
Correlation between Microstructure and Mechanical Properties of Heat-Treated Novel Powder Metallurgy Superalloy


Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
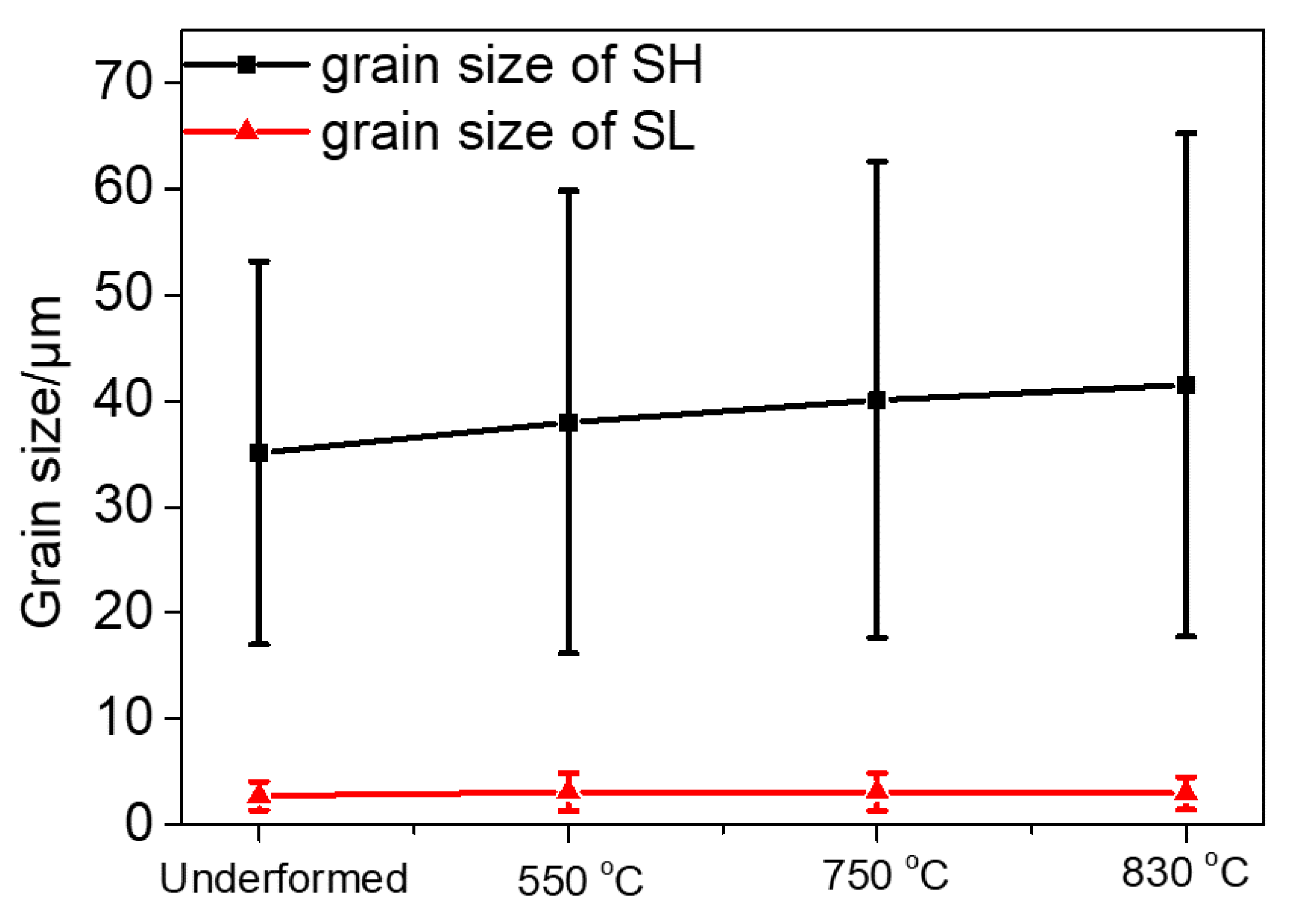
4.1. Effect of Solution Treatment on Microstructures of Superalloy
4.2. Effect of Solution Treatment on Mechanical Performance at High Temperature
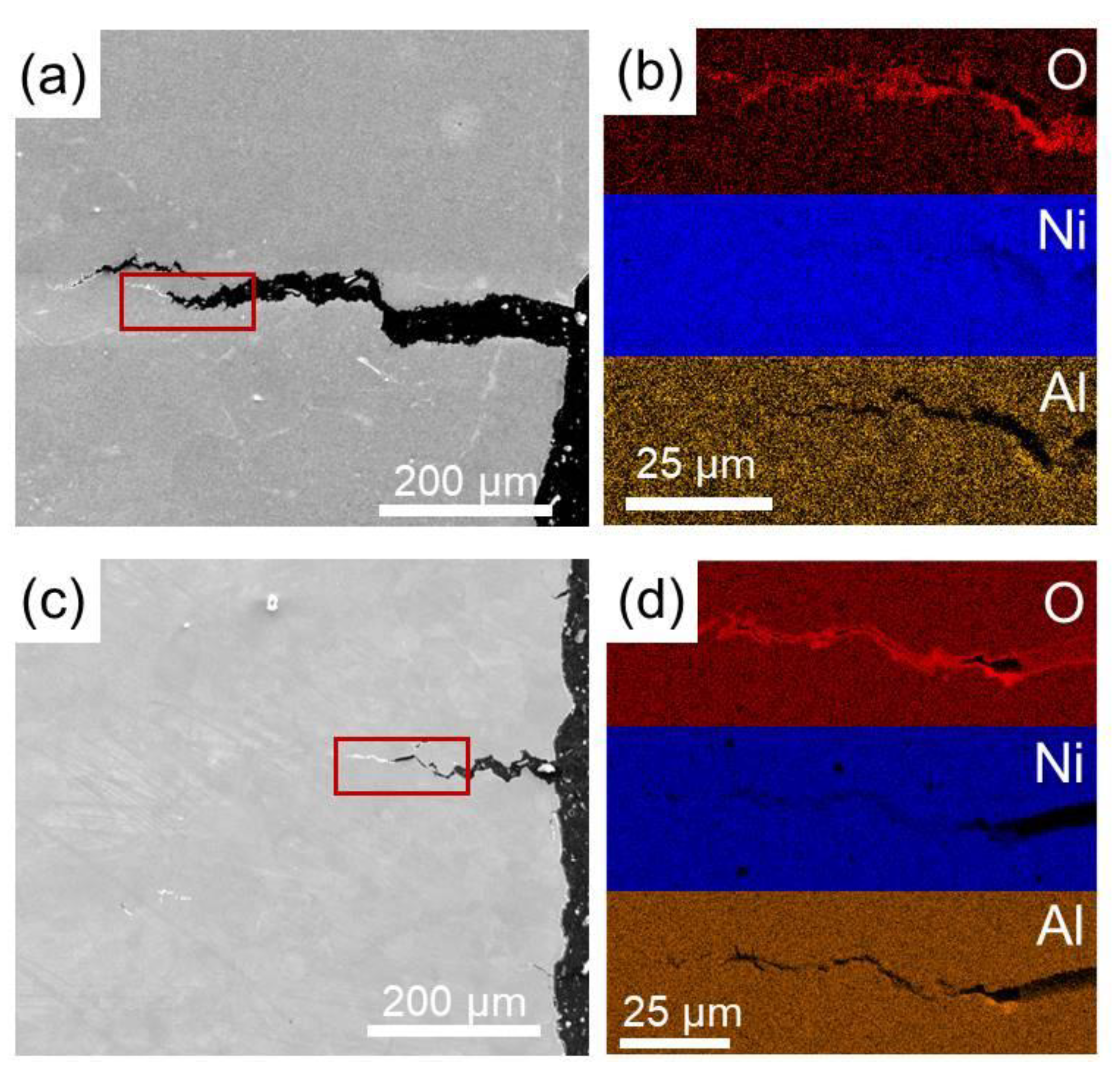
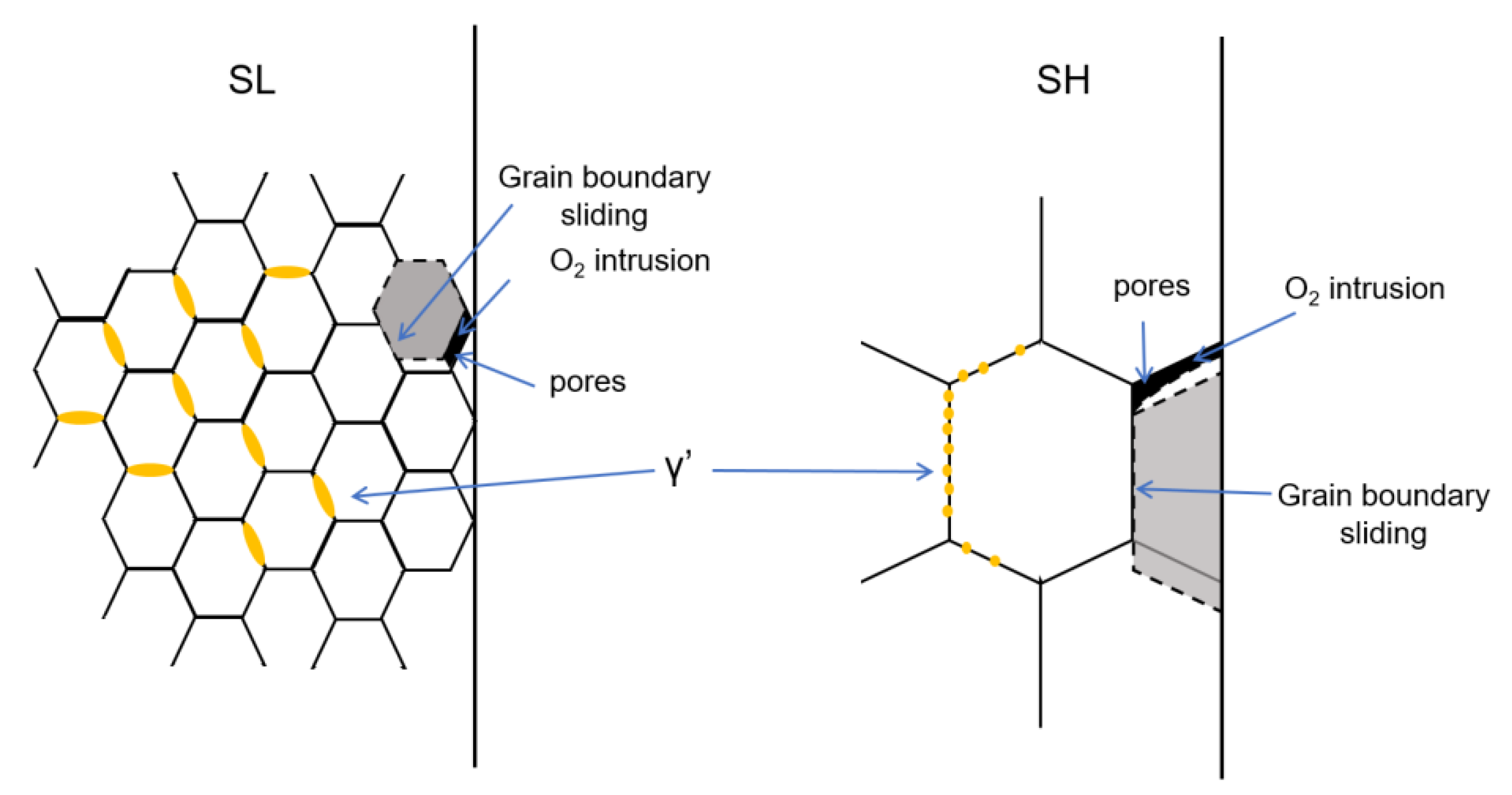
4.3. Oxidation Assisted Brittleness for Superalloy
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sun, B.; Zhang, T.; Song, L.; Zhang, L. Microstructural evolution and dynamic recrystallization of a nickel-based superalloy PM EP962NP during hot deformation at 1150 °C. J. Mater. Res. Technol. 2022, 18, 1436–1449. [Google Scholar] [CrossRef]
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: New York, NY, USA, 2006. [Google Scholar]
- Ghoussoub, J.N.; Klupś, P.; Dick-Cleland, W.J.; Rankin, K.E.; Utada, S.; Bagot, P.A.; McCartney, D.G.; Tang, Y.T.; Reed, R.C. A new class of alumina-forming superalloy for 3D printing. Addit. Manuf. 2022, 52, 102608. [Google Scholar] [CrossRef]
- Peng, Z.; Zou, J.; Yang, J.; Tian, G.; Wang, X. Influence of γ’ precipitate on deformation and fracture during creep in PM nickel-based superalloy. Prog. Nat. Sci. Mater. Int. 2021, 31, 303–309. [Google Scholar] [CrossRef]
- Jiang, R.; Song, Y.; Reed, P. Fatigue crack growth mechanisms in powder metallurgy Ni-based superalloys—A review. Int. J. Fatigue 2020, 141, 105887. [Google Scholar] [CrossRef]
- Teng, J.; Gong, X.; Yang, B.; Yu, S.; Liu, J.; Li, Y. Influence of Ti addition on oxidation behavior of Ni-Cr-W-based superalloys. Corros. Sci. 2021, 193, 109882. [Google Scholar] [CrossRef]
- Teng, J.; Gong, X.; Yang, B.; Yu, S.; Lai, R.; Liu, J.; Li, Y. High temperature oxidation behavior of a novel Ni-Cr-W-Al-Ti superalloy. Corros. Sci. 2022, 198, 110141. [Google Scholar] [CrossRef]
- Domingue, J.; Boesch, W.; Radavich, J. Phase Relationships in Rene’ 95. In Proceedings of the 1980 Fourth International Symposium on Superalloys, TMS, Champion, PA, USA, 21–25 September 1980; pp. 335–344. [Google Scholar] [CrossRef]
- Wlodek, S.; Kelly, M.; Alden, D.A. The Structure of Rene’ 88DT. In Proceedings of the 1996 Eighth International Symposium on Superalloys, TMS, Champion, PA, USA, 22–26 September 1996; pp. 129–136. [Google Scholar] [CrossRef]
- Gao, Y.; Stölken, J.; Kumar, M.; Ritchie, R. High-cycle fatigue of nickel-base superalloy René 104 (ME3): Interaction of microstructurally small cracks with grain boundaries of known character. Acta Mater. 2007, 55, 3155–3167. [Google Scholar] [CrossRef]
- Knowles, D.M.; Hunt, D.W. The influence of microstructure and environment on the crack growth behavior of powder metallurgy nickel superalloy RR1000. Metall. Mater. Trans. A 2002, 33, 3165–3172. [Google Scholar] [CrossRef]
- Long, H.; Mao, S.; Liu, Y.; Zhang, Z.; Han, X. Microstructural and compositional design of Ni-based single crystalline superalloys—A review. J. Alloy. Compd. 2018, 743, 203–220. [Google Scholar] [CrossRef]
- Wu, Y.; Li, C.; Xia, X.; Liang, H.; Qi, Q.; Liu, Y. Precipitate coarsening and its effects on the hot deformation behavior of the recently developed γ’-strengthened superalloys. J. Mater. Sci. Technol. 2020, 67, 95–104. [Google Scholar] [CrossRef]
- Ye, X.; Yang, B.; Nie, Y.; Yu, S.; Li, Y. Influence of Nb addition on the oxidation behavior of novel Ni-base superalloy. Corros. Sci. 2021, 185, 109436. [Google Scholar] [CrossRef]
- Ye, X.; Yang, B.; Lai, R.; Liu, J.; Yu, S.; Li, Y. Effect of Nb addition on the internal oxidation of novel Ni-base superalloy. Corros. Sci. 2022, 198, 110100. [Google Scholar] [CrossRef]
- Wu, H.; Li, J.; Liu, F.; Huang, L.; Zeng, X.; Fang, Q.; Huang, Z.; Jiang, L. A high-throughput methodology search for the optimum cooling rate in an advanced polycrystalline nickel base superalloy. Mater. Des. 2017, 128, 176–181. [Google Scholar] [CrossRef]
- Wu, H.; Huang, Z.; Zhou, N.; Chen, J.; Zhou, P.; Jiang, L. A study of solution cooling rate on γ’ precipitate and hardness of a polycrystalline Ni-based superalloy using a high-throughput methodology. Mater. Sci. Eng. A 2019, 739, 473–479. [Google Scholar] [CrossRef]
- Alabort, E.; Barba, D.; Sulzer, S.; Lißner, M.; Petrinic, N.; Reed, R. Grain boundary properties of a nickel-based superalloy: Characterisation and modelling. Acta Mater. 2018, 151, 377–394. [Google Scholar] [CrossRef]
- Antonov, S.; Huo, J.; Feng, Q.; Isheim, D.; Seidman, D.N.; Helmink, R.C.; Sun, E.; Tin, S. σ and η Phase formation in advanced polycrystalline Ni-base superalloys. Mater. Sci. Eng. A 2017, 687, 232–240. [Google Scholar] [CrossRef] [Green Version]
- Liu, F.; Xiao, X.; Huang, L.; Tan, L.; Liu, Y. Design of NiCoCrAl eutectic high entropy alloys by combining machine learning with CALPHAD method. Mater. Today Commun. 2022, 30, 103172. [Google Scholar] [CrossRef]
- Li, C.; Teng, J.; Yang, B.; Ye, X.; Liu, J.; Li, Y. Correlation between microstructure and mechanical properties of novel Co-Ni-based powder metallurgy superalloy. Mater. Charact. 2021, 181, 111480. [Google Scholar] [CrossRef]
- Wu, H.; Zhuang, X.; Nie, Y.; Li, Y.; Jiang, L. Effect of heat treatment on mechanical property and microstructure of a powder metallurgy nickel-based superalloy. Mater. Sci. Eng. A 2019, 754, 29–37. [Google Scholar] [CrossRef]
- Bor, H.; Wei, C.; Jeng, R.; Ko, P. Elucidating the effects of solution and double ageing treatment on the mechanical properties and toughness of MAR-M247 superalloy at high temperature. Mater. Chem. Phys. 2008, 109, 334–341. [Google Scholar] [CrossRef]
- Vaunois, J.-R.; Cormier, J.; Villechaise, P.; Devaux, A.; Flageolet, B. Influence of both γ’ distribution and grain size on the tensile properties of UDIMET 720Li at room temperature. In Proceedings of the 7th International Symposium on Superalloy 718 & Derivatives, Pittsburgh, PA, USA, 10–13 October 2010. [Google Scholar]
- Wusatowska-Sarnek, A.M.; Ghosh, G.; Olson, G.B.; Blackburn, M.J.; Aindow, M. Characterization of the microstructure and phase equilibria calculations for the powder metallurgy superalloy IN100. J. Mater. Res. 2003, 18, 2653–2663. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.; Yakovtseva, O.; Irzhak, A. The role of grain boundary sliding and intragranular deformation mechanisms for a steady stage of superplastic flow for Al–Mg-based alloys. Mater. Sci. Eng. A 2022, 833, 142524. [Google Scholar] [CrossRef]
- Gai, Y.; Zhang, R.; Yang, J.; Cui, C.; Qu, J. Effects of heat treatment on γ′ precipitates and tensile properties of a Ni-base superalloy. Mater. Sci. Eng. A 2022, 842, 143079. [Google Scholar] [CrossRef]
- Wan, Z.; Hu, L.; Sun, Y.; Wang, T.; Li, Z.; Zhang, Y. Effect of solution treatment on microstructure and tensile properties of a U720LI Ni-based superalloy. Vacuum 2018, 156, 248–255. [Google Scholar] [CrossRef]
- Atabay, S.E.; Sanchez-Mata, O.; Muñiz-Lerma, J.A.; Brochu, M. Effect of heat treatment on the microstructure and elevated temperature tensile properties of Rene 41 alloy produced by laser powder bed fusion. J. Alloy. Compd. 2021, 858, 157645. [Google Scholar] [CrossRef]
- Kozar, R.; Suzuki, A.; Milligan, W.; Schirra, J.; Savage, M.; Pollock, T. Strengthening Mechanisms in Polycrystalline Multimodal Nickel-Base Superalloys. Metall. Mater. Trans. A 2009, 40, 1588–1603. [Google Scholar] [CrossRef]
- Nganbe, M.; Fahim, A. Equicohesion: Intermediate Temperature Transition of the Grain Size Effect in the Nickel-Base Superalloy PM 3030. J. Mater. Eng. Perform. 2010, 19, 395–400. [Google Scholar] [CrossRef]
- Mangen, W.; Nembach, E. The effect of grain size on the yield strength of the γ′-hardened superalloy NIMONIC PE16. Acta Met. 1989, 37, 1451–1463. [Google Scholar] [CrossRef]
- Gokhale, A.; Sarvesha, R.; Huang, E.W.; Lee, S.Y.; Prasad, R.; Singh, S.S.; Jain, J. Quantitative evaluation of grain boundary sliding and its dependence on orientation and temperature in pure Zn. Mater. Lett. 2019, 246, 24–27. [Google Scholar] [CrossRef]
- Soula, A.; Renollet, Y.; Boivin, D.; Pouchou, J.-L.; Locq, D.; Caron, P.; Bréchet, Y. Analysis of high-temperature creep deformation in a polycrystalline nickel-base superalloy. Mater. Sci. Eng. A 2009, 510–511, 301–306. [Google Scholar] [CrossRef]
- Christofidou, K.A.; Hardy, M.C.; Li, H.-Y.; Argyrakis, C.; Kitaguchi, H.; Jones, N.G.; Mignanelli, P.M.; Wilson, A.S.; Messé, O.M.D.M.; Pickering, E.J.; et al. On the Effect of Nb on the Microstructure and Properties of Next Generation Polycrystalline Powder Metallurgy Ni-Based Superalloys. Metall. Mater. Trans. A 2018, 49, 3896–3907. [Google Scholar] [CrossRef] [Green Version]
- Shi, J.; Zikry, M. Grain size, grain boundary sliding, and grain boundary interaction effects on nanocrystalline behavior. Mater. Sci. Eng. A 2009, 520, 121–133. [Google Scholar] [CrossRef]
- Chokshi, A.H. Grain Boundary Processes in Strengthening, Weakening, and Superplasticity. Adv. Eng. Mater. 2019, 22, 1900748. [Google Scholar] [CrossRef]
- Sharma, J.; Nicolaÿ, A.; De Graef, M.; Bozzolo, N. Phase discrimination between δ and η phases in the new nickel-based superalloy VDM Alloy 780 using EBSD. Mater. Charact. 2021, 176, 111105. [Google Scholar] [CrossRef]
- Zhang, J. Effect of Ti and Ta on hot cracking susceptibility of directionally solidified Ni-based superalloy IN792. Scr. Mater. 2003, 48, 677–681. [Google Scholar] [CrossRef]
- Tan, L.; Liming, T.; Deng, W.; Liu, Y.; Liu, F.; Nie, Y.; Jiang, L. Tensile properties of three newly developed Ni-base powder metallurgy superalloys. J. Alloy. Compd. 2019, 804, 322–330. [Google Scholar] [CrossRef]
- Collins, D.; Conduit, B.; Stone, H.; Hardy, M.; Conduit, G.; Mitchell, R. Grain growth behaviour during near-γ′ solvus thermal exposures in a polycrystalline nickel-base superalloy. Acta Mater. 2013, 61, 3378–3391. [Google Scholar] [CrossRef]
- Zhao, J.-C.; Ravikumar, V.; Beltran, A.M. Phase precipitation and phase stability in nimonic 263. Met. Mater. Trans. A 2001, 32, 1271–1282. [Google Scholar] [CrossRef]
- Lin, Y.; Deng, J.; Jiang, Y.-Q.; Wen, D.-X.; Liu, G. Hot tensile deformation behaviors and fracture characteristics of a typical Ni-based superalloy. Mater. Des. 2014, 55, 949–957. [Google Scholar] [CrossRef]
- Takai, R.; Kimura, S.; Kashiuchi, R.; Kotaki, H.; Yoshida, M. Grain refinement effects on the strain rate sensitivity and grain boundary sliding in partially solidified Al–5 wt% Mg alloy. Mater. Sci. Eng. A 2016, 667, 417–425. [Google Scholar] [CrossRef]
- Soula, A.; Renollet, Y.; Boivin, D.; Pouchou, J.; Locq, D.; Caron, P.; Brechet, Y. Grain Boundary and Intragranular Deformations during High Temperature Creep of a PM Nickel-Based Superalloy. In Proceedings of the 2008 Eleventh International Symposium on Superalloys, TMS, Champion, PA, USA, 14–18 September 2008; pp. 387–394. [Google Scholar] [CrossRef]
- Panin, V.; Surikova, N.; Elsukova, T.; Vlasov, I.; Borisyuk, D. Grain boundary sliding and rotational mechanisms of intragranular deformation at different creep stages of high-purity aluminum polycrystals at various temperatures and stresses. Mater. Sci. Eng. A 2018, 733, 276–284. [Google Scholar] [CrossRef]
- Ruano, O.; Wadsworth, J.; Sherby, O.D. Deformation of fine-grained alumina by grain boundary sliding accommodated by slip. Acta Mater. 2003, 51, 3617–3634. [Google Scholar] [CrossRef]
- Du, B.; Yang, J.; Cui, C.; Sun, X. Effects of grain refinement on creep properties of K417G superalloy. Acta Metall. Sin. 2014, 50, 1384–1392. [Google Scholar] [CrossRef]
- Han, Y.; Chaturvedi, M. Steady state creep deformation of superalloy inconel 718. Mater. Sci. Eng. 1987, 89, 25–33. [Google Scholar] [CrossRef]
- Zhang, X.; Li, W.; Ma, J.; Li, Y.; Zhang, X. Modeling the effects of grain boundary sliding and temperature on the yield strength of high strength steel. J. Alloy. Compd. 2021, 851, 156747. [Google Scholar] [CrossRef]
- Lin, Y.; Wen, H.; Li, Y.; Wen, B.; Liu, W.; Lavernia, E.J. Stress-Induced Grain Growth in an Ultra-Fine Grained Al Alloy. Metall. Mater. Trans. A 2014, 45, 2673–2688. [Google Scholar] [CrossRef]
- Németh, A.; Crudden, D.; Armstrong, D.; Collins, D.; Li, K.; Wilkinson, A.; Grovenor, C.; Reed, R. Environmentally-assisted grain boundary attack as a mechanism of embrittlement in a nickel-based superalloy. Acta Mater. 2017, 126, 361–371. [Google Scholar] [CrossRef]
- Jiang, R.; Proprentner, D.; Callisti, M.; Shollock, B.; Hu, X.; Song, Y.; Reed, P. Role of oxygen in enhanced fatigue cracking in a PM Ni-based superalloy: Stress assisted grain boundary oxidation or dynamic embrittlment? Corros. Sci. 2018, 139, 141–154. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Co | Cr | Mo | W | Al | Ti | Nb | Ta | Hf | B | C | Zr | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 18.0 | 12.0 | 3.0 | 3.0 | 3.0 | 3.0 | 1.5 | 4.5 | 0.4 | 0.04 | 0.04 | 0.05 | Bal. |
| Ni | Co | Ta | Cr | Ti | Al | Mo | Nb | |
|---|---|---|---|---|---|---|---|---|
| Weight fraction | 50.0 | 15.0 | 9.9 | 7.4 | 4.4 | 2.7 | 2.0 | 1.9 |
| Atomic fraction | 55.4 | 16.56 | 3.56 | 9.26 | 5.98 | 6.51 | 1.36 | 1.33 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ye, X.; Yang, B.; Liu, J.; Li, Y. Correlation between Microstructure and Mechanical Properties of Heat-Treated Novel Powder Metallurgy Superalloy. Materials 2022, 15, 4524. https://doi.org/10.3390/ma15134524
Ye X, Yang B, Liu J, Li Y. Correlation between Microstructure and Mechanical Properties of Heat-Treated Novel Powder Metallurgy Superalloy. Materials. 2022; 15(13):4524. https://doi.org/10.3390/ma15134524
Chicago/Turabian StyleYe, Xianjue, Biaobiao Yang, Jiantao Liu, and Yunping Li. 2022. "Correlation between Microstructure and Mechanical Properties of Heat-Treated Novel Powder Metallurgy Superalloy" Materials 15, no. 13: 4524. https://doi.org/10.3390/ma15134524
APA StyleYe, X., Yang, B., Liu, J., & Li, Y. (2022). Correlation between Microstructure and Mechanical Properties of Heat-Treated Novel Powder Metallurgy Superalloy. Materials, 15(13), 4524. https://doi.org/10.3390/ma15134524