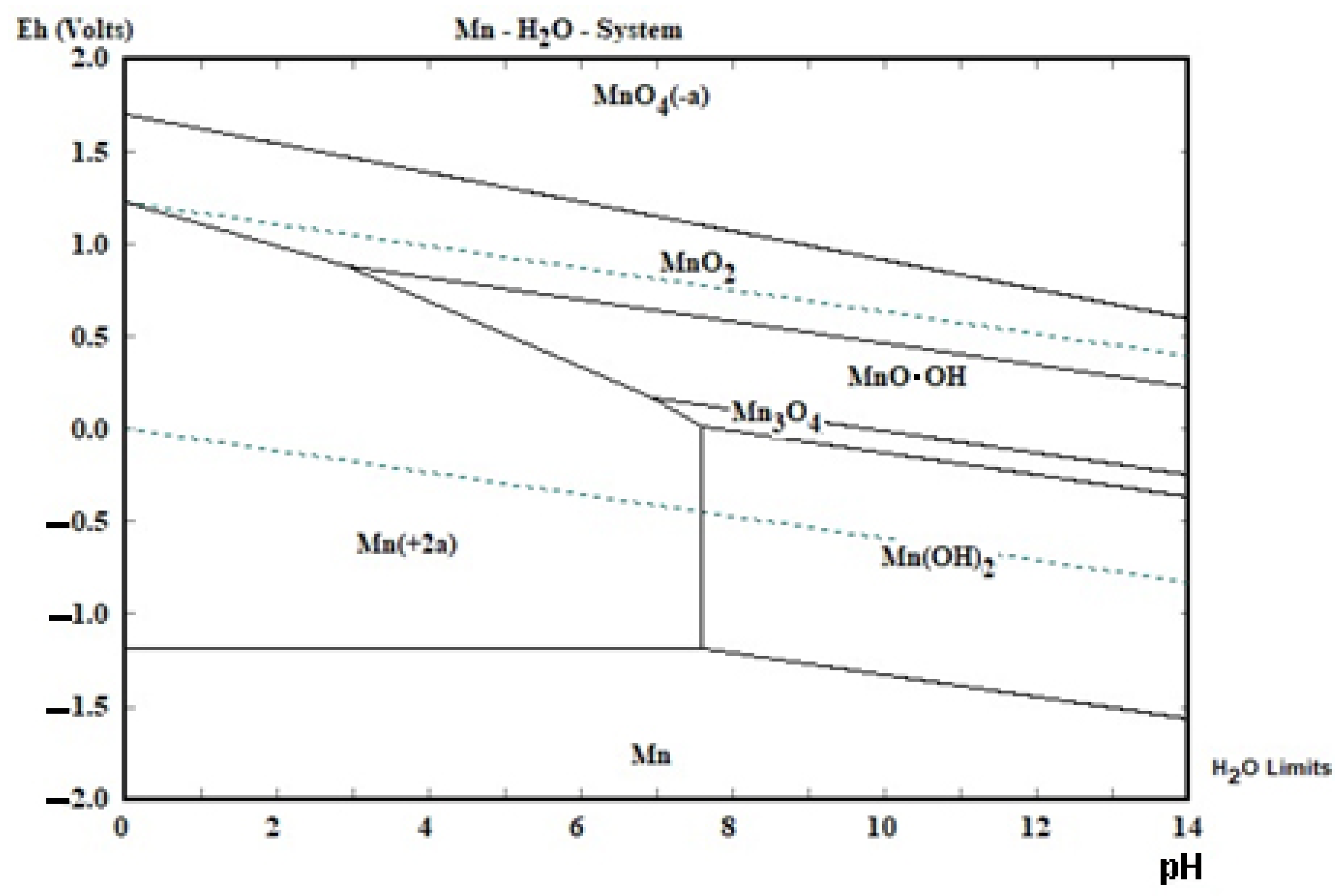
The theoretical basis of zinc and manganese separation are presented in the diagrams below (
Figure 3 and
Figure 4). Manganese can precipitate from acidic solution either by changing the pH (alkalization) or changing the oxidative conditions. Under the influence of a strong oxidant agent, e.g., hydrogen peroxide, manganese may precipitate as MnO
2, regardless of pH
final value. Changing the pH from 0 to 4 and above causes the manganese to precipitate in the form of MnO
2, MnO∙OH and/or Mn(OH)
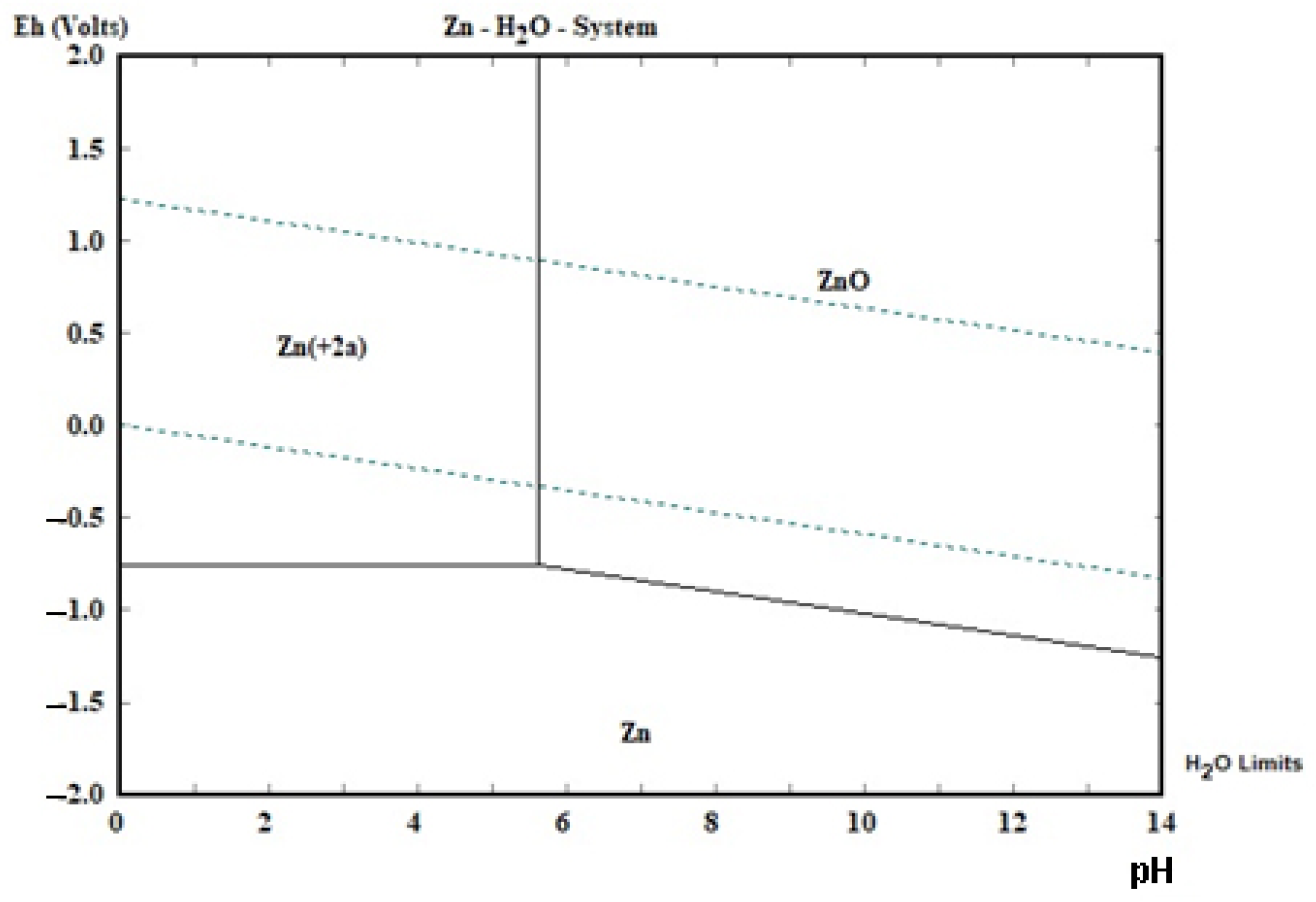
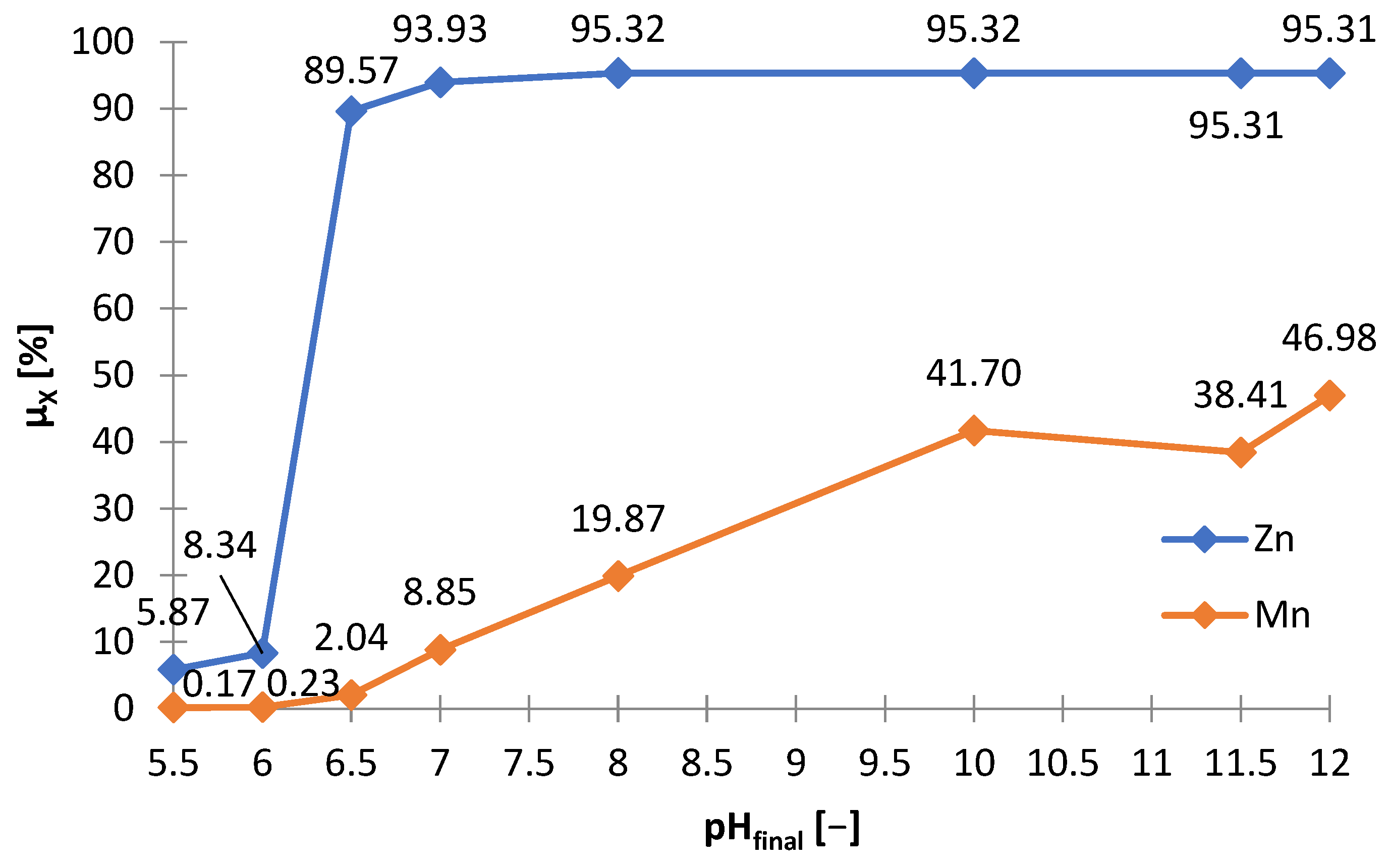
2: the higher the pH, the more manganese should be precipitated. Practically, all manganese should be precipitated after exceeding pH of approx. 8. On the other hand, zinc is precipitated after exceeding the pH value of approx. 6. Therefore, on this basis, one could consider the scenario of selective zinc precipitation, which would take place in the range of pH 6–8:
The separation of zinc from manganese takes place as follows: first, the solution must be neutralized to a final pH = 6–8, as a result of which zinc precipitates; then, manganese precipitates from the solution at a pH above 8. This method is dedicated when there is little manganese in the solution, because in the case of a high concentration of manganese, manganese will co-precipitate with zinc. Therefore, this method of separating zinc from manganese should work for a selective leach treatment. However, this is a “partial” selective precipitation because, as previously indicated, manganese can start to precipitate even at a pH above 4. The less manganese is leached earlier, the less manganese co-precipitation there will be. Moreover, the pH range at which zinc can be separated is relatively narrow (2 units of pH).
At a very high pH value (practically 13–14 [
29]), zinc is complexed (not shown in
Figure 4):
Since manganese is completely precipitated in the form of Mn(OH)
2 under these pH conditions, it is possible to separate the manganese from the zinc in this way. In this case, manganese precipitates first, followed by zinc. Thereafter, zinc precipitates from the manganese-free solution, acidifying the solution to a pH value of 6–8 (manganese is in the ionic phase, and zinc is precipitating as ZnO). Thus, the separation of zinc from manganese in this way is as follows: first, the solution is made alkaline to a high pH, at least above pH 8, the precipitated manganese is separated from the solution, and then zinc is precipitated from the manganese-free solution by acidifying the solution to pH 6–8. Due to the need to achieve a high pH, a high consumption of alkalizing agent, for example, sodium hydroxide, is expected. For zinc precipitation, sulfuric acid can be used to neutralize the alkaline solution. As a result of the high concentration of sodium hydroxide solution and sulfuric acid, sodium sulphate may precipitate:
While Mn(OH)2 decomposes under the influence of air, zinc concentrate requires either a high-temperature treatment, due the presence of co-precipitating Zn(OH)2, or an acidic hydrometallurgical treatment, i.e., solution in e.g., sulfuric acid.
As a result of the proposed alkaline batteries’ black mass processing, the following products are obtained: MnO
2, ZnO, graphite and Na
2SO
4 as by-product. They all have commercial value or are suitable for enrichment processes. Manganese (IV) oxide is a widely used reagent (strong oxidizer, component of batteries and capacitors, etc. [
34,
35,
36]) that can be also further processed to obtain metallic manganese. Zinc oxide is an intermediate in zinc metallurgy [
37,
38]. Zinc oxide is easily leached in sulfuric (VI) acid, from which electrolytic zinc can be obtained. Graphite is a critical raw material for European Union economies [
39,
40], hence the need for its recovery; according to [
38], graphite is currently not considered a by-product of Zn-battery recycling, although it might be. Sodium sulfate is a byproduct of the proposed technological solution.
The aim of the laboratory research was to investigate the recovery of zinc and manganese from alkaline batteries scrap by means of a hydrometallurgical method. Part of the research, that dealt with non-selective leaching, is similar in assumptions to those in another study [
29]. The effect of the type of leaching, i.e., selective or non-selective leaching in the first stage, on the leaching yields of manganese, zinc and iron from the black mass of alkaline batteries scrap was investigated. In terms of efficiency and selectivity, one of these methods was selected for further research. What is completely scientific novum is the study of precipitation using previously unused reagents, i.e., sodium phosphate and sodium carbonate. Subsequently, the possibility of selective separation of manganese from zinc by changing the pH of the solution and the kind of precipitating agent, which influenced the precipitating yields of zinc, manganese, iron and other elements, were investigated.
2. Materials and Methods
The initial material for the study was manganese-zinc-graphite concentrate from cryogenic, magnetic and mechanical processing and separation methods of alkaline batteries’ scrap, i.e., black mass. The following reagents were used for calibration and concentration determinations of ions in solutions before and after leaching or precipitation, and also for the precipitation process: sulfuric acid, sodium hydroxide, manganese (II) sulfate, zinc sulfate, iron (II) sulfate, ascorbic acid, sodium carbonate, sodium phosphate (all from Avantor, Poland). The concentrations of elements in the solid and liquid phases were determined by energy dispersive X-ray fluorescence analysis (ED-XRF, MiniPal4 PANalytical). Microscopic examination of manganese and zinc precipitates, using scanning electron microscope with energy dispersion spectroscopy system (SEM-EDS, SU-70, Hitachi, Tokyo, Japan) was also performed. Based on the results, both the quantitative chemical composition of the solid phase and the leaching or precipitation yields for the individual processing steps were determined. The composition of the initial material was determined from three parallel measurements. The qualitative composition of the solid phases was investigated using X-ray powder diffraction analysis (XRD, Rigaku MiniFlex II). The pH of the solutions was recorded with a pH-electrode type ERH-13-6 (Hydromet, Głogów Małopolska, Poland) by using a CX-741 ELMETRON multimeter. Prior to each pH measurement, the electrode was calibrated using Hamilton Duracal buffers. The mixing was carried out on a magnetic stirrer (LLG-uniSTIRRER7); the rotational speed in all cases was 200 rpm.
2.1. Determination of the Amount of Graphite (Insoluble Solid Residue) in the Black Mass
Since the ED-XRF method does not allow the amount of carbon in the black mass to be determined, to determine the amount of graphite (or insoluble solid residue), about 10 g of the initial material was taken up in 200 mL of aqua regia for 2 h. The residue was filtered, weighed and its composition determined. Weight loss due to leaching was defined as graphite and was calculated:
where: C
graphite is amount of graphite in black mass, % by mass; m
0 is mass of the initial material (before leaching in aqua regia), g; and m
1 is the final mass (after leaching in aqua regia), g.
2.2. Selective and Non-Selective Leaching of Black Mass
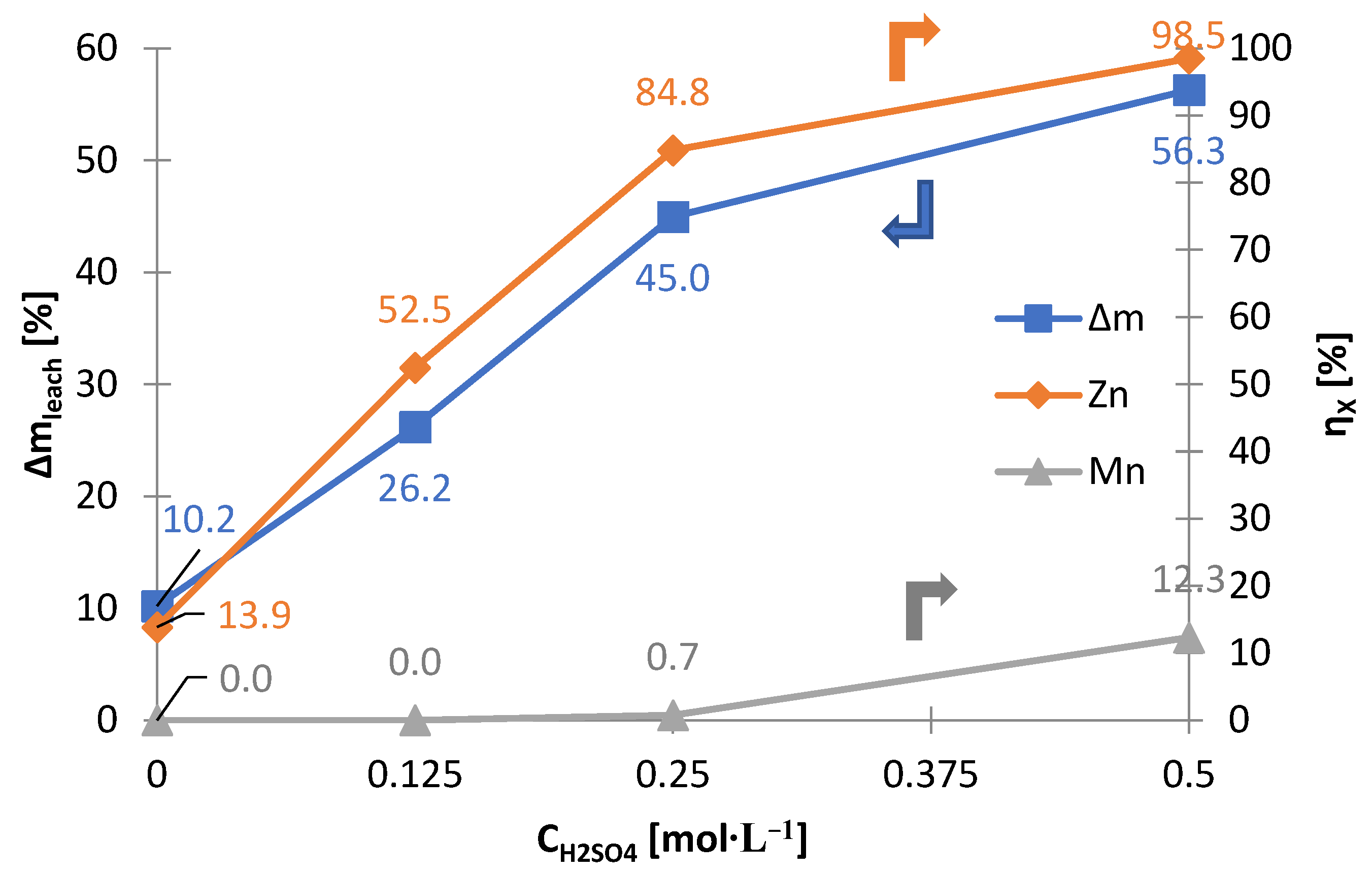
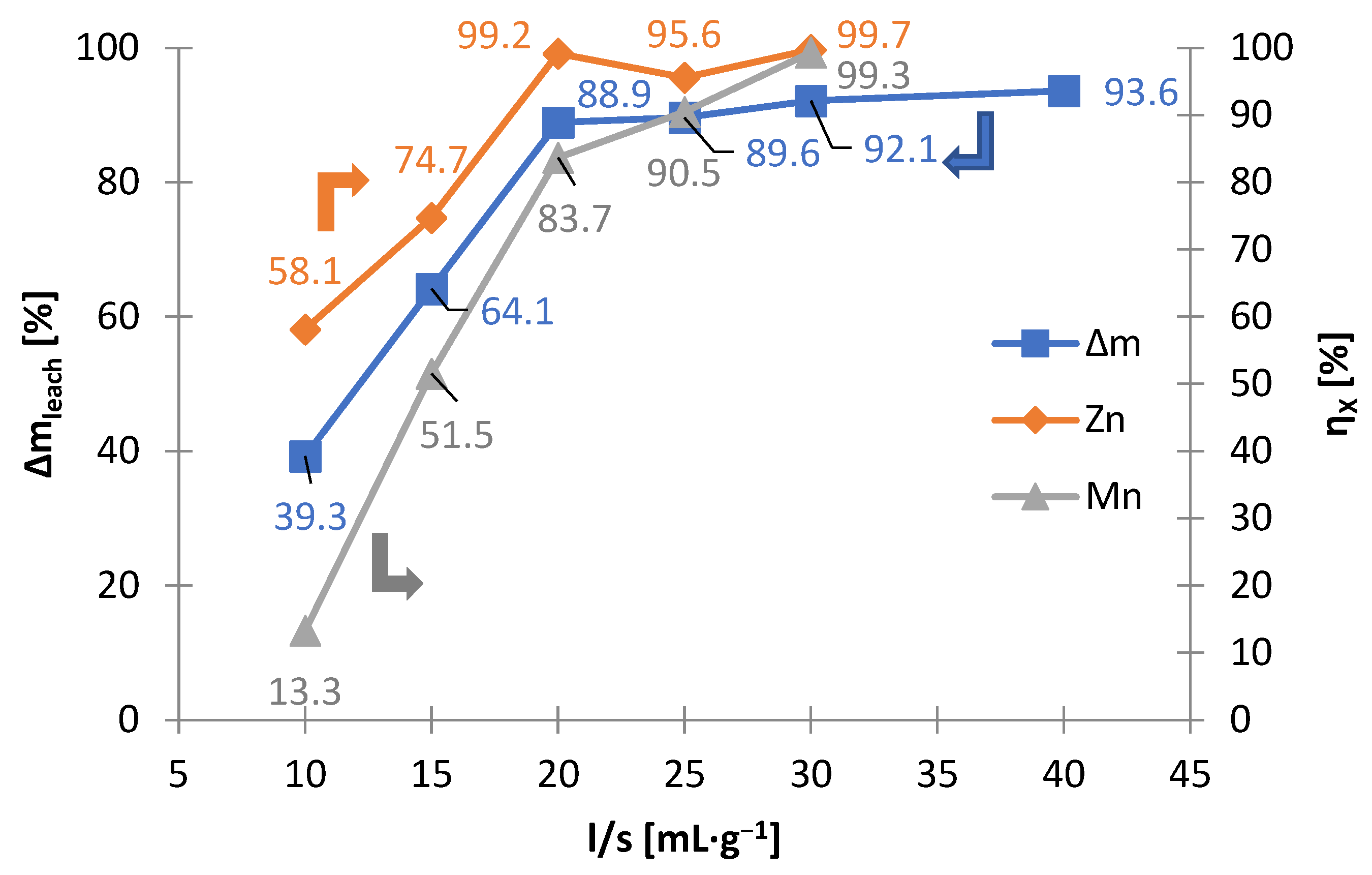
The leaching yields of manganese, zinc and iron as a result of non-reducing (selective) leaching and reducing (collective) leaching were determined. The course of selective leaching was as follows: 5 g of the initial material was leached with sulfuric acid of various concentrations: 0–0.5 mol∙L−1.The following were permanent technological parameters: room temperature, duration—120 min, liquid-solid ratio (l/s)—20 mL∙g−1. In parallel to selective leaching, a non-selective leaching study was carried out. The technological parameters were as follows: room temperature, 0.5 mol∙L−1 H2SO4, duration—120 min, ascorbic acid concentration—10 g∙L−1. The variable parameter was the liquid/solid ratio. The leaching yields of manganese, zinc and iron were determined, as well as the chemical composition of solid phases after leaching (solid residues).
The mass change of the solid phase as a result of leaching was calculated by:
where: ∆m
leach is mass change of the solid phase, %; m
0 is mass of the initial material (before leaching), g; and m
leach is mass of solid residue (after leaching), g. The leaching yields were calculated from the following formula:
where: η
X—leaching yield of X, %; C
X,1—concentration of X in solution after leaching, g∙mL
−1; V
1—volume of solution after leaching, mL; C
X,0—concentration of X in initial material, % by mass; m
0—mass of the initial material, g; X—element: Mn, Zn or Fe.
2.3. Manganese and Zinc Precipitation
First, prior to each precipitation test, the initial pH of the solution after leaching was determined. Then, 100 mL of the solution was made alkaline to the adjusted pH value. The amount of the precipitating reagent: NaOH, H2SO4, Na2CO3 and Na3PO4 was determined to achieve the adjusted pH. The precipitates were calcined at 500 °C in an electric furnace: 7.5 h—time to reach the calcination temperature; 1.5 h—calcination duration. The calcined precipitates were subjected to quantitative and qualitative analysis. On this basis, it was possible to determine the optimal pH value for the manganese and zinc precipitation process.
The precipitation yields were calculated from the following formula:
where: μ
X—precipitation yield of X, %; C
X,1—concentration of X in solution after leaching, g∙mL
−1; V
1—volume of solution after leaching equals 100 mL; C
X,2—concentration of X in solution after precipitation, g∙mL
−1; V
2—volume of solution after precipitation, mL; X—element.
4. Summary and Conclusions
The processing of the black mass, obtained from alkaline batteries scrap, by hydrometallurgical method can be summarized as: reductive leaching, alkalization and neutralization, leading to the production of manganese and zinc concentrates. Reductive leaching allows almost all of the manganese and zinc to be leached out of the black mass, i.e., over 99% of zinc and almost 84% of manganese, yielding a graphite concentrate that is a commercially value product. Reductive leaching, however, requires a high liquid–solid ratio, not less than 20 mL∙g−1, which may be a problem in implementation of this treatment method on an industrial scale. Leaching tests without the use of a manganese reducing agent show that it is possible to selectively leach zinc without leaching manganese, at an acid concentration of 0.25 mol∙L−1; the leaching yield of zinc is 85%, and the leaching yield of manganese is less than 1%, which should be taken into account when investigating the recycling of manganese and zinc from alkaline batteries scrap. With this in mind, the battery recycling process can be carried out in such a way that zinc, as the most valuable component of the battery scrap, is processed as a priority, while the remaining components, i.e., manganese and graphite, as components of less commercial value, are focused on in secondary technological stages.
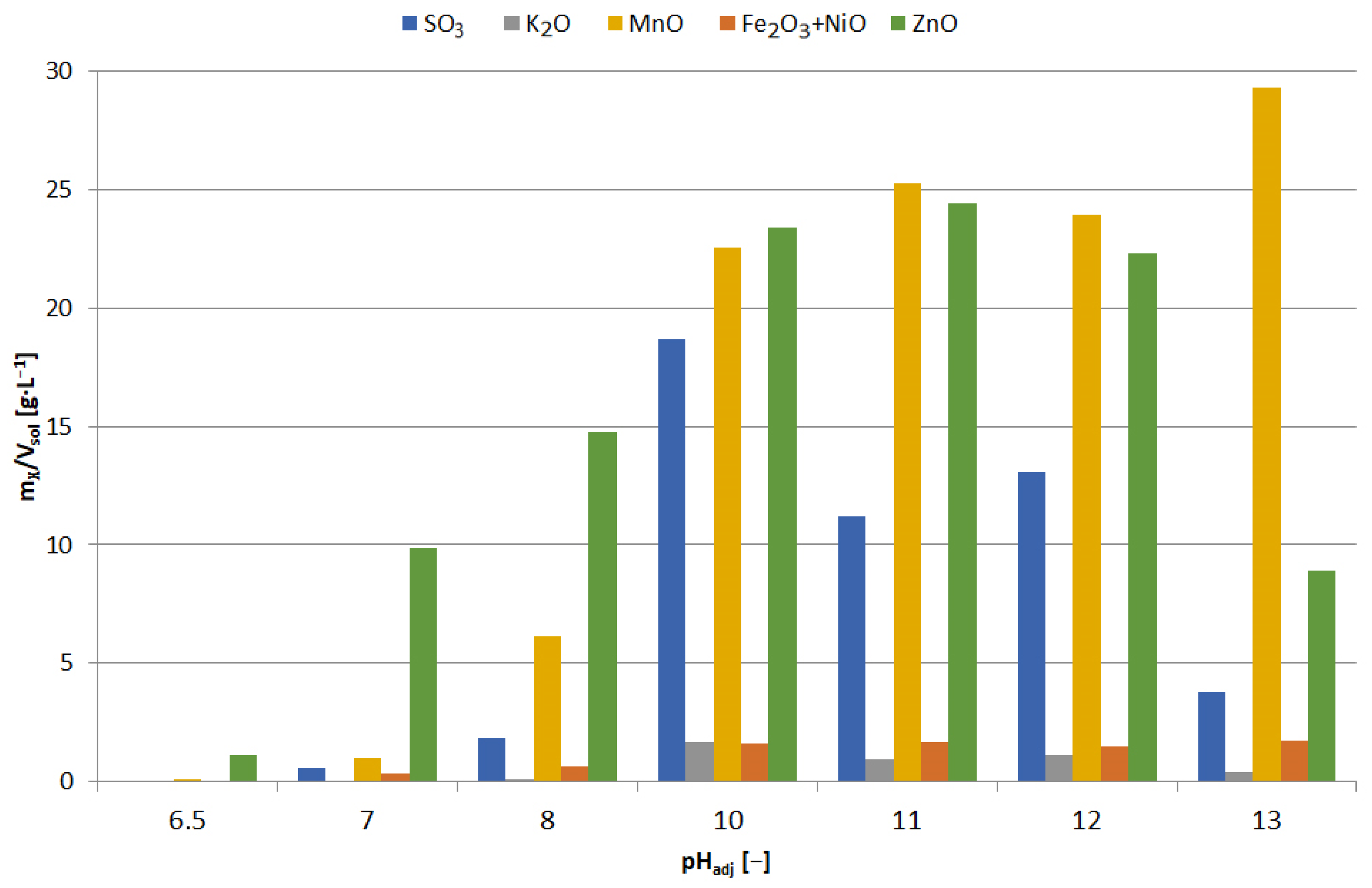
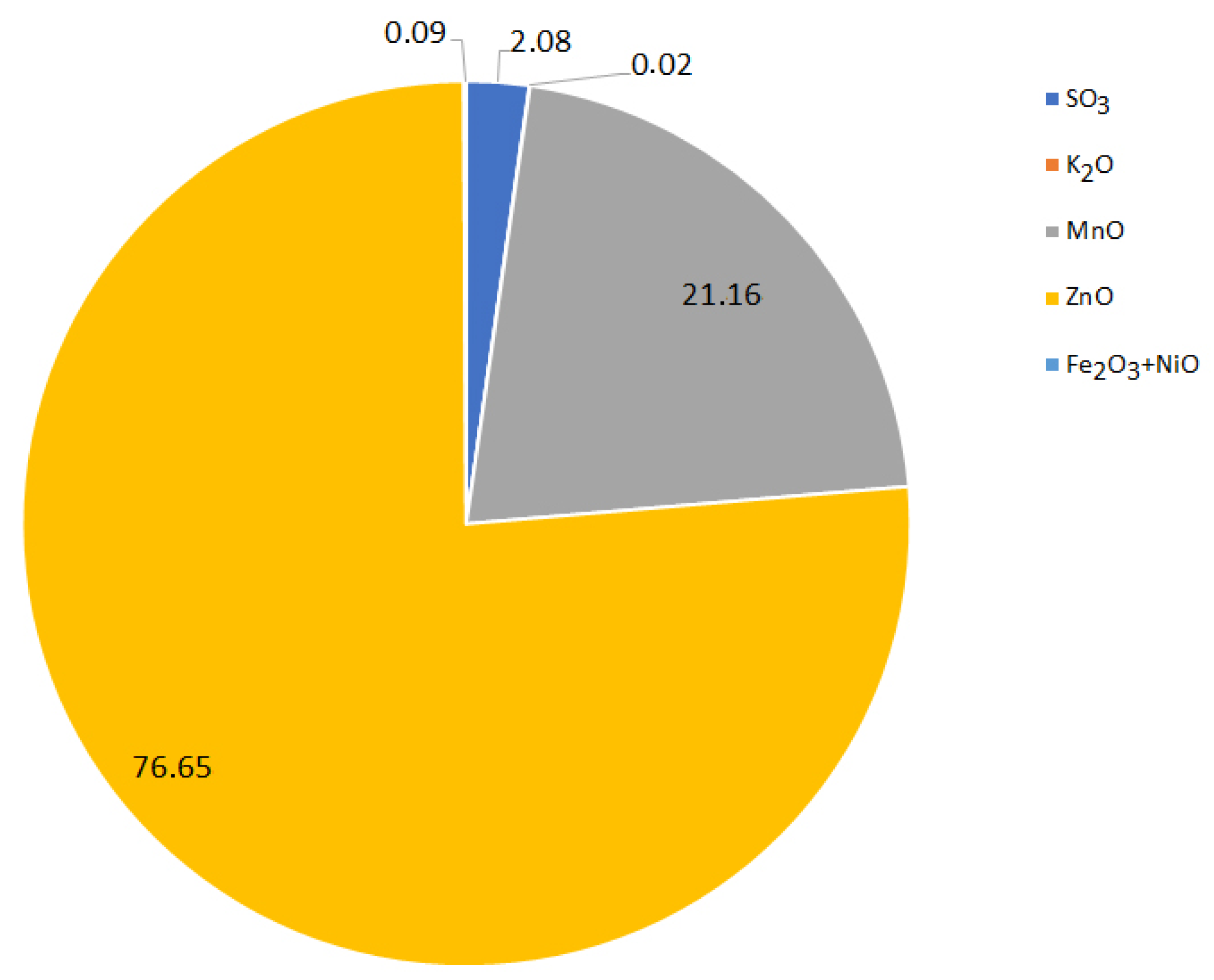
From the solution containing manganese and zinc, these metals can be separated by alkalization which leads to the precipitation of manganese in the form of manganese hydroxide (Mn(OH)2), and then neutralization to precipitate Zn(OH)2. Alkalizing requires the consumption of considerable amounts of an alkalizing agent (about 130 g NaOH per liter), which is a significant technological problem. Another problem is the separation of the precipitated manganese hydroxide from the highly alkaline solution (i.e., approx. pH = 13). The precipitated manganese hydroxide takes up a large volume in the solution, which requires the solution to be diluted for easier filtering. The precipitated manganese concentrate is not a pure manganese compound, but it contains significant amounts of zinc (approx. 20 wt.%). Zinc concentrate, from the zinc precipitation step by neutralization using sulfuric acid, is also not pure—it contains approx. 21 wt.% of MnO.
The precipitation of zinc from the solution after the non-reductive leaching of black mass allows the efficient separation of zinc in the form of pure zinc solution, suitable for further processing towards the recovery of zinc, e.g., by electrolysis. Zinc precipitation should take place at pH = 6.5, which requires the use of approximately 10 g NaOH per liter. The precipitation of zinc takes place with over 90% yield while maintaining the minimum precipitation yield of manganese, at the level of several percentage points. This precipitation, compared to the selective precipitation of first manganese and then zinc, requires much less NaOH (like in the case of extraction from collective treatment), and also produces a zinc concentrate of much higher purity (i.e., minimal manganese impurity).
Using sodium phosphate is not an effective method of selective zinc precipitation. Nevertheless, it has been proven that prior to the step of selectively precipitating zinc from manganese, steps may be carried out to purify the zinc-manganese solution with sodium phosphate. The use of sodium phosphate removes the iron with a small loss of zinc and manganese of a few percentage points. This purification can be performed at pH = 4 followed by zinc precipitation with NaOH at pH = 6.5.
Compared to sodium hydroxide, sodium carbonate does not satisfy the same assumptions of the selective precipitation of zinc from manganese from the solution after non-reducing leach. Although the zinc precipitation yields in both cases, and at similar pH values (6.5–7), reach 100%, the use of sodium carbonate at pH = 7 also contributes to the precipitation of manganese in the amount of 74.5%. Moreover, high sulfur concentration is noted in all precipitates obtained as a result of using sodium carbonate (at the level of 7.2–25.8 wt.%). The filtration of these precipitates is difficult because of the very fine size of the solid phase. The above-mentioned disadvantages, i.e., non-selectivity, high sulfur content and problems during filtering, disqualify this reagent in practical application.
These studies have contributed to the increase of practical knowledge on the recycling of zinc and manganese from zinc-bearing batteries scrap by a hydrometallurgical route. The effects of various technological parameters on the leaching/precipitation yields of zinc and manganese were investigated, and the precipitates were quantitatively and qualitatively assessed, the analysis of which is often ignored by some researchers.


 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


























