3.1. Design and Properties of Benzoxazine-Based BT5501A Tackifier
The design of the tackifier is based on the performance of the resin matrix and the preforming requirements of the fiber preform. Usually, in order to achieve good presetting of the fiber preform, in the preparation of carbon fiber-reinforced resin matrix composites, the resin matrix itself—or a modified resin with similar heat resistance properties—is selected as the tackifying agent for the fiber preform, resulting in good compatibility between the tackifier and the resin matrix, and in little impact on the heat resistance of the composites. Due to the low viscosity requirements of RTM resin, BMI resin cannot be toughened through in situ methods. Therefore, structural toughening methods such as interlayer toughened CF/BMI composites by thermoplastic resin turned out to be very important. Owing to the poor adhesion at both room temperature and low heating temperatures, the BMI resin itself cannot tackify the CF fabric. Considering the characteristics of the BMI resin matrix composites, as well as the technical requirements of the RTM process, it is very helpful to design a tackifier that can meet the requirements of high temperature resistance, and at the same time meet the toughening and preforming requirements in the RTM process.
From the analysis of the molecular structure, resins with high heat resistance usually have low room-temperature adhesion, and consequently, a poor preforming effect on the CF fabric. In the high-performance thermosetting resin matrix, although the epoxy resin has good adhesion at room temperature, its heat resistance is much lower than BMI resin. In addition, the amount of the tackifier is usually about 10% (mass ratio) of the resin matrix, which easily causes an obvious decrease on the heat resistance of the composites. In contrast, the benzoxazine (BOZ) resin has a high heat resistance, a mechanical strength at high temperature (180 °C) close to that of the BMI resin, no release of small molecular substances during the ring-opening polymerization, as well as approximately zero heat-shrinkage of the cured product and excellent processability—almost the same as epoxy resin [
15,
16,
17]. On account of these advantages, we have designed a BOZ-based tackifier named BT5501A using diphenylmethanediamine benzoxazine resin as the matrix.
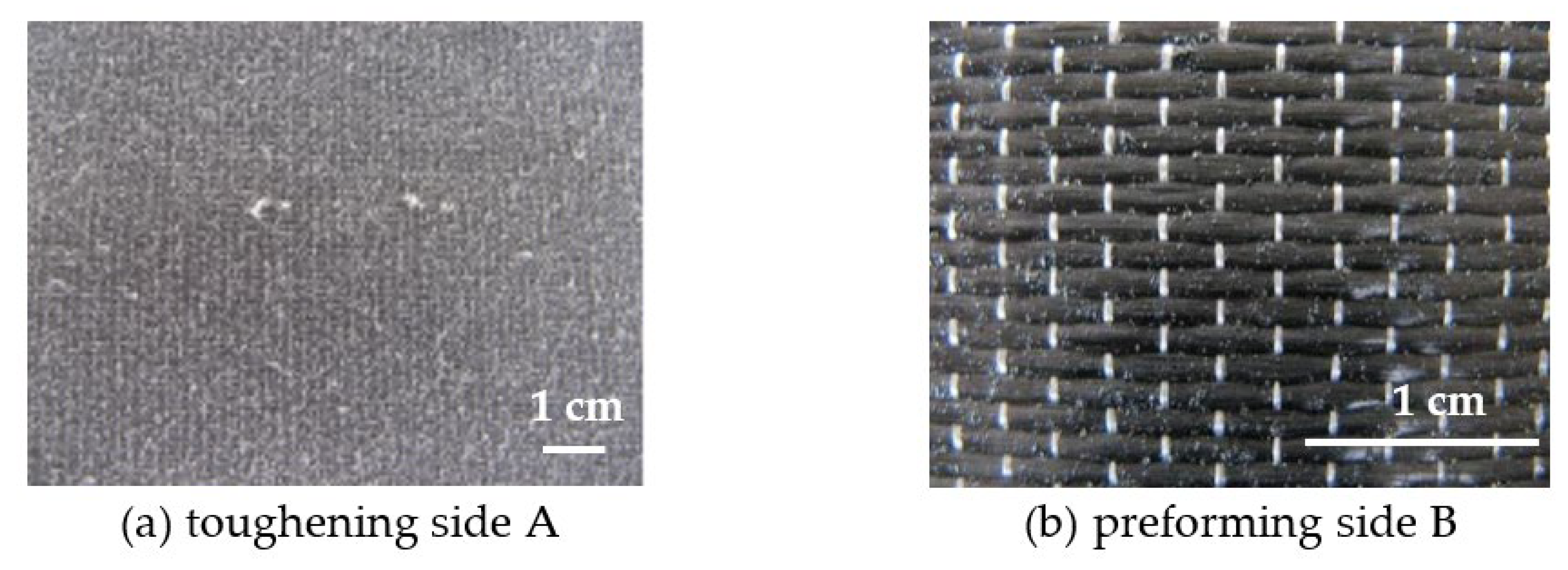
The operability of the BT5501A tackifier was examined for the RTM process. The softening point temperature of BT5501A is 74.2 ± 0.5 °C. It was pulverized at room temperature, sieved, and evenly spread on the surface of the CF fabric, as shown in
Figure 1a. The fabric was then baked near the softening point, and after baking, the tackifier turned into microspheres adhered to the surface of the fabric, as shown in
Figure 1b. These microspheres cannot be easily detached from the surface of the fabrics. The results demonstrate the suitable operability of the tackifier.
3.2. Effects of Tackifier on the Thermal Property of BMI Resin Matrix
BMI resin is one of the most important resin matrices in high-performance aeronautical composites. In addition to its excellent mechanical properties and molding process properties, BMI resin also has excellent heat resistance. Because about 10% of the setting agent is used in the composite resin, it may have a significant negative impact on the heat resistance of the BMI resin matrix. To balance the adhesion of the tackifier and the heat resistance of the BMI–BT5501A-modified resin, the effects of the tackifier on the thermal curing and dynamic thermomechanical properties of the BMI resin matrix were investigated.
Figure 2a features a DSC curve of the benzoxazine-based BT5501A tackifier showing a maximum exothermic peak at 211.6 °C. The curing of the diamine benzoxazine resin involves a ring-opening reaction of the oxazine ring, forming a structure containing a carbon cation and a phenolic hydroxyl group. The chain propagation is achieved by the electrophilic substitution of carbon cations, and the active hydrogen on the phenolic hydroxyl group promotes the further opening of the other benzoxazine rings, leading to an electrophilic self-polymerization and eventually producing polybenzoxazine [
18]. The exothermic peak at 211.6 °C in
Figure 2a should represent the ring-opening solidification process of the tackifier.
The black curve in
Figure 2b is the DSC curve for BMI with a maximum exothermic peak at 244.8 °C and a small endothermic peak at 119.1 °C. The BMI resin used herein is an allyl bisphenol A-modified diaminodiphenylmethane-type bismaleimide resin. For preparing the resin, the allyl bisphenol A and the diaminodiphenylmethane-type bismaleimide powder were prepolymerized at 130 °C/15 min. Thus, the small endothermic peak at 119.1 °C should be ascribed to the dissolution of unpolymerized bismaleimide powder into an allyl bisphenol A solution. Without a catalyst, the copolymerization of bismaleimide and allyl bisphenol A is mainly the addition reaction between the C=C bond and a terminal alkenyl group, and the reaction temperature is around 150–200 °C [
19]. The Diels–Alder reaction of the C=C bond between allyl and maleimide rings contains two steps. The first step is a diene addition reaction of a maleimide group and an allyl group, forming a 1:1 addition product. The reaction generally occurs at about 120 °C, with a low activation energy. The second step is a Diels–Alder addition reaction of the BMI with the addition product to form a ladder network structure; the reaction temperature is higher than 200 °C. These characteristics require that the post-treatment temperature of the allyl compound-modified BMI resin should be higher than 230 °C [
20].
It is worth mentioning that the allyl bisphenol A alone is difficult to polymerize, even with different initiators. It was difficult to gel when treated at 200 °C for several hours. In addition, a DSC analysis of allyl bisphenol A showed no reaction exotherm peak until 280 °C [
21].
The main exothermic peak of the curing reaction of BMI–BT5501A appeared earlier than that of BMI resin, as shown in
Figure 2b, including two main peaks at 207.5 °C and 232.8 °C, respectively. The reaction between the BMI resin and the BOZ is complicated; the hydroxyl group formed by the ring-opening of the benzoxazine not only reacts with the double bond on the maleimide, but also forms a hydrogen bond with C=O on the maleimide, as shown in
Figure 3 [
22]. The effect of BMI on the BOZ curing is related to the interaction between them. According to our analysis, the phenolic hydroxyl group may play a key role. The phenolic hydroxyl group is mainly derived from allyl bisphenol A and BOZ after ring opening. The phenol can promote the ring-opening of BOZ [
23]; therefore, the solidification exothermic peak of BOZ is slightly advanced—to 207.5 °C. Meanwhile, the oxygen anion and imine ion formed by the ring-opening of BOZ catalyze the polymerization of BMI, resulting in a lower curing temperature for the resin, wherein the oxygen anion plays a major catalytic role [
24]. This causes the BMI-cured exotherm to move forward to 232.8 °C. The endothermic peak at 115.7 °C should be ascribed to the dissolution of unpolymerized BMI powder into allyl bisphenol A solution. The exothermic broad peak above 300 °C may be the self-polymerization of the excess allyl compound. Generally, the allyl compound is relatively stable, and the self-polymerization reaction occurs at 300–350 °C, as shown in
Figure 4 [
25]. In addition, it is also reported that the different ratios of BOZ and BMI resin can also lead to different reactions [
22].
Figure 5 shows the dynamic thermomechanical (DMTA) curves of the BMI resin and the BMI–BT5501A composite resin. The glass transition temperature (T
g) of BMI is 259.2 °C, while the T
g of the BMI–BT5501A composite resin is 237.8 °C, which is 21.4 °C lower than that of the BMI resin matrix. To achieve a good preforming effect, the amount of tackifier is usually up to 10% by weight, based on the quantity of the resin matrix. The reduction in T
g of the BMI–BT5501A composite resin may have a negative impact on the long-term working temperature of the composites. BMI resin and high-temperature epoxy resin are the most important heat-resistant resin matrices for aerospace composites. Because of the good adhesion of epoxy resin, the bulk resin is usually used directly as a tackifier for the fiber preform. Therefore, the heat resistance of the epoxy-based composite material is generally not affected by the usage of a tackifier. In contrast, the BMI resin has poor adhesion. The addition of a tackifier achieves a good preforming of the fiber preform; at the same time, it causes a certain loss in the heat resistance of the BMI resin. To balance this problem, the heat resistance of the composite material may be compensated for by increasing the degree of post-curing of the composite resin system.
3.3. Preforming Effect of Tackifier on CF Fabric
When a thermoplastic resin is used to toughen the RTM composites, neither the thermoplastic resin film nor the powder-toughened CF preform can be conventionally preformed. To achieve both interlaminar toughening and preforming, we have designed a preforming–toughening bifunctional CF fabric, as shown in
Figure 6. The CF fabric was obtained by dissolving the toughening component PEK-C and the auxiliary binder BOZ in THF, and depositing on one side of the fabric by atomization spraying. On the other side of the fabric, the tackifier BT5501A was sprayed and baked to form small particles, with particle sizes between 200–600 um, obtaining a bifunctional CF fabric having a toughening function on the A side and a preforming function on the B side.
The surface morphology of the A side of the fabric is shown in
Figure 6. The toughening agent was uniformly dispersed on the surface of the fibers, and the fiber tows were still loose to maintain good resin wettability. The flexibility of the fabric was reduced after loading with the toughening agent, but still sufficient to ensure good operability. The morphology of the B side is shown in
Figure 1b and
Figure 6b. After baking, the surfaces of the carbon fibers were attached by tackifier microspheres, which is beneficial to the bonding and preforming of the fabric.
The preforming effect of this bifunctional CF fabric was then examined. The fibers were laid up according to the method (45°/0°/−45°/90°)
3S. The preforming effect of the tackifier was evaluated by its spring-back angle. As shown in
Table 1, the spring-back angle decreased significantly, from 43.7° to 34.5°, when the content of BT5501A was just 1 g/m
2 of the fabric, indicating a certain preforming effect compared with the original fabric without a tackifier. The spring-back angle of the fabric gradually decreased as the amount of the tackifier increased, and the fabric layup maintained good integrity. When the amount of the tackifier increased to 4 g/m
2 or more, the fabric was still tightly adhered to the mold after 48 h, as shown in
Figure 7. Although the flexibility of the fabric was reduced with a toughening agent, the preforming effect was excellent after using the BT5501A tackifier.
3.4. Toughness Evaluation of Preforming–Toughening Bifunctional CF/PEK-C/BMI Composites
It is recognized in the literature and in industry that compression after impact (CAI) is an index that can comprehensively evaluate the overall toughness of composite materials. The toughening effect of the bifunctional fabric has been evaluated by compression after impact strength testing.
Figure 8 and
Table 2 are the CAI test results for the composites prepared by the bifunctional fabric and BMI resin. As shown in
Figure 8, the CF/BMI composite laminate shows good internal quality, because of no doping of the CF/BMI fiber preform. When the composites were prepared by the RTM process, the injection could be performed smoothly, resulting in a good quality of composite laminate. However, after impact, the internal damage of this CF/BMI composite laminate was serious, resulting a large damage area, as shown in
Figure 8b. The impact pit depth of the CF/BMI composite laminate was 0.9 mm, as shown in
Table 2.
The CF/PEK-C/BMI composite laminates were prepared by adding PEK-C powder as the interlaminar toughening component. Since PEK-C was used between each layer of fabric, the actual layer thickness of the fiber preform was increased. To maintain the in-plane mechanical properties of the composites, it was necessary to maintain the thickness of the composite laminate. The fabric inside the preform became tighter, which affected the injection and flow of the resin, resulting in a slightly worse internal quality of the CF/PEK-C/BMI composite laminate compared to the CF/BMI. The experimental results show that the in-plane mechanical properties of such composite laminates have not been significantly reduced [
4]. However, the CAI strength of the CF/PEK-C/BMI composite laminate was significantly improved by the interlaminar toughening of the thermoplastic resin, and the damage area of the composites after impact was also significantly decreased—by more than that of the CF/BMI composite laminate, as shown in
Figure 8c,d. Related studies in our research group have also shown that the PEK-C can achieve interlaminar toughening of BMI resin by forming a two-phase structure with the BMI resin matrix [
4,
26].
Furthermore, the CF/BT5501A/PEK-C/BMI composite laminates were prepared through the RTM process, using the bifunctional CF fabric and BMI resin. The toughening effect was compared with CF/PEK-C/BMI composites and CF/BMI composites. The results show that the composite laminates prepared by the bifunctional fabric can achieve an excellent preforming effect, with good injection properties for the fiber preform. Moreover, from the results of
Figure 9e–h, the quality of the CF/BT5501A/PEK-C/BMI composite laminates was comparable to that of the CF/PEK-C/BMI composite laminates, and the damage area of the composites was also close. Both damage areas were significantly reduced compared to that of the CF/BMI composite laminates.
From the results in
Table 2, the CAI strength of the CF/BMI composite laminate without toughening was 157.5 MPa, the CAI strength of the CF/PEK-C/BMI composite laminate was significantly increased to 217.7 MPa, and the CAI strength of the CF/BT5501A/PEK-C/BMI composite laminate also reached 211.2 MPa, which was close to the CF/PEK-C/BMI composite laminate. The impact pit depth of the CF/BMI composite laminate was 0.90 mm, and was 0.61 mm for the CF/PEK-C/BMI composite laminate. The impact pit depth of the CF/BT5501A/PEK-C/BMI composite laminate was 0.69 mm, which is also close to the CF/PEK-C/BMI composite laminate, and much smaller than CF/BMI composite laminate. We can conclude that the CAI strength and impact pit depth of the CF/BT5501A/PEK-C/BMI composite laminate are comparable to those of the CF/PEK-C/BMI composite laminate, but much better than those of the CF/BMI composite laminate. The CF/BT5501A/PEK-C/BMI composite laminate not only shows a very good preforming effect, but also achieves a, interlaminar toughening effect comparable to the CF/PEK-C/BMI composites.
The internal micro-structures of the composite laminates were studied by immersing and etching the samples in tetrahydrofuran (THF) for 72 h. As shown in
Figure 9, for the CF/PEK-C/BMI composites, the thermoplastic resin PEK-C in the interlayer region of the CF fabric was dissolved by THF, leaving a thermosetting BMI cross-linked structure. As stated in our previous work [
4,
27], the result indicates that in the interlaminar region of the fabric, which is thermoplastic resin-rich, the bicontinuous phase structure is the PEK-C component, and the spherical phase structure is the BMI component, as shown in
Figure 9b. In the 0° ply close to the interlayer, phase separation occurs, but in the deeper side of the ply, the matrix remains the BMI component in the continuous phase, indicating that the bicontinuous microstructure mainly exists in the interlaminar regions of the fabric. Such CF/PEK-C/BMI composites can form a two-phase structure in the inter-layer, with BMI as the dispersed phase and PEK-C as the continuous phase, achieving interlaminar toughening [
26,
28].
From the image of the internal microstructure of the CF/BT5501A/PEK-C/BMI composite laminate in
Figure 9c, it is also found that the thermosetting BMI–BOZ was dispersed in the composites, and the thermoplastic PEK-C was the continuous phase, resulting in a two-phase structure. The result indicates that although the composite laminate was added with ~10% by weight of the tackifier in the BMI resin matrix, the interior of the composites remained in a similar structure as in the CF/PEK-C/BMI composites. It is this two-phase structure in the thermoplastic resin-rich interlaminar region that leads to the interlaminar toughening of composite laminates.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}