
Highly Robust Ti Adhesion Layer during Terminal Reaction in Micro-Bumps



 and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
3. Results and Discussion
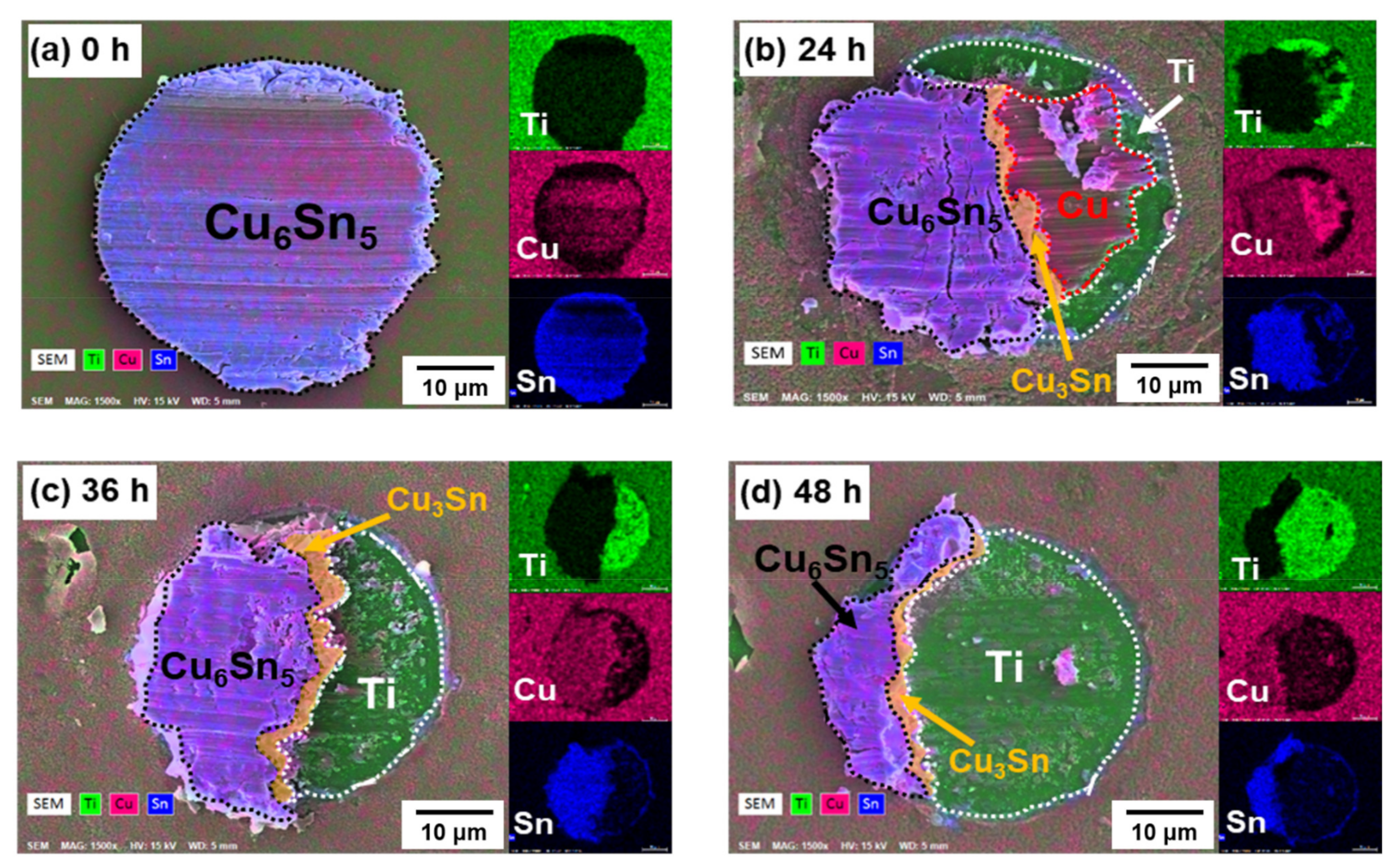
3.1. Micro-Structure Evolution of Sn/Cu Micro-Bumps before and after Aging at 200 °C
3.2. Phenomenon between Cu3Sn/Ti Interface
3.3. Correlation of Void Formation with Reactive Metal Layers
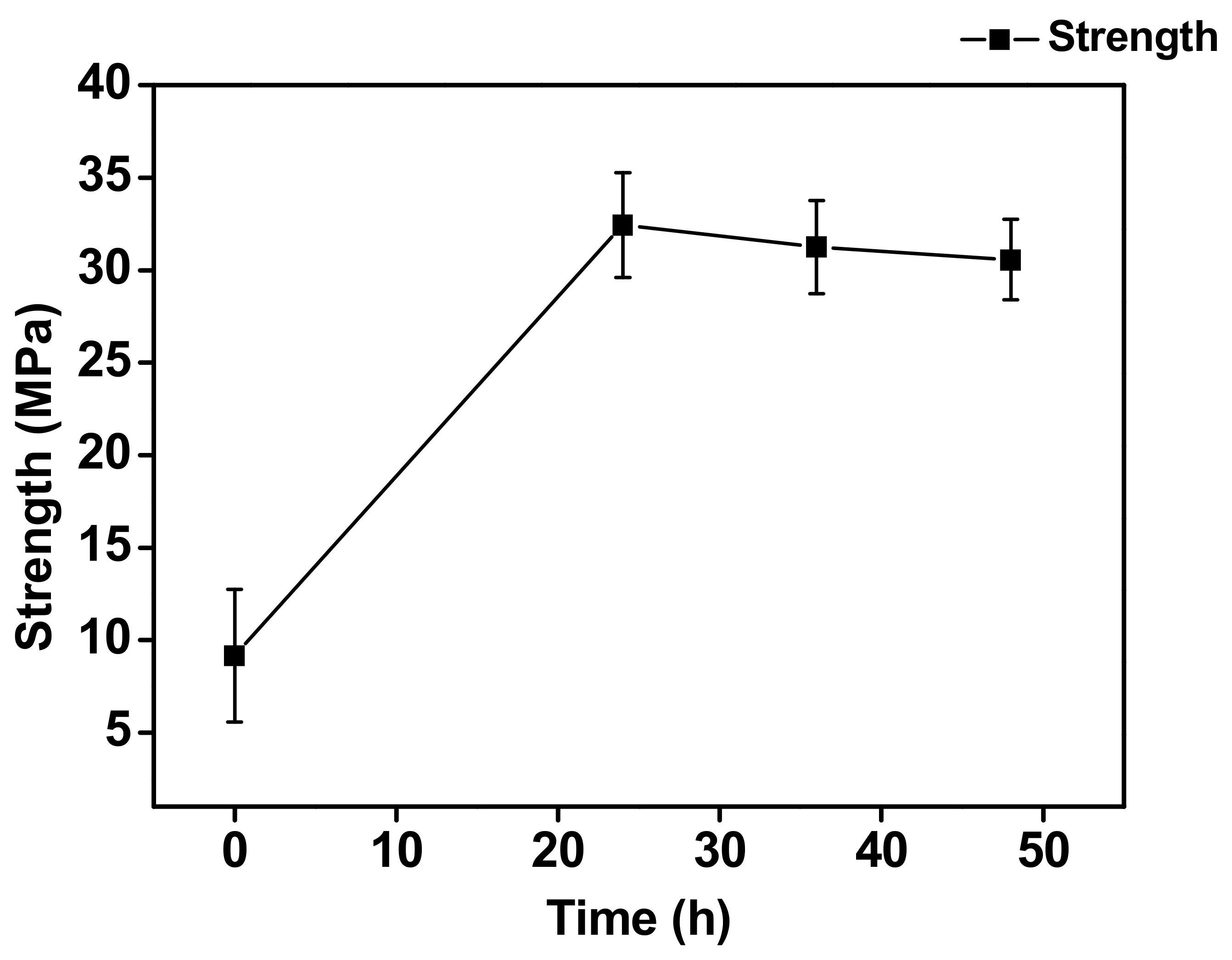
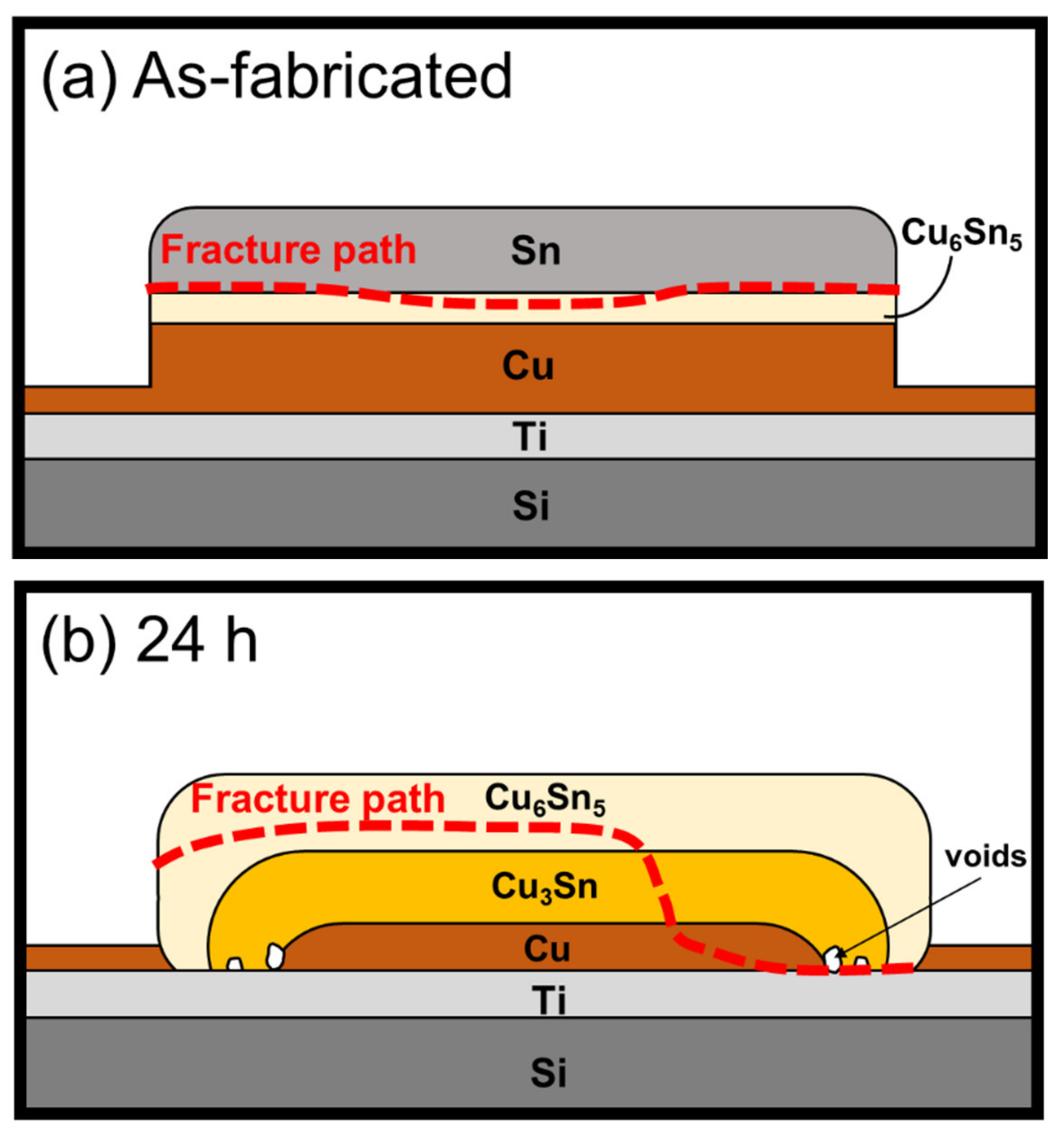
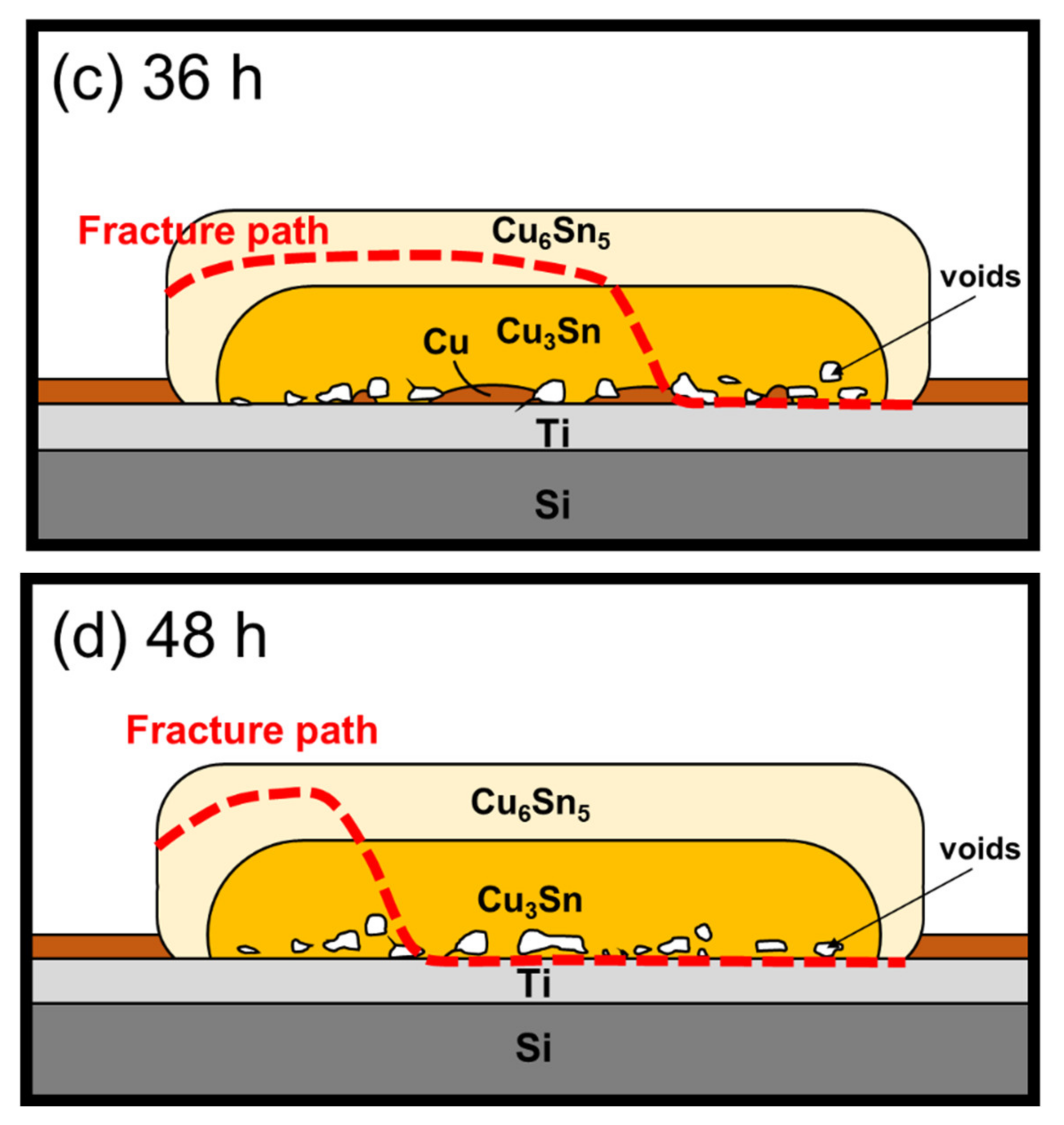
3.4. Shear Strength and Fracture Surface of Sn/Cu Micro-Bumps
4. Conclusions
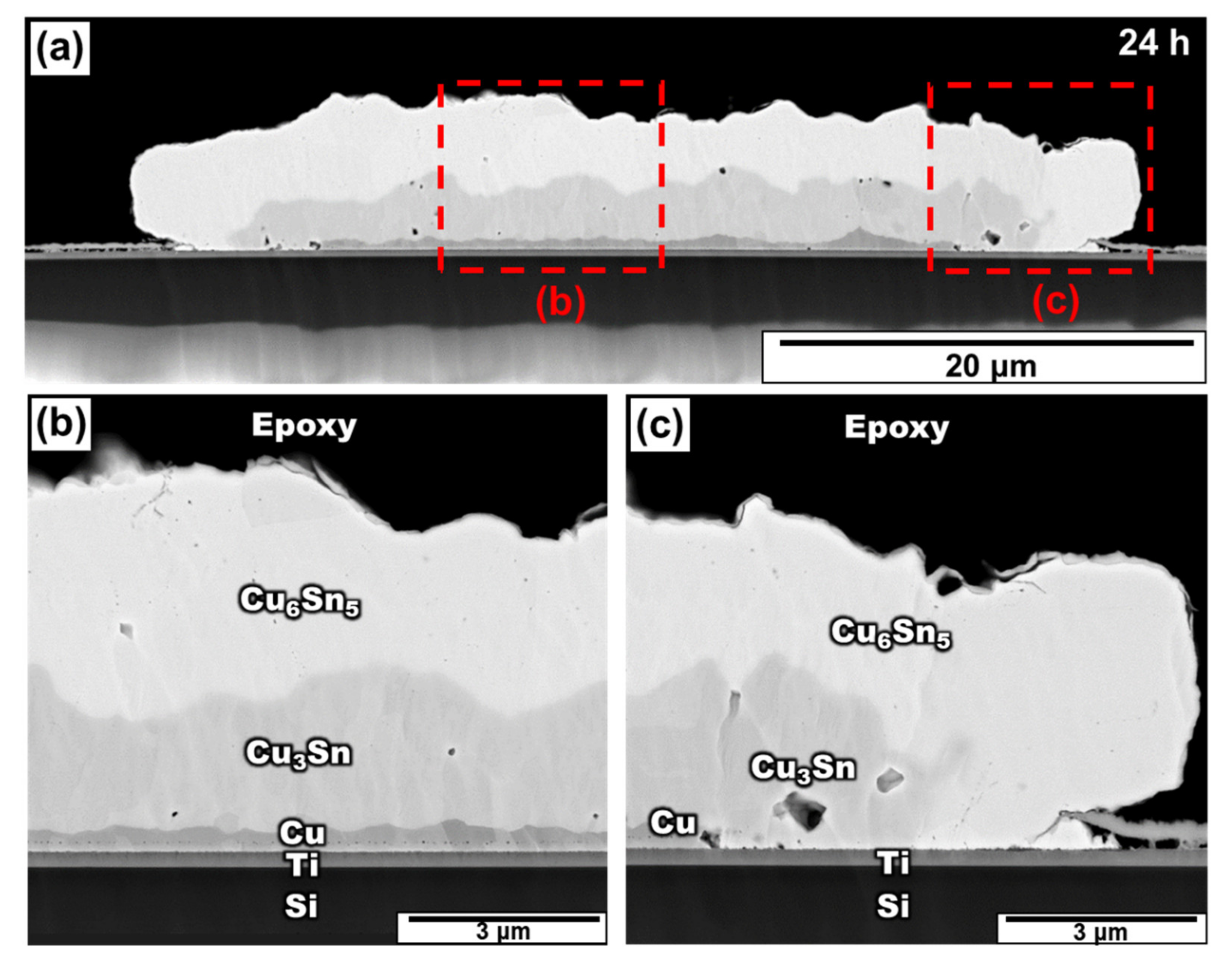
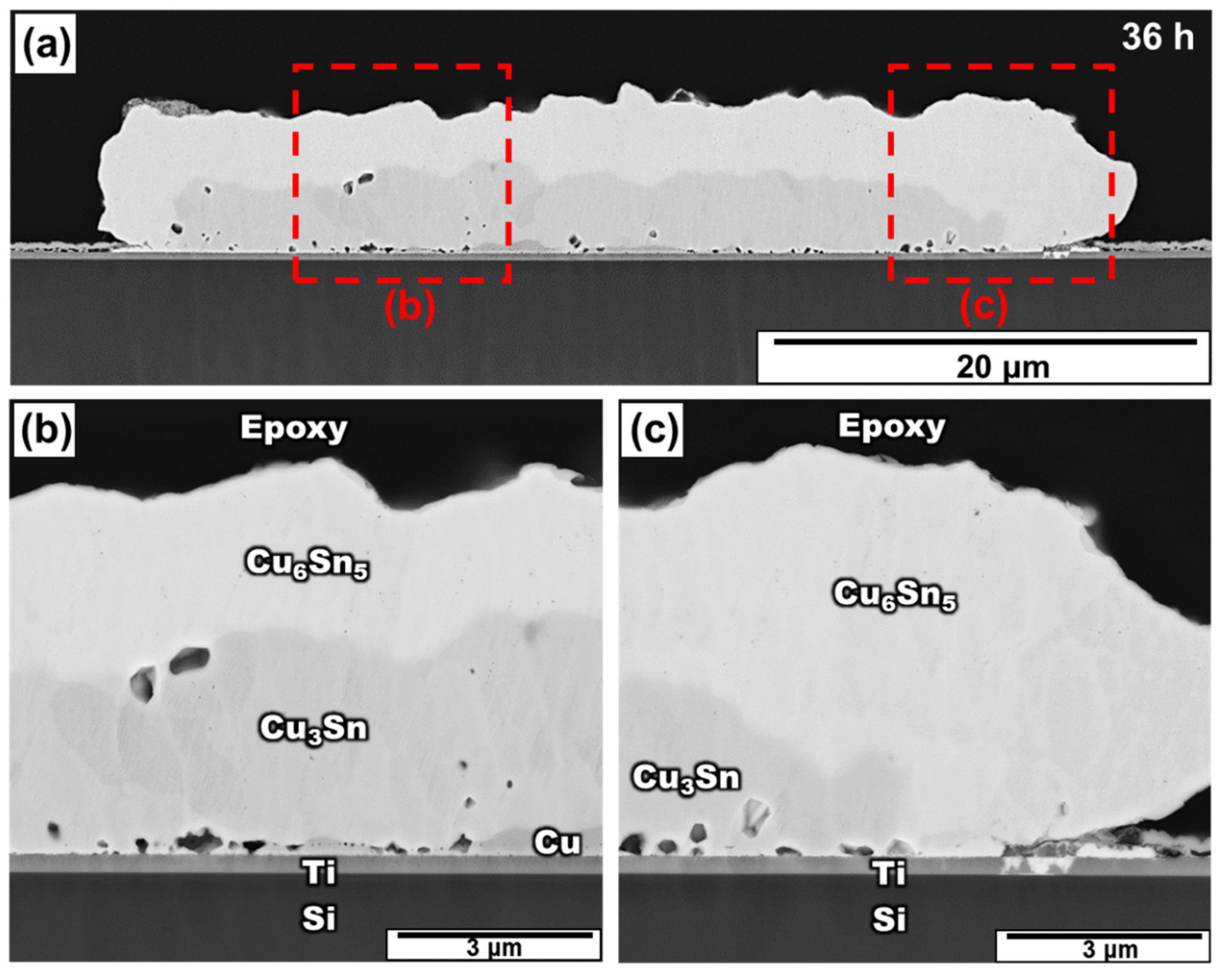
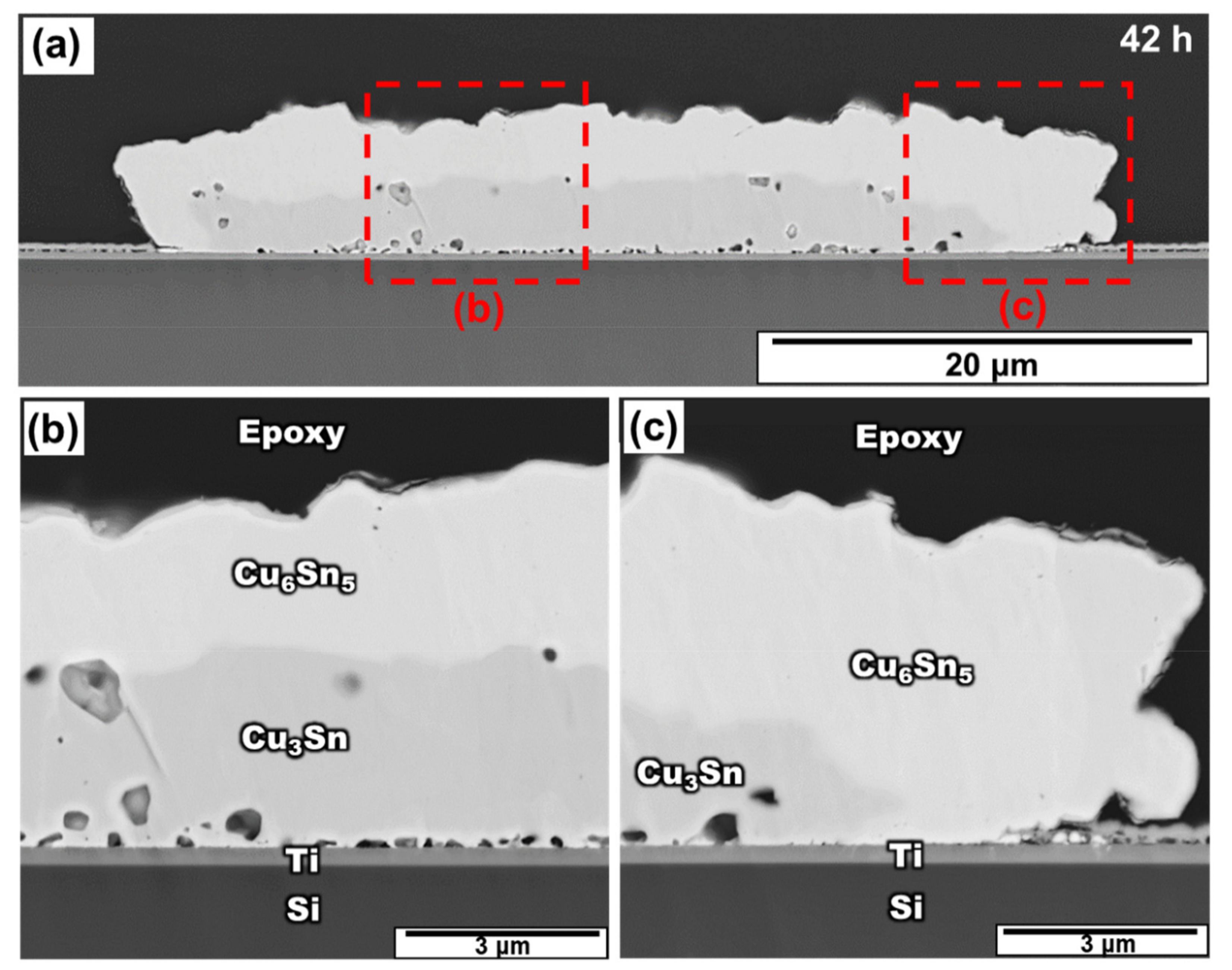
- Under the as-fabricated condition, a thin layer of Cu6Sn5 was formed at the Cu and Sn interfaces. In addition, after the aging time increased from 24 to 42 h, the Cu6Sn5 and Cu3Sn phases primarily thickened and extended towards the substrate.
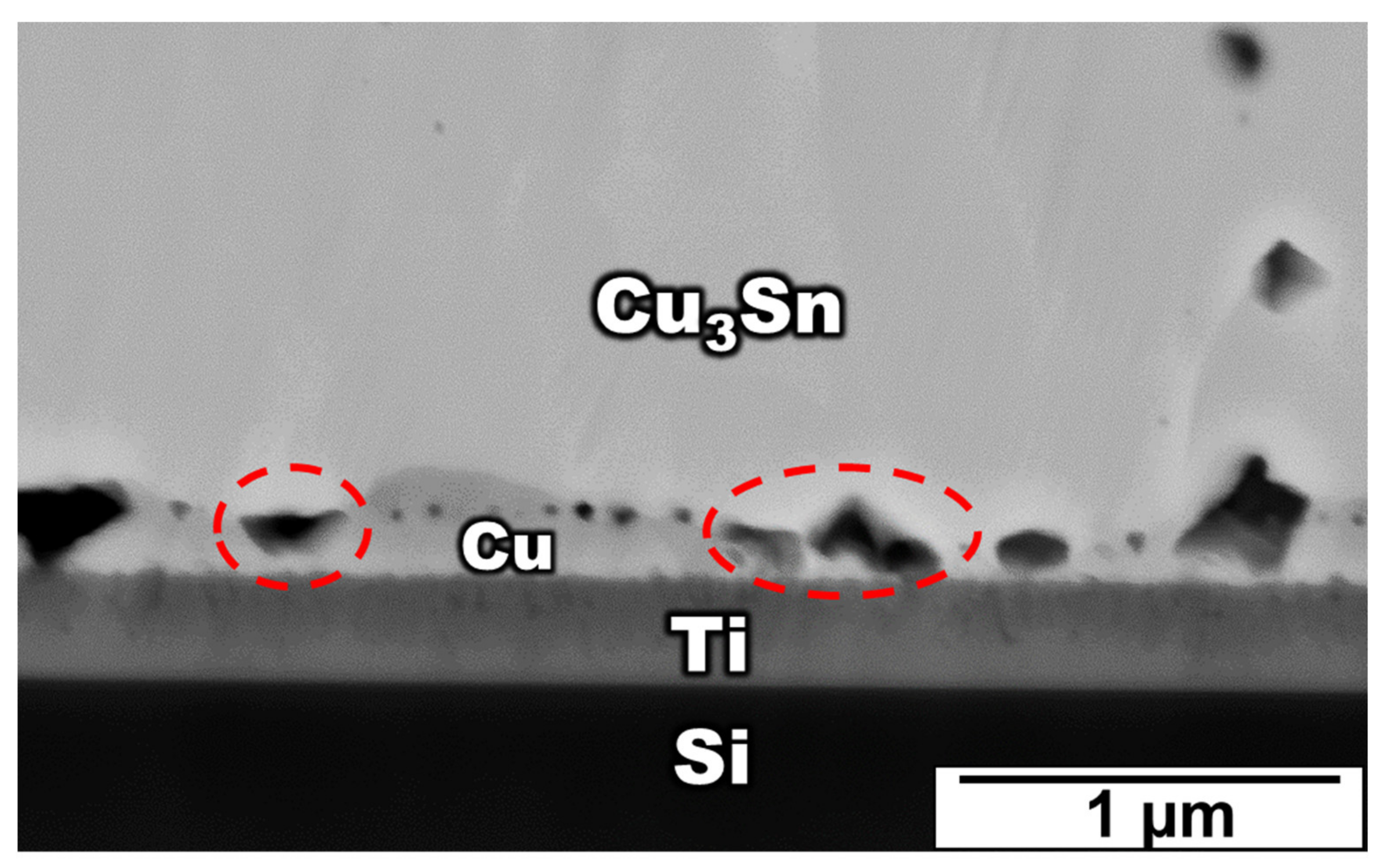
- With the complete consumption of Sn and Cu, voids could be found and extended to the entire bump at the Cu3Sn/Ti interface; however, these voids could not induce cracks or gaps.
- After aging for 42 h, the micro-bumps transformed into intermetallic (IMC) structures. Owing to the lower interfacial energy between the Cu and Sn IMCs and the Ti layer, they all attached well to each other and the micro-bump did not exhibit spontaneous spalling.
- The correlation of void formation is related to the unbalanced diffusion rate in Cu3Sn. Since the trend of porosity had highly corresponding with Cu thickness consumption, these voids could be indicated as the Kirkendall voids.
- In the die shear test analysis, the strength of the bumps was determined by the type of the IMC interface. In addition, after aging, the voids extended to the entire bump, and the fracture surface exposed more Ti area. This phenomenon could be attributed to the fact that the voids would only influence the fracture path.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yang, T.L.; Yu, J.J.; Shih, W.L.; Hsueh, C.H.; Kao, C.R. Effects of silver addition on Cu–Sn microjoints for chip–stacking applications. J. Alloys Compd. 2014, 605, 193–198. [Google Scholar] [CrossRef]
- Berry, B.S.; Ames, I. Studies of the SLT chip terminal metallurgy. IBM J. Res. Dev. 1969, 13, 286–296. [Google Scholar] [CrossRef]
- Pan, G.Z.; Liu, A.A.; Kim, H.K.; Tu, K.N.; Totta, P.A. Microstructures of phased–in Cr–Cu/Cu/Au bump–limiting metallization and its soldering behavior with high Pb content and eutectic PbSn solders. Appl. Phys. Lett. 1997, 71, 2946–2948. [Google Scholar] [CrossRef]
- Liu, C.Y.; Kim, H.K.; Tu, K.N.; Totta, P.A. Dewetting of molten Sn on Au/Cu/Cr thinfilm metallization. Appl. Phys. Lett. 1996, 69, 4014–4016. [Google Scholar] [CrossRef]
- Liu, A.A.; Kim, H.K.; Tu, K.N.; Totta, P.A. Spalling of Cu6Sn5 spheroids in the soldering reaction of eutectic SnPb on Cr/Cu/Au thin films. J. Appl. Phys. 1996, 80, 2774–2780. [Google Scholar] [CrossRef]
- Kim, P.G.; Jang, J.W.; Lee, T.Y.; Tu, K.N. Interfacial reaction and wetting behavior in eutectic SnPb solder on Ni/Ti thin films and Ni foils. J. Appl. Phys. 1999, 86, 6746–6751. [Google Scholar] [CrossRef]
- Kim, H.K.; Tu, K.N.; Totta, P.A. Ripening–assisted asymmetric spalling of Cu–Sn compound spheroids in solder joints on Si wafers. Appl. Phys. Lett. 1996, 68, 2204–2206. [Google Scholar] [CrossRef]
- Zhang, R.; Tian, Y.; Hang, C.; Liu, B.; Wang, C. Formation mechanism and orientation of Cu3Sn grains in Cu–Sn intermetallic compound joints. Mater. Lett. 2013, 110, 137–140. [Google Scholar] [CrossRef]
- Yao, P.; Li, X.; Liang, X.; Yu, B.; Jin, F.; Li, Y. A study on interfacial phase evolution during Cu/Sn/Cu soldering with a micro interconnected height. Mater. Char. 2017, 131, 49–63. [Google Scholar] [CrossRef]
- Mo, L.; Wu, F.; Liu, C. Growth kinetics of IMCs in Cu–Sn intermetallic joints during isothermal soldering process. In Proceedings of the 2015 IEEE 65th Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 26–29 May 2015; pp. 1854–1858. [Google Scholar] [CrossRef]
- Li, J.F.; Agyakwa, P.A.; Johnson, C.M. Interfacial reaction in Cu/Sn/Cu system during the transient liquid phase soldering process. Acta Mater. 2011, 59, 1198–1211. [Google Scholar] [CrossRef]
- Kao, C.R.; Chuang, H.Y.; Chen, W.M.; Yang, T.L.; Kuo, M.S.; Chen, Y.J.; Yu, J.J.; Li, C.C. Soldering reactions under space confinement for 3D IC applications. In Proceedings of the 2012 IEEE 62nd Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 29 May–1 June 2012; pp. 724–728. [Google Scholar] [CrossRef]
- Tsai, C.H.; Lin, S.Y.; Lee, P.T.; Kao, C.R. A new spalling mechanism of intermetallics from the adhesion layer in the terminal–stage reaction between Cu and Sn. Intermetallics 2021, 138, 107342. [Google Scholar] [CrossRef]
- Yoon, J.W.; Jung, S.B. Phase analysis and kinetics of solid–state ageing of Pb–free Sn–3.5Ag solder on electroless Ni–P substrate. Surf. Interface Anal. 2004, 36, 963–965. [Google Scholar] [CrossRef]
- Hu, X.; Li, Y.; Liu, Y.; Liu, Y.; Min, Z. Microstructure and shear strength of Sn37Pb/Cu solder joints subjected to isothermal aging. Microelectron. Reliab. 2014, 54, 1575–1582. [Google Scholar] [CrossRef]
- Yang, C.; Le, F.; Lee, S.R. Experimental investigation of the failure mechanism of Cu–Sn intermetallic compounds in SAC solder joints. Microelectron. Reliab. 2016, 62, 130–140. [Google Scholar] [CrossRef]
- Jeong, M.H.; Lim, G.T.; Kim, B.J.; Lee, K.W.; Kim, J.D.; Joo, Y.C.; Park, Y.B. Interfacial reaction effect on electrical reliability of Cu pillar/Sn bumps. J. Electron. Mater. 2010, 39, 2368–2374. [Google Scholar] [CrossRef]
- Peng, W.; Monlevade, E.; Marques, M.E. Effect of thermal aging on the interfacial structure of SnAgCu solder joints on Cu. Microelectron. Reliab. 2007, 47, 2161–2168. [Google Scholar] [CrossRef]
- Tu, K.N.; Thompson, R.D. Kinetics of interfacial reaction in bimetallic Cu–Sn thin films. Acta Metall. 1982, 30, 947–952. [Google Scholar] [CrossRef]
- Tu, K.N. Interdiffusion and reaction in bimetallic Cu–Sn thin films. Acta Metall. 1973, 21, 347–354. [Google Scholar] [CrossRef]
- Chiu, W.L.; Liu, C.M.; Haung, Y.S.; Chen, C. Formation of nearly void–free Cu3Sn intermetallic joints using nanotwinned Cu metallization. Appl. Phys. Lett. 2014, 104, 171902. [Google Scholar] [CrossRef]
- Panchenko, I.; Croes, K.; de Wolf, I.; de Messemaeker, J.; Beyne, E.; Wolter, K.J. Degradation of Cu6Sn5 intermetallic compound by pore formation in solid–liquid interdiffusion Cu/Sn microbump interconnects. Microelectron. Eng. 2014, 117, 26–34. [Google Scholar] [CrossRef]
- Chu, D.T.; Chu, Y.C.; Lin, J.A.; Chen, Y.T.; Wang, C.C.; Song, Y.F.; Chiang, C.C.; Chen, C.; Tu, K.N. Growth competition between layer–type and porous–type Cu3Sn in microbumps. Microelectron. Reliab. 2017, 79, 32–37. [Google Scholar] [CrossRef]
- Andricacos, P.C.; Uzoh, C.; Dukovic, J.O.; Horkans, J.; Deligianni, H. Damascene copper electroplating for chip interconnections. IBM J. Res. Dev. 1998, 42, 567–574. [Google Scholar] [CrossRef]
- Moriyama, M.; Konishi, S.; Tsukimoto, S.; Murakami, M. Effect of organic additives on formation and growth behavior of micro–void in electroplating copper films. Mater. Trans. 2004, 45, 3172–3176. [Google Scholar] [CrossRef] [Green Version]
- Kelly, J.J.; West, A.C. Copper deposition in the presence of polyethylene glycol: II. Electrochemical impedance spectroscopy. J. Electrochem. Soc. 1998, 145, 3477–3481. [Google Scholar] [CrossRef]
- Nawafune, H.; Kitamura, H.; Mizumoto, S.; Uchida, E.; Okada, T. Electrodeposition of void–free copper from ethylenediamine complex bath for ULSI metallization. J. Surf. Finish. Soc. Jpn. 2000, 51, 1142–1147. [Google Scholar] [CrossRef]
- Konishi, S.; Moriyama, M.; Murakami, M. Effect of annealing atmosphere on void formation in copper interconnects. Mater. Trans. 2002, 43, 1624–1628. [Google Scholar] [CrossRef] [Green Version]
- Strandlund, H.; Larsson, H. Prediction of Kirkendall shift and porosity in binary and ternary diffusion couples. Acta Mater. 2004, 52, 4695–4703. [Google Scholar] [CrossRef]
- Yin, L.; Borgesen, P. On the root cause of Kirkendall voiding in Cu3Sn. J. Mater. Res. 2011, 26, 455–466. [Google Scholar] [CrossRef]
- Stangl, M.; Dittel, V.; Acker, J.; Hoffmann, V.; Gruner, W.; Strehle, S.; Wetzig, K. Investigation of organic impurities adsorbed on and incorporated into electroplated copper layers. Appl. Surf. Sci. 2005, 252, 158–161. [Google Scholar] [CrossRef]
- Uedono, A.; Mori, K.; Ito, K.; Imamizu, K.; Hachiya, T.; Kamijo, H.; Suzuki, R. Impact of residual impurities on annealing properties of vacancies in electroplated Cu studied using monoenergetic positron beams. Jpn. J. Appl. Phys. 2007, 46, L483. [Google Scholar] [CrossRef]
- Yu, J.; Kim, J.Y. Effects of residual S on Kirkendall void formation at Cu/Sn–3.5 Ag solder joints. Acta Mater. 2008, 56, 5514–5523. [Google Scholar] [CrossRef]
- Kim, J.Y.; Yu, J.; Kim, S.H. Effects of sulfide–forming element additions on the Kirkendall void formation and drop impact reliability of Cu/Sn–3.5 Ag solder joints. Acta Mater. 2009, 57, 5001–5012. [Google Scholar] [CrossRef]
- Oh, M. Growth Kinetics of Intermetallic Phases in the Copper-Tin Binary and the Copper-Nickel-Tin Ternary Systems at Low Temperatures. Ph.D. Thesis, Lehigh University, Bethlehem, PA, USA, 1994. [Google Scholar]
- Oberndorff, P. Lead-Free Solder Systems: Phase Relations and Microstructures. Ph.D. Thesis, Technical University of Eindhoven, Eindhoven, The Netherlands, 2001. [Google Scholar]
- Paul, A. The Kirkendall Effect in Solid State Diffusion. Ph.D. Thesis, Technical University of Eindhoven, Eindhoven, The Netherlands, 2004. [Google Scholar]
- Wen, J.; Huang, Y.; Hwang, K.C.; Liu, C.; Li, M. The modified Gurson model accounting for the void size effect. Int. J. Plast. 2005, 21, 381–395. [Google Scholar] [CrossRef]
- Goodhew, P.J. Shapes of pores in metals. Metal. Sci. 1981, 15, 377–385. [Google Scholar] [CrossRef]
- Chen, Y.J.; Chung, C.K.; Yang, C.R.; Kao, C.R. Single–joint shear strength of micro Cu pillar solder bumps with different amounts of intermetallics. Microelectron Reliab. 2013, 53, 47–52. [Google Scholar] [CrossRef]






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kao, C.-W.; Kung, P.-Y.; Chang, C.-C.; Huang, W.-C.; Chang, F.-L.; Kao, C.R. Highly Robust Ti Adhesion Layer during Terminal Reaction in Micro-Bumps. Materials 2022, 15, 4297. https://doi.org/10.3390/ma15124297
Kao C-W, Kung P-Y, Chang C-C, Huang W-C, Chang F-L, Kao CR. Highly Robust Ti Adhesion Layer during Terminal Reaction in Micro-Bumps. Materials. 2022; 15(12):4297. https://doi.org/10.3390/ma15124297
Chicago/Turabian StyleKao, Chen-Wei, Po-Yu Kung, Chih-Chia Chang, Wei-Chen Huang, Fu-Ling Chang, and C. R. Kao. 2022. "Highly Robust Ti Adhesion Layer during Terminal Reaction in Micro-Bumps" Materials 15, no. 12: 4297. https://doi.org/10.3390/ma15124297
APA StyleKao, C.-W., Kung, P.-Y., Chang, C.-C., Huang, W.-C., Chang, F.-L., & Kao, C. R. (2022). Highly Robust Ti Adhesion Layer during Terminal Reaction in Micro-Bumps. Materials, 15(12), 4297. https://doi.org/10.3390/ma15124297