
Effect of Copper Selenide Modification on the Conductivity of PA6, PA66, PAN, and PES Fibers


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Treatment Method
2.3. Investigative Methods
3. Results
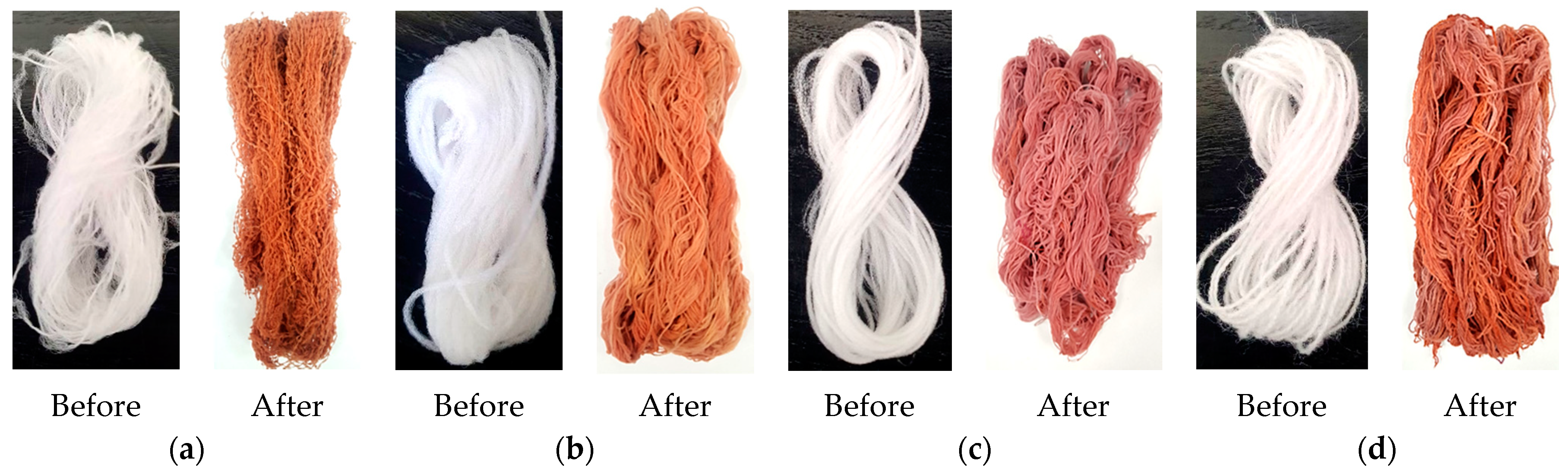
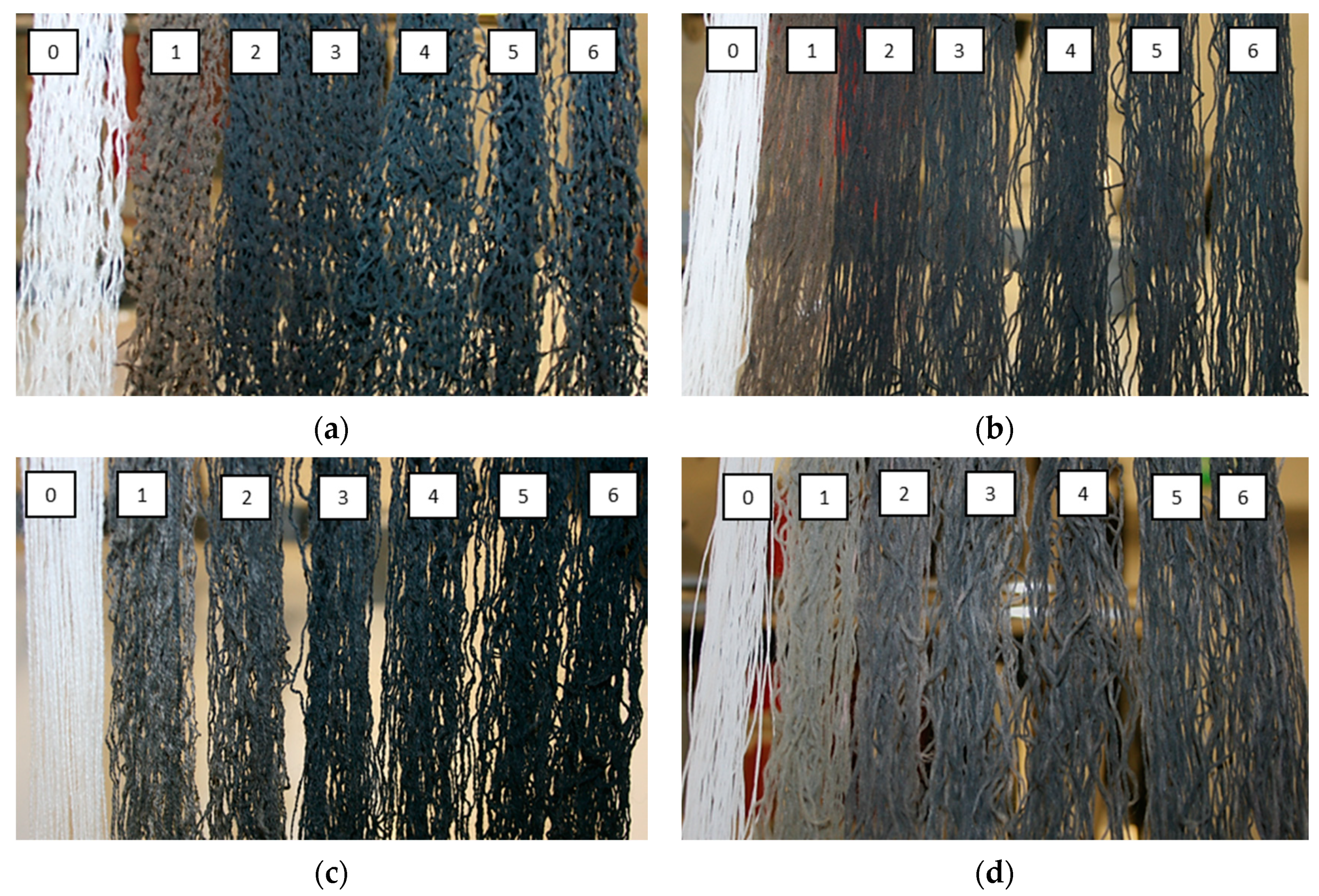
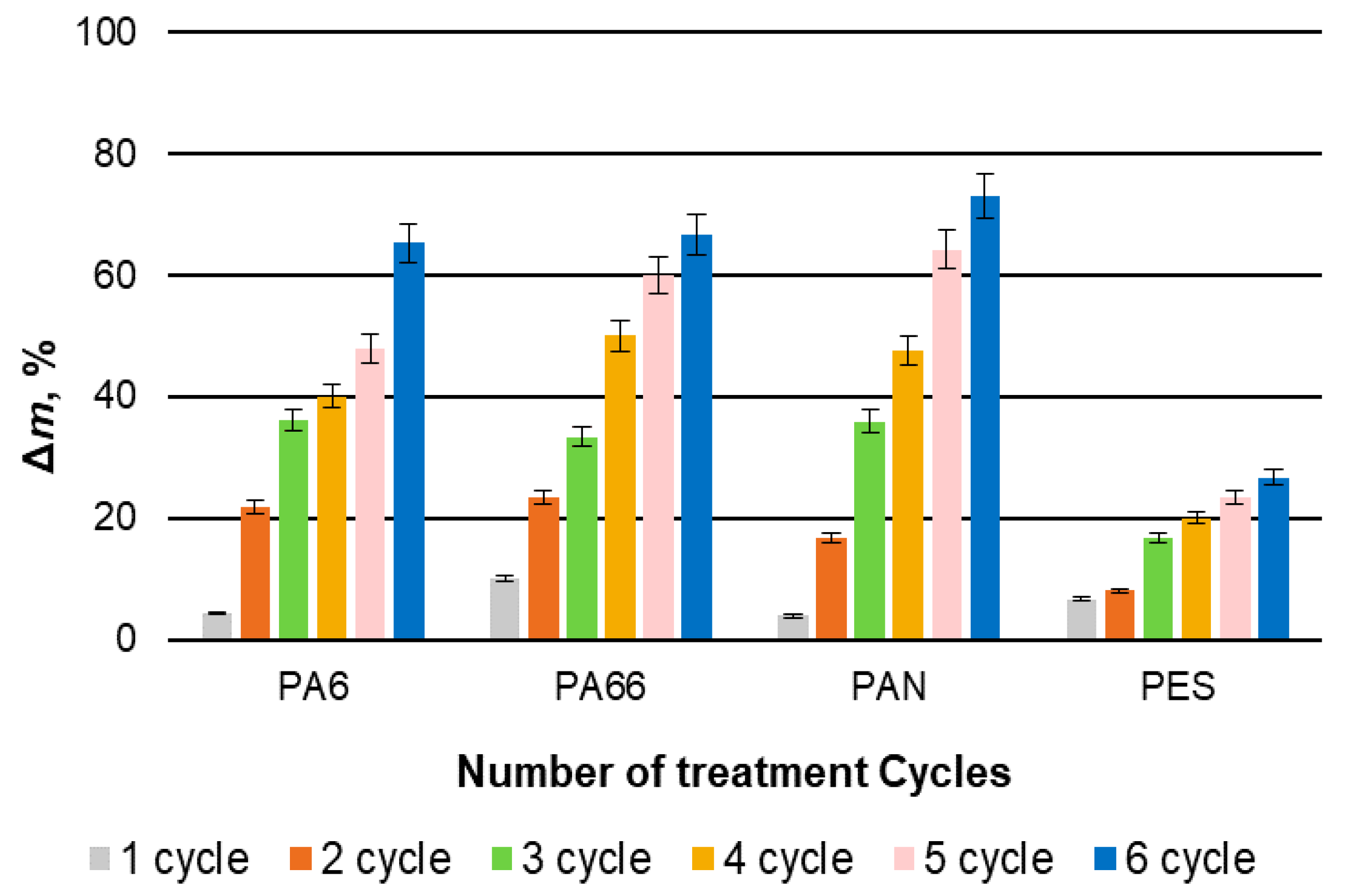
3.1. Physical Measurements
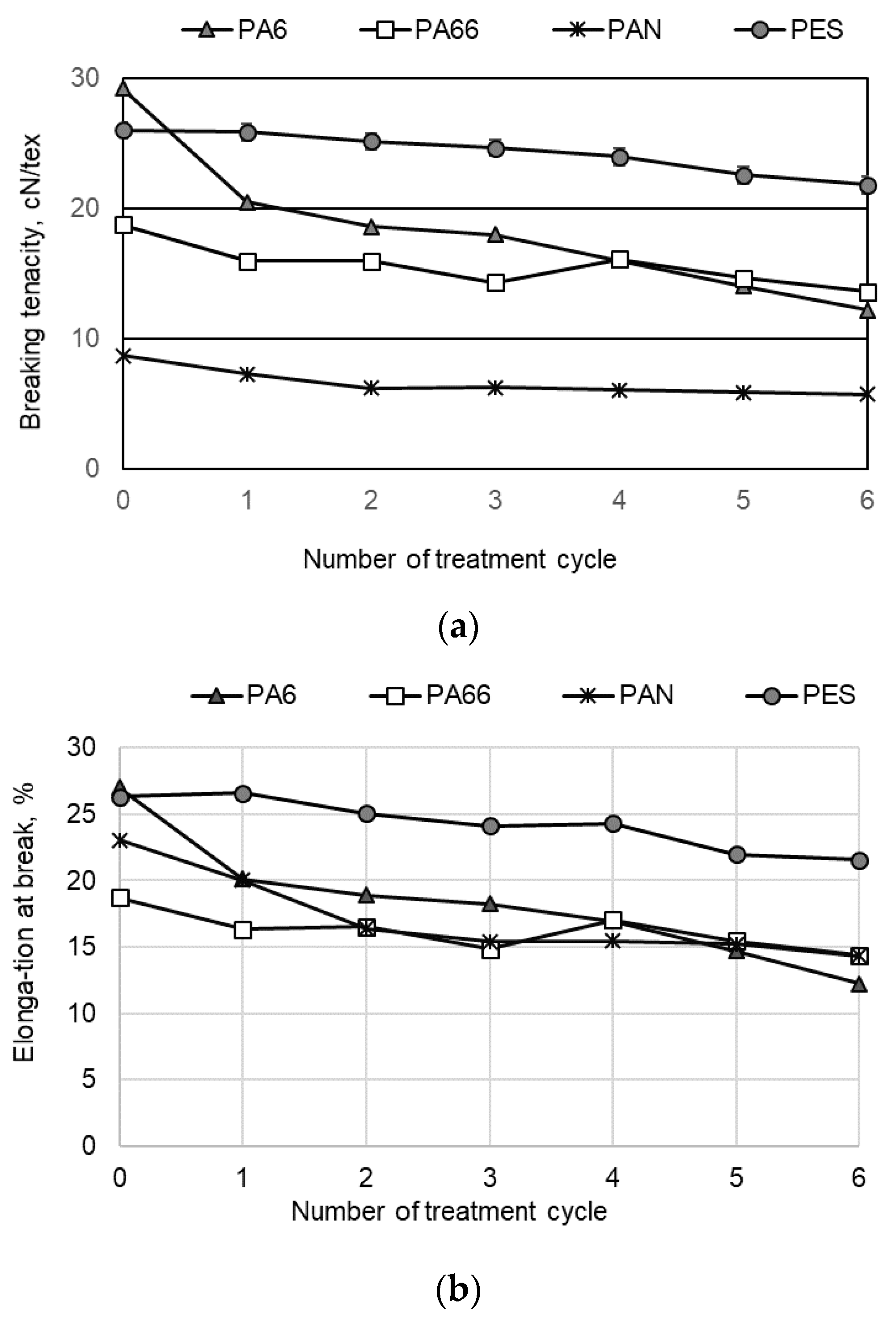
3.2. Tensile Properties Analysis
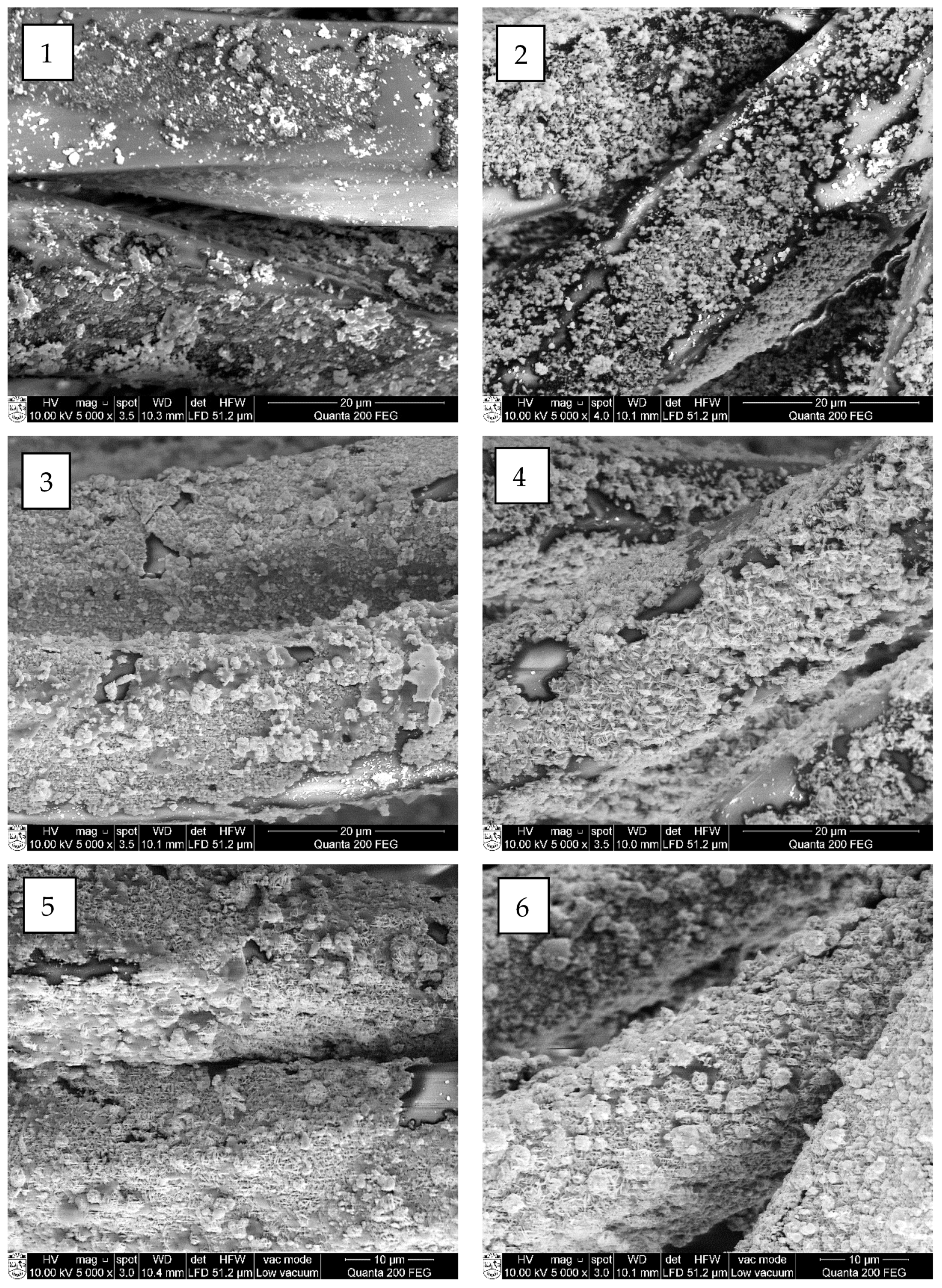
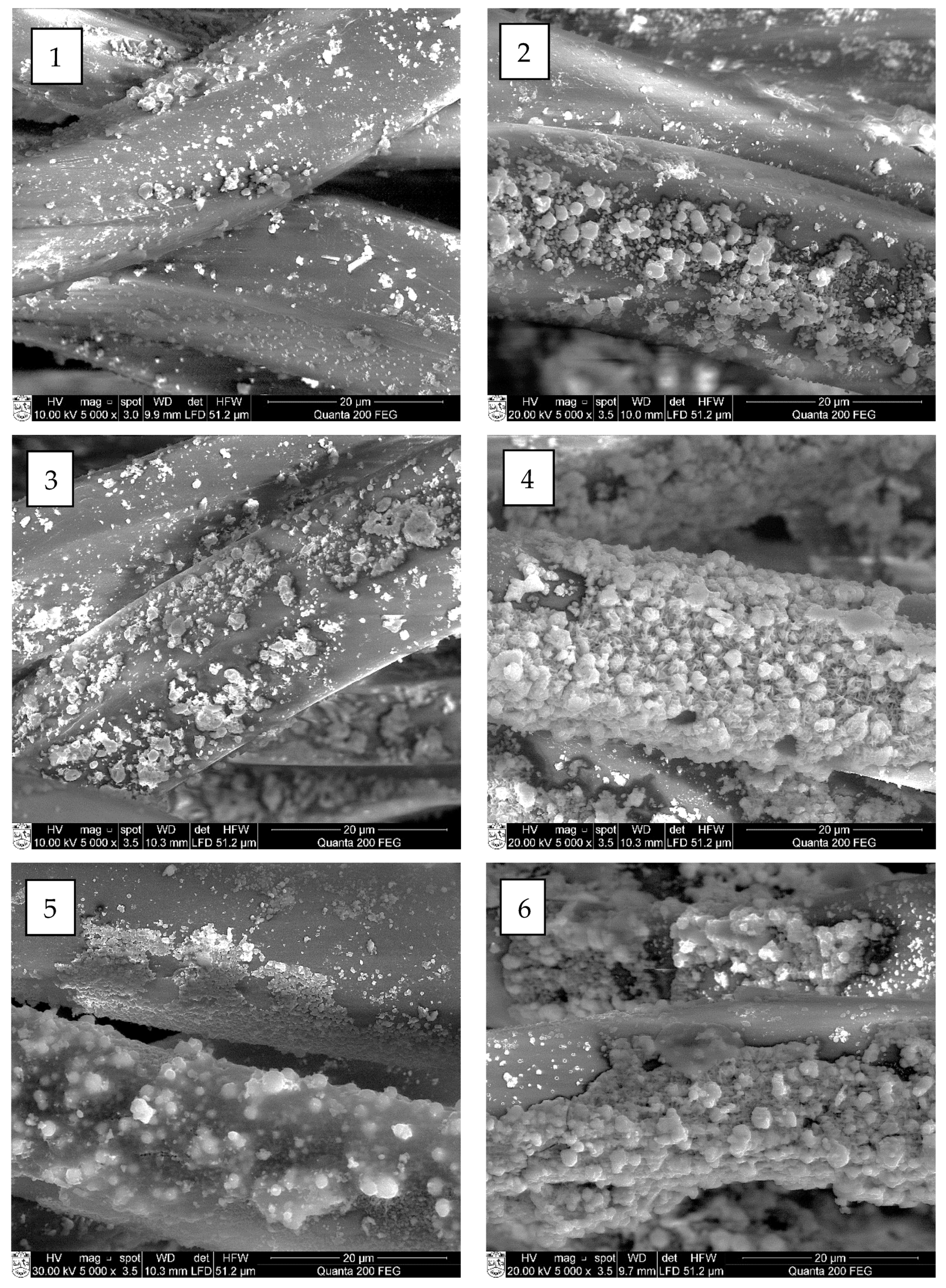
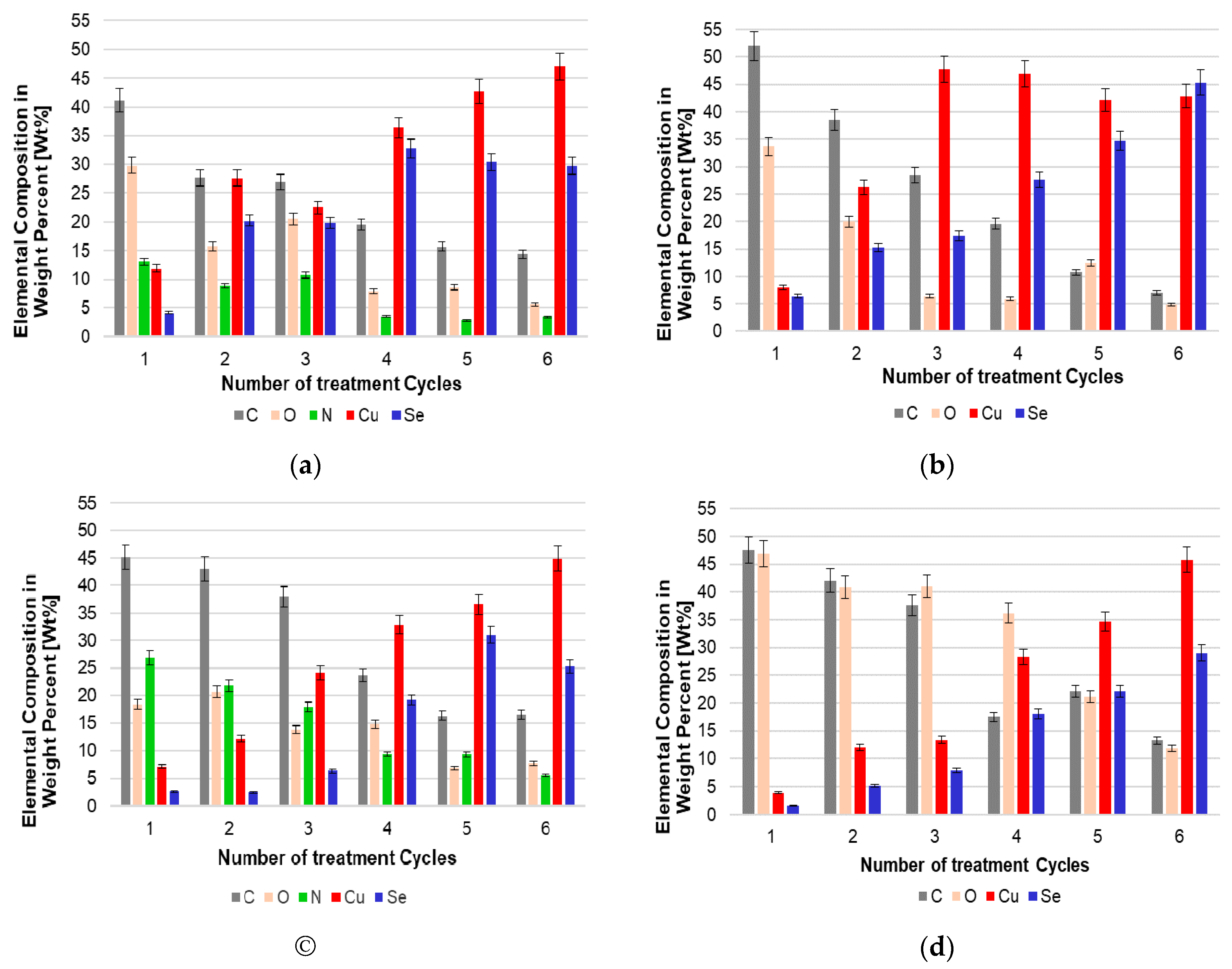
3.3. SEM and EDX Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shui, S. Plastina a Summary of the World Apparel Fiber Consumption Survey 2005–2008; Food and Agriculture Organization of the United Nation (FAO) and International Cotton Advisory Committee (ICAC): Washington, DC, USA, 2011; pp. 1–11. [Google Scholar]
- Bartl, A. Textile Waste. In Waste; Vallero, D.A., Ed.; Academic Press: Boston, MA, USA, 2011; Volume 10, pp. 167–179. [Google Scholar] [CrossRef]
- Lenzing. The Global Fibre Market. 2016. Available online: http://www.lenzing.com/en/fibers/the-global-fiber-market.html (accessed on 8 May 2020).
- European CommissionCircular Economy in Practice-Reducing Textile Waste. 2017. Available online: https://ec.europa.eu/easme/en/news/circular-economy-practice-reducing-textile-waste (accessed on 13 January 2018).
- Ghaly, A.; Ananthashankar, R.; Alhattab, M.; Ramakrishnan, V. Production, characterization and treatment of textile effluents: A critical review. J. Chem. Eng. Process. Technol. 2014, 5, 1–18. [Google Scholar] [CrossRef]
- Karthik, T.; Rathinamoorty, R. 8–Sustainable synthetic fiber production. In The Textile Institute Book Series; Elsevier: Amsterdam, The Netherlands, 2017; pp. 191–240. ISBN 978-0-08-102041-8. [Google Scholar] [CrossRef]
- Cuc, S.; Vidovic, M. Environmental sustainability through clothing recycling. Oper. Supply Chain. Manag. 2011, 4, 108–115. [Google Scholar] [CrossRef] [Green Version]
- Shishoo, R. Introduction: Trends in the global textile industry. In The Global Textile and Clothing Industry; Shishoo, R., Ed.; Woodhead Publishing: Sawston, UK, 2012; pp. 1–7. [Google Scholar] [CrossRef]
- Zachariah, S.M.; Grohens, Y.; Kalarikkal, N.; Thomas, S. Hybrid materials for electromagnetic shielding: A review. Polym. Compos. 2022, 43, 2507–2544. [Google Scholar] [CrossRef]
- Ozen, M.S.; Sancak, E.; Soin, N.; Shah, T.H.; Zarei, A.; Siores, E. Unprecedented Electromagnetic Shielding Effectiveness of Lightweight Nonwoven Ag/PA66 Fabrics. Fibers Polym. 2018, 19, 321–330. [Google Scholar] [CrossRef]
- Wang, W.; Li, W.; Gao, C.; Tian, W.; Sun, B.; Yu, D. A novel preparation of silver-plated polyacrylonitrile fibers functionalized with antibacterial and electromagnetic shielding properties. Appl. Surf. Sci. 2015, 342, 120–126. [Google Scholar] [CrossRef]
- Jiang, S.; Wang, Y.; Xu, J.; Miao, D.; Shang, S.; Peng, L.; Guo, R. Fabrication and characterization of copper-coated polyamide-6 fibers with magnetron sputtering technology. J. Mater. Sci. Mater. Electron. 2017, 28, 18936–18943. [Google Scholar] [CrossRef]
- Ojstršek, A.; Virant, N.; Fox, D.; Krishnan, L.; Cobley, A. The Efficacy of Polymer Coatings for the Protection of Electroless Copper Plated Polyester Fabric. Polymers 2020, 12, 1277. [Google Scholar] [CrossRef]
- Hussain, R.A.; Hussain, I. Copper selenide thin films from growth to applications. Solid State Sci. 2020, 100, 106101. [Google Scholar] [CrossRef]
- Kubenova, M.M.; Kuterbekov, K.A.; Balapanov, M.K.; Ishembetov, R.K.; Kabyshev, A.M.; Bekmyrza, K.Z. Some Thermoelectric Phenomena in Copper Chalcogenides Re-placed by Lithium and Sodium Alkaline Metals. Nanomaterials 2021, 11, 2238. [Google Scholar] [CrossRef]
- Achimovičová, M.; Baláž, M.; Girman, V.; Kurimský, J.; Briančin, J.; Dutková, E.; Gáborová, K. Comparative Study of Nanostructured CuSe Semiconductor Synthesized in a Planetary and Vibratory Mill. Nanomaterials 2020, 10, 2038. [Google Scholar] [CrossRef]
- Belukhina, O.; Milasiene, D.; Ivanauskas, R. Investigation of the Possibilities of Wool Fiber Surface Modification with Copper Selenide. Materials 2021, 14, 1648. [Google Scholar] [CrossRef] [PubMed]
- Ivanauskas, R.; Milasiene, D. Fabrication of Polyamide-Ag2Se composite films with controllable properties by an adsorption–diffusion method. J. Phys. Chem. Solids 2020, 145, 109533. [Google Scholar] [CrossRef]
- Ivanauskas, R.; Baltrusaitis, J. Synthesis and characterization of polyamide-CuxSe composite thin films. Appl. Surf. Sci. 2013, 283, 360–366. [Google Scholar] [CrossRef]
- Milasiene, D.; Ivanausakas, R. Silver selenide modification of polyamide fabric. Cent. Eur. J. Chem. 2013, 11, 1976–1980. [Google Scholar] [CrossRef] [Green Version]
- ISO 2062:2009. Textiles—Yarns from Packages—Determination of Single-End Breaking Force and Elongation at Break Using Constant Rate of Extension (CRE) Tester. Available online: https://www.iso.org/standard/45642.html (accessed on 20 March 2021).
- Aluigi, A.; Tonetti, C.; Vineis, C.; Tonin, C.; Mazzuchetti, G. Adsorption of copper (II) ions by keratin/PA6 blend nanofibers. Eur. Polym. J. 2011, 47, 1756–1764. [Google Scholar] [CrossRef]
- Aluigi, A.; Varesano, A.; Vineis, C.; Rio, A.D. Electrospinning of immiscible systems: The wool keratin/polyamide-6 case study. Mater. Des. 2017, 127, 144–153. [Google Scholar] [CrossRef]
- Rilda, Y.; Syukri, F.; Alif, A.; Aziz, H.; Chandren, S.; Nur, H. Self-cleaning TiO2-SiO2 clusters on cotton textile prepared by dip-spin coating process. J. Teknol. 2016, 78, 113–120. [Google Scholar] [CrossRef] [Green Version]
- Azar, G.T.P.; Fox, D.; Fedutik, Y.; Krishnan, L.; Cobley, A.J. Functionalised copper nanoparticle catalysts for electroless copper plating on textiles. Surf. Coat. Technol. 2020, 396, 125971. [Google Scholar] [CrossRef]
- Ali, A.; Baheti, V.; Javaid, M.U.; Militky, J. Enhancement in ageing and functional properties of copper-coated fabrics by subsequent electroplating. Appl. Phys. A 2018, 124, 1–15. [Google Scholar] [CrossRef]
- Morshedi, S.; Montazer, M. Photo bleaching of wool using nano TiO2 under daylight irradiation. J. Ind. Eng. Chem. 2014, 20, 83–90. [Google Scholar] [CrossRef]
- Al-Ghafri, B.; Bora, T.; Sathe, P.; Dobrestov, S.; Al-Abri, M. Photocatalytic microbial removal and degradation of organic contaminants of water using PES fibers. Appl. Catal. B Environ. 2018, 233, 136–142. [Google Scholar] [CrossRef]
- Zaidi, S.D.A.; Wang, C.; György, B.I.; Sun, C.; Yuan, H.; Tian, L.; Chen, J. Iron and silicon oxide doped/PAN-based carbon nanofibers as free-standing anode material for Li-ion batteries. J. Colloid Interface Sci. 2020, 569, 164–176. [Google Scholar] [CrossRef] [PubMed]
- Kaiser Haider, M.; Sun, L.; Ullah, A.; Ullah, S.; Suzuki, Y.; Park, S.; Kato, Y.; Tamada, Y.; Kim, I.S. Polyacrylonitrile/Carbon Black nanoparticle/Nano-Hydroxyapatite (PAN/nCB/HA) composite nanofibrous matrix as a potential biomaterial scaffold for bone regenerative applications. Mater. Today Commun. 2021, 27, 102259. [Google Scholar] [CrossRef]
- Lv, M.-Y.; Ge, H.-Y.; Chen, J. Study on the chemical structure and skin-core structure of polyacrylonitrile-based fibers during stabilization. J. Polym. Res. 2009, 16, 513–517. [Google Scholar] [CrossRef]
- Jin, L.; Zhou, F.; Wu, S.; Cui, C. Development of novel segmented-pie microfibers from copper-carbon nanoparticles and pol-yamide composite for antimicrobial textiles application. Text. Res. J. 2022, 92, 3–14. [Google Scholar] [CrossRef]
- Belmonte, E.; Monte, M.D.; Hoffmann, C.J.; Quaresimin, M. Damage initiation and evolution in short fiber reinforced pol-yamide under fatigue loading: Influence of fiber volume fraction. Compos. Part B Eng. 2017, 113, 331–341. [Google Scholar] [CrossRef]
- Liu, M.; Ladegaard Skov, A.; Liu, S.-H.; Yu, L.-Y.; Xu, Z.-L. A Facile Way to Prepare Hydrophilic Homogeneous PES Hollow Fiber Membrane via Non-Solvent Assisted Reverse Thermally Induced Phase Separation (RTIPS) Method. Polymers 2019, 11, 269. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics | Treatment Cycle Number | |||||||
|---|---|---|---|---|---|---|---|---|
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | ||
| Breaking tenacity, cN/tex | Min and max value, cN/tex | 27.23/30.79 | 10.75/23.52 | 6.19/21.72 | 6.62/22.96 | 8.87/19.73 | 3.42/18.84 | 2.70/22.12 |
| X *, cN/tex | 29.25 | 20.49 | 18.61 | 18.02 | 16.04 | 14.05 | 12.19 | |
| Δ, cN/tex | ±0.35 | ±0.73 | ±0.71 | ±0.79 | ±0.71 | ±1.75 | ±1.71 | |
| Relative error, % | 1.20 | 3.58 | 3.82 | 6.20 | 5.40 | 12.43 | 14.05 | |
| Elongation at break, % | Min and max value, % | 24.00/28.70 | 10.47/23.20 | 6.15/22.62 | 7.14/24.87 | 9.44/20.85 | 2.77/19.82 | 2.02/21.32 |
| X, % | 27.04 | 20.10 | 18.88 | 18.23 | 16.95 | 14.68 | 12.22 | |
| Δ, cN/tex | ±0.43 | ±0.77 | ±0.74 | ±0.85 | ±0.81 | ±1.88 | ±1.77 | |
| Relative error, % | 1.59 | 3.87 | 3.94 | 6.24 | 5.63 | 12.82 | 14.50 | |
| Characteristics | Treatment Cycle Number | |||||||
|---|---|---|---|---|---|---|---|---|
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | ||
| Breaking tenacity, cN/tex | Min and max value, cN/tex | 18.14/19.62 | 7.81/18.23 | 8.41/18.19 | 5.72/17.23 | 13.82/18.16 | 6.89/18.21 | 5.61/17.42 |
| X *, cN/tex | 18.78 | 15.98 | 15.97 | 14.34 | 16.14 | 14.65 | 13.60 | |
| Δ, cN/tex | ±0.17 | ±0.69 | ±0.41 | ±0.74 | ±0.31 | ±0.70 | ±0.81 | |
| Relative error, % | 0.91 | 4.33 | 2.55 | 5.17 | 1.94 | 4.77 | 5.93 | |
| Elongation at break, % | Min and max value, % | 17.92/19.49 | 7.41/19.43 | 8.26/18.66 | 5.31/18.16 | 14.22/19.01 | 7.17/19.39 | 5.90/18.60 |
| X, % | 18.70 | 16.34 | 16.54 | 14.82 | 17.04 | 15.43 | 14.36 | |
| Δ, cN/tex | ±0.26 | ±0.81 | ±0.48 | ±0.83 | ±0.40 | ±0.83 | ±0.8 | |
| Relative error, % | 1.41 | 4.97 | 2.90 | 5.59 | 2.32 | 5.39 | 6.13 | |
| Characteristics | Treatment Cycle Number | |||||||
|---|---|---|---|---|---|---|---|---|
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | ||
| Breaking tenacity, cN/tex | Min and max value, cN/tex | 7.61/9.69 | 5.89/8.49 | 4.86/7.87 | 4.57/7.70 | 4.49/7.60 | 4.23/7.94 | 4.46/7.19 |
| X *, cN/tex | 8.68 | 7.30 | 6.20 | 6.25 | 6.07 | 5.89 | 5.74 | |
| Δ, cN/tex | ±0.23 | ±0.18 | ±0.17 | ±0.22 | ±0.17 | ±0.18 | ±0.17 | |
| Relative error, % | 2.71 | 2.48 | 2.89 | 3.58 | 2.95 | 3.21 | 3.09 | |
| Elongation at break, % | Min and max value, % | 20.85/24.75 | 16.60/22.28 | 12.98/19.73 | 11.08/18.90 | 11.23/18.92 | 10.62/18.90 | 10.93/17.03 |
| X, % | 23.04 | 20.00 | 16.40 | 15.41 | 15.46 | 15.22 | 14.32 | |
| Δ, cN/tex | ±0.42 | ±0.39 | ±0.42 | ±0.50 | ±0.41 | ±0.43 | ±0.42 | |
| Relative error, % | 1.83 | 1.97 | 2.57 | 3.26 | 2.66 | 2.86 | 2.94 | |
| Characteristics | Treatment Cycle Number | |||||||
|---|---|---|---|---|---|---|---|---|
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | ||
| Breaking tenacity, cN/tex | Min and max value, cN/tex | 24.35/27.42 | 23.54/27.81 | 20.23/27.43 | 15.96/27.65 | 19.27/26.74 | 13.05/24.81 | 17.08/25.34 |
| X *, cN/tex | 26.01 | 25.88 | 25.17 | 23.99 | 24.68 | 21.82 | 22.58 | |
| Δ, cN/tex | ±0.32 | ±0.28 | ±0.41 | ±0.56 | ±0.50 | ±0.64 | ±0.57 | |
| Relative error, % | 1.26 | 1.09 | 1.66 | 2.36 | 2.06 | 2.97 | 2.53 | |
| Elongation at break, % | Min and max value, % | 23.55/28.46 | 22.63/30.16 | 18.65/28.63 | 16.85/29.41 | 16.33/29.16 | 12.40/27.20 | 14.86/25.30 |
| X, % | 26.31 | 26.58 | 25.07 | 24.12 | 24.30 | 22.00 | 21.58 | |
| Δ, cN/tex | ±0.55 | ±0.52 | ±0.59 | ±0.77 | ±0.82 | ±0.79 | ±0.72 | |
| Relative error, % | 2.09 | 1.99 | 2.38 | 3.22 | 3.40 | 3.61 | 3.36 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Milasiene, D.; Belukhina, O.; Ivanauskas, R. Effect of Copper Selenide Modification on the Conductivity of PA6, PA66, PAN, and PES Fibers. Materials 2022, 15, 4320. https://doi.org/10.3390/ma15124320
Milasiene D, Belukhina O, Ivanauskas R. Effect of Copper Selenide Modification on the Conductivity of PA6, PA66, PAN, and PES Fibers. Materials. 2022; 15(12):4320. https://doi.org/10.3390/ma15124320
Chicago/Turabian StyleMilasiene, Daiva, Olga Belukhina, and Remigijus Ivanauskas. 2022. "Effect of Copper Selenide Modification on the Conductivity of PA6, PA66, PAN, and PES Fibers" Materials 15, no. 12: 4320. https://doi.org/10.3390/ma15124320