
Bio-Based Admixture (Black Tea Extraction) for Better Performance of Metakaolin Blended Cement Mortars

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
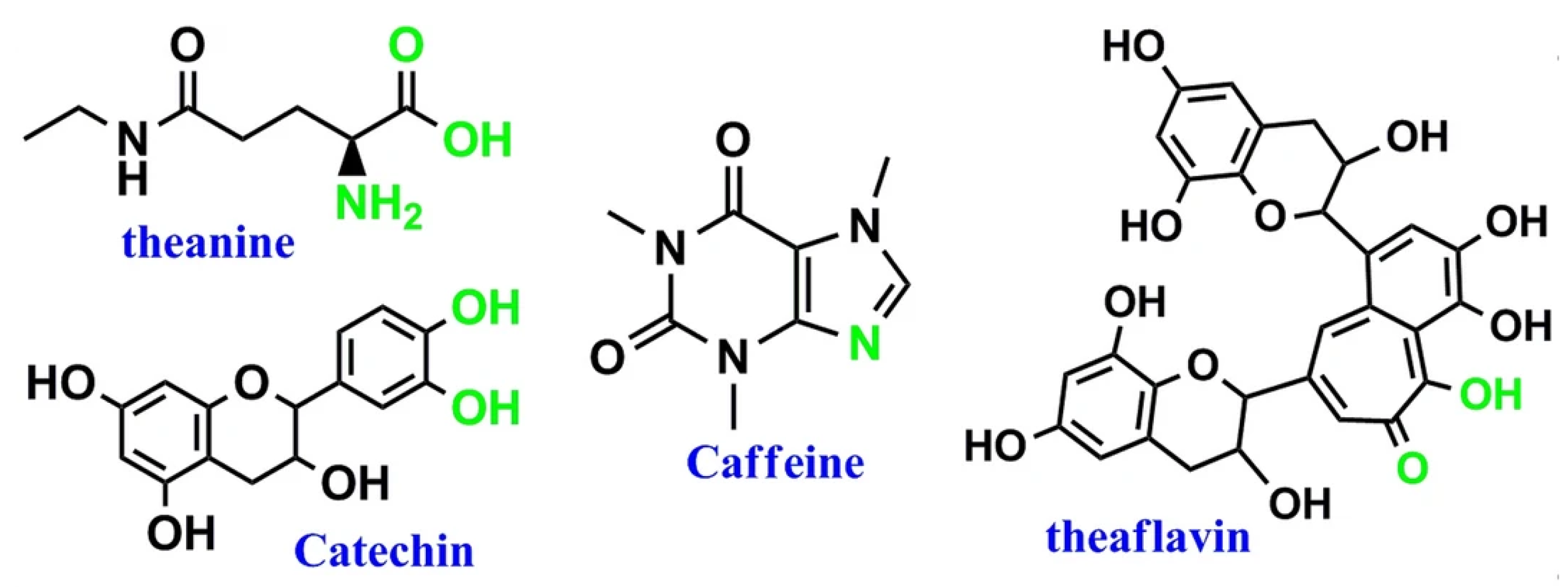
2.2. Preparation of Black Tea Extract
2.3. Mix Design and Preparation of Mortars
2.4. Testing Methods
2.4.1. Flowability Test
2.4.2. Isothermal Calorimetry Test
2.4.3. Compressive Strength of the Produced Mortars
2.4.4. XRD and TGA
2.4.5. MIP
2.4.6. Nanoindentation
3. Results and Discussion
3.1. Effects of Black Tea Extract on the Performance of Mortar
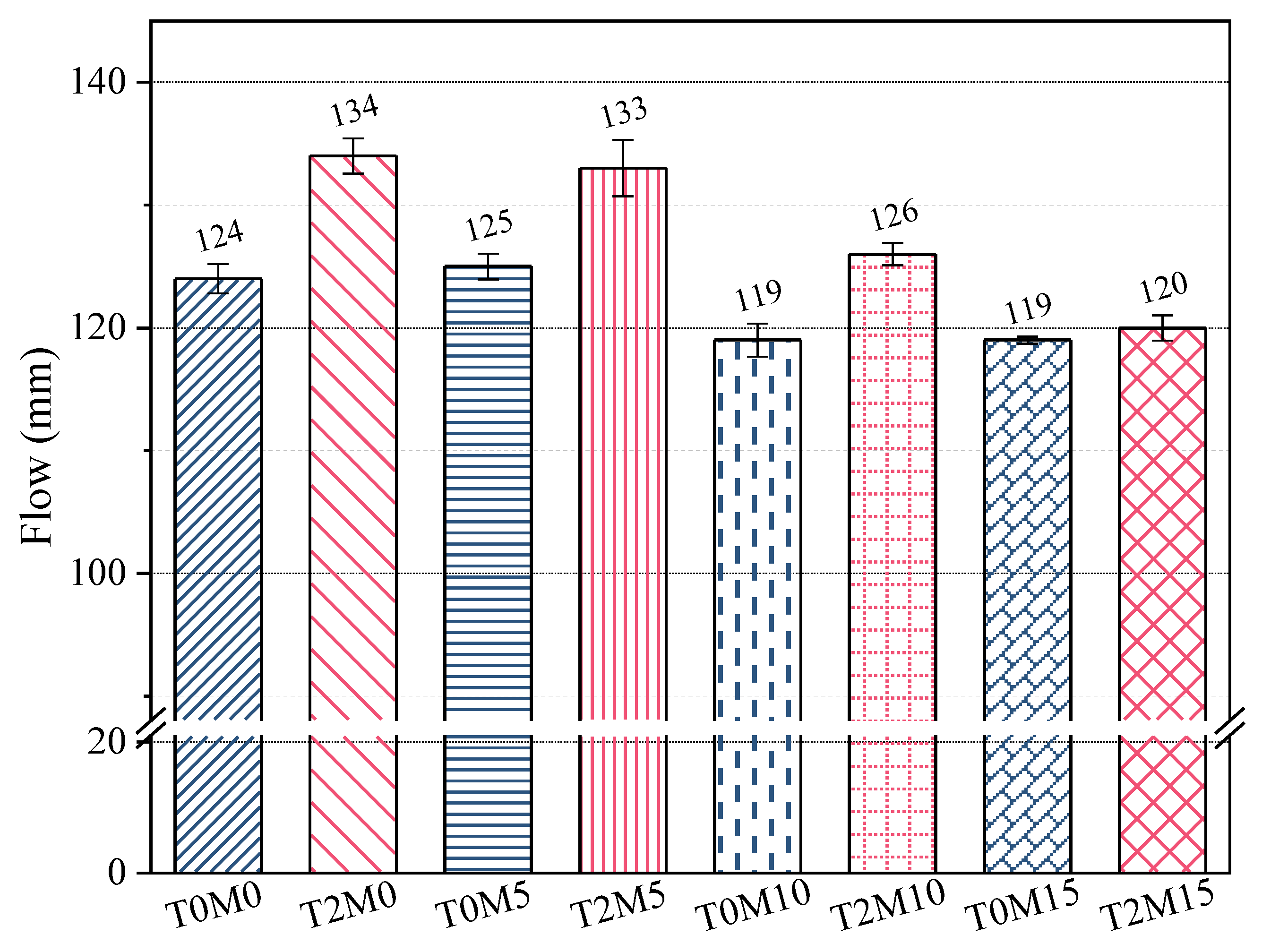
3.1.1. Flowability
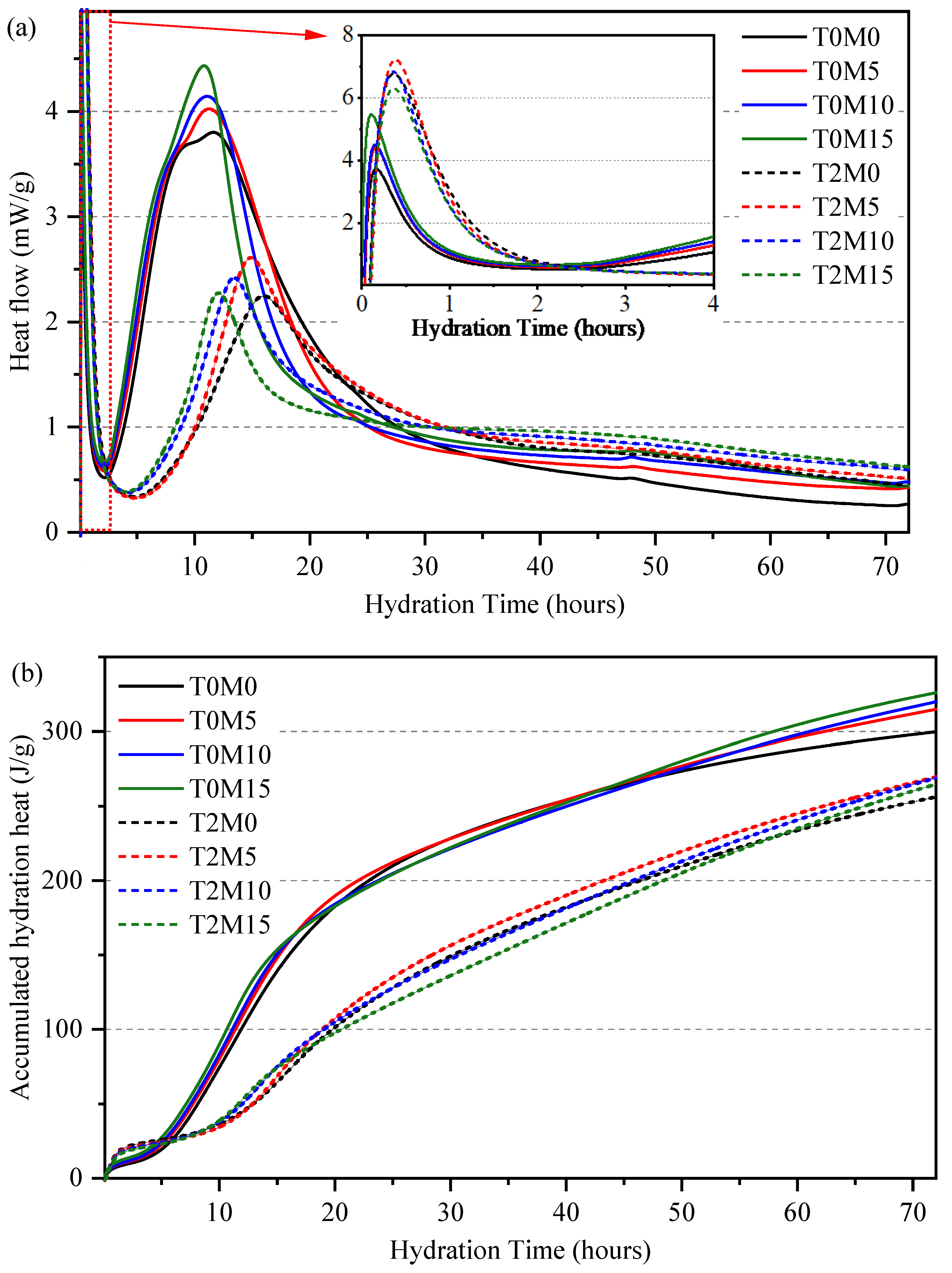
3.1.2. Hydration Kinetics
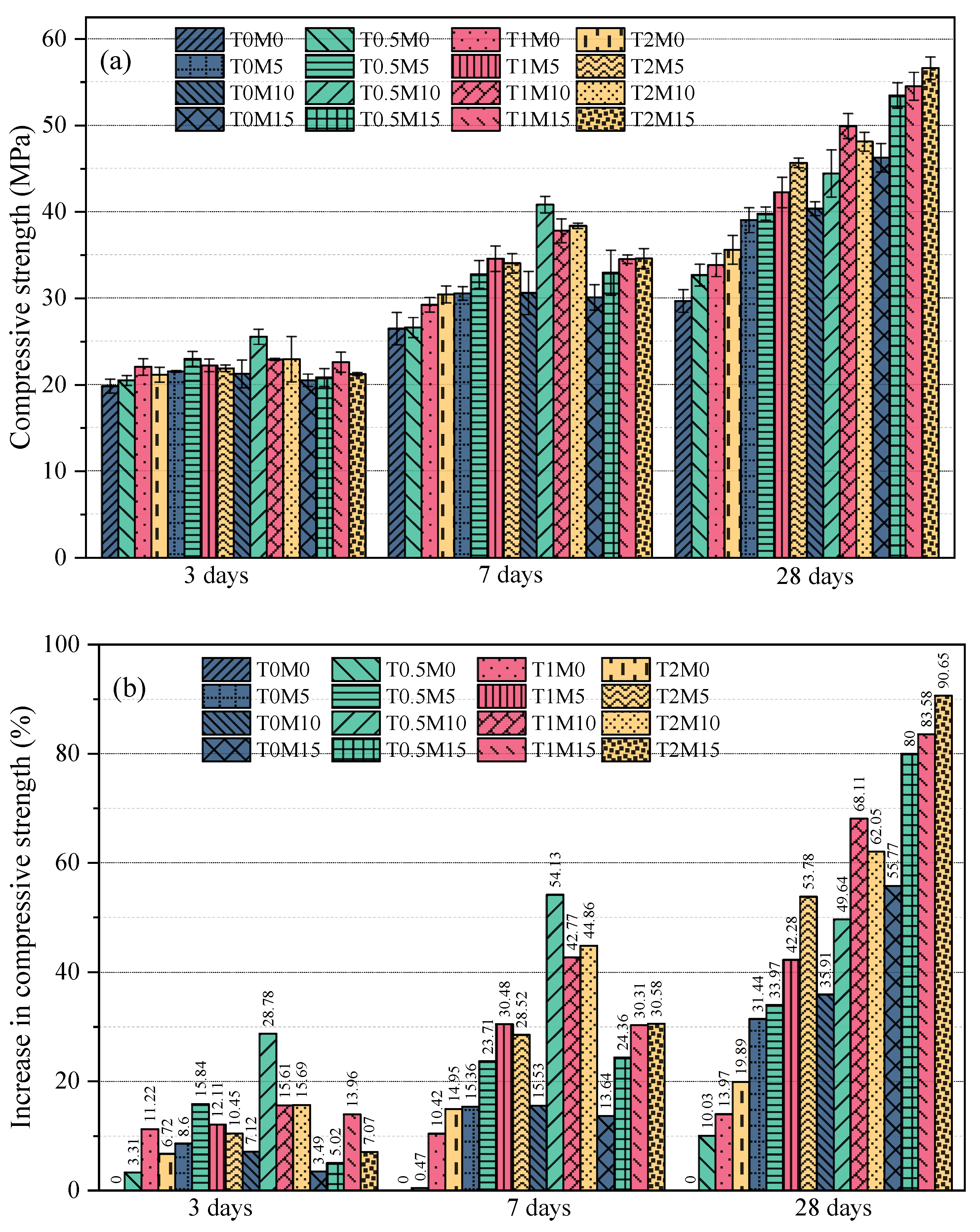
3.1.3. Compressive Strength
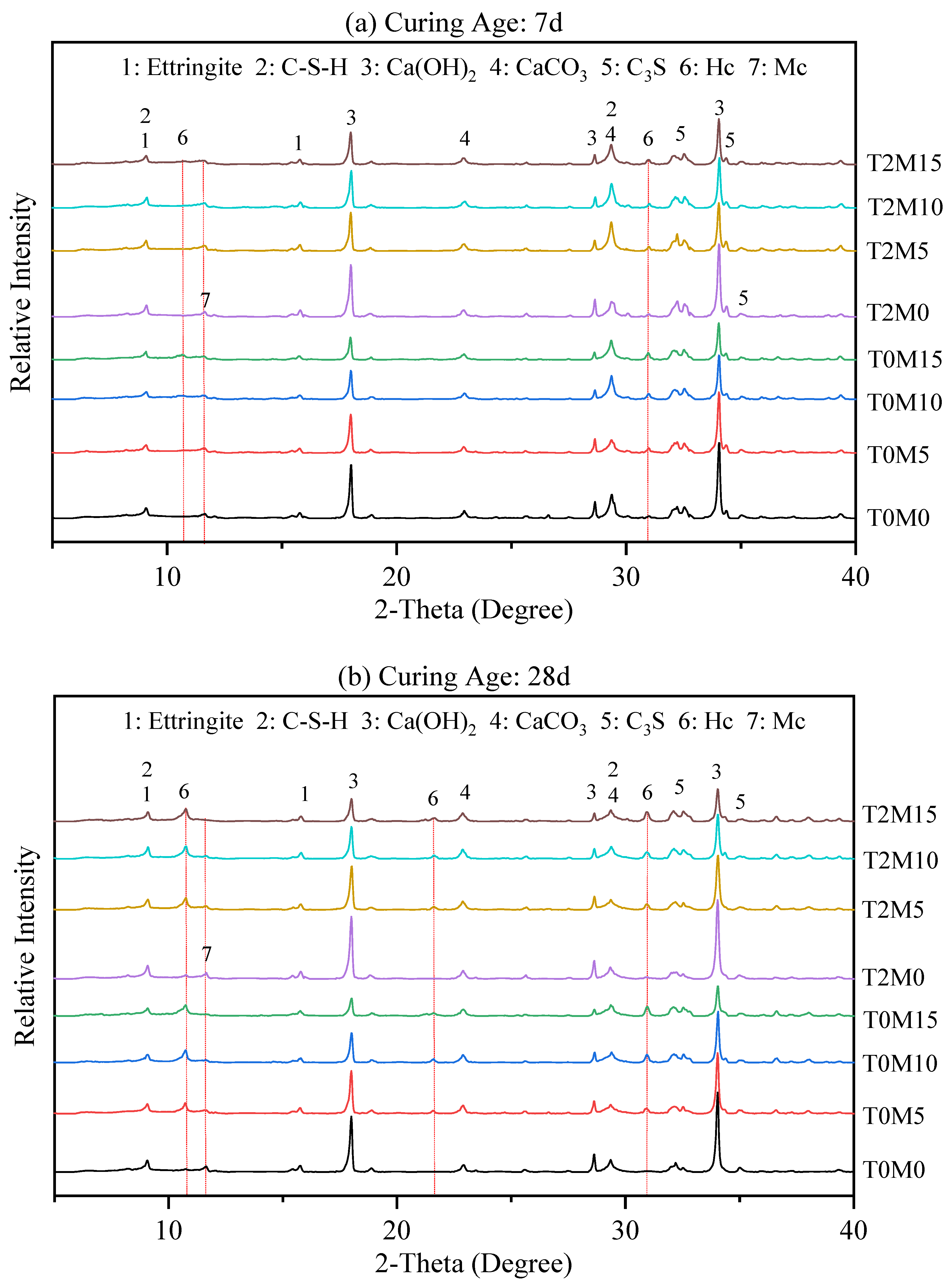
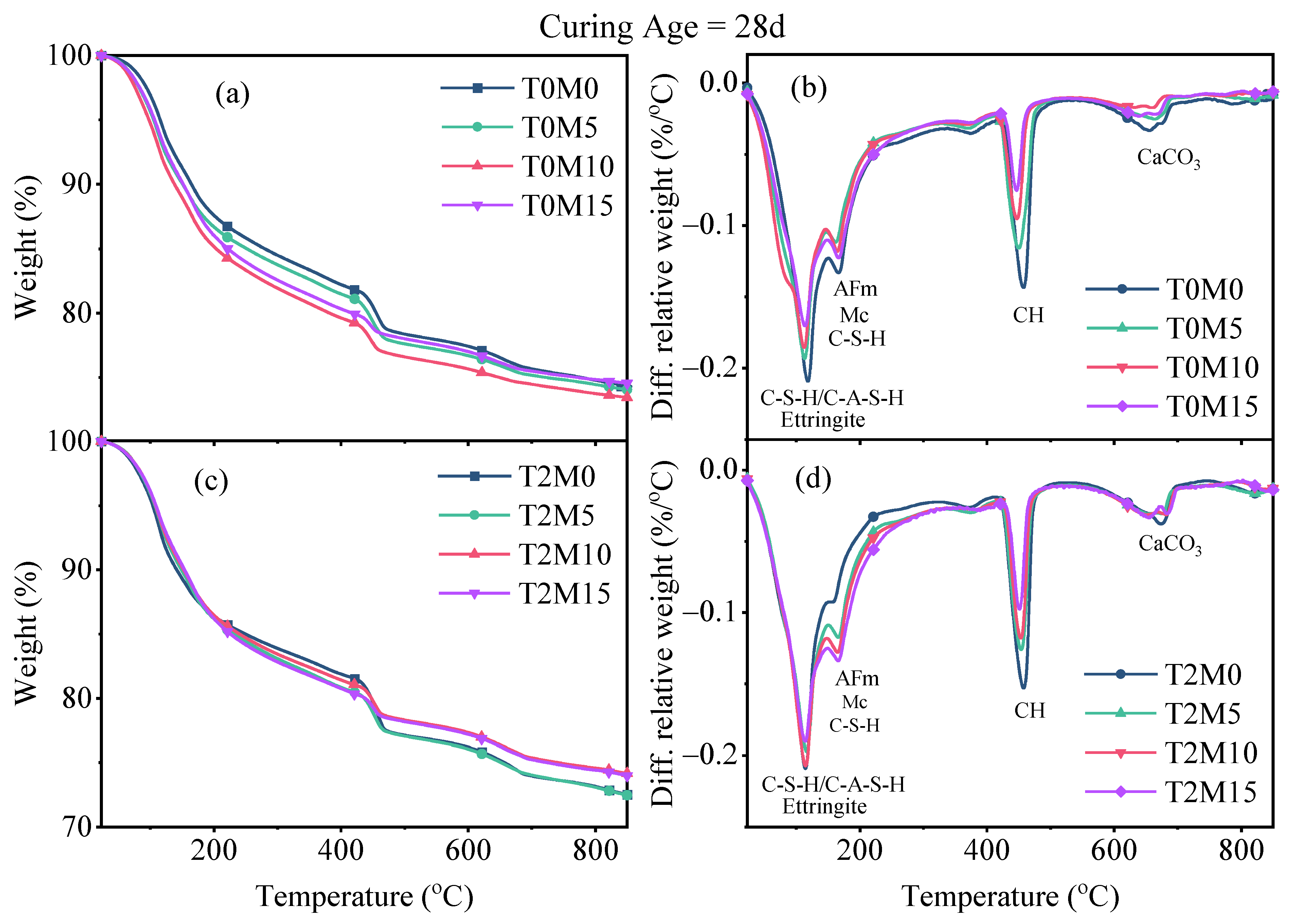
3.1.4. Hydration Products (XRD and TGA)
3.2. Pore Structure Analysis
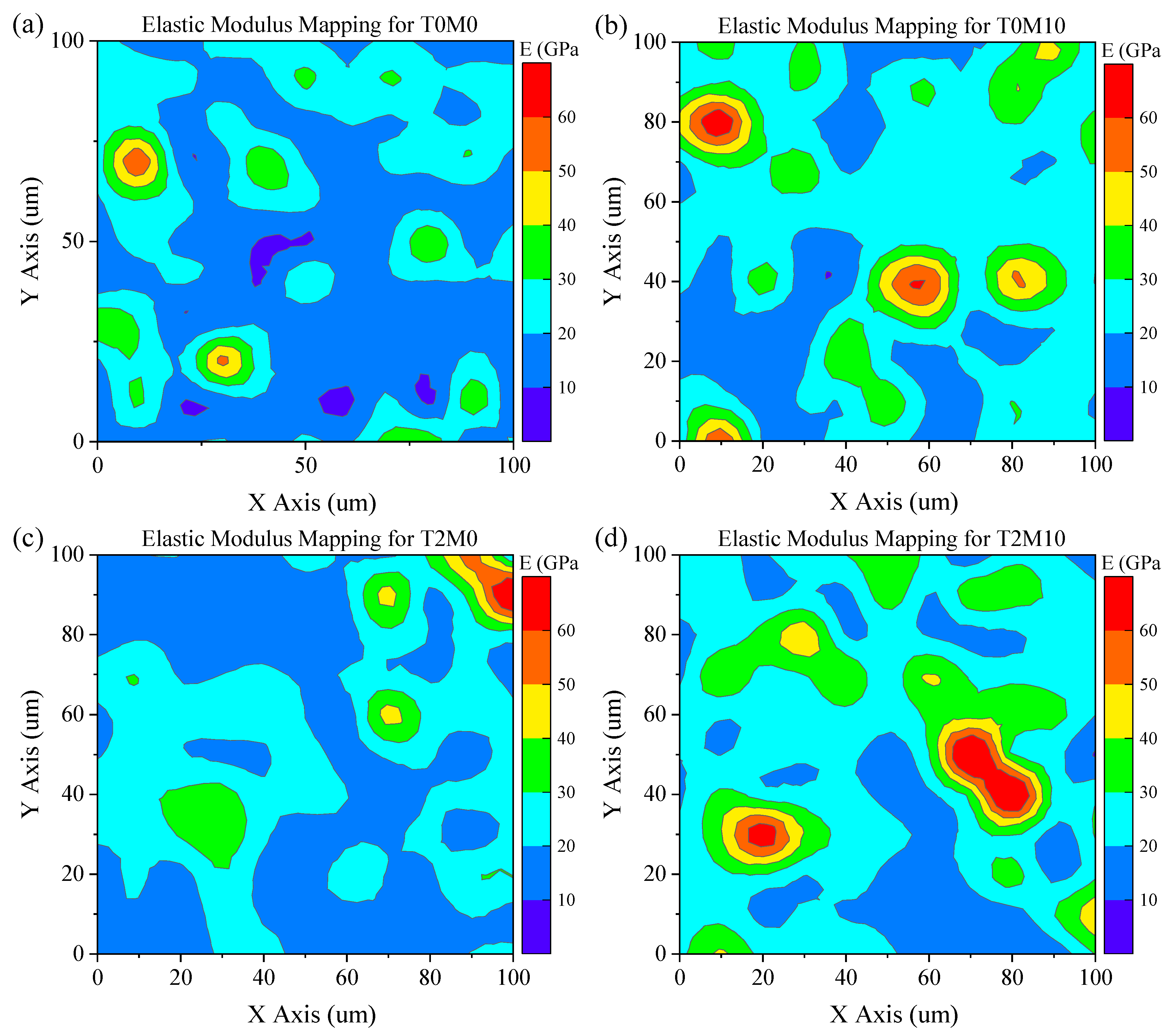
3.3. Grid of Nanoindentation
3.4. Environmental Impact Assessment and Cost–Benefit Analysis
4. Conclusions
- (1)
- The addition of a small amount of BTE could remarkably improve the workability of blended mortar when the content of MK was no more than 10%, thanks to the steric repulsion caused by the polyphenol groups of the BTE. If the content of MK was higher than 15%, an excessive amount of BTE was required to achieve a significant improvement in the workability of the mortar. However, this may drastically reduce the early age strength of the mortar due to the significant retarding effect of the BTE on the hydration of the cement. For practical applications, the dose of BTE should be determined appropriately to avoid excessive loss of the early age strength.
- (2)
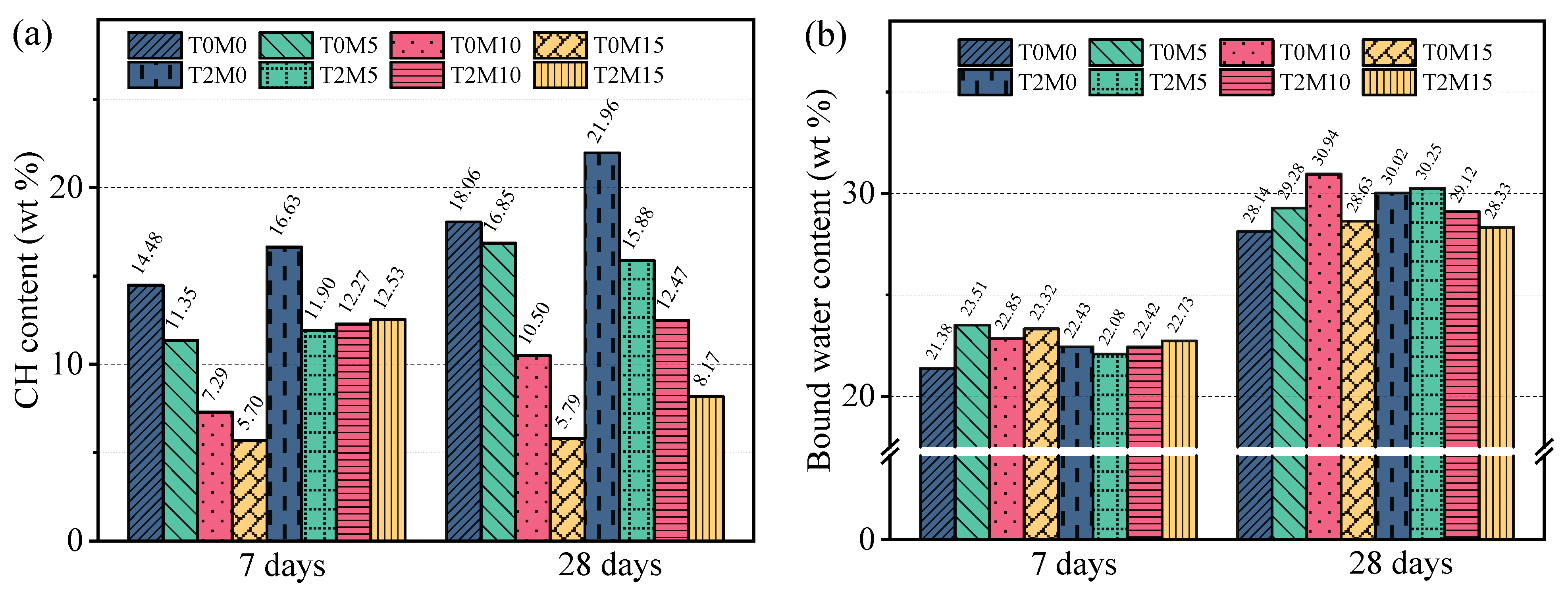
- The presence of BTE increased the bound water and CH contents in the hardened pastes at later ages, indicating that the hydration of cement was promoted by the BTE, even though the hydration at the early age was retarded.
- (3)
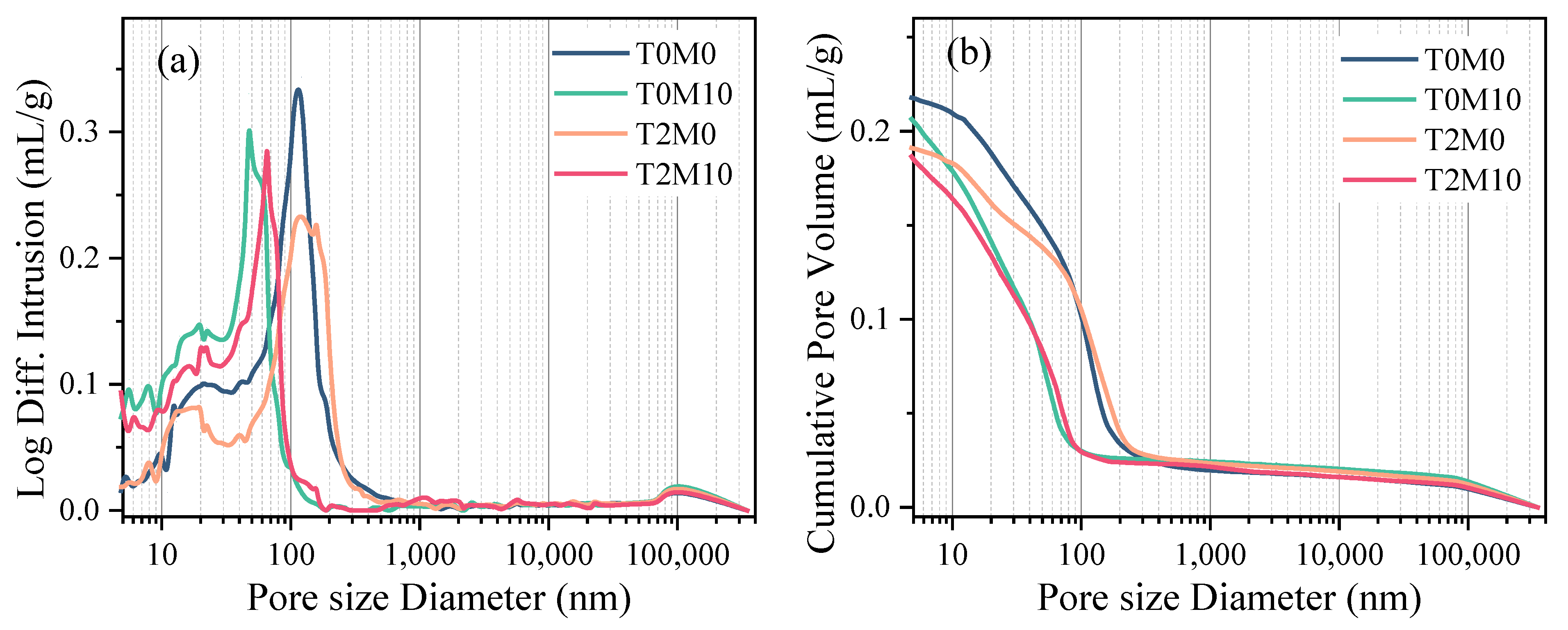
- A profound change in the microstructures of the produced pastes was induced by the addition of the BTE. In addition to the reduction in the total porosity of the pastes, the number of pores with a size smaller than 50 nm in both the OPC and the MK blended system was significantly reduced by the BTE. Although these small pores are usually regarded as almost harmless with respect to the strength of the concrete, this study showed that they had a profound effect on the micromechanical properties of the hardened paste. The average elastic modulus of the hydrated phases obtained through nanoindentation was drastically improved upon adding the BTE.
- (4)
- A significant improvement in the mechanical properties of the hydration products was induced by the BTE, leading to a drastic improvement in the compressive strength of the produced mortar. For the cement mortar, up to 20% improvement in the compressive strength at 28 days could be achieved by the addition of BTE. For the MK blended system, over 90% improvement in the compressive strength of the mortar at 28 days was achieved.
- (5)
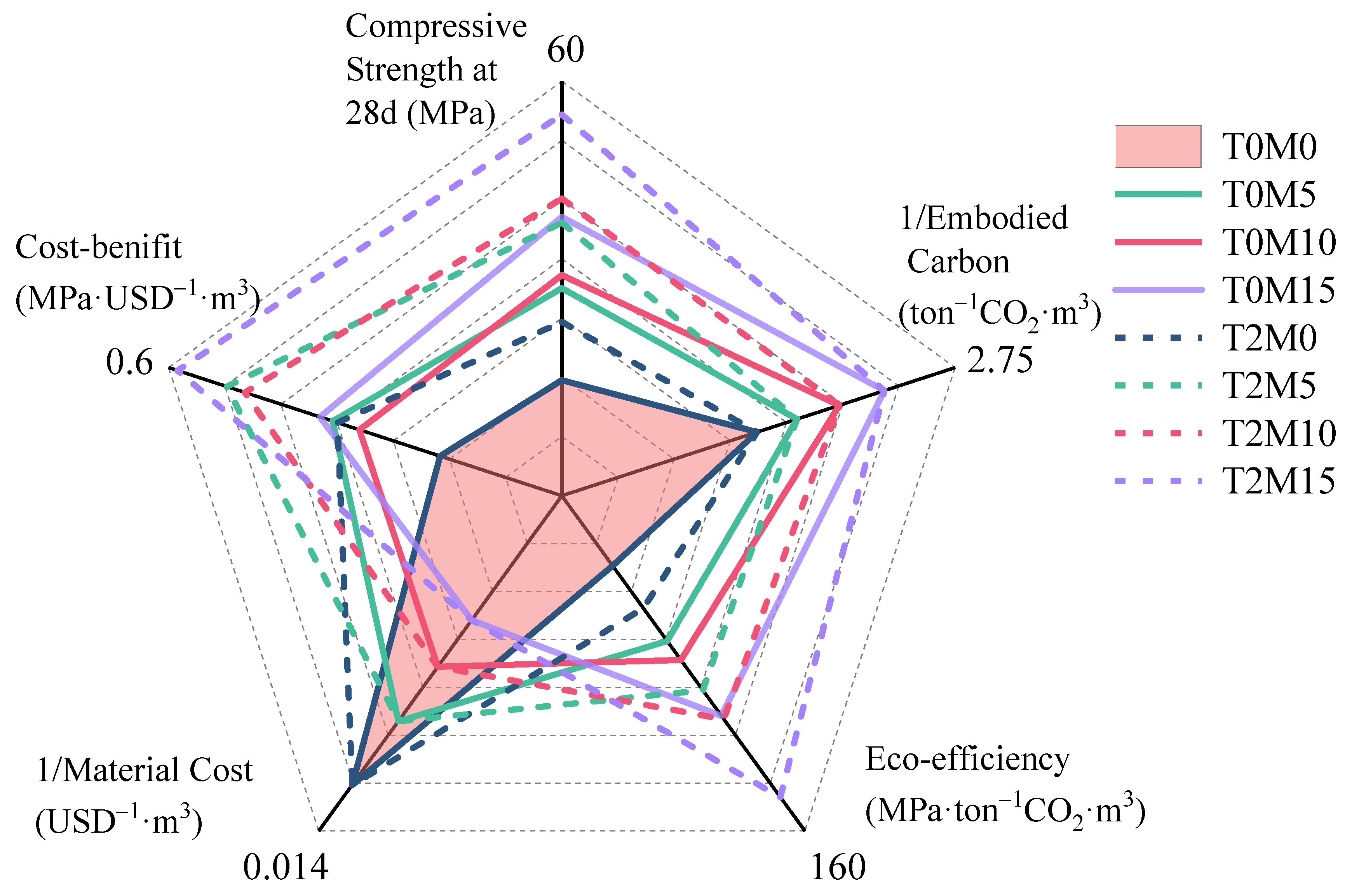
- The environmental impact assessment and cost–benefit analysis revealed the potential of using a natural admixture such as BTE in MK blended mortars to achieve high eco-strength and cost–benefit efficiency, leading to a reduction in the carbon footprint and energy consumption of the produced concrete.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rosković, R.; Bjegović, D. Role of mineral additions in reducing CO2 emission. Cem. Concr. Res. 2005, 35, 974–978. [Google Scholar] [CrossRef]
- Li, Z.; Ding, Z. Property improvement of Portland cement by incorporating with metakaolin and slag. Cem. Concr. Res. 2003, 33, 579–584. [Google Scholar] [CrossRef]
- Poon, C.-S.; Lam, L.; Kou, S.; Wong, Y.-L.; Wong, R. Rate of pozzolanic reaction of metakaolin in high-performance cement pastes. Cem. Concr. Res. 2001, 31, 1301–1306. [Google Scholar] [CrossRef]
- Siddique, R.; Klaus, J. Influence of metakaolin on the properties of mortar and concrete: A review. Appl. Clay Sci. 2009, 43, 392–400. [Google Scholar] [CrossRef]
- Frías, M.; Cabrera, J. Pore size distribution and degree of hydration of metakaolin–cement pastes. Cem. Concr. Res. 2000, 30, 561–569. [Google Scholar] [CrossRef]
- Janotka, I.; Puertas, F.; Palacios, M.; Kuliffayová, M.; Varga, C. Metakaolin sand–blended-cement pastes: Rheology, hydration process and mechanical properties. Constr. Build. Mater. 2010, 24, 791–802. [Google Scholar] [CrossRef]
- Qian, X.; Wang, J.; Wang, L.; Fang, Y. Enhancing the performance of metakaolin blended cement mortar through in-situ production of nano to sub-micro calcium carbonate particles. Constr. Build. Mater. 2019, 196, 681–691. [Google Scholar] [CrossRef]
- Antoni, M.; Rossen, J.; Martirena, F.; Scrivener, K.L. Cement substitution by a combination of metakaolin and limestone. Cem. Concr. Res. 2012, 42, 1579–1589. [Google Scholar] [CrossRef]
- Barbhuiya, S.; Chow, P.; Memon, S. Microstructure, hydration and nanomechanical properties of concrete containing metakaolin. Constr. Build. Mater. 2015, 95, 696–702. [Google Scholar] [CrossRef]
- Sabir, B.; Wild, S.; Bai, J. Metakaolin and calcined clays as pozzolans for concrete: A review. Cem. Concr. Compos. 2001, 23, 441–454. [Google Scholar] [CrossRef]
- Geng, H.; Chen, W.; Li, Q.; Shui, Z.; Yuan, B. Effect of pre-dispersing metakaolin in water on the properties, hydration, and metakaolin distribution in mortar. Front. Mater. 2019, 6, 99. [Google Scholar] [CrossRef]
- Ilić, B.; Mitrović, A.; Radonjanin, V.; Malešev, M.; Zdujić, M. Compressive strength improvements of cement-based composites achieved with additional milling of metakaolin. In Calcined Clays for Sustainable Concrete; Springer: Dordrecht, The Netherlands, 2018; pp. 212–218. [Google Scholar]
- Paiva, H.; Velosa, A.; Cachim, P.; Ferreira, V. Effect of metakaolin dispersion on the fresh and hardened state properties of concrete. Cem. Concr. Res. 2012, 42, 607–612. [Google Scholar] [CrossRef]
- Aicha, M.B. The superplasticizer effect on the rheological and mechanical properties of self-compacting concrete. In New Materials in Civil Engineering; Butterworth-Heinemann: Oxford, UK, 2020; pp. 315–331. [Google Scholar]
- Bezerra, U. Biopolymers with superplasticizer properties for concrete. In Biopolymers and Biotech Admixtures for Eco-Efficient Construction Materials; Woodhead Publishing: Cambridge, England, 2016; pp. 195–220. [Google Scholar]
- Guo, S.; Awasthi, M.K.; Wang, Y.; Xu, P. Current understanding in conversion and application of tea waste biomass: A review. Bioresour. Technol. 2021, 338, 125530. [Google Scholar] [CrossRef]
- Özarslan, S.; Atelge, M.R.; Kaya, M.; Unalan, S. A review for assessment methods of black tea production waste. Int. J. Energy Clean Environ. 2022, 23, 63–83. [Google Scholar] [CrossRef]
- Debnath, B.; Haldar, D.; Purkait, M.K. Potential and sustainable utilization of tea waste: A review on present status and future trends. J. Environ. Chem. Eng. 2021, 9, 106179. [Google Scholar] [CrossRef]
- Saneja, A.; Panda, A.K.; Lichtfouse, E. Sustainable Agriculture Reviews 43; Springer Nature: Cham, Switzerland, 2020; Volume 43. [Google Scholar]
- Macchia, A.; Aureli, H.; Prestileo, F.; Ortenzi, F.; Sellathurai, S.; Docci, A.; Cerafogli, E.; Colasanti, I.A.; Ricca, M.; La Russa, M.F. In-Situ Comparative Study of Eucalyptus, Basil, Cloves, Thyme, Pine Tree, and Tea Tree Essential Oil Biocide Efficacy. Methods Protoc. 2022, 5, 37. [Google Scholar] [CrossRef]
- Brza, M.; Aziz, S.B.; Anuar, H.; Ali, F.; Dannoun, E.M.; Mohammed, S.J.; Abdulwahid, R.T.; Al-Zangana, S. Tea from the drinking to the synthesis of metal complexes and fabrication of PVA based polymer composites with controlled optical band gap. Sci. Rep. 2020, 10, 1–17. [Google Scholar]
- Wei, Q.; Haag, R. Universal polymer coatings and their representative biomedical applications. Mater. Horiz. 2015, 2, 567–577. [Google Scholar] [CrossRef] [Green Version]
- Rahim, M.A.; Ejima, H.; Cho, K.L.; Kempe, K.; Müllner, M.; Best, J.P.; Caruso, F. Coordination-driven multistep assembly of metal–polyphenol films and capsules. Chem. Mater. 2014, 26, 1645–1653. [Google Scholar] [CrossRef]
- Koopmann, A.-K.; Schuster, C.; Torres-Rodríguez, J.; Kain, S.; Pertl-Obermeyer, H.; Petutschnigg, A.; Hüsing, N. Tannin-Based Hybrid Materials and Their Applications: A Review. Molecules 2020, 25, 4910. [Google Scholar] [CrossRef]
- Oh, D.X.; Prajatelistia, E.; Ju, S.-W.; Kim, H.J.; Baek, S.-J.; Cha, H.J.; Jun, S.H.; Ahn, J.-S.; Hwang, D.S. A rapid, efficient and facile solution for dental hypersensitivity: The tannin–iron complex. Sci. Rep. 2015, 5, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Fang, Y. Low-Cost, Ubiquitous Biomolecule as Next Generation, Sustainable Admixture to Enhance the Performance of Ordinary Portland Cement-Based Concretes. Ph.D. Thesis, The University of Alabama, Ann Arbor, AL, USA, 2021. [Google Scholar]
- Fang, Y.; Wang, J.; Qian, X.; Wang, L.; Dong, Y.; Qiao, P. Low-cost, ubiquitous biomolecule as a strength enhancer for cement mortars. Constr. Build. Mater. 2021, 311, 125305. [Google Scholar] [CrossRef]
- ASTM C1437-15; Standard Test Method for Flow of Hydraulic Cement Mortar. ASTM: West Conshohocken, PA, USA, 2015.
- ASTM C1679-17; Standard Practices for Measuring Hydration Kinetics of Hydraulic Cementitious Mixtures Using Isothermal Calorimetry. ASTM: West Conshohocken, PA, USA, 2017; pp. 1–14.
- ASTM C39/C39M-21; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. ASTM: West Conshohocken, PA, USA, 2021.
- Mondal, P. Nanomechanical Properties of Cementitious Materials. Ph.D. Thesis, Northwestern University, Evanston, IL, USA, 2008. [Google Scholar]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Pellenq, R.J.-M.; Kushima, A.; Shahsavari, R.; Van Vliet, K.J.; Buehler, M.J.; Yip, S.; Ulm, F.-J. A realistic molecular model of cement hydrates. Proc. Natl. Acad. Sci. USA 2009, 106, 16102–16107. [Google Scholar] [CrossRef] [Green Version]
- Tennis, P.D.; Jennings, H.M. A model for two types of calcium silicate hydrate in the microstructure of Portland cement pastes. Cem. Concr. Res. 2000, 30, 855–863. [Google Scholar] [CrossRef]
- Pedrosa, H.C.; Reales, O.M.; Reis, V.D.; das Dores Paiva, M.; Fairbairn, E.M.R. Hydration of Portland cement accelerated by CSH seeds at different temperatures. Cem. Concr. Res. 2020, 129, 105978. [Google Scholar] [CrossRef]
- Lin, D.; Xing, B. Tannic acid adsorption and its role for stabilizing carbon nanotube suspensions. Environ. Sci. Technol. 2008, 42, 5917–5923. [Google Scholar] [CrossRef]
- Gartner, E.; Young, J.; Damidot, D.; Jawed, I. Hydration of Portland cement. Struct. Perform. Cem. 2002, 2, 57–113. [Google Scholar]
- Scrivener, K.; Snellings, R.; Lothenbach, B. A Practical Guide to Microstructural Analysis of Cementitious Materials; CRC Press Taylor & Francis Group: Boca Raton, FL, USA, 2015; pp. 177–211. [Google Scholar]
- Machner, A.; Zajac, M.; Haha, M.B.; Kjellsen, K.O.; Geiker, M.R.; De Weerdt, K. Chloride-binding capacity of hydrotalcite in cement pastes containing dolomite and metakaolin. Cem. Concr. Res. 2018, 107, 163–181. [Google Scholar] [CrossRef]
- Pellenq, R.-M.; Lequeux, N.; Van Damme, H. Engineering the bonding scheme in C–S–H: The iono-covalent framework. Cem. Concr. Res. 2008, 38, 159–174. [Google Scholar] [CrossRef]
- Vandamme, M. The nanogranular origin of concrete creep: A nanoindentation investigation of microstructure and fundamental properties of calcium-silicate-hydrates. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2008. [Google Scholar]
- Vandamme, M.; Ulm, F. Nanoindentation investigation of creep properties of calcium silicate hydrates. Cem. Concr. Res. 2013, 52, 38–52. [Google Scholar] [CrossRef]
- Xu, Q.; Hu, K.; Wang, X.; Wang, D.; Knudsen, M.T. Carbon footprint and primary energy demand of organic tea in China using a life cycle assessment approach. J. Clean. Prod. 2019, 233, 782–792. [Google Scholar] [CrossRef]
- Gibbons, O.; Orr, J. How to Calculate Embodied Carbon; Institution of Structural Engineers: London, UK, 2022. [Google Scholar]
- Tanaka, K. Transport Costs, Distance, and Time: Evidence from the Japanese Census of Logistics; Institute of Developing Economies-Japan External Trade Organization: Chiba, Japan, 2010. [Google Scholar]
- Flower, D.J.; Sanjayan, J.G. Green house gas emissions due to concrete manufacture. Int. J. Life Cycle Assess. 2007, 12, 282–288. [Google Scholar] [CrossRef]
- Meddah, M.S.; Ismail, M.A.; El-Gamal, S.; Fitriani, H. Performances evaluation of binary concrete designed with silica fume and metakaolin. Constr. Build. Mater. 2018, 166, 400–412. [Google Scholar] [CrossRef]
- Turner, L.K.; Collins, F.G. Carbon dioxide equivalent (CO2-e) emissions: A comparison between geopolymer and OPC cement concrete. Constr. Build. Mater. 2013, 43, 125–130. [Google Scholar] [CrossRef]
- Yu, J.; Wu, H.-L.; Leung, C.K. Feasibility of using ultrahigh-volume limestone-calcined clay blend to develop sustainable medium-strength Engineered Cementitious Composites (ECC). J. Clean. Prod. 2020, 262, 121343. [Google Scholar] [CrossRef]
- Damineli, B.L.; Kemeid, F.M.; Aguiar, P.S.; John, V.M. Measuring the eco-efficiency of cement use. Cem. Concr. Compos. 2010, 32, 555–562. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | SiO2 | Al2O3 | CaO | Fe2O3 | TiO2 | MgO | Na2O | K2O | P2O5 | LOI |
|---|---|---|---|---|---|---|---|---|---|---|
| Cement (%) | 22.93 | 4.68 | 64.04 | 2.41 | 0.20 | 3.38 | 0.23 | 0.76 | 0.08 | 0.82 |
| MK (%) | 59.4 | 30.8 | 0.1 | 1.4 | 0.5 | 2.2 | 2.7 | 1.3 | - | 0.68 |
| Mix ID | Water (kg/m3) | Tea Solution (kg/m3) | Black Tea (wt.% of Water) | Cement (kg/m3) | MK (kg/m3) | Sand (kg/m3) |
|---|---|---|---|---|---|---|
| T0M0 | 264 | - | 480 | - | 1593 | |
| T0M5 | 264 | - | 456 | 24 | 1593 | |
| T0M10 | 264 | - | 432 | 48 | 1593 | |
| T0M15 | 264 | - | 408 | 72 | 1593 | |
| T0.5M0 | - | 264 | 0.5 | 480 | - | 1593 |
| T0.5M5 | - | 264 | 0.5 | 456 | 24 | 1593 |
| T0.5M10 | - | 264 | 0.5 | 432 | 48 | 1593 |
| T0.5M15 | - | 264 | 0.5 | 408 | 72 | 1593 |
| T1M0 | - | 264 | 1 | 480 | - | 1593 |
| T1M5 | - | 264 | 1 | 456 | 24 | 1593 |
| T1M10 | - | 264 | 1 | 432 | 48 | 1593 |
| T1M15 | - | 264 | 1 | 408 | 72 | 1593 |
| T2M0 | - | 264 | 2 | 480 | - | 1593 |
| T2M5 | - | 264 | 2 | 456 | 24 | 1593 |
| T2M10 | - | 264 | 2 | 432 | 48 | 1593 |
| T2M15 | - | 264 | 2 | 408 | 72 | 1593 |
| Group | T0M0 | T0M10 | T2M0 | T2M10 |
|---|---|---|---|---|
| Porosity (%) | 31.13 | 28.65 | 27.98 | 26.01 |
| Specimen | Volume Fraction | Mean (GPa) | Avg. (GPa) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| PP | LD | HD | UHD | PP | LD | HD | UHD | ||
| T0M0 | 0.43 | 0.44 | 0.12 | 0.01 | 13.35 | 20.90 | 33.42 | 45.19 | 19.40 |
| T0M10 | 0.54 | 0.23 | 0.21 | 0.02 | 18.40 | 25.64 | 34.08 | 52.28 | 24.04 |
| T2M0 | 0.40 | 0.42 | 0.15 | 0.03 | 16.37 | 21.33 | 29.97 | 49.36 | 21.48 |
| T2M10 | 0.55 | 0.29 | 0.10 | 0.06 | 19.47 | 26.62 | 35.58 | 41.33 | 24.47 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, Y.; Wang, J.; Wang, X.; Amaral, M.L.D.; Kniffin, H.; Reed, M.; Wang, L.; Qian, X. Bio-Based Admixture (Black Tea Extraction) for Better Performance of Metakaolin Blended Cement Mortars. Materials 2022, 15, 3994. https://doi.org/10.3390/ma15113994
Fang Y, Wang J, Wang X, Amaral MLD, Kniffin H, Reed M, Wang L, Qian X. Bio-Based Admixture (Black Tea Extraction) for Better Performance of Metakaolin Blended Cement Mortars. Materials. 2022; 15(11):3994. https://doi.org/10.3390/ma15113994
Chicago/Turabian StyleFang, Yi, Jialai Wang, Xiaodong Wang, Monica Lages Do Amaral, Hannah Kniffin, Miranda Reed, Liang Wang, and Xin Qian. 2022. "Bio-Based Admixture (Black Tea Extraction) for Better Performance of Metakaolin Blended Cement Mortars" Materials 15, no. 11: 3994. https://doi.org/10.3390/ma15113994