The Microstructural Evolution of Cu-Sn-P Alloy during Hot Deformation Process

Abstract
:1. Introduction
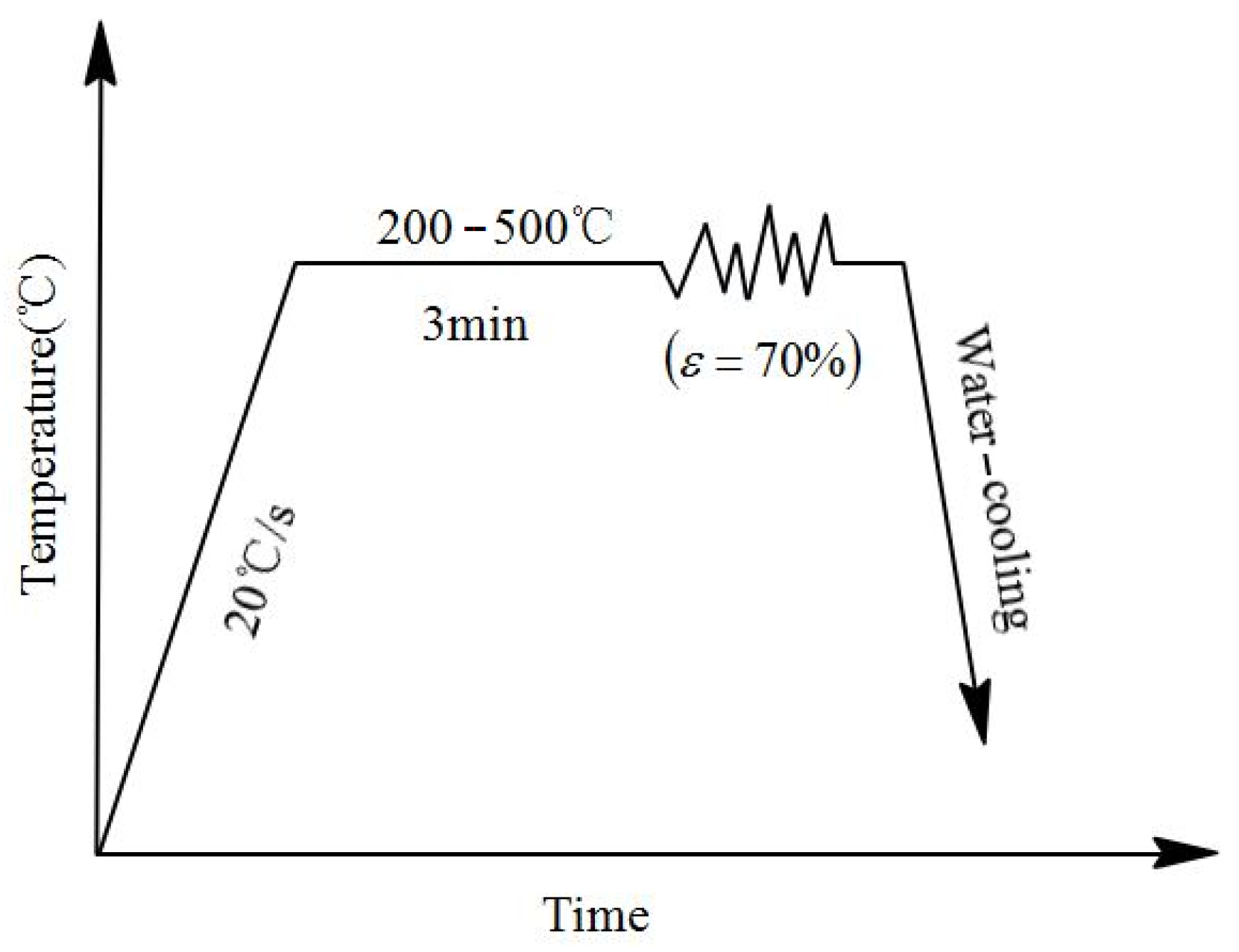
2. Experimental Procedures
3. Results and Discussion
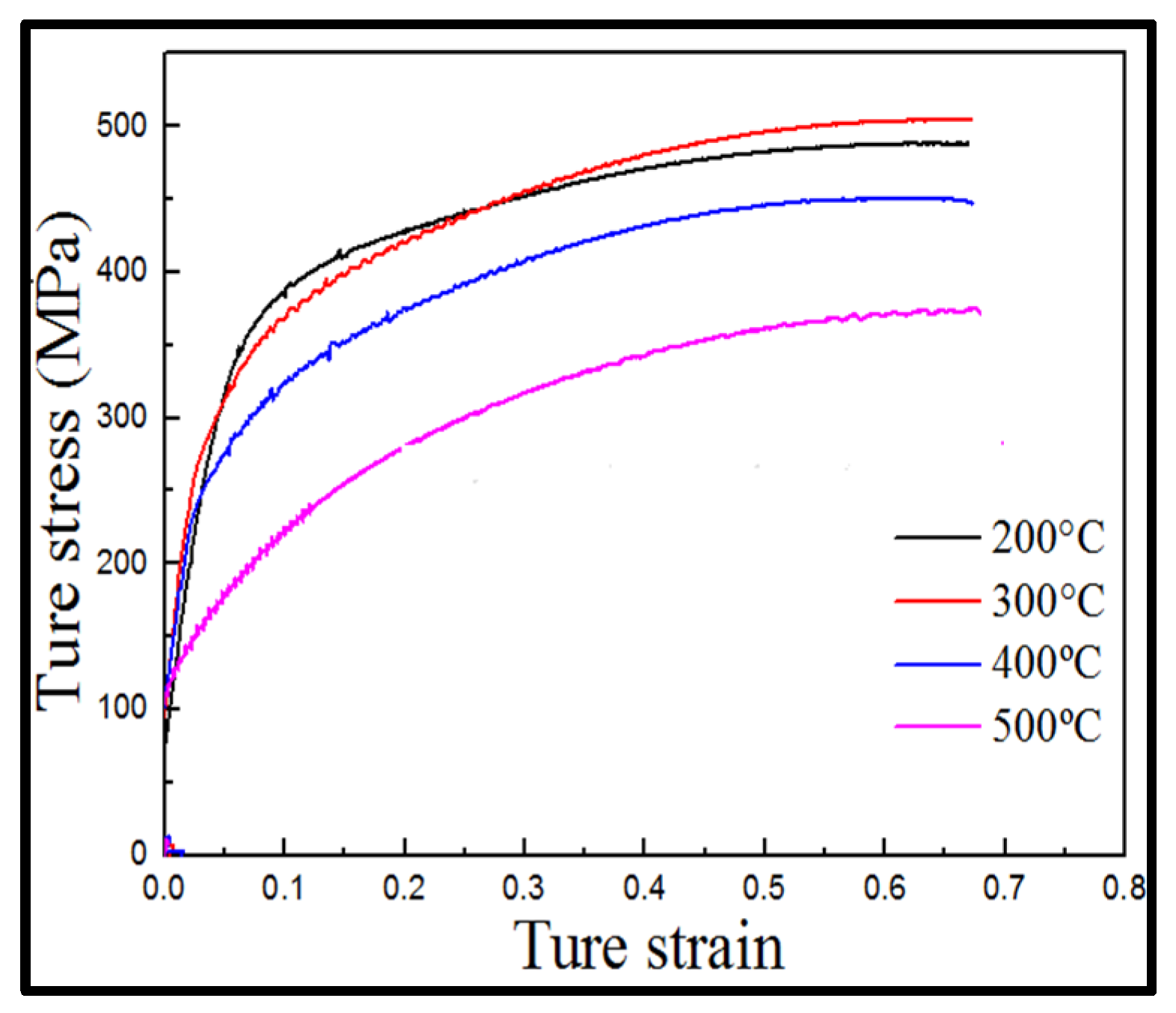
3.1. Strain Hardening and DRX
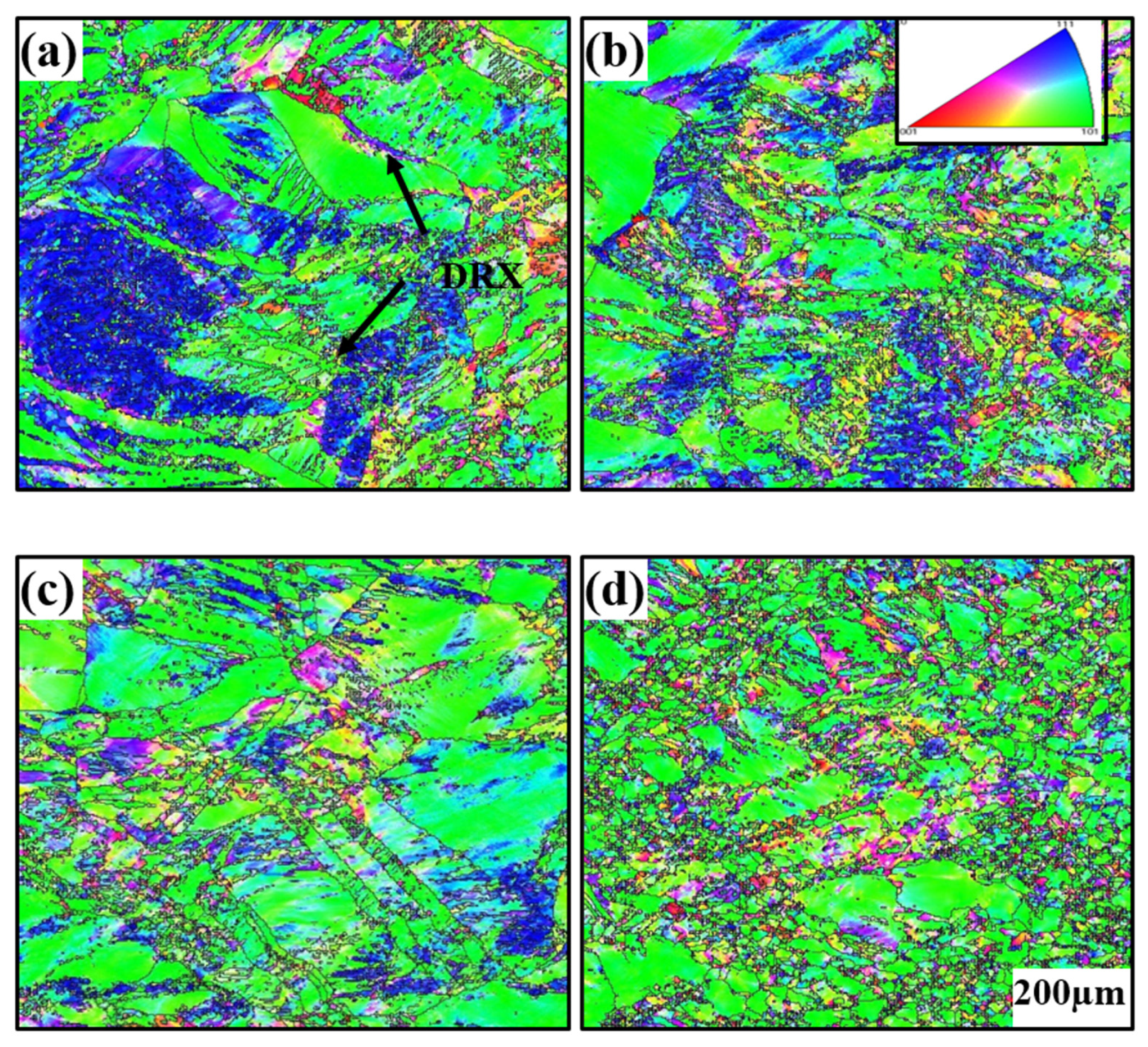
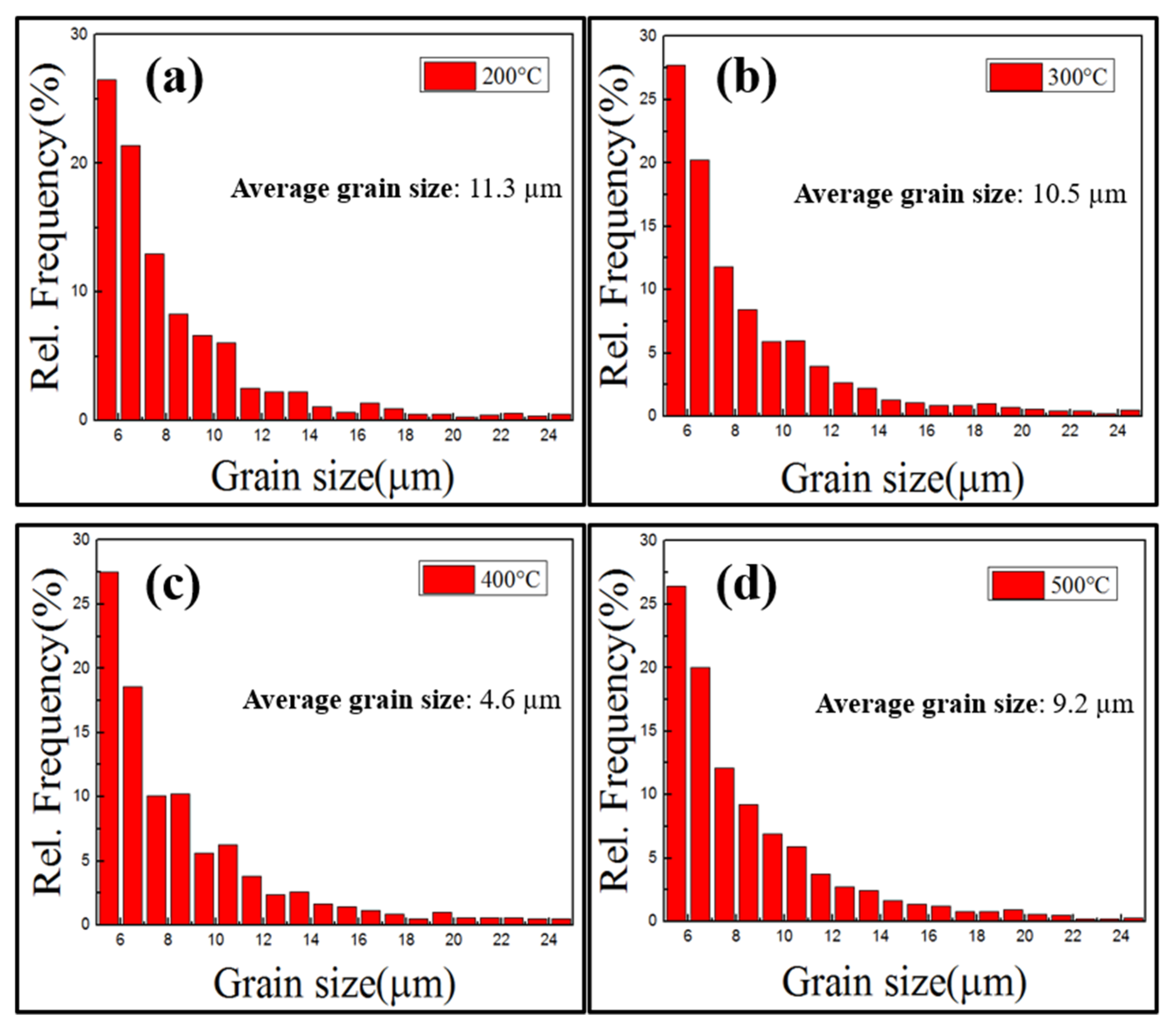
3.2. Microstructural Transformation Pattern of Grains
3.3. Distribution Pattern of Grain Boundaries
3.4. Changing Patterns of Matrix Microstructures under TEM
4. Conclusions
- (1)
- The Cu-Sn-P alloy is strain hardened during hot deformation, accompanied with recrystallization softening alternatively taking effect. Changes in dislocation density, textures, and grain sizes play different roles in flow stress behaviors of Cu-Sn-P alloy, and the dislocation density has a more evident effect. At higher temperatures, recrystallization softening gradually becomes the dominant factor.
- (2)
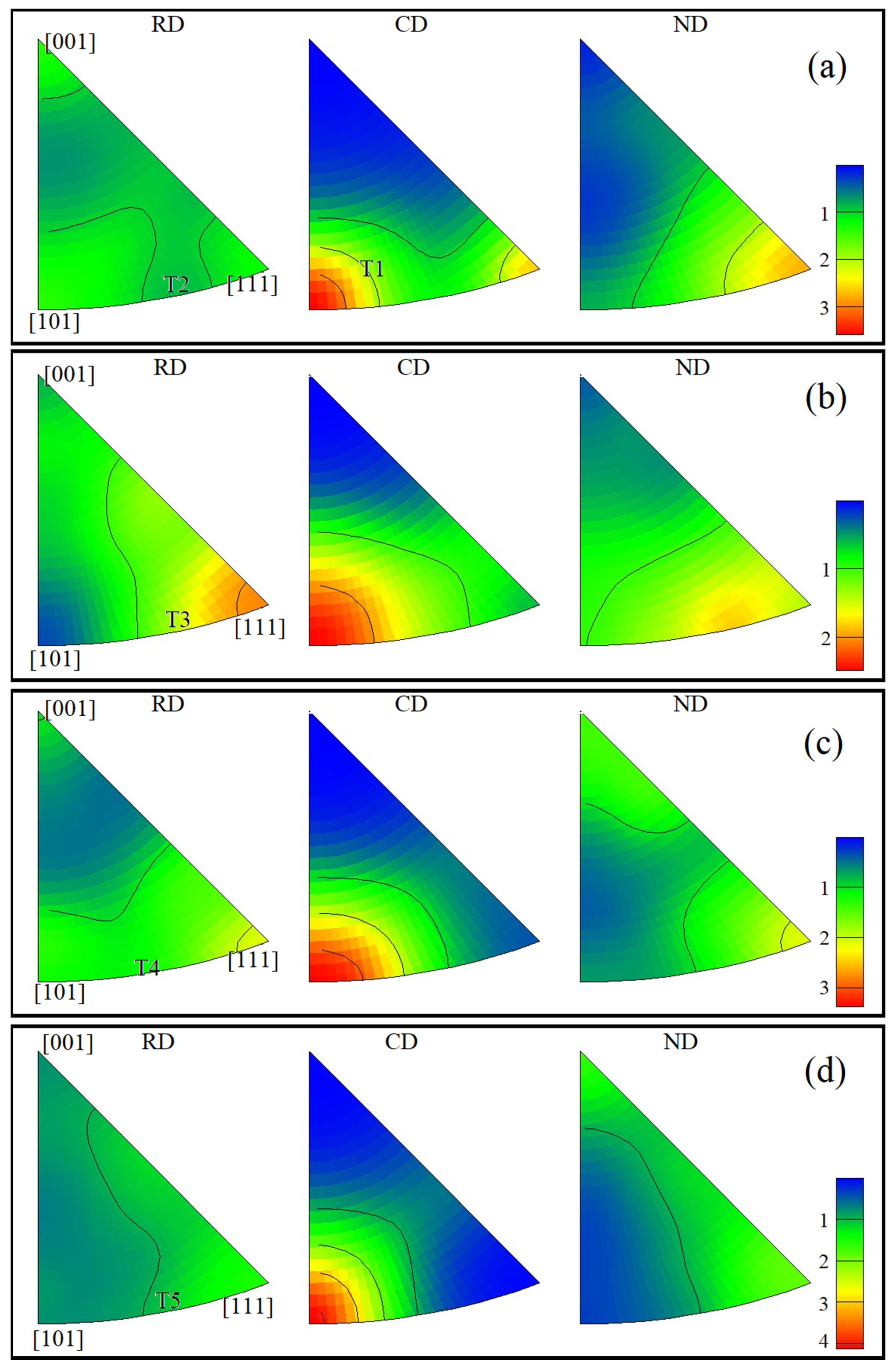
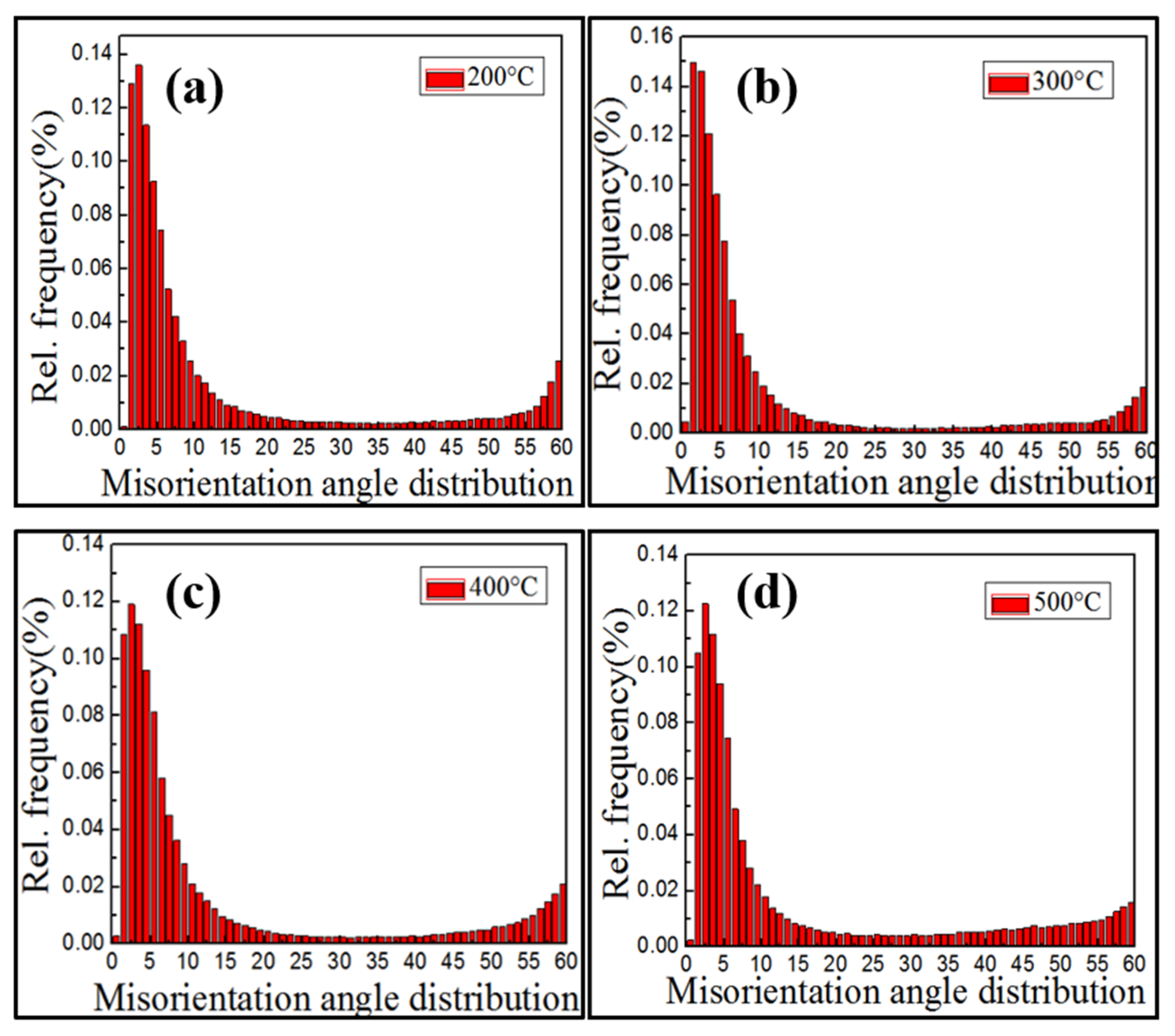
- LABs account for the majority of hot deformed microstructures. High dislocation density in this zone makes it easy to initiate the slipping systems. Deformation is realized through dislocation slips and the slip of edge dislocation pairs. Dislocation pile-up zones have high distortion energy and elements that are easy to diffuse because of which these zones are prone to recrystallization nucleation. At different temperatures, the maximum polar density of textures gradually increases, and there are preferred orientations of grains.
- (3)
- At 500 °C, stacking faults accumulate and promote the growth of twinning. The twin growth direction is mainly determined by the migration of HABs and the clustering of high-stress zones.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Hui, J.; Feng, Z.; Xue, C.; Gao, W. Effects of hot compression on distribution of Σ3n boundary and mechanical properties in Cu–Sn alloy. J. Mater. Sci. 2018, 53, 15308–15318. [Google Scholar] [CrossRef]
- Yin, Z.; Sun, F. The fast formation of Cu-Sn intermetallic compound in Cu/Sn/Cu system by induction heating process. Mater. Lett. 2018, 215, 207–210. [Google Scholar] [CrossRef]
- Hui, J.; Feng, Z.; Fan, W.; Yuan, X. The influence of power spinning and annealing temperature on microstructures and properties of Cu-Sn alloy. Mater. Charact. 2018, 144, 611–620. [Google Scholar] [CrossRef]
- Hui, J.; Feng, Z.; Fan, W.; Wang, P. Microstructures and mechanical properties of Cu-Sn alloy subjected to elevated-temperature heat deformation. Mater. Res. Express 2018, 5, 046511. [Google Scholar] [CrossRef]
- Robert, E.V.; Gunder, R.; De Wild, J.; Spindler, C.; Babbe, F.; Elanzeery, H.; Adib, R.E.; Treharne, R.; Miranda, H.P.C.; Wirtz, L.; et al. Synthesis, theoretical and experimental characterisation of thin film Cu2Sn1-xGexS3 ternary alloys (x = 0 to 1): Homogeneous intermixing of Sn and Ge. Acta Mater. 2018, 151, 125–136. [Google Scholar] [CrossRef]
- Liang, C.L.; Lin, K.L. The amorphous interphase formed in an intermetallic-free Cu/Sn couple during early stage electromigration. Scr. Mater. 2018, 155, 58–62. [Google Scholar] [CrossRef]
- Somidin, F.; Maeno, H.; Salleh, M.M.; Tran, X.Q.; McDonald, S.D.; Matsumura, S.; Nogita, K. Characterising the polymorphic phase transformation at a localised point on a Cu6Sn5 grain. Mater. Charact. 2018, 138, 113–119. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Gholinia, A.; Brough, I.; Humphreys, J.; McDonald, D.; Bate, P. A 3D EBSD investigation of dynamic recrystallisation in a Cu-Sn bronze. Microsc. Microanal. 2009, 15, 406–407. [Google Scholar] [CrossRef] [Green Version]
- Darling, K.A.; Rajagopalan, M.; Komarasamy, M.; Bhatia, M.A.; Hornbuckle, B.C.; Mishra, R.S.; Solanki, K.N. Extreme creep resistance in a microstructurally stable nanocrystalline alloy. Nature 2016, 537, 378–381. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.H.; Kim, H.; Kim, N.J. Brittle intermetallic compound makes ultrastrong low-density steel with large ductility. Nature 2015, 518, 77–79. [Google Scholar] [CrossRef] [PubMed]
- Fang, T.H.; Li, W.L.; Tao, N.R.; Lu, K. Revealing extraordinary intrinsic tensile plasticity in gradient nano-grained copper. Science 2011, 331, 1587–1590. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, W.; Lu, F.; Yang, R.; Tang, X.; Cui, H. Gleeble simulation of the HAZ in Inconel 617 welding. J. Mater. Process. Technol. 2015, 225, 221–228. [Google Scholar] [CrossRef]
- Miura, H.; Sakai, T. Nucleation of dynamic recrystallization at grain boundaries in copper bicrystals. Scr. Mater. 2004, 51, 671–675. [Google Scholar] [CrossRef]
- He, S.H.; He, B.B.; Zhu, K.Y.; Huang, M.X. Evolution of dislocation density in bainitic steel: Modeling and experiments. Acta Mater. 2018, 149, 46–56. [Google Scholar] [CrossRef]
- He, B.B.; Hu, B.; Yen, H.W.; Cheng, G.J.; Wang, Z.K.; Luo, H.W.; Huang, M.X. High dislocation density—Induced large ductility in deformed and partitioned steels. Science 2017, 357, 1029–1032. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhou, W.; Ren, X.; Ren, Y.; Yuan, S.; Ren, N.; Yang, X.; Adu-Gyamfi, S. Initial dislocation density effect on strain hardening in FCC aluminium alloy under laser shock peening. Philos. Mag. 2017, 97, 917–929. [Google Scholar] [CrossRef]
- Demkowicz, M.J.; Anderoglu, O.; Zhang, X.; Misra, A. The influence of ∑ 3 twin boundaries on the formation of radiation—Induced defect clusters in nanotwinned Cu. J. Mater. Res. 2011, 26, 1666–1675. [Google Scholar] [CrossRef]
- Hui, J.; Liu, W.; Wang, B. Theoretical study of the effects of alloying elements on Cu nanotwins. Sci. China Phys. Mech. Astron. 2020, 63, 104612. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sn | Al | Bi | Fe | Si | Sb | P | Cu |
|---|---|---|---|---|---|---|---|
| 7.5 | 0.002 | 0.002 | 0.05 | 0.002 | 0.002 | 0.2 | Bal |
| Misorientation | Frequency (%) | Frequency (%) | Frequency (%) | Frequency (%) |
|---|---|---|---|---|
| Deg | 200 °C | 300 °C | 400 °C | 500 °C |
| <5° | 0.47 | 0.52 | 0.44 | 0.44 |
| 5–15° | 0.30 | 0.29 | 0.32 | 0.27 |
| >15° | 0.23 | 0.19 | 0.24 | 0.29 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, J.; Zhang, L.; Du, F.; Yuan, X.; Wang, P. The Microstructural Evolution of Cu-Sn-P Alloy during Hot Deformation Process. Materials 2022, 15, 4501. https://doi.org/10.3390/ma15134501
Zhao J, Zhang L, Du F, Yuan X, Wang P. The Microstructural Evolution of Cu-Sn-P Alloy during Hot Deformation Process. Materials. 2022; 15(13):4501. https://doi.org/10.3390/ma15134501
Chicago/Turabian StyleZhao, Junsheng, Limin Zhang, Fengming Du, Xia Yuan, and Pengfei Wang. 2022. "The Microstructural Evolution of Cu-Sn-P Alloy during Hot Deformation Process" Materials 15, no. 13: 4501. https://doi.org/10.3390/ma15134501