
A Comparative Study on Flat and U-Shaped Copper Strips Produced by Continuous Extrusion


Abstract
:1. Introduction
2. Experimental Details
3. FEM Simulation Results and Discussion
3.1. Comparison of the Temperature
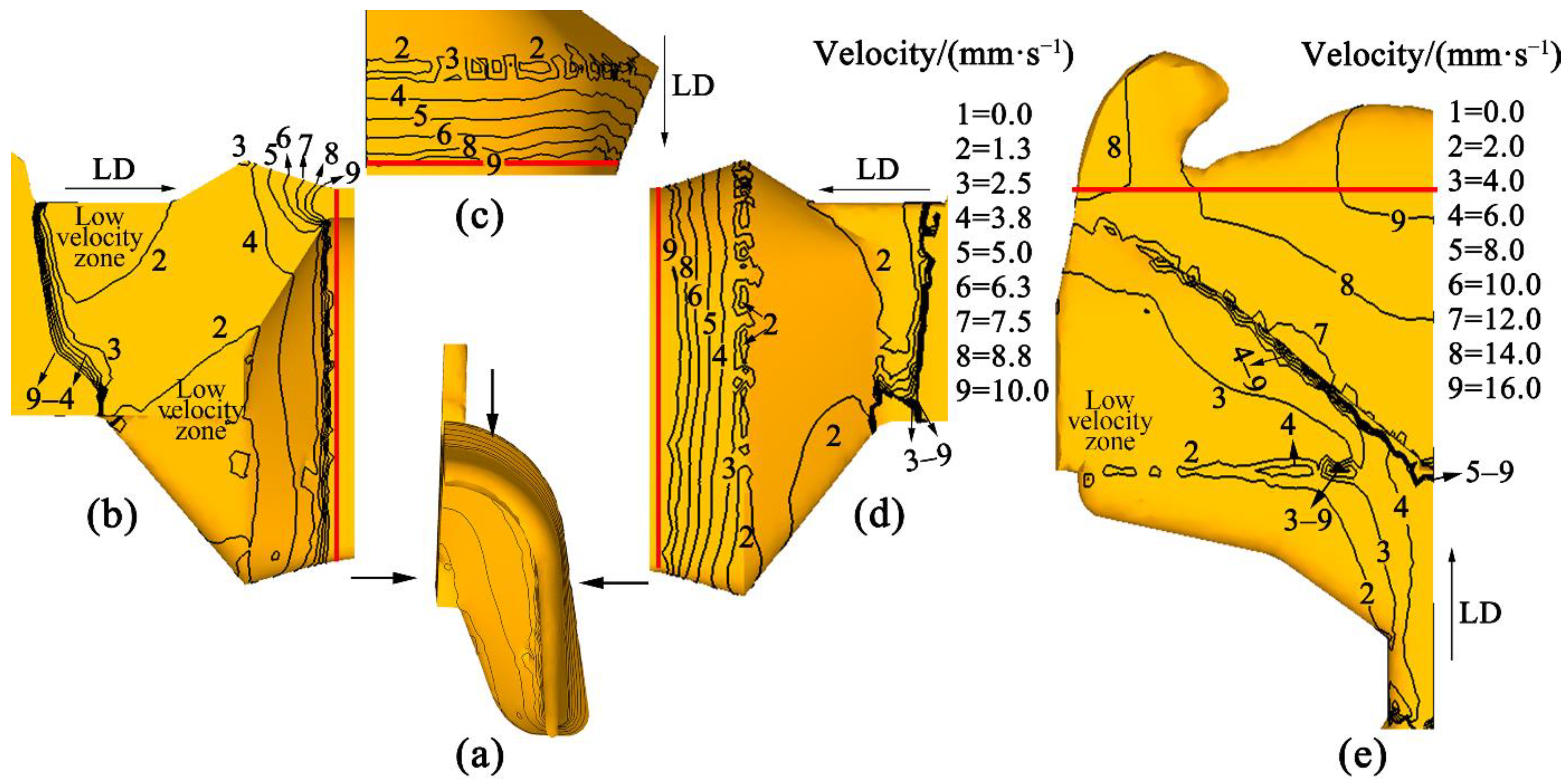
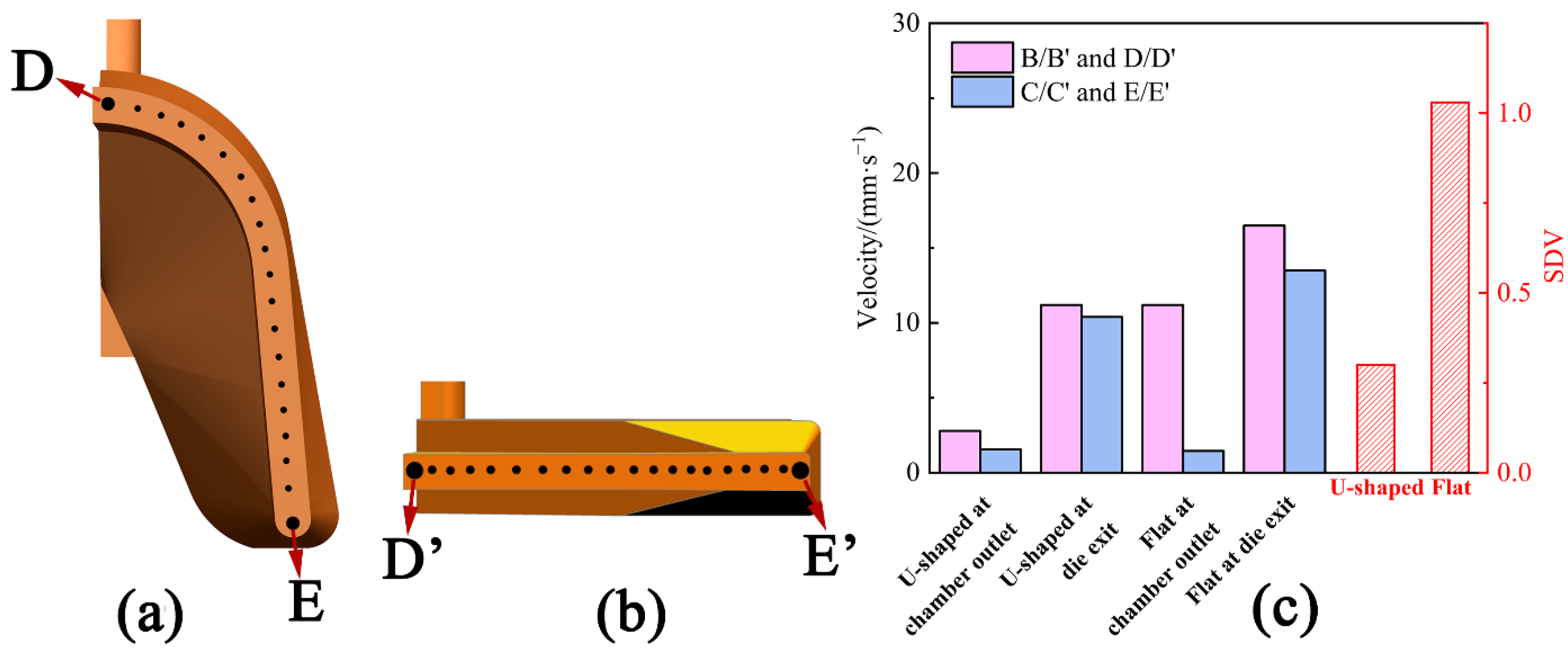
3.2. Comparison of the Velocity
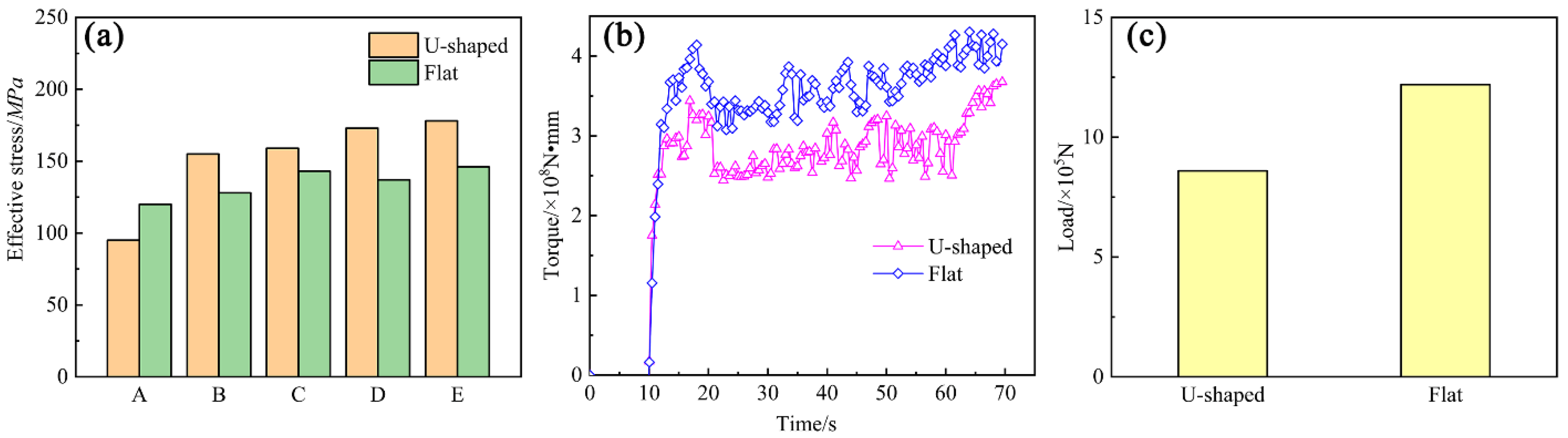
3.3. Comparison of the Force
4. Experimental Results and Analysis
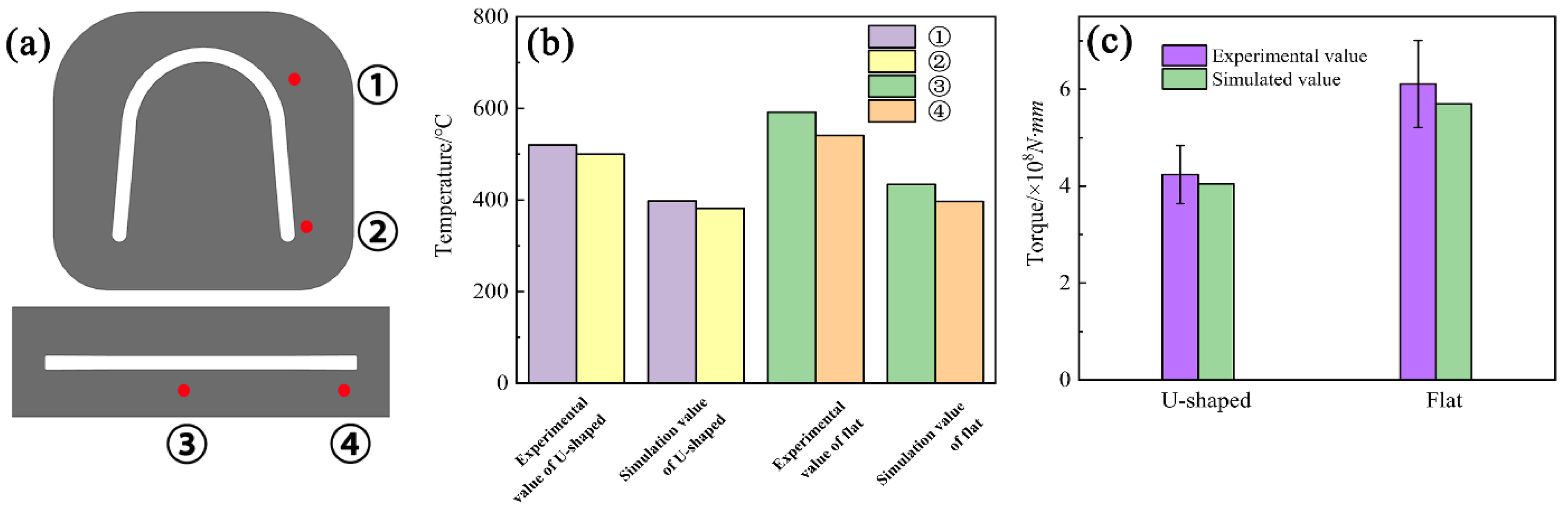
4.1. Temperature and Load Measurement
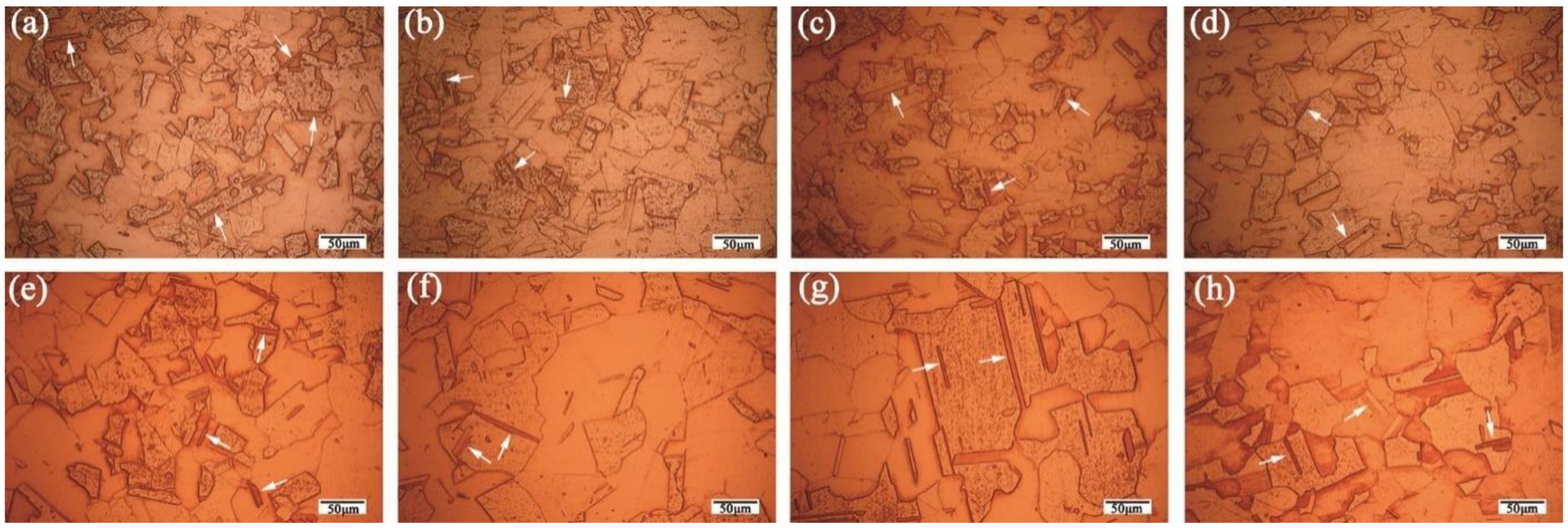
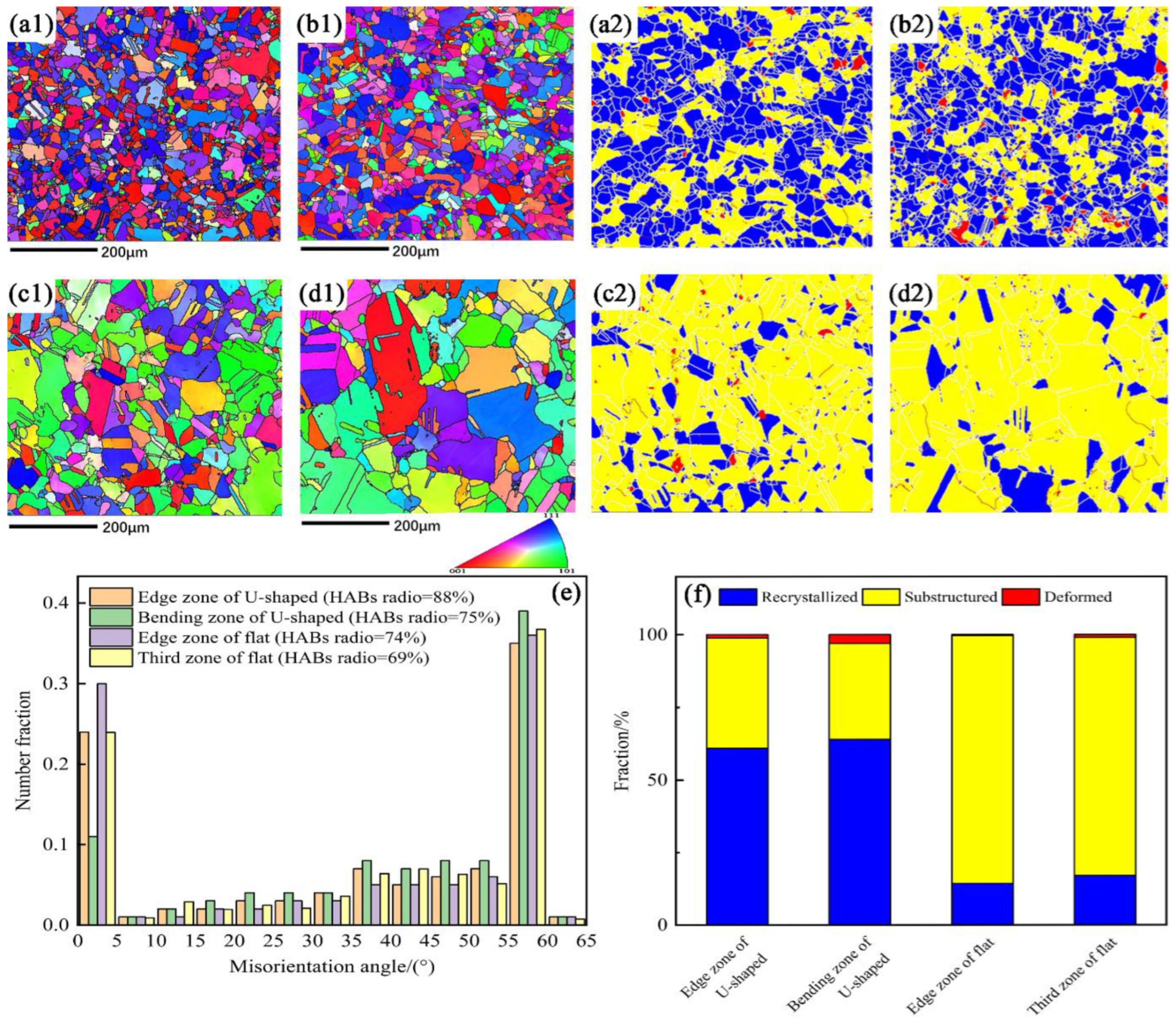
4.2. Microstructure
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Etherington, C. Conform−A New Concept for the Continuous Extrusion Forming of Metals. J. Eng. Ind. 1974, 96, 893–900. [Google Scholar] [CrossRef]
- Desta, T.; Sinha, D.K.; Ramulu, P.J.; Tufa, H.B. Microstructural and mechanical studies of feedstock material in continuous extrusion process. Int. J. Mech. Mater. Eng. 2021, 16, 13–27. [Google Scholar] [CrossRef]
- Lu, J.; Saluja, N.; Riviere, A.L.; Zhou, Y. Computer modeling of the continuous forming extrusion process of AA6061 alloy. J. Mater. Processing Technol. 1998, 79, 200–212. [Google Scholar] [CrossRef]
- Lin, G.Y.; Xiao, M.Q.; Feng, D.; Liu, X.Y.; Wang, H.Y.; Zhang, R. Microstructural and mechanical properties of ZA10 alloy tubes and their weld seams prepared by Conform continuous extrusion. Rare Metals 2020, 39, 707–715. [Google Scholar] [CrossRef]
- Pérez-Prado, M.T.; del Valle, J.A.; Contreras, J.M.; Ruano, O.A. Microstructural evolution during large strain hot rolling of an AM60 Mg alloy. Scr. Mater. 2004, 50, 661–665. [Google Scholar] [CrossRef]
- Ji, X.; Zhang, H.; Luo, S.; Jiang, F.; Fu, D. Microstructures and properties of Al–Mg–SI alloy overhead conductor by horizontal continuous casting and continuous extrusion forming process. Mater. Sci. Eng. A 2016, 649, 128–134. [Google Scholar] [CrossRef]
- Shen, Z.; Lin, Z.; Shi, P.; Tang, G.; Zheng, T.; Liu, C.; Guo, Y.; Zhong, Y. Enhanced strength, ductility and electrical conductivity of Cu–Te alloys via dynamic recrystallization and precipitation. Mater. Sci. Eng. A 2021, 820–826, 141548. [Google Scholar] [CrossRef]
- Kong, X.; Zhang, H.; Ji, X. Microstructures and mechanical properties evolution of an Al–Fe–Cu alloy processed by repetitive continuous extrusion forming. Mater. Sci. Eng. A 2014, 612, 131–139. [Google Scholar] [CrossRef]
- Lin, G.-Y.; Tan, X.; Feng, D.; Wang, J.-L.; Lei, Y.-X. Effects of conform continuous extrusion and heat treatment on the microstructure and mechanical properties of Al–13Si–7.5Cu–1Mg alloy. Int. J. Miner. Metall. Mater. 2019, 26, 1013–1019. [Google Scholar] [CrossRef]
- Chen, H.; Yuan, D.; Xie, W.; Zhang, J.; Wang, H.; Yang, B. A novel route for strengthening copper rods: Non-solution heat treatment combined with pre-aging. J. Mater. Processing Technol. 2019, 274, 116290. [Google Scholar] [CrossRef]
- Müller, S.L.R.N.S. Numerical analysis of plastic die deformation during high temperature copper extrusion. In Proceedings of the 24th International Conference on Material Forming (ESAFORM 2021), Liege, Belgium, 14–16 April 2021; pp. 4785–4799. [Google Scholar]
- Yao, G.; Pan, S.; Yuan, J.; Guan, Z.; Li, X. A novel process for manufacturing copper with size-controlled in-situ tungsten nanoparticles by casting. J. Mater. Processing Technol. 2021, 296, 117187. [Google Scholar] [CrossRef]
- Liu, X.; Liao, W.; Yang, Y. Thermal characteristics and uniformity of microstructures during temperature controlled mold continuous casting profiled copper alloy strip. Int. Commun. Heat Mass Transf. 2020, 110–121, 104414. [Google Scholar] [CrossRef]
- Baik, S.C.; Hellmig, R.J.; Estrin, Y.; Kim, H.S. Modeling of deformation behavior of copper under equal channel angular pressing. Int. J. Mater. Res. 2015, 94, 754–760. [Google Scholar] [CrossRef]
- Shimov, G.V.; Bogatov, A.; Kovin, D. FEM Simulation of Copper Busbar Pressing on the Continuous Extrusion Line "CONFORM". Solid State Phenom. 2018, 284, 547–551. [Google Scholar] [CrossRef]
- Reinikainen, T.; Andersson, K.; Kivivuori, S.; Korhonen, A.S. Finite-element analysis of copper extrusion processes. J. Mater. Processing Technol. 1992, 34, 101–108. [Google Scholar] [CrossRef]
- Yun, X.B.; Chen, X.; Zhao, Y.; Fan, Z.X.; Song, B.Y. Effect of the Die and Tool Structure on Continuous Extrusion Expansion Forming of Copper. Mater. Sci. Forum 2011, 704–705, 196–202. [Google Scholar] [CrossRef]
- Zhao, Y.; Pei, J.-Y.; Guo, L.-L.; Yun, X.-B.; Ma, H.-C. Effects of extrusion speed of continuous extrusion with double billets on welding performance of 6063 Al alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 1561–1571. [Google Scholar] [CrossRef]
- Wu, P.-Y.; Xie, S.-S.; Li, H.-Q.; Yan, M.; Huang, G.-J.; Cheng, L. Effect of extrusion wheel angular velocity on continuous extrusion forming process of copper concave bus bar. Trans. Nonferrous Met. Soc. China 2007, 17, 280–286. [Google Scholar] [CrossRef]
- Yun, X.-B.; You, W.; Zhao, Y.; Li, B.; Fan, Z.-X. Continuous extrusion and rolling forming velocity of copper strip. Trans. Nonferrous Met. Soc. China 2013, 23, 1108–1113. [Google Scholar] [CrossRef]
- Wang, S.-W.; Song, H.-W.; Chen, Y.; Zhang, S.-H.; Li, H.-H. Evolution of Annealing Twins and Recrystallization Texture in Thin-Walled Copper Tube During Heat Treatment. Acta Metall. Sin. 2020, 33, 1618–1626. [Google Scholar] [CrossRef]
- Blum, W.; McQueen, H.J. Dynamics of Recovery and Recrystallization. Mater. Sci. Forum 1996, 217–222, 31–42. [Google Scholar] [CrossRef]
- Mishra, A.; Kad, B.; Gregori, F.; Meyers, M. Microstructural evolution in copper subjected to severe plastic deformation: Experiments and analysis. Acta Mater. 2007, 55, 13–28. [Google Scholar] [CrossRef]
- Yun, X.B.; Tian, T.; Zhan, H.; Wang, C.; Zhao, Y. Microstructure Evolution of Copper Strip during Continuous Extrusion and Rolling Forming. Mater. Sci. Forum 2018, 913, 277–285. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Billet Material | Mold Material | Extrusion Wheel Diameter/mm | Rotational Speed of Extrusion Wheel/(r·min−1) | Billet Diameter/mm | Temperature/°C | Friction Coefficient | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| Billet | Extrusion Wheel | Die | Billet and Extrusion Wheel | Billet and Chamber | Billet and Die | |||||
| Pure copper | AISI-H-13 | 630 | 2.5 | 30 | 20 | 450 | 450 | 0.95 | 0.3 | 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, M.; Yun, X.; Fu, H.; Zhang, Y.; Liu, Y. A Comparative Study on Flat and U-Shaped Copper Strips Produced by Continuous Extrusion. Materials 2022, 15, 4405. https://doi.org/10.3390/ma15134405
Zhou M, Yun X, Fu H, Zhang Y, Liu Y. A Comparative Study on Flat and U-Shaped Copper Strips Produced by Continuous Extrusion. Materials. 2022; 15(13):4405. https://doi.org/10.3390/ma15134405
Chicago/Turabian StyleZhou, Mo, Xinbing Yun, Hongwang Fu, Ying Zhang, and Yuanwen Liu. 2022. "A Comparative Study on Flat and U-Shaped Copper Strips Produced by Continuous Extrusion" Materials 15, no. 13: 4405. https://doi.org/10.3390/ma15134405