
Investigating the Behavior of Waste Alumina Powder and Nylon Fibers for Eco-Friendly Production of Self-Compacting Concrete

 , , and
, , and
Abstract
:1. Introduction
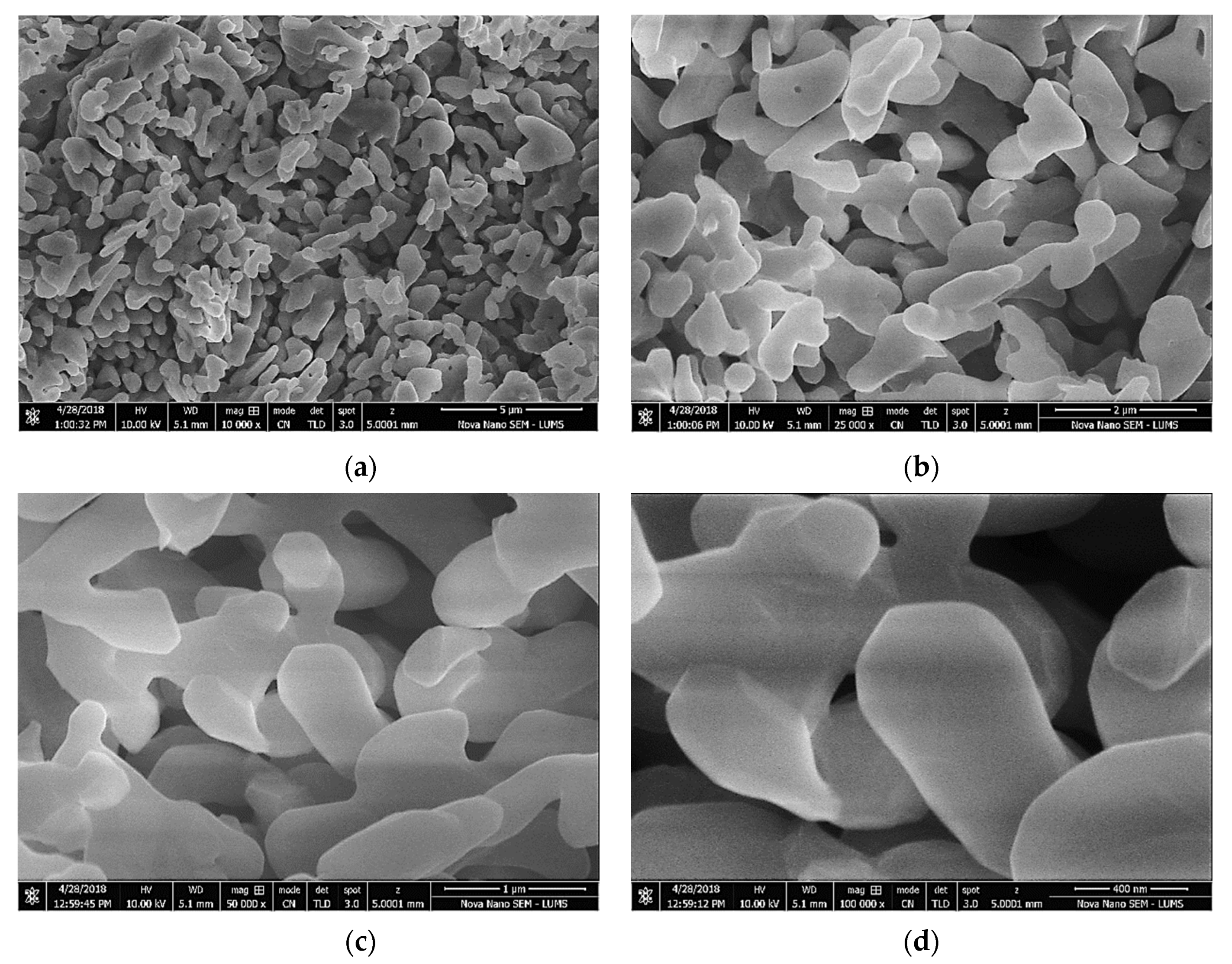
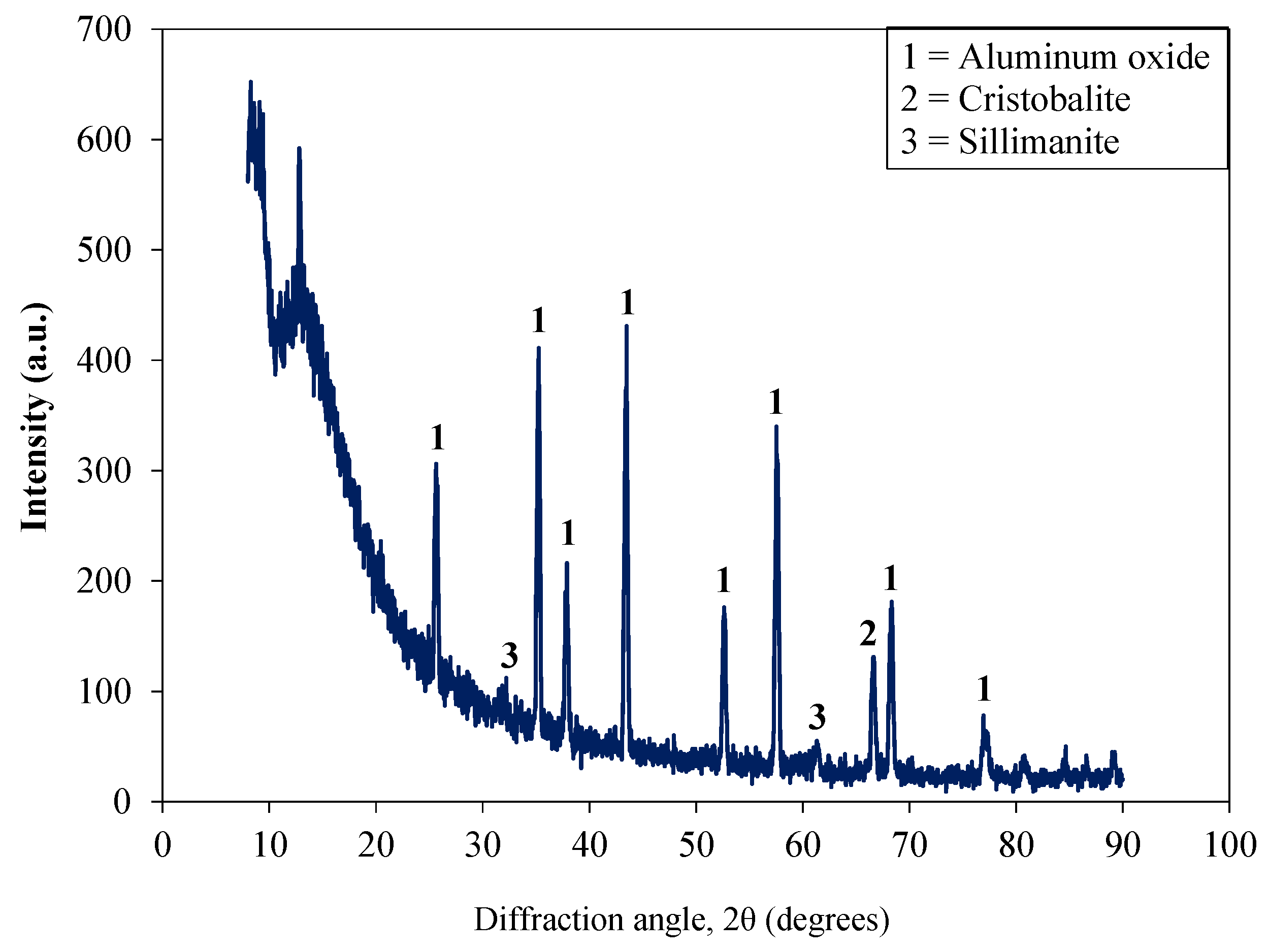
2. Materials and Mixture Proportions
3. Experimental Procedures
4. Results and Discussion
4.1. Fresh Properties
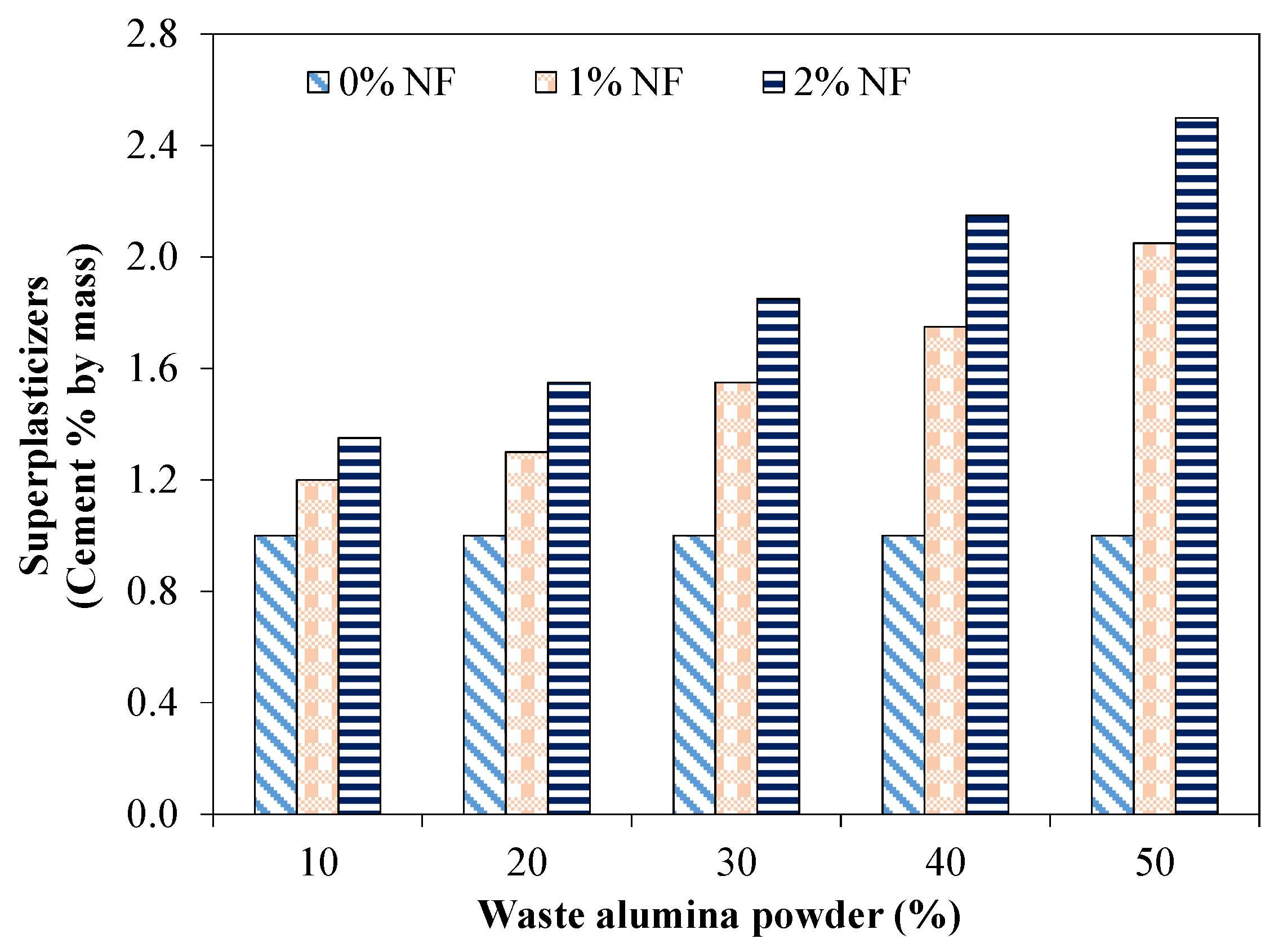
4.1.1. Superplasticizer Dosage
4.1.2. Slump Flow Time
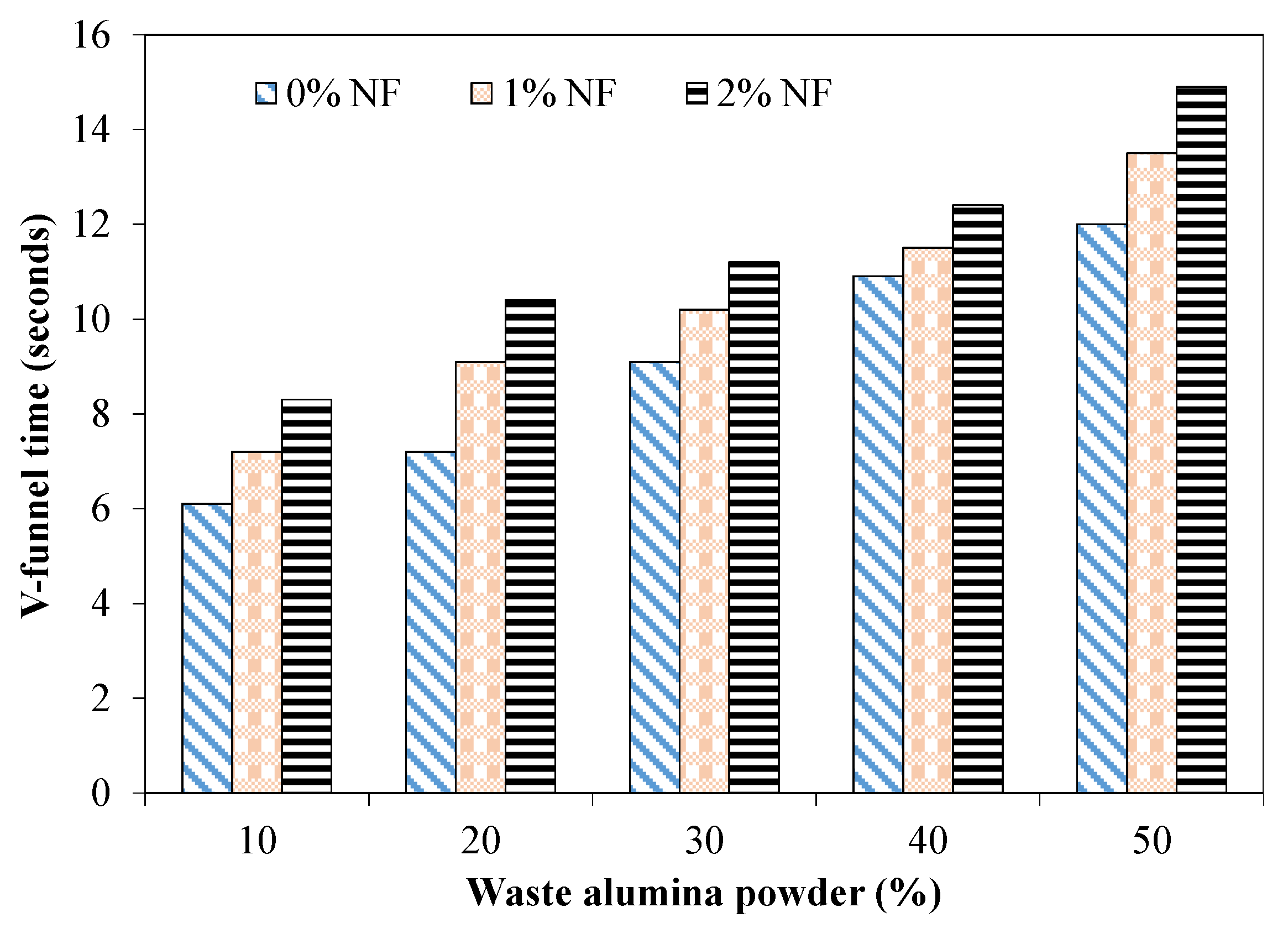
4.1.3. V-Funnel Test
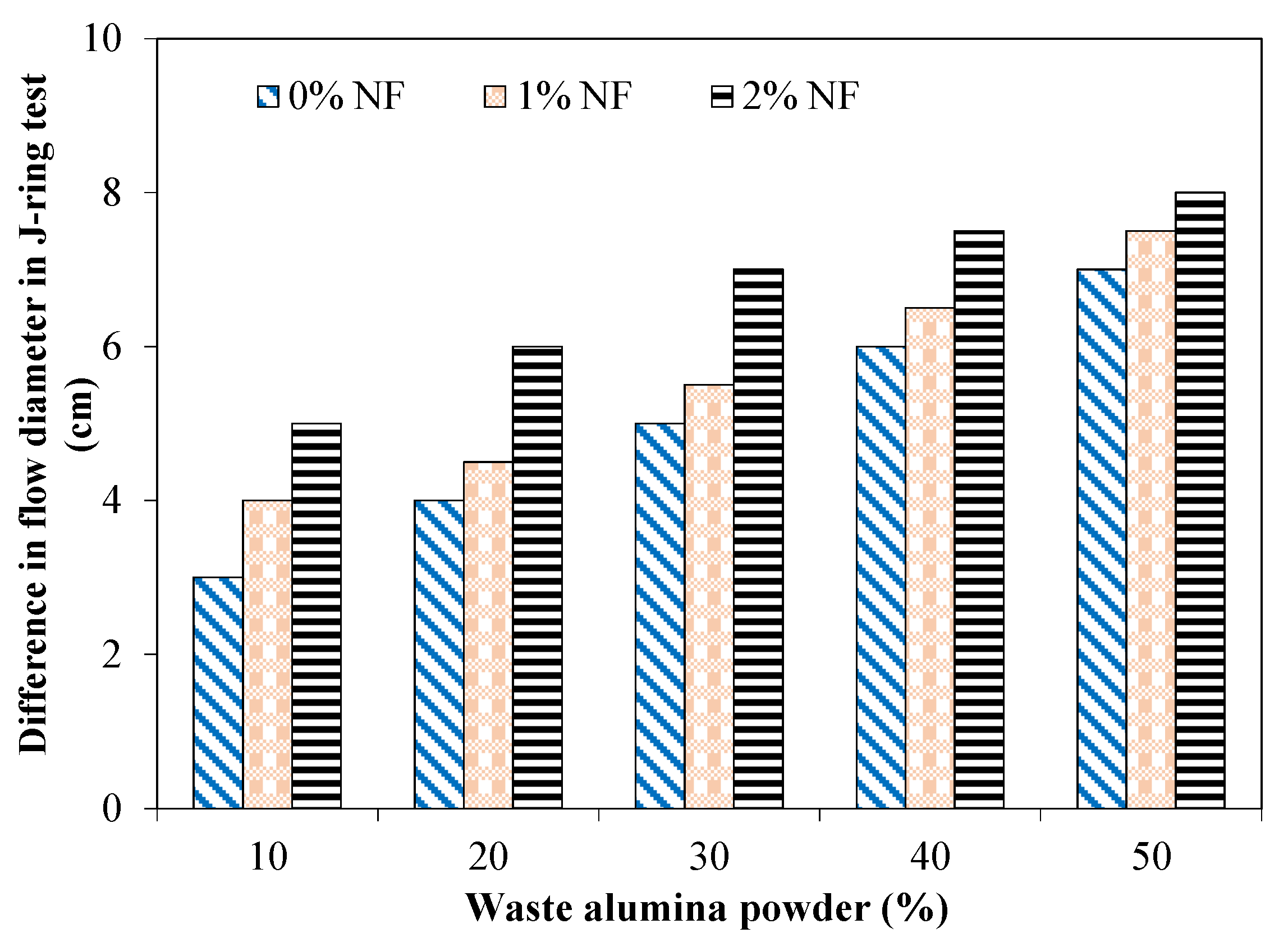
4.1.4. Blocking Assessment
4.2. Hardened Properties
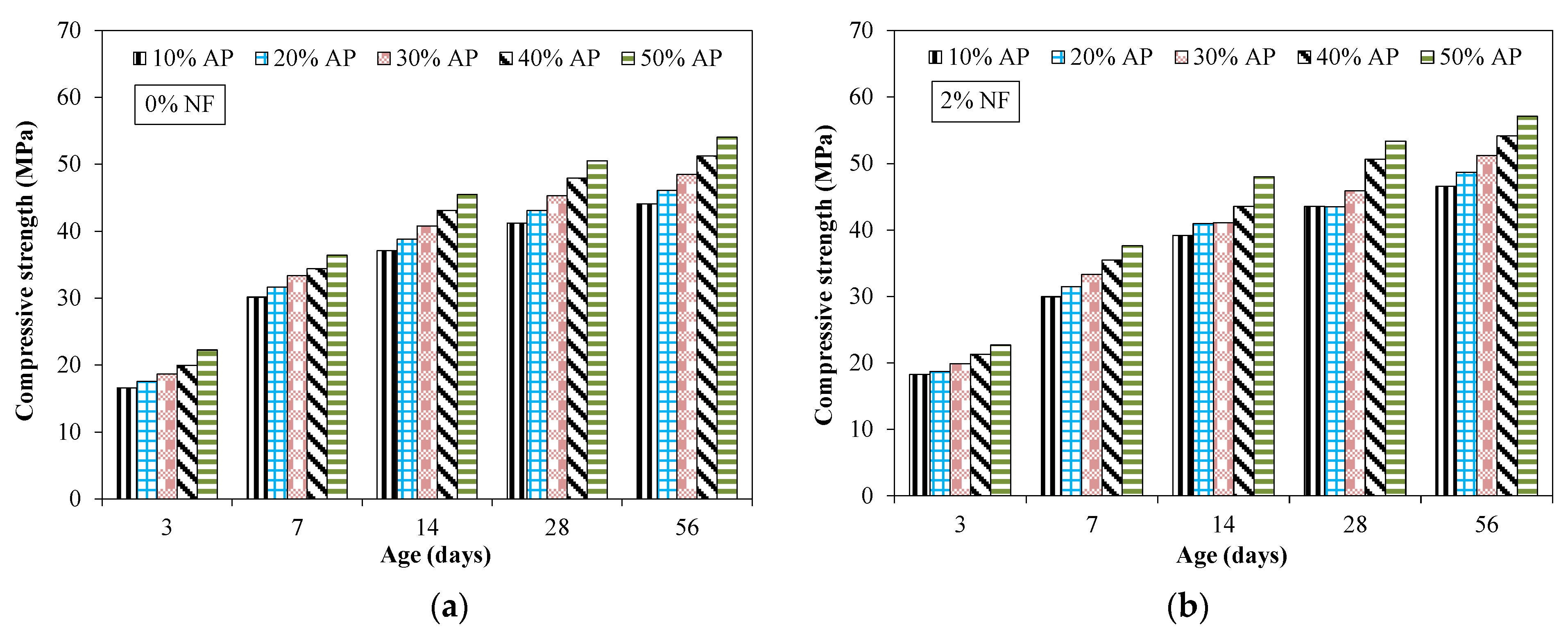
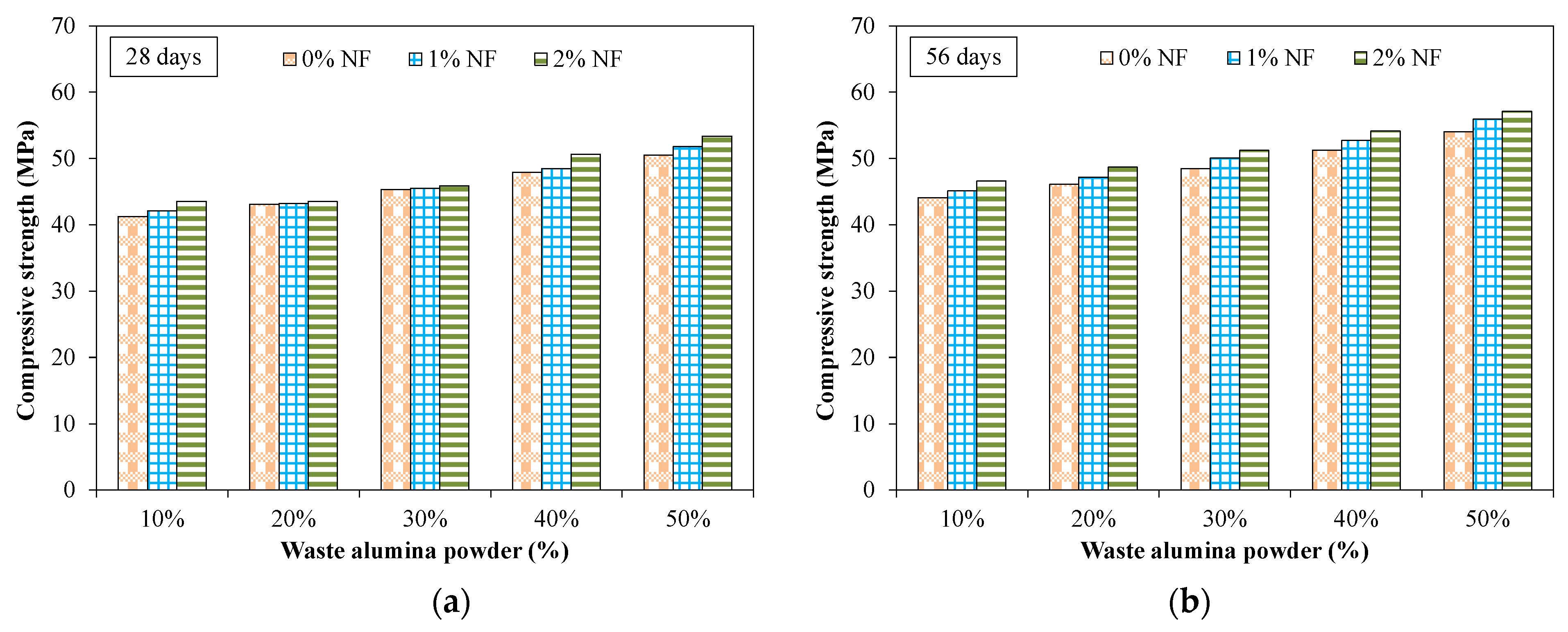
4.2.1. Compressive Strength
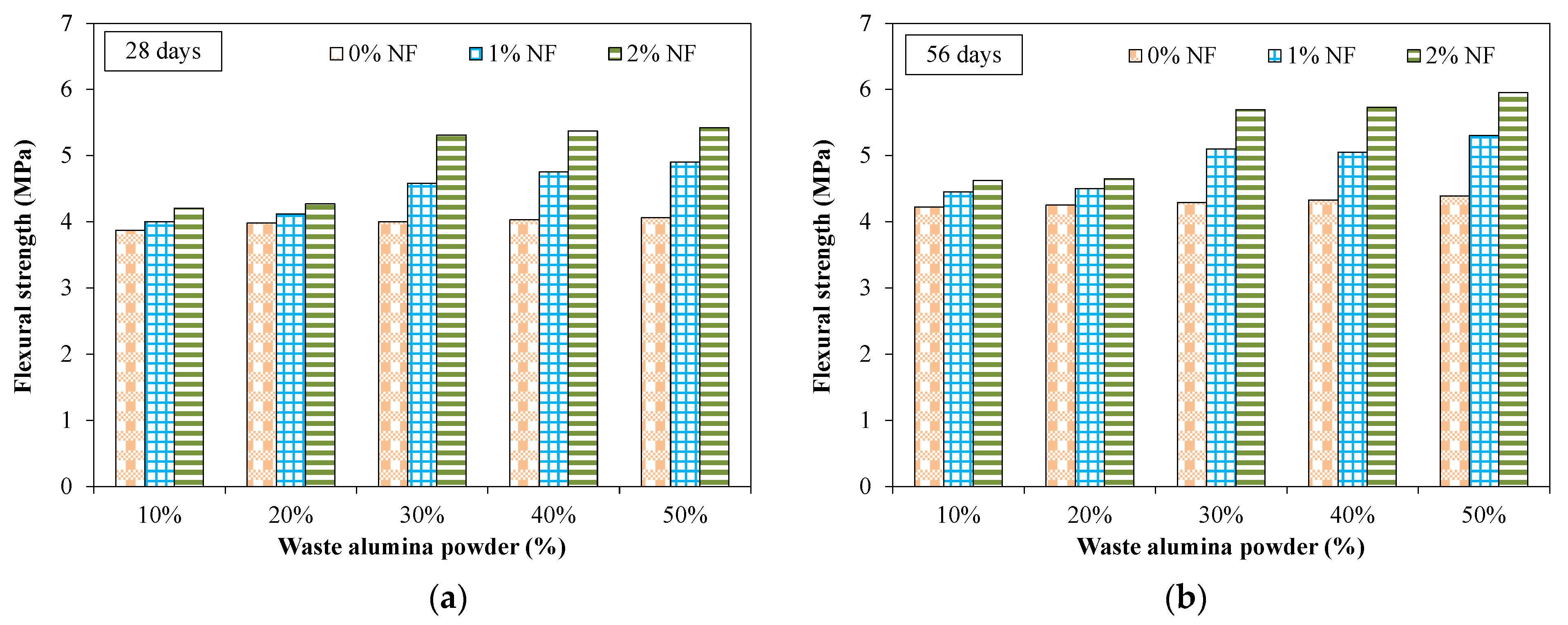
4.2.2. Flexural Strength
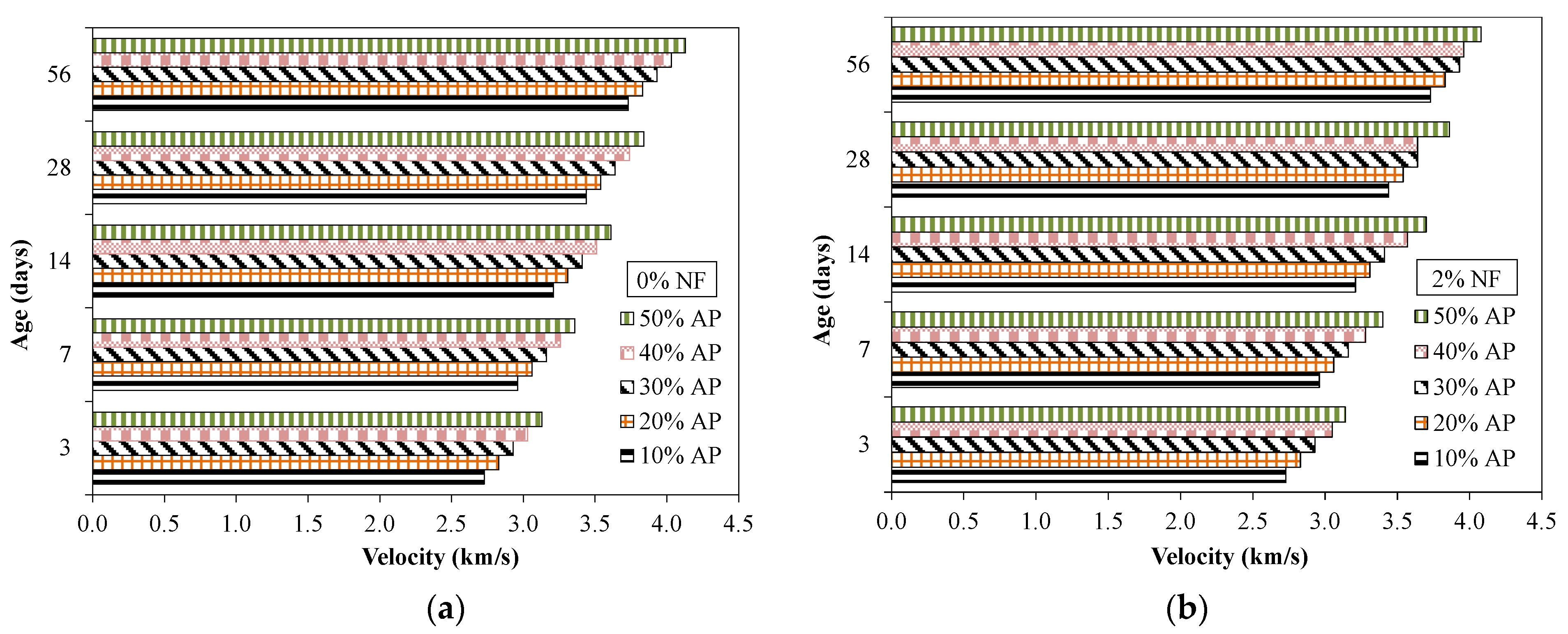
4.2.3. Ultrasonic Pulse Velocity Test
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shokravi, H.; Shokravi, H.; Bakhary, N.; Heidarrezaei, M.; Rahimian Koloor, S.S.; Petru, M. Application of the subspace-based methods in health monitoring of civil structures: A Systematic review and meta-analysis. Appl. Sci. 2020, 10, 3607. [Google Scholar] [CrossRef]
- Shokravi, H.; Shokravi, H.; Shokravi, N.; Bakhary, N.; Koloor, S.S.R.; Petru, M. Health monitoring of civil infrastructures by subspace system identification method: An overview. Appl. Sci. 2020, 10, 2786. [Google Scholar] [CrossRef] [Green Version]
- American Concrete Institute. ACI 237R. Self Consolidating Concrete; Report by ACI Committee 237; American Concrete Institute: Farmington Hills, MI, USA, 2007. [Google Scholar]
- EFNARC. Specifications and Guidelines for Self-Compacting Concrete; Association House: London, UK, 2002; pp. 32–34. [Google Scholar]
- Okamura, H.; Ouchi, M. Self-compacting concrete. J. Adv. Concr. Technol. 2003, 1, 5–15. [Google Scholar] [CrossRef]
- Moravvej, M.; Rashidi, M. Structural performance of self-compacting concrete. In Self-Compacting Concrete: Materials, Properties and Applications; Elsevier: Amsterdam, The Netherlands, 2020; pp. 371–387. [Google Scholar]
- Ouchi, M.; Nakamura, S.; Osterson, T.; Lwin, M. Application of self compacting concrete in Japan, Europe and United States. In Proceedings of the 2003 International Symposium on High Performance Concrete, Orlando, FL, USA, 19–22 October 2003; pp. 1–20. [Google Scholar]
- Domone, P.; Jin, J. Properties of mortar for self-compacting concrete. In Proceedings of the Self-Compacting Concrete, Stockholm, Sweden, 13–14 September 1999; pp. 109–120. [Google Scholar]
- Maia, L.; Neves, D. Developing a commercial self-compacting concrete without limestone filler and with volcanic aggregate materials. Procedia Struct. Integr. 2017, 5, 147–154. [Google Scholar] [CrossRef]
- Ramkumar, K.B.; Rajkumar, P.R.K.; Ahmmad, S.N.; Jegan, M. A review on performance of self-compacting concrete–use of mineral admixtures and steel fibres with artificial neural network application. Constr. Build. Mater. 2020, 261, 120215. [Google Scholar] [CrossRef]
- Simonsson, P.; Emborg, M. Industrialized construction: Benefits using SCC in cast in-situ construction. Nord. Concr. Res. 2009, 39, 33–52. [Google Scholar]
- Ghasemi, M.; Rasekh, H.; Berenjian, J.; AzariJafari, H. Dealing with workability loss challenge in SCC mixtures incorporating natural pozzolans: A study of natural zeolite and pumice. Constr. Build. Mater. 2019, 222, 424–436. [Google Scholar] [CrossRef]
- Gholhaki, M.; Kheyroddin, A.; Hajforoush, M.; Kazemi, M. An investigation on the fresh and hardened properties of selfcompacting concrete incorporating magnetic water with various pozzolanic materials. Constr. Build. Mater. 2018, 158, 173–180. [Google Scholar] [CrossRef]
- Jalal, M.; Mansouri, E.; Sharifipour, M.; Pouladkhan, A.R. Mechanical, rheological, durability and microstructural properties of high performance self-compacting concrete containing SiO2 micro and nanoparticles. Mater. Des. 2012, 34, 389–400. [Google Scholar] [CrossRef]
- Sua-Iam, G.; Makul, N. Use of increasing amounts of bagasse ash waste to produce self-compacting concrete by adding limestone powder waste. J. Clean. Prod. 2013, 57, 308–319. [Google Scholar] [CrossRef]
- Rizwan, S.A. High performance mortars and concretes using secondary raw materials. Ph.D. Thesis, Technical University, Freiberg, Germany, October 2006; pp. 1–132. [Google Scholar]
- Rizwan, S.A.; Bier, T.A. Early volume changes of high-performance self-compacting cementitious systems containing pozzolanic powders. In Proceedings of the RIELM Conference on Volume Changes of Hardening Concrete: Testing and Mitigation, Lyngby, Denmark, 20–23 August 2006; pp. 283–292. [Google Scholar]
- Hameed, A.; Qazi, A.; Abbas, S.; Rehaman, A. Self compacting concrete: Use of waste marble powder as filler. Pak. J. Eng. Appl. Sci. 2016, 18, 1–10. [Google Scholar]
- Pathak, N.; Siddique, R. Properties of self-compacting-concrete containing fly ash subjected to elevated temperatures. Constr. Build. Mater. 2012, 30, 274–280. [Google Scholar] [CrossRef]
- Satish, K.; Kumar, S.; Rai, B. Self compacting concrete using fly ash and silica fumes as pozzolanic material. J. Eng. Technol. 2017, 6, 394–407. [Google Scholar]
- Cabrera, M.; Martinez-Echevarria, M.J.; Lopez-Alonso, M.; Agrela, F.; Rosales, J. Self-compacting recycled concrete using biomass bottom ash. Materials 2021, 14, 6084. [Google Scholar] [CrossRef]
- De Matos, P.R.; Oliveira, J.C.P.; Medina, T.M.; Magalhaes, D.C.; Gleize, O.J.P.; Schankoski, R.A.; Pilar, R. Use of air-cooled blast furnace slag as supplementary cementitious material for self-compacting concrete production. Constr. Build. Mater. 2020, 262, 120102. [Google Scholar] [CrossRef]
- De Matos, P.R.; Sakata, R.D.; Gleize, P.J.P.; de Brito, J.; Repette, W.L. Eco-friendly ultra-high performance cement pastes produced with quarry wastes as alternative fillers. J. Clean. Prod. 2020, 269, 122308. [Google Scholar] [CrossRef]
- Oltulu, M.; Sahin, R. Single and combined effects of nano-SiO2, nano-Al2O3 and nano-Fe2O3 powders on compressive strength and capillary permeability of cement mortar containing silica fume. Mater. Sci. Eng. A 2011, 528, 7012–7019. [Google Scholar] [CrossRef]
- Sadrmomtazi, A.; Fasihi, A. The role of nano-SiO2 addition in the mechanical properties of RHA composite cement mortars. In Advanced Materials Research; Trans Tech Publications: Zurich, Switzerland, 2012; pp. 18–25. [Google Scholar]
- Agarkar, S.; Joshi, M. Study of effect of Al2O3 nanoparticles on the compressive strength and workability of blended concrete. Int. J. Curr. Res. 2012, 4, 382–384. [Google Scholar]
- Shokravi, H.; Yasouj, S.E.; Koloor, S.S.R.; Petru, M.; Heidarrezai, M. Effect of alumina additives on mechanical and fresh properties of self compacting concrete: A review. Processes 2021, 9, 554. [Google Scholar] [CrossRef]
- Lashari, M.H.; Memon, N.A.; Memon, M.A. Effect of nylon fibers in self compacting concrete. Civ. Eng. J. 2021, 7, 1426–1436. [Google Scholar] [CrossRef]
- Yasouj, S.E.; Heidari, N.; Shokravi, H. Influence of waste alumina powder on self compacting concrete resistance under elevated temperature. J. Build. Eng. 2021, 41, 102360. [Google Scholar] [CrossRef]
- Qin, Y.; Li, M.; Li, Y.; Ma, W.; Xu, Z.; Chai, J.; Zhou, H. Effects of nylon fiber and nylon fiber fabric on the permeability of cracked concrete. Constr. Build. Mater. 2021, 274, 121786. [Google Scholar] [CrossRef]
- ASTM C150; Standard Specification for Portland Cement. American Society for Testing and Materials: Philadelphia, PA, USA, 2001.
- ASTM C1611; Standard Test Method for Slump Flow of Self-Consolidating Concrete. American Society for Testing and Materials: Philadelphia, PA, USA, 2011.
- ASTM C1621; Standard Test Method for Passing Ability of Self-Consolidating Concrete by J-Ring. American Society for Testing and Materials: Philadelphia, PA, USA, 2011.
- ASTM C39; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. American Society for Testing and Materials: Philadelphia, PA, USA, 2011.
- ASTM C1609; Standard Test Method for Flexural Performance of Fiber-Reinforced Concrete (Using Beam with Third-Point Loading). American Society for Testing and Materials: Philadelphia, PA, USA, 2012.
- ASTM C597; Standard Test Method for Pulse Velocity through Concrete. American Society for Testing and Materials: Philadelphia, PA, USA, 2011.
- Benaicha, M.; Alaoui, A.H.; Jalbaud, O.; Burtschell, Y. Dosage effect of superplasticizer on self-compacting concrete: Correlation between rheology and strength. J. Mater. Res. Technol. 2019, 8, 2063–2069. [Google Scholar] [CrossRef]
- Arimanwa, J.I.; Onwuka, D.O.; Arimanwa, M.C.; Onwuka, U.S. Prediction of the compressive strength of aluminum waste-cement concrete using Scheffe’s theory. ASCE J. Mater. Civ. Eng. 2012, 24, 177–183. [Google Scholar] [CrossRef]
- Sua-iam, G.; Makul, N. Use of recycled alumina as fine aggregate replacement in self-compacting concrete. Constr. Build. Mater. 2013, 47, 701–710. [Google Scholar] [CrossRef]
- Nazari, A.; Riahi, S.; Riahi, S.; Shamekhi, S.F.; Khademno, A. Influence of Al2O3 nanoparticles on the compressive strength and workability of blended concrete. J. Am. Sci. 2010, 6, 6–9. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituents | Cement (%) | AP (%) |
|---|---|---|
| SiO2 | 17.17 | 2.56 |
| Al2O3 | 5.50 | 91.47 |
| Fe2O3 | 3.20 | 1.08 |
| MgO | 1.48 | 0.05 |
| CaO | 64.12 | 1.16 |
| Na2O | 1.89 | 0.54 |
| K2O | 1.18 | 0.39 |
| Constituents | Fine Aggregate | Coarse Aggregate |
|---|---|---|
| Specific gravity | 2.88 | 2.75 |
| Water absorption | 1.40% | 0.30% |
| Fineness modulus | 2.20 | 2.60 |
| Properties | Description/Values |
|---|---|
| Color | Light brown |
| Physical appearance | Liquid |
| Viscosity | 130 cps |
| pH value | 6.7 |
| Relative density | 1.2 |
| Constituents | Mass/Cement Mass |
|---|---|
| Cement | 1.00 |
| Sand | 2.05 |
| Crush | 1.78 |
| Water | 0.35 |
| AP | ## |
| NF | !! |
| NF | AP | Compressive Strength (COV, %) | ||||
|---|---|---|---|---|---|---|
| 3 Days | 7 Days | 14 Days | 28 Days | 56 Days | ||
| 0% | 10% | 0.90 | 0.41 | 0.50 | 0.82 | 1.20 |
| 20% | 0.42 | 0.68 | 0.45 | 0.32 | 1.05 | |
| 30% | 0.50 | 0.82 | 0.35 | 0.95 | 0.85 | |
| 40% | 0.93 | 0.42 | 0.55 | 0.80 | 0.95 | |
| 50% | 0.97 | 0.32 | 0.44 | 0.75 | 1.12 | |
| 1% | 10% | 0.68 | 0.21 | 0.35 | 0.45 | 0.80 |
| 20% | 0.15 | 0.35 | 0.57 | 0.58 | 0.30 | |
| 30% | 0.50 | 0.48 | 0.27 | 0.70 | 0.74 | |
| 40% | 0.34 | 0.29 | 0.85 | 0.95 | 0.85 | |
| 50% | 0.78 | 0.35 | 1.01 | 1.21 | 1.05 | |
| 2% | 10% | 0.32 | 0.52 | 0.35 | 0.58 | 1.12 |
| 20% | 0.42 | 0.87 | 0.89 | 0.75 | 0.40 | |
| 30% | 0.12 | 0.18 | 0.15 | 0.81 | 0.68 | |
| 40% | 0.25 | 0.16 | 0.24 | 0.55 | 0.74 | |
| 50% | 0.95 | 0.85 | 0.78 | 1.02 | 0.30 | |
| NF | AP | Flexural Strength (COV, %) | ||||
|---|---|---|---|---|---|---|
| 3 Days | 7 Days | 14 Days | 28 Days | 56 Days | ||
| 0% | 10% | 0.90 | 0.30 | 0.80 | 0.85 | 0.75 |
| 20% | 0.65 | 0.42 | 0.14 | 0.68 | 0.52 | |
| 30% | 0.95 | 0.51 | 0.32 | 0.26 | 0.38 | |
| 40% | 0.45 | 0.25 | 0.65 | 0.48 | 0.65 | |
| 50% | 0.13 | 0.12 | 0.82 | 0.19 | 0.16 | |
| 1% | 10% | 0.12 | 0.22 | 0.35 | 0.25 | 0.28 |
| 20% | 0.62 | 0.42 | 0.68 | 0.45 | 0.35 | |
| 30% | 0.25 | 0.40 | 0.38 | 0.18 | 0.15 | |
| 40% | 0.15 | 0.20 | 0.18 | 0.35 | 0.24 | |
| 50% | 0.25 | 0.75 | 0.63 | 0.55 | 0.72 | |
| 2% | 10% | 0.70 | 0.19 | 0.11 | 0.20 | 0.40 |
| 20% | 0.10 | 0.11 | 0.17 | 0.72 | 0.10 | |
| 30% | 0.18 | 0.72 | 0.92 | 0.13 | 0.19 | |
| 40% | 0.21 | 0.14 | 0.52 | 0.18 | 0.11 | |
| 50% | 0.13 | 0.20 | 0.13 | 0.21 | 0.82 | |
| NF | AP | Ultrasonic Pulse Velocity (COV, %) | ||||
|---|---|---|---|---|---|---|
| 3 Days | 7 Days | 14 Days | 28 Days | 56 Days | ||
| 0% | 10% | 0.60 | 0.10 | 0.18 | 0.18 | 0.52 |
| 20% | 0.32 | 0.30 | 0.15 | 0.42 | 0.92 | |
| 30% | 0.80 | 0.82 | 0.18 | 0.65 | 0.17 | |
| 40% | 0.11 | 0.15 | 0.92 | 0.16 | 0.20 | |
| 50% | 0.18 | 0.20 | 0.10 | 0.52 | 0.65 | |
| 2% | 10% | 0.70 | 0.10 | 0.82 | 0.10 | 0.92 |
| 20% | 0.10 | 0.15 | 0.52 | 0.19 | 0.65 | |
| 30% | 0.16 | 0.19 | 0.10 | 0.14 | 0.11 | |
| 40% | 0.18 | 0.10 | 0.18 | 0.21 | 0.82 | |
| 50% | 0.65 | 0.83 | 0.62 | 0.14 | 0.73 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abbas, S.; Ishaq, M.A.A.; Kazmi, S.M.S.; Munir, M.J.; Ali, S. Investigating the Behavior of Waste Alumina Powder and Nylon Fibers for Eco-Friendly Production of Self-Compacting Concrete. Materials 2022, 15, 4515. https://doi.org/10.3390/ma15134515
Abbas S, Ishaq MAA, Kazmi SMS, Munir MJ, Ali S. Investigating the Behavior of Waste Alumina Powder and Nylon Fibers for Eco-Friendly Production of Self-Compacting Concrete. Materials. 2022; 15(13):4515. https://doi.org/10.3390/ma15134515
Chicago/Turabian StyleAbbas, Safeer, Malik Asad Ali Ishaq, Syed Minhaj Saleem Kazmi, Muhammad Junaid Munir, and Shahid Ali. 2022. "Investigating the Behavior of Waste Alumina Powder and Nylon Fibers for Eco-Friendly Production of Self-Compacting Concrete" Materials 15, no. 13: 4515. https://doi.org/10.3390/ma15134515