
Optimization to Assist Design and Analysis of Temperature Control Strategies for Injection Molding—A Review



Abstract
:1. Introduction
2. Stages for the Fabrication of CCCs
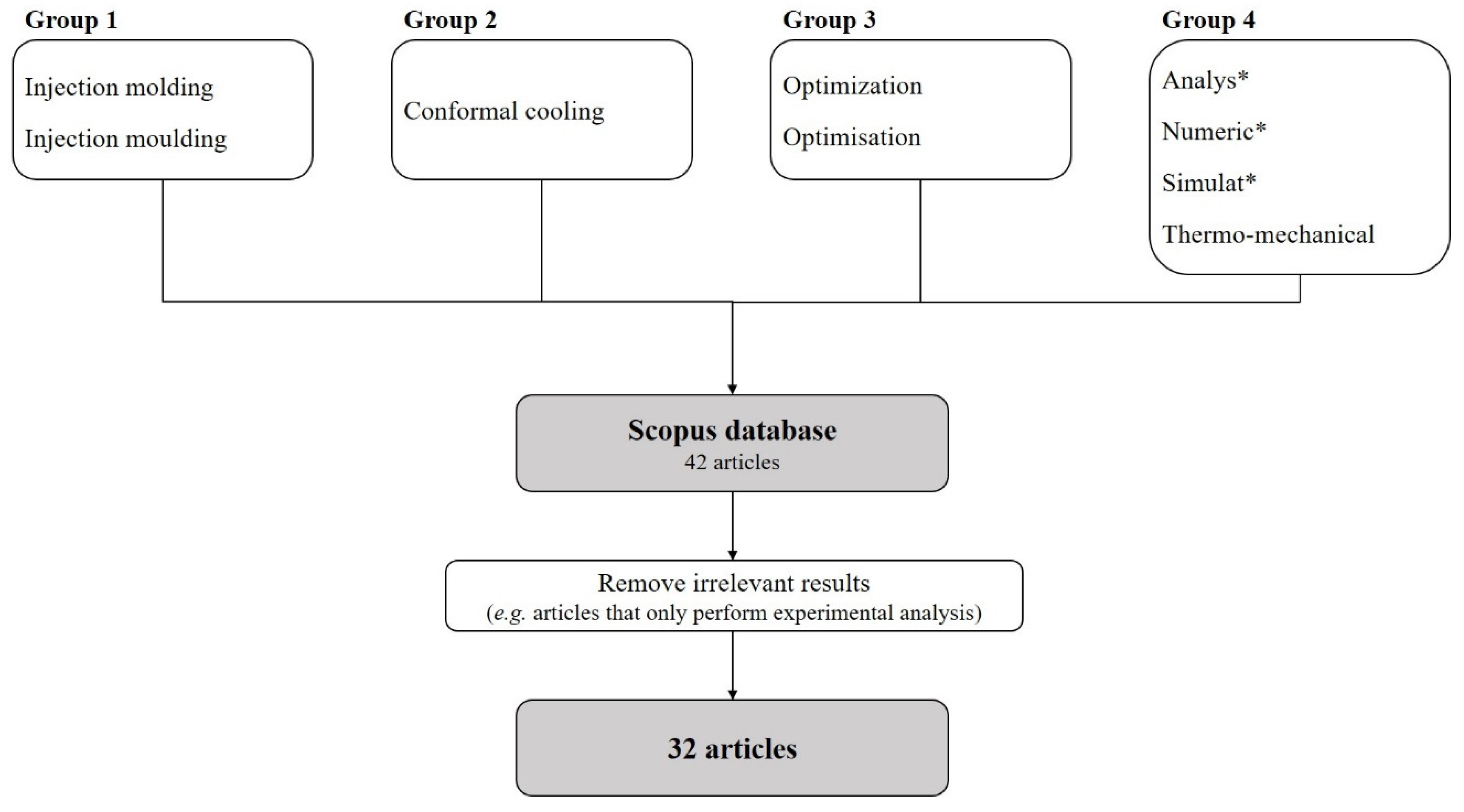
3. Review Procedure
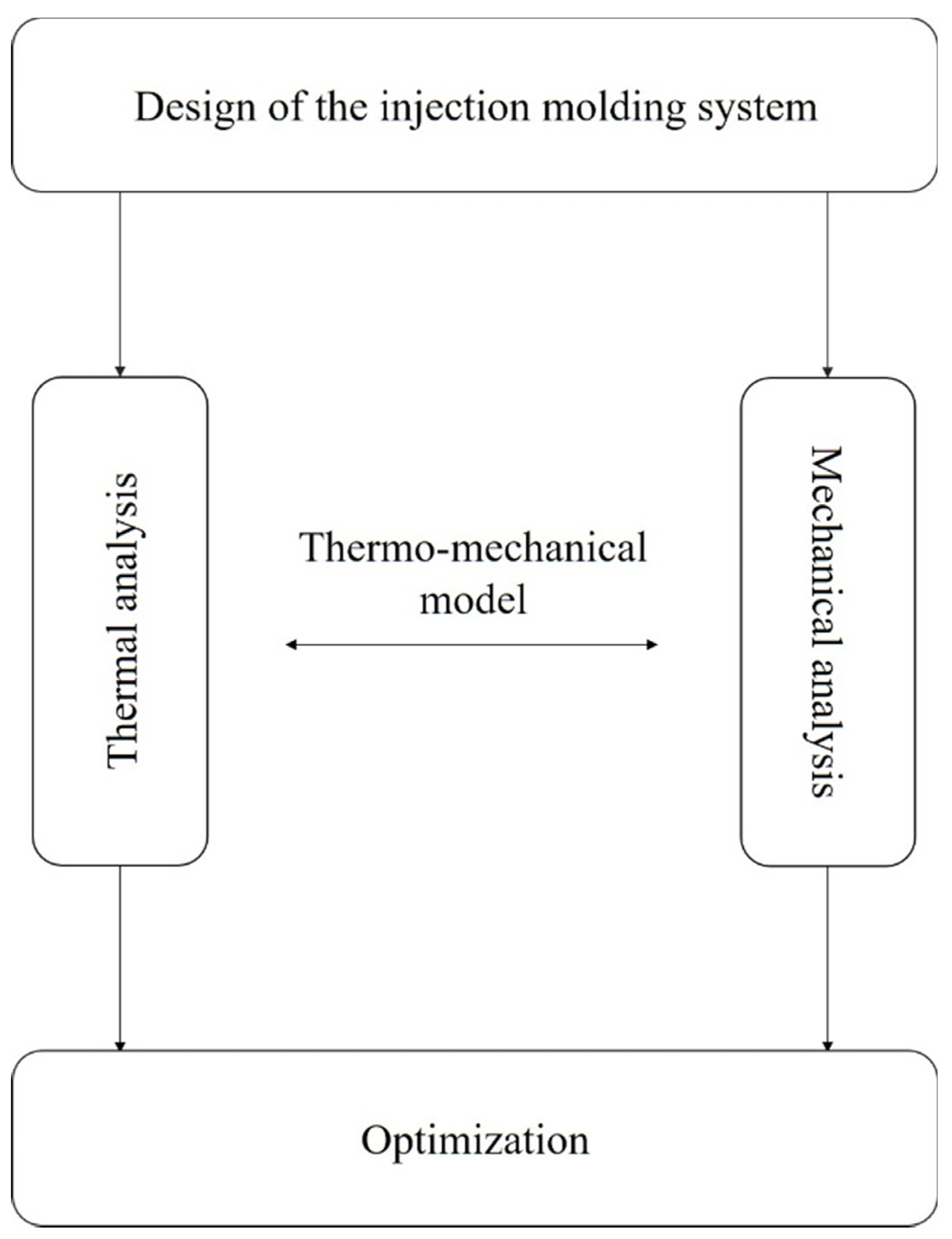
4. Thermo-Mechanical Model and Optimization Procedure for the Design of CCCs
4.1. Thermo-Mechanical Models
4.2. Application of Optimization Techniques
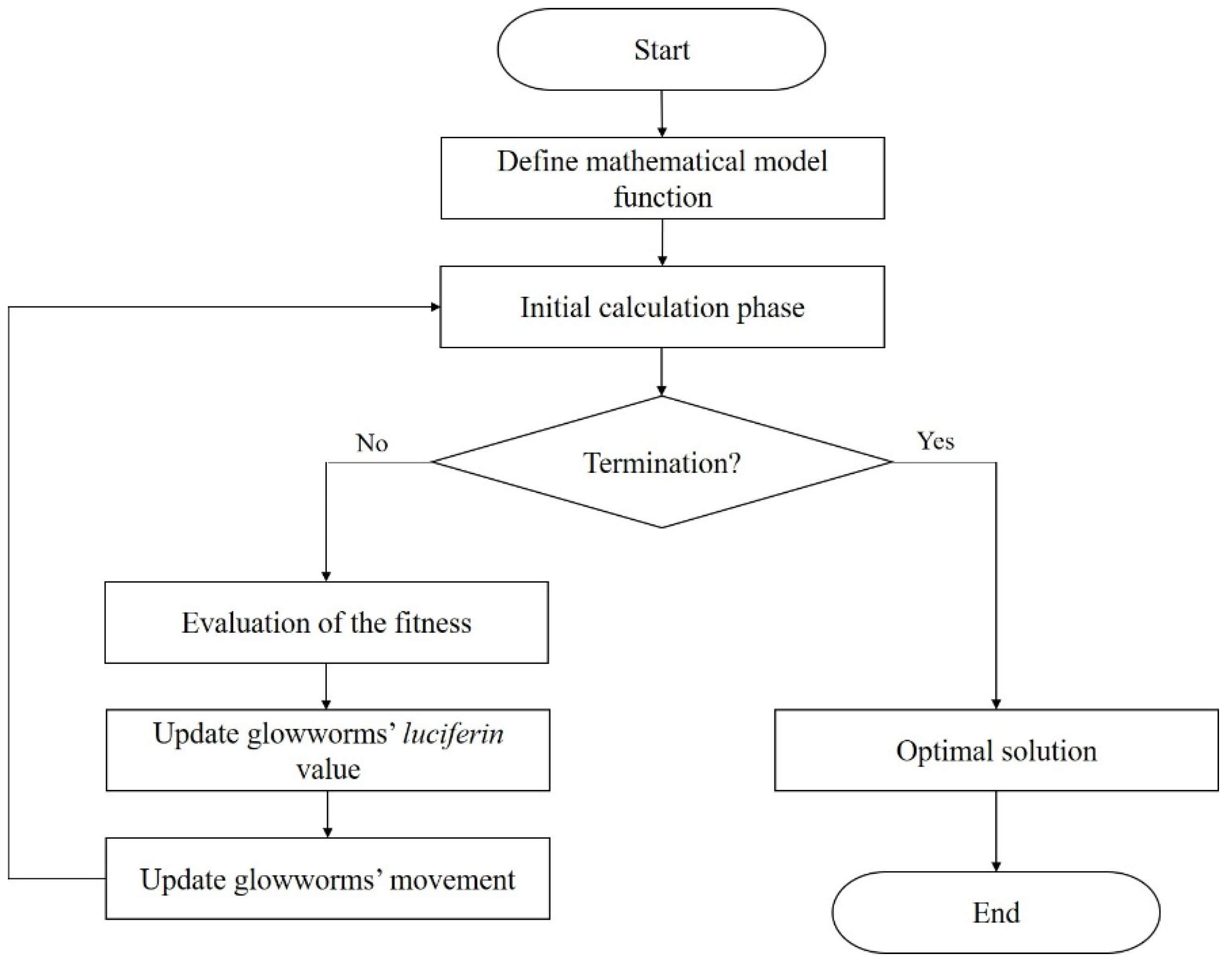
4.2.1. Expert Algorithms
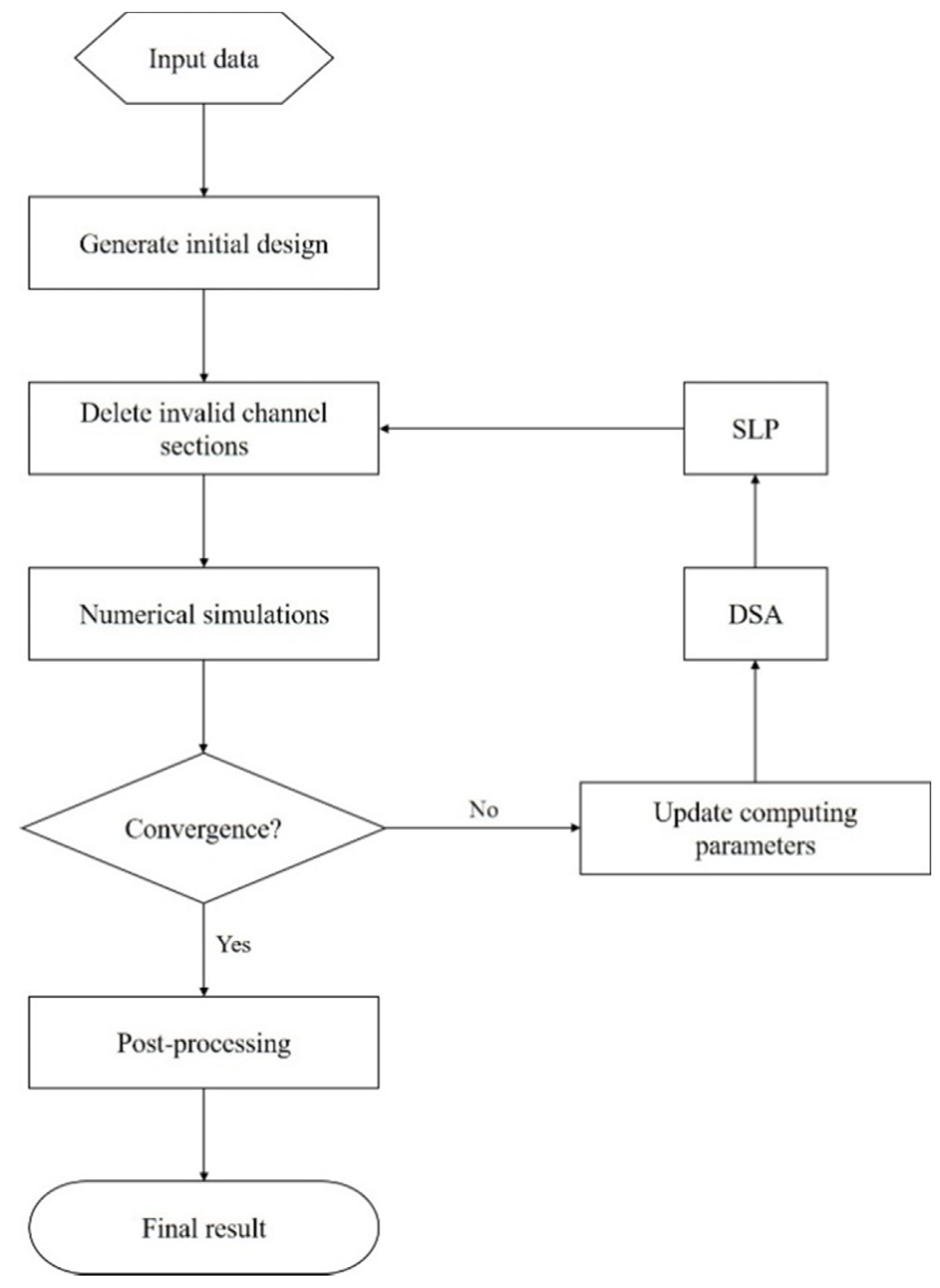
4.2.2. Topology Optimization
4.3. Synopsis
5. Conclusions
- The use of CAE software has proven to achieve fairly good results, and some researchers have taken advantage of these simulation tools to predict the thermal and structural behavior and, hence, to assess the advantages of manufacturing hybrid tooling;
- Few studies address the structural analysis of the mold, particularly concerning the fatigue life span of the molding tool, regardless of the technology employed;
- Analytical models can provide a first insight into the heat transfer problem and brief performance outputs. Moreover, analytical models are vital for the optimization stage, especially to assist in determining the objective function and constraints.
- The use of optimization techniques contributes to an automated design of CCCs;
- Topology optimization is set apart from the other optimization techniques since it allows the mold designer to determine the optimal cooling path without requiring previous expert knowledge; however, when compared to the number of studies that apply optimization techniques, few studies report this type of optimization;
- Several optimization goals were studied, one of the most common being the minimization of the cooling time;
- Regarding optimization goals and the multi-objective studies performed, there is still a gap concerning a common approach that includes all the goals or provides the option of selecting the optimization goal(s).
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| ANOVA | Analysis of Variance |
| AM | Additive Manufacturing |
| AMI | Autodesk Moldflow Insight |
| CC | Cooling Channels |
| CCCs | Conformal Cooling Channels |
| DSA | Design Sensitivity Analysis |
| DOE | Design of Experiments |
| FEA | Finite Element Analysis |
| GA | Genetic Algorithm |
| GCMMA | Globally Convergence Method of Moving Asymptotes |
| GSO | Glowworm Swarm Optimization |
| IM | Injection Molding |
| RBF | Radial Basis Function |
| RSM | Response Surface Methodology |
| SAO | Sequential Approximate Optimization |
| SIMP | Solid Isotropic Material with Penalization |
| SLP | Sequential Linear Programming |
| SQP | Sequential Quadratic Programming |
| TCS | Temperature Control System |
References
- Kazmer, D.O. Injection Mold Design Engineering; Hanser Gardner Pubications, Inc.: Cincinnati, OH, USA, 2007. [Google Scholar] [CrossRef]
- Park, H.S.; Pham, N.H. Design of conformal cooling channels for an automotive part. Int. J. Automot. Technol. 2009, 10, 87–93. [Google Scholar] [CrossRef]
- Kanbur, B.B.; Suping, S.; Duan, F. Design and optimization of conformal cooling channels for injection molding: A review. Int. J. Adv. Manuf. Technol. 2020, 106, 3253–3271. [Google Scholar] [CrossRef]
- Tang, L.Q.; Chassapis, C.; Manoochehri, S. Optimal cooling system design for multi-cavity injection molding. Finite Elem. Anal. Des. 1997, 26, 229–251. [Google Scholar] [CrossRef]
- Park, S.J.; Kwon, T.H. Optimal cooling system design for the injection molding process. Polym. Eng. Sci. 1998, 38, 1450–1462. [Google Scholar] [CrossRef]
- Qiao, H. A systematic computer-aided approach to cooling system optimal design in plastic injection molding. Int. J. Mech. Sci. 2006, 48, 430–439. [Google Scholar] [CrossRef]
- Rahim, S.Z.A.; Sharif, S.; Zain, A.M.; Nasir, S.M.; Saad, R.M. Improving the quality and productivity of molded parts with a new design of conformal cooling channels for the injection molding process. Adv. Polym. Technol. 2016, 35, 21524. [Google Scholar] [CrossRef]
- Sachs, E.; Wylonis, E.; Allen, S.; Cima, M.; Guo, H. Production of injection molding tooling with conformal cooling channels using the Three Dimensional Printing process. Polym. Eng. Sci. 2000, 40, 1232–1247. [Google Scholar] [CrossRef] [Green Version]
- Rannar, L.E.; Glad, A.; Gustafson, C.G. Efficient cooling with tool inserts manufactured by electron beam melting. Rapid Prototyp. J. 2007, 13, 128–135. [Google Scholar] [CrossRef]
- Brooks, H.; Brigden, K. Design of conformal cooling layers with self-supporting lattices for additively manufactured tooling. Addit. Manuf. 2016, 11, 16–22. [Google Scholar] [CrossRef] [Green Version]
- Armillotta, A.; Baraggi, R.; Fasoli, S. SLM tooling for die casting with conformal cooling channels. Int. J. Adv. Manuf. Technol. 2014, 71, 573–583. [Google Scholar] [CrossRef] [Green Version]
- Kitayama, S.; Yamazaki, Y.; Takano, M.; Aiba, S. Numerical and experimental investigation of process parameters optimization in plastic injection molding using multi-criteria decision making. Simul. Model. Pract. Theory 2018, 85, 95–105. [Google Scholar] [CrossRef]
- Kanbur, B.B.; Shen, S.; Zhou, Y.; Duan, F. Thermal and mechanical simulations of the lattice structures in the conformal cooling cavities for 3D printed injection molds. Mater. Today Proc. 2020, 28, 379–383. [Google Scholar] [CrossRef]
- Wu, T.; Jahan, S.A.; Kumaar, P.; Tovar, A.; El-Mounayri, H.; Zhang, Y.; Zhang, J.; Acheson, D.; Brand, K.; Nalim, R. A Framework for Optimizing the Design of Injection Molds with Conformal Cooling for Additive Manufacturing. Procedia Manuf. 2015, 1, 404–415. [Google Scholar] [CrossRef] [Green Version]
- Feng, S.; Kamat, A.M.; Pei, Y. Design and fabrication of conformal cooling channels in molds: Review and progress updates. Int. J. Heat Mass Transf. 2021, 171, 121082. [Google Scholar] [CrossRef]
- Torres-Alba, A.; Mercado-Colmenero, J.M.; Diaz-Perete, D.; Martin-Doñate, C. A New Conformal Cooling Design Procedure for Injection Molding Based on Temperature Clusters and Multidimensional Discrete Models. Polymers 2020, 12, 154. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dimla, D.E.; Camilotto, M.; Miani, F. Design and optimisation of conformal cooling channels in injection moulding tools. J. Mater. Process. Technol. 2005, 164–165, 1294–1300. [Google Scholar] [CrossRef]
- Saifullah, A.B.M.; Masood, S.H. Optimum Cooling Channels Design and Thermal Analysis of an Injection Moulded Plastic Part Mould. Mater. Sci. Forum 2007, 561–565, 1999–2002. [Google Scholar] [CrossRef]
- ó Gloinn, T.; Hayes, C.; Hanniffy, P.; Vaugh, K. FEA simulation of conformal cooling within injection moulds. Int. J. Manuf. Res. 2007, 2, 162–170. [Google Scholar] [CrossRef]
- Altaf, K.; Raghavan, V.R.; Rani, A.M.A. Comparative thermal analysis of circular and profiled cooling channels for injection mold tools. J. Appl. Sci. 2011, 11, 2068–2071. [Google Scholar] [CrossRef] [Green Version]
- Altaf, K.; Rani, A.M.B.A. Numerical study of profiled conformal cooling channels for cooling time reduction in injection mould tools. Int. J. Eng. Syst. Model. Simul. 2015, 7, 230–237. [Google Scholar] [CrossRef]
- Venkatesh, G.; Kumar, Y.R. Thermal Analysis for Conformal Cooling Channel. Mater. Today Proc. 2017, 4, 2592–2598. [Google Scholar] [CrossRef]
- Zheng, Z.; Zhang, H.; Wang, G.; Qian, Y. Finite element analysis on the injection molding and productivity of conformal cooling channel. J. Shanghai Jiaotong Univ. (Sci.) 2011, 16, 231–235. [Google Scholar] [CrossRef]
- Saifullah, A.B.M.; Masood, S.H.; Sbarski, I. Thermal–structural analysis of bi-metallic conformal cooling for injection moulds. Int. J. Adv. Manuf. Technol. 2011, 62, 123–133. [Google Scholar] [CrossRef]
- Shigley, J.E.; Mischke, C.R.; Budynas, R.G. Mechanical Engineering Design, 7th ed.; McGram-Hill: New York, NY, USA, 2004. [Google Scholar]
- Jahan, S.A.; Wu, T.; Zhang, Y.; Zhang, J.; Tovar, A.; Elmounayri, H. Thermo-mechanical Design Optimization of Conformal Cooling Channels using Design of Experiments Approach. Procedia Manuf. 2017, 10, 898–911. [Google Scholar] [CrossRef]
- Shen, S.; Kanbur, B.B.; Zhou, Y.; Duan, F. Thermal and mechanical analysis for conformal cooling channel in plastic injection molding. Mater. Today Proc. 2020, 28, 396–401. [Google Scholar] [CrossRef]
- Papadakis, L.; Avraam, S.; Photiou, D.; Masurtschak, S.; Falcón, J.C.P. Use of a Holistic Design and Manufacturing Approach to Implement Optimized Additively Manufactured Mould Inserts for the Production of Injection-Moulded Thermoplastics. J. Manuf. Mater. Process. 2020, 4, 100. [Google Scholar] [CrossRef]
- Kirchheim, A.; Katrodiya, Y.; Zumofen, L.; Ehrig, F.; Wick, C. Dynamic conformal cooling improves injection molding. Int. J. Adv. Manuf. Technol. 2021, 114, 107–116. [Google Scholar] [CrossRef]
- Park, H.-S.; Dang, X.-P. Optimization of conformal cooling channels with array of baffles for plastic injection mold. Int. J. Precis. Eng. Manuf. 2010, 11, 879–890. [Google Scholar] [CrossRef]
- Kitayama, S.; Miyakawa, H.; Takano, M.; Aiba, S. Multi-objective optimization of injection molding process parameters for short cycle time and warpage reduction using conformal cooling channel. Int. J. Adv. Manuf. Technol. 2016, 88, 1735–1744. [Google Scholar] [CrossRef]
- Kitayama, S.; Tamada, K.; Takano, M.; Aiba, S. Numerical optimization of process parameters in plastic injection molding for minimizing weldlines and clamping force using conformal cooling channel. J. Manuf. Process. 2018, 32, 782–790. [Google Scholar] [CrossRef]
- Miettinen, K. Survey of methods to visualize alternatives in multiple criteria decision making problems. OR Spectr. 2012, 36, 3–37. [Google Scholar] [CrossRef] [Green Version]
- Mohd Hanid, M.H.; Abd Rahim, S.Z.; Gondro, J.; Sharif, S.; Al Bakri Abdullah, M.M.; Zain, A.M.; Abdellah, E.H.; Mat Saad, M.N.; Wysłocki, J.J.; Nabiałek, M. Warpage Optimisation on the Moulded Part with Straight Drilled and Conformal Cooling Channels Using Response Surface Methodology (RSM), Glowworm Swarm Optimisation (GSO) and Genetic Algorithm (GA) Optimisation Approaches. Materials 2021, 14, 1326. [Google Scholar] [CrossRef] [PubMed]
- Mercado-Colmenero, J.M.; Martin-Doñate, C.; Rodriguez-Santiago, M.; Moral-Pulido, F.; Rubio-Paramio, M.A. A new conformal cooling lattice design procedure for injection molding applications based on expert algorithms. Int. J. Adv. Manuf. Technol. 2019, 102, 1719–1746. [Google Scholar] [CrossRef]
- Li, Z.; Wang, X.; Gu, J.; Ruan, S.; Shen, C.; Lyu, Y.; Zhao, Y. Topology Optimization for the Design of Conformal Cooling System in Thin-wall Injection Molding Based on BEM. Int. J. Adv. Manuf. Technol. 2017, 94, 1041–1059. [Google Scholar] [CrossRef]
- Jahan, S.A.; Wu, T.; Zhang, Y.; El-Mounayri, H.; Tovar, A.; Zhang, J.; Acheson, D.; Nalim, R.; Guo, X.; Lee, W.H. Implementation of Conformal Cooling & Topology Optimization in 3D Printed Stainless Steel Porous Structure Injection Molds. Procedia Manuf. 2016, 5, 901–915. [Google Scholar] [CrossRef] [Green Version]
- Jahan, S.; Wu, T.; Shin, Y.; Tovar, A.; El-Mounayri, H. Thermo-fluid Topology Optimization and Experimental Study of Conformal Cooling Channels for 3D Printed Plastic Injection Molds. Procedia Manuf. 2019, 34, 631–639. [Google Scholar] [CrossRef]
- Agazzi, A.; Sobotka, V.; le Goff, R.; Garcia, D.; Jarny, Y. A Methodology for the Design of Effective Cooling System in Injection Moulding. Int. J. Mater. Form. 2010, 3, 13–16. [Google Scholar] [CrossRef]
- Agazzi, A.; Sobotka, V.; Legoff, R.; Jarny, Y. Optimal cooling design in injection moulding process—A new approach based on morphological surfaces. Appl. Therm. Eng. 2013, 52, 170–178. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Study | Model | State Analysis | Analysis Performed | Validation of the Model | Optimization | Optimization Procedure |
|---|---|---|---|---|---|---|
| Dimla et al. [17] | Moldflow | Transient | Thermo-mechanical | - | Yes | Trial and error |
| Saifullah and Masood [18] | Pro/Mechanica | Transient | Thermal | - | No | - |
| Altaf et al. [20] | ANSYS | Steady | Thermal | - | No | - |
| Altaf and Rani [21] | ANSYS | Transient | Thermal | - | No | - |
| Venkatesh and Ravi Kumar [22] | ANSYS | Transient | Thermal | - | Yes | Taguchi method |
| Zheng et al. [23] | Moldflow | Transient | Thermo-mechanical | - | No | - |
| Saifullah et al. [24] | ANSYS and Moldflow | Transient | Thermo-mechanical | Experimental | No | - |
| Jahan et al. [26] | ANSYS | Transient/Static | Thermo-mechanical | Experimental | Yes | DOE |
| Shen et al. [27] | ANSYS | Transient | Thermo-mechanical | Experimental | No | - |
| Kanbur et al. [13] | ANSYS | Transient | Thermo-mechanical | Experimental | No | - |
| Papadakis et al. [28] | Moldex3D | Transient | Thermo-mechanical | Experimental | No | - |
| Kirchheim et al. [29] | Moldex 3D | Transient | Thermo-mechanical | Experimental | No | - |
| Park and Pham [2] | Analytical model | Transient | Thermal | - | Yes | Trial Error |
| Park and Dang [30] | Analytical model | Transient | Thermal | - | Yes | Expert algorithm |
| Kitayama et al. [12,31,32] | Moldex 3D | Transient | Thermo-mechanical | Experimental | Yes | Expert algorithm |
| Hanid et al. [34] | Moldflow | Transient | Thermo-mechanical | - | Yes | Expert algorithm |
| Mercado-Colmenero et al. [35] | Analytical model | Steady | Thermal | - | Yes | Expert algorithm |
| Torres-Alba et al. [16] | Analytical model | Steady | Thermal | - | Yes | Expert algorithm |
| Li et al. [36] | Analytical model | Steady | Thermal | - | Yes | Topology |
| Wu et al. [14] | ANSYS | Transient | Thermo-mechanical | - | Yes | Topology |
| Jahan et al. [37] | ANSYS | Transient | Thermo-mechanical | - | Yes | Topology |
| Jahan et al. [38] | COMSOL Multiphysics | Transient | Thermal | - | Yes | Topology |
| Study | Optimization Goals | Optimization Technique | Method | Validation |
|---|---|---|---|---|
| Park and Dang [30] | Maximize the pitch of baffles in the y-direction | Expert algorithms | SQP and GA | - |
| Maximize the pitch of baffles in the x-direction | ||||
| Kitayama et al. [31] | Minimize cycle time Minimize warpage | Expert algorithms | SAO with RBF network | Experimental |
| Kitayama et al. [32] | Minimize weld line temperature Minimize clamping force | Expert algorithms | SAO with RBF network | Experimental |
| Kitayama et al. [12] | Minimize warpage Minimize clamping force Minimize cycle time | Expert algorithms | SAO with RBF network | Experimental |
| Hanid et al. [34] | Minimize warpage | Expert algorithms | GSO and GA | Experimental |
| Mercado-Colmenero et al. [35] | Uniform temperature distribution in the mold cavity Minimize cooling time | Expert algorithm | GA | - |
| Torres-Alba et al. [16] | Uniform temperature distribution in the mold cavity Minimize cooling time Uniform temperature distribution in the injected part | Expert algorithm | GA | - |
| Li et al. [36] | Reducing production cycle Uniform cooling rate | Topology optimization | SLP with DSA | - |
| Wu et al. [14] | Reduction of die weight | Topology optimization | SIMP | Experimental |
| Jahan et al. [37] | Minimize the total mass of the macroscale domain | Topology optimization | GCMMA | Experimental |
| Jahan et al. [38] | Thermal compliance | Topology optimization | MMA | Experimental |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rocha, S.B.; Zhiltsova, T.; Neto, V.; Oliveira, M.S.A. Optimization to Assist Design and Analysis of Temperature Control Strategies for Injection Molding—A Review. Materials 2022, 15, 4048. https://doi.org/10.3390/ma15124048
Rocha SB, Zhiltsova T, Neto V, Oliveira MSA. Optimization to Assist Design and Analysis of Temperature Control Strategies for Injection Molding—A Review. Materials. 2022; 15(12):4048. https://doi.org/10.3390/ma15124048
Chicago/Turabian StyleRocha, Sofia B., Tatiana Zhiltsova, Victor Neto, and Mónica S. A. Oliveira. 2022. "Optimization to Assist Design and Analysis of Temperature Control Strategies for Injection Molding—A Review" Materials 15, no. 12: 4048. https://doi.org/10.3390/ma15124048