
Low-Density Particleboards Modified with Blowing Agents—Characteristic and Properties




Abstract
:1. Introduction
2. Materials and Methods
2.1. Particleboards Manufacturing
2.2. Particleboard Properties
3. Results and Discussion
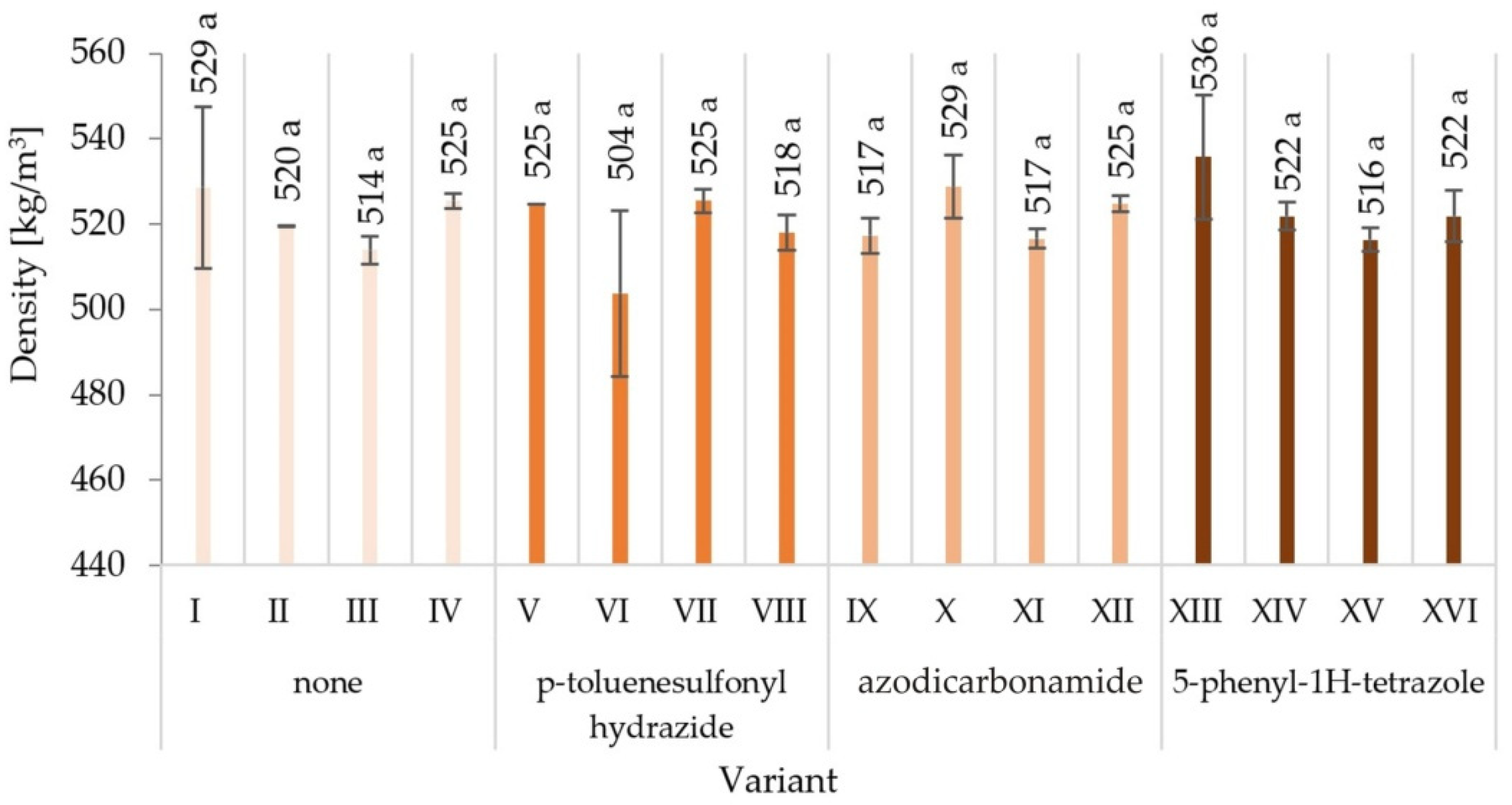
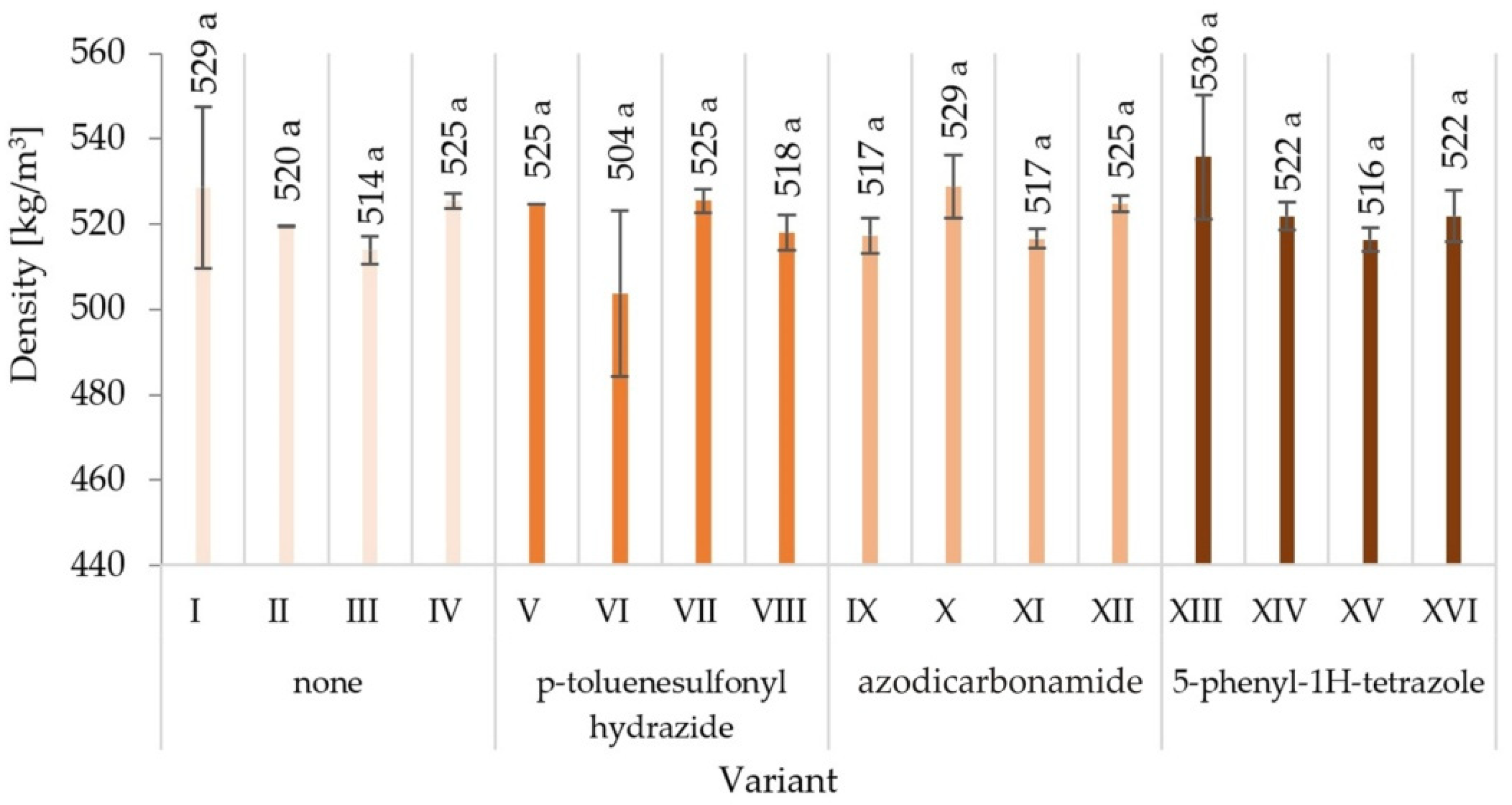
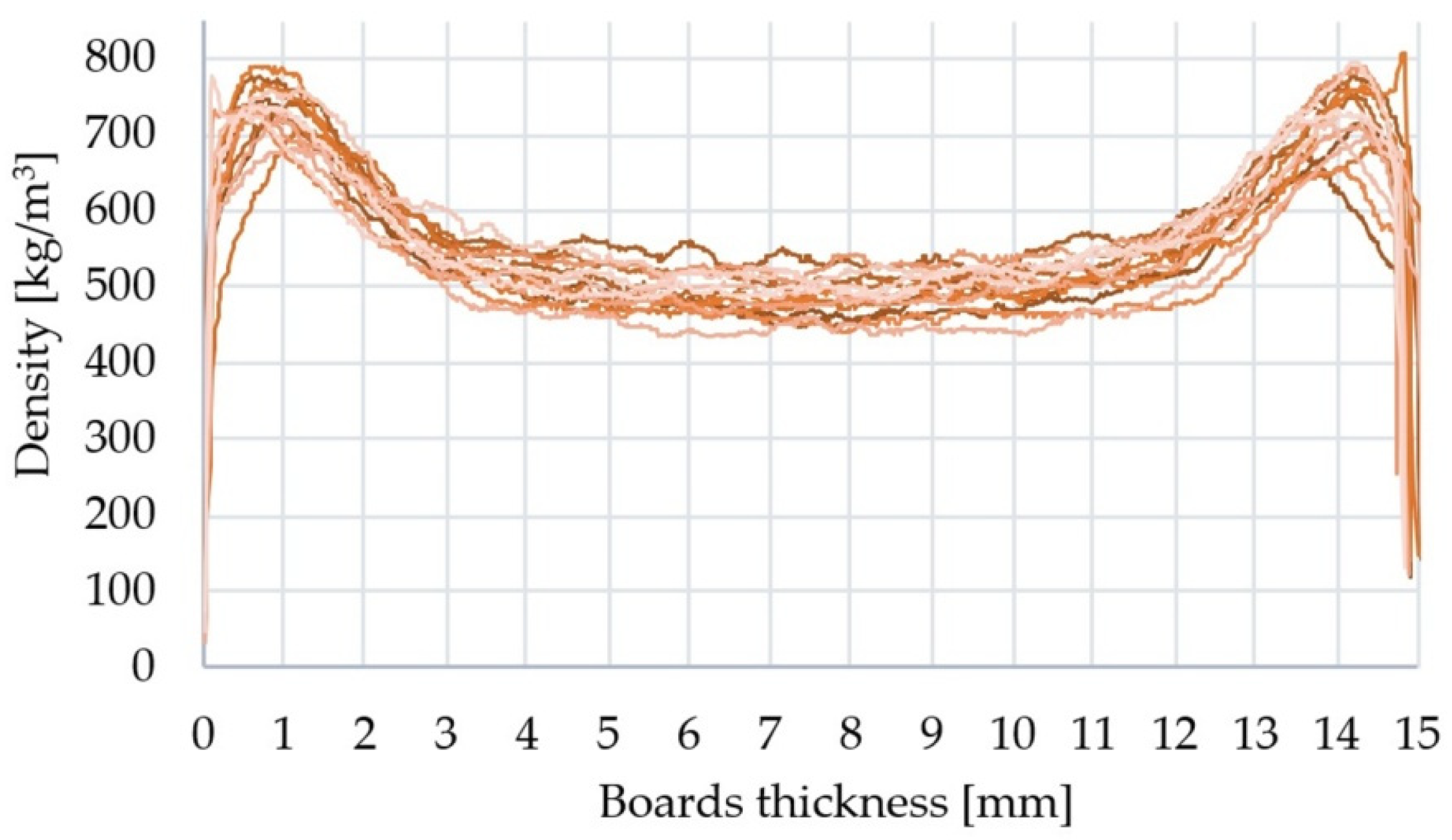
3.1. Density Profile
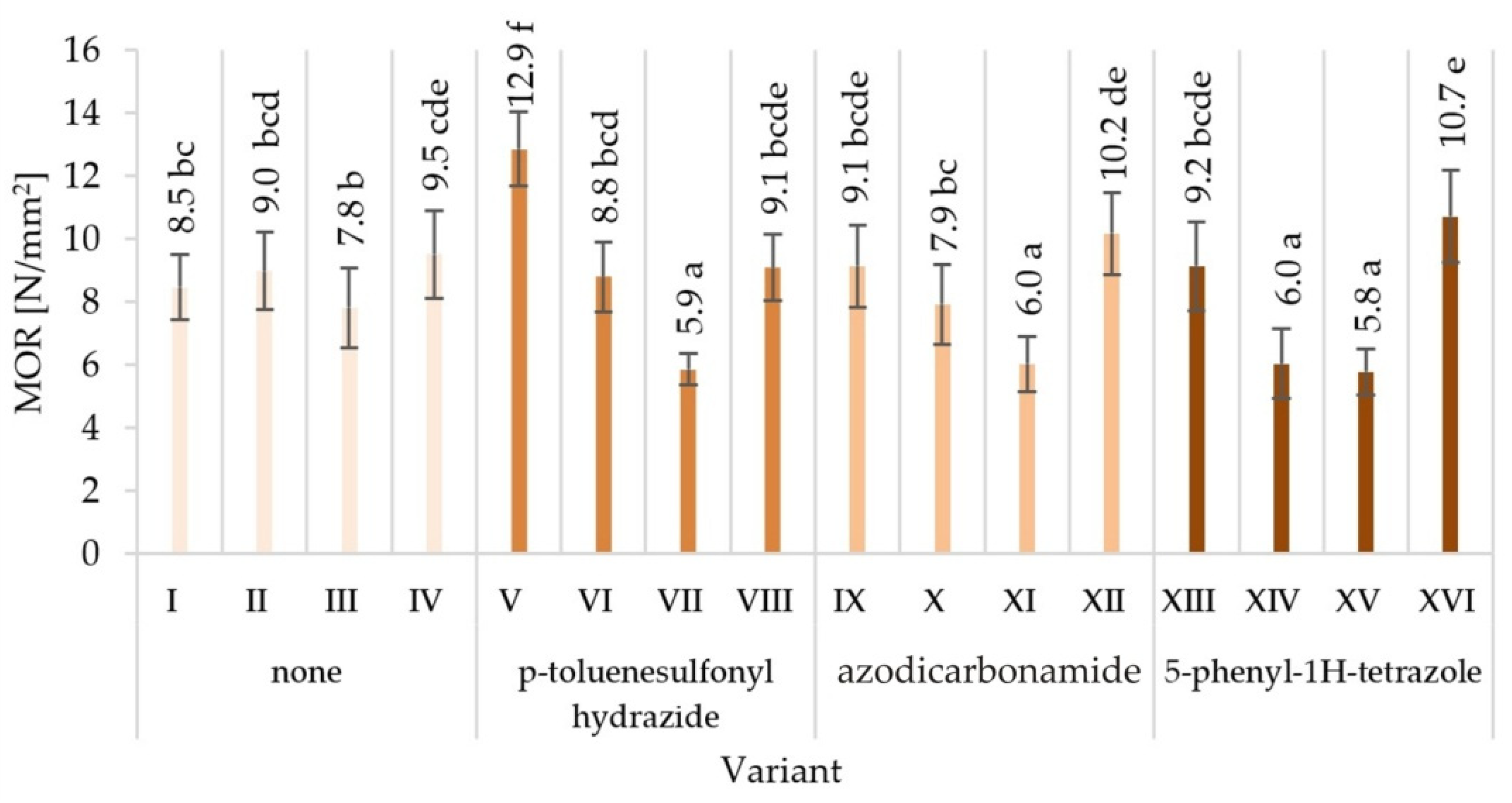
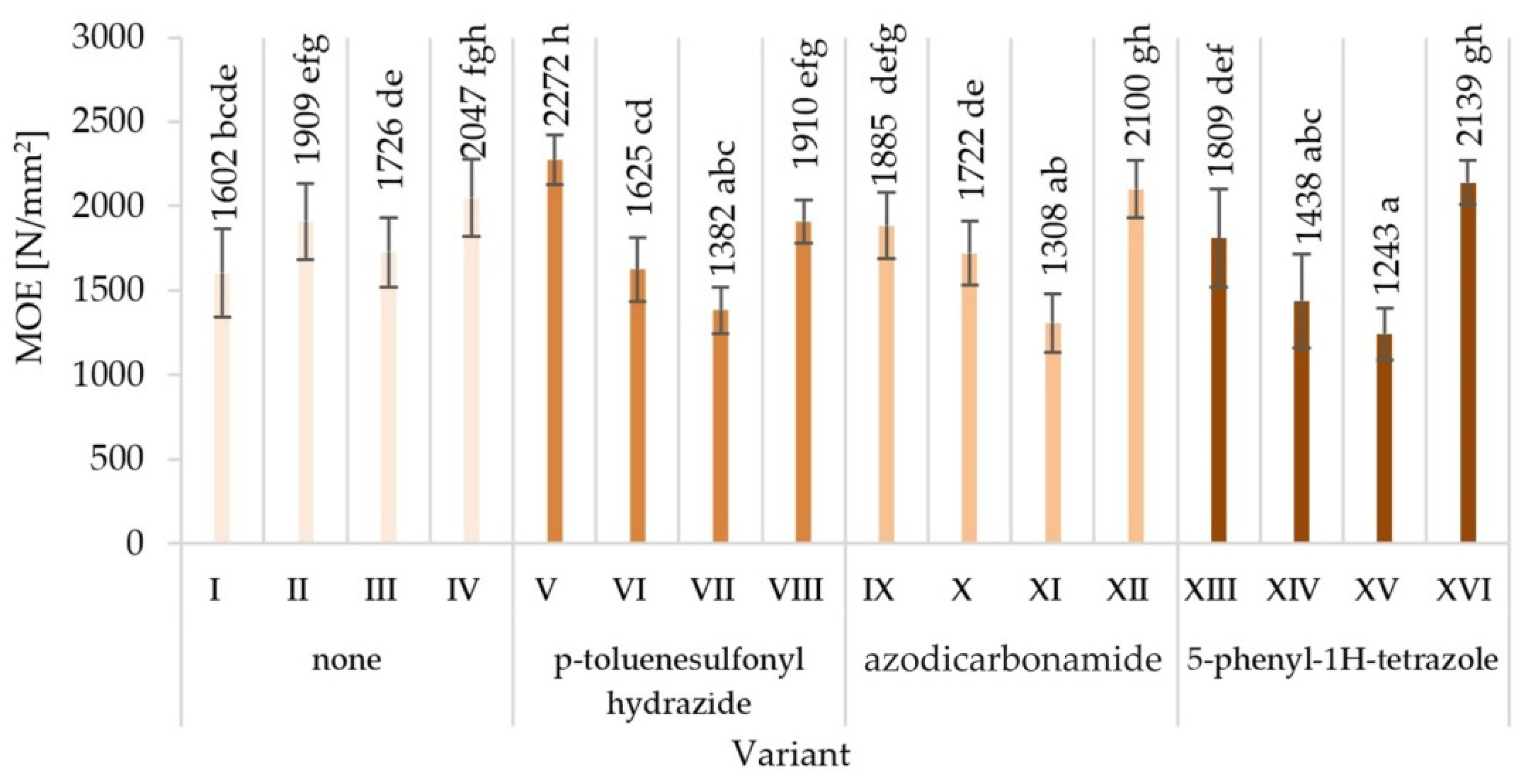
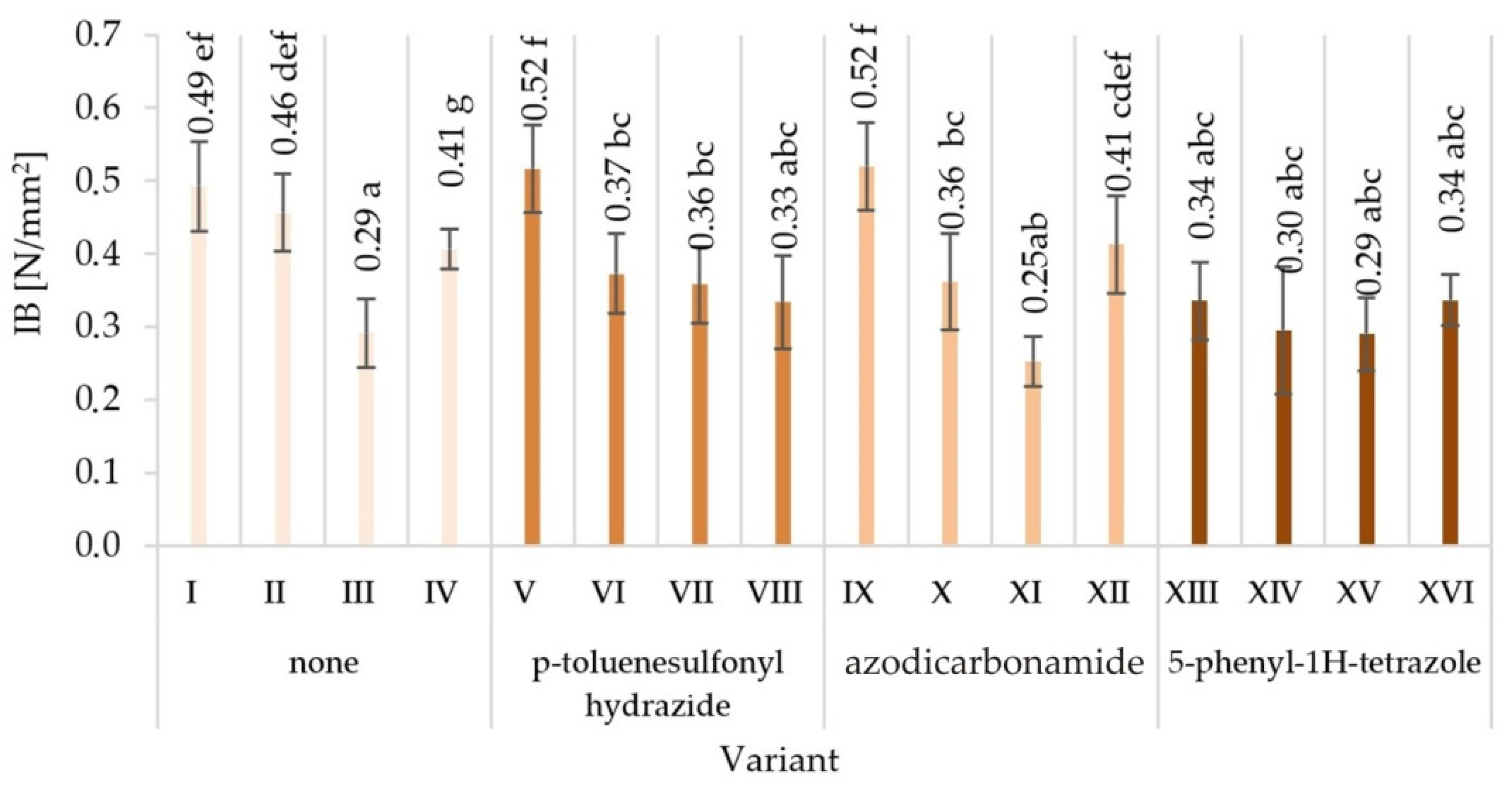
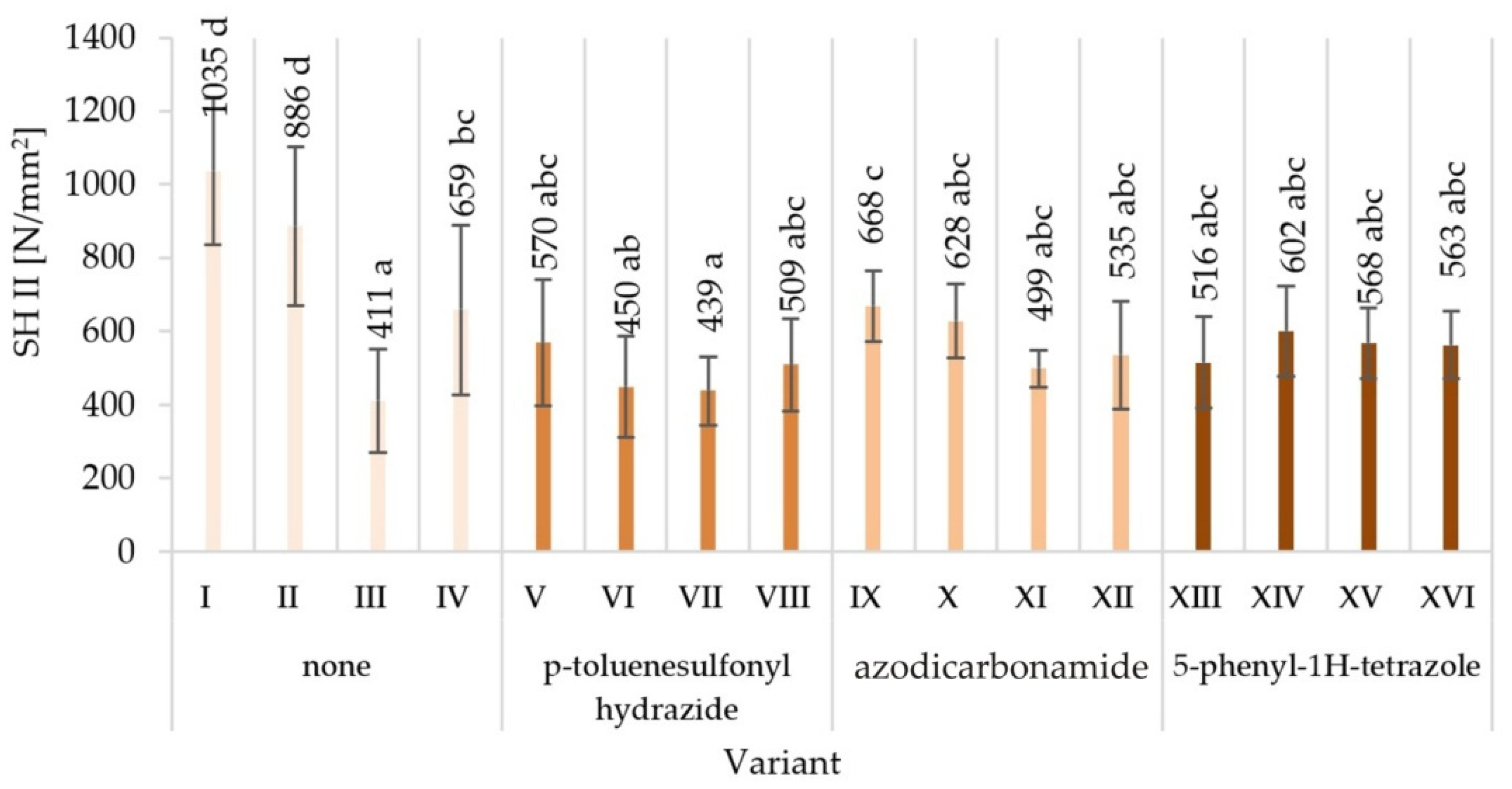
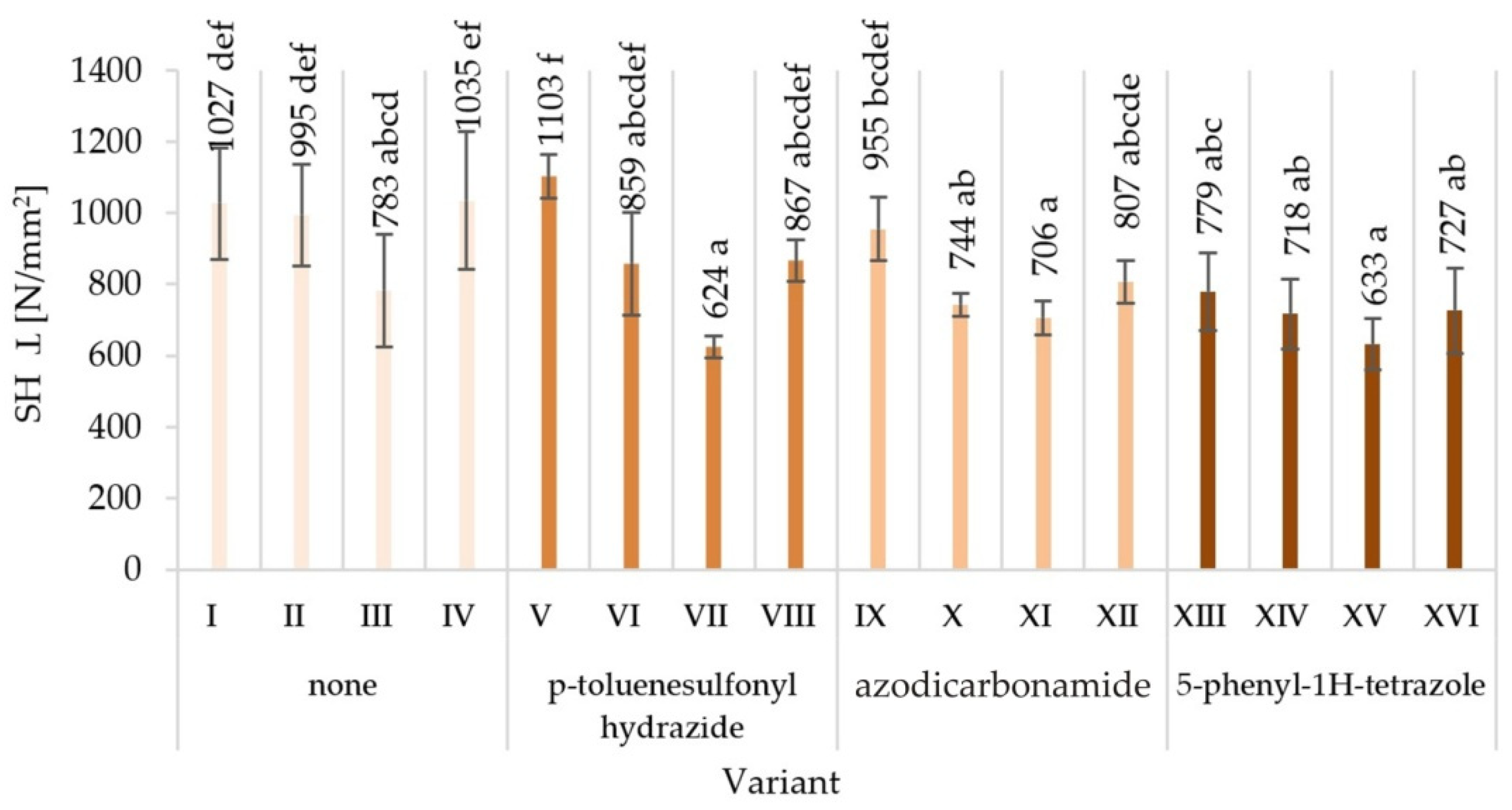
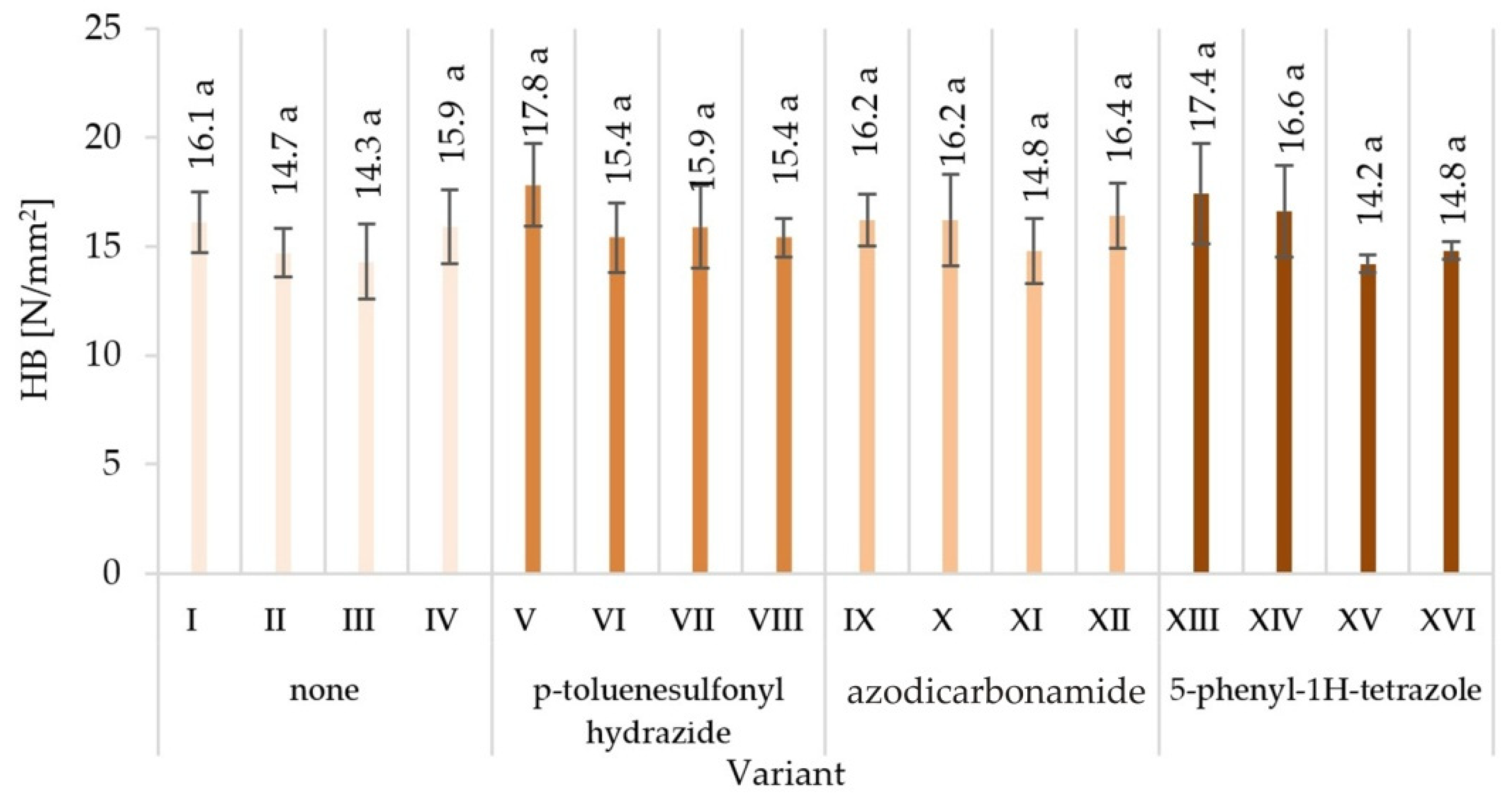
3.2. Mechanical Properties
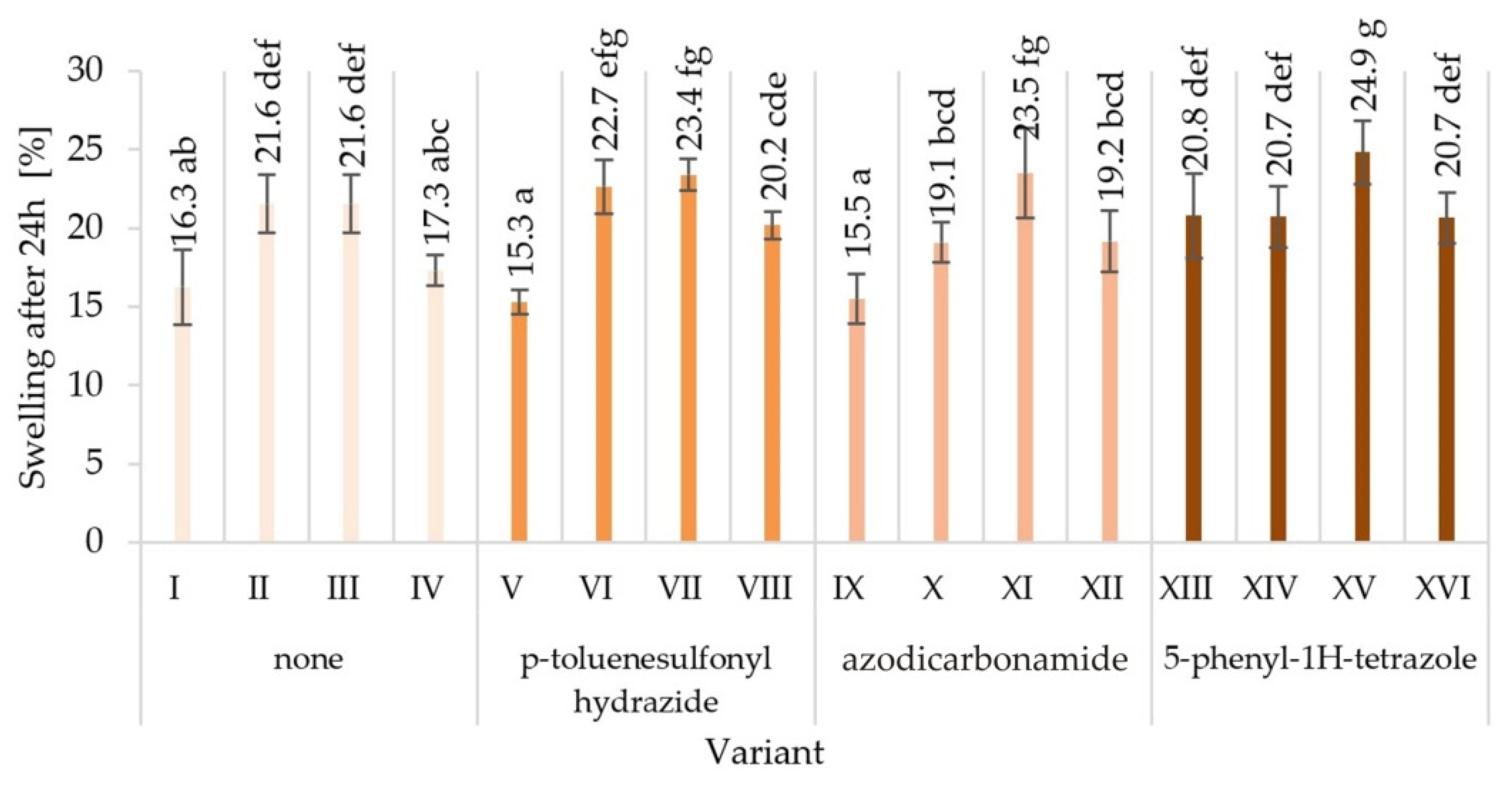
3.3. Thickness Swelling
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Benthien, J.T.; Ohlmeyer, M. Influence of face-to-core layer ratio and core layer resin content on the properties of density-decreased particleboards. Eur. J. Wood Wood Prod. 2016, 75, 55–62. [Google Scholar] [CrossRef]
- Thoemen, H.; Irle, M.; Sernek, M. Wood-Based Panels: An Introduction for Specialists, 1st ed.; Brunel University Press: London, UK, 2010; Volume 1, pp. 293–322. [Google Scholar]
- Bi, X.; Huang, R. Preparation, morphology, FTIR and performance properties of foaming particleboard. J. Wood Sci. 2021, 67, 51. [Google Scholar] [CrossRef]
- Monteiro, S.; Martins, J.; Magalhães, F.D.; Carvalho, L. Lightweight Wood Composites: Challenges, Production and Performance. In Lignocellulosic Composite Materials, 1st ed.; Kalia, S., Ed.; Springer International Publishing: Cham, Switzerland, 2018; pp. 293–322. [Google Scholar]
- Li, X.; Cai, Z.; Winandy, J.E.; Basta, A.H. Selected properties of particleboard panels manufactured from rice straws of different geometries. Bioresour. Technol. 2010, 101, 4662–4666. [Google Scholar] [CrossRef] [PubMed]
- Xing, C.; Zhang, S.Y.; Deng, J.; Wang, S. Investigation of the effects of bark fiber as core material and its resin content on three-layer MDF performance by response surface methodology. Wood Sci. Technol. 2007, 41, 585–595. [Google Scholar] [CrossRef]
- Schopper, C.; Kharazipour, A.; Bohn, C. Production of innovative hemp based threelayered particleboards with reduced raw densities and low formaldehyde emissions. Int. J. Mater. Prod. Technol. 2009, 36, 358–371. [Google Scholar] [CrossRef]
- Chen, Z.; Yan, N.; Deng, J.; Smith, G. Flexural creep behavior of sandwich panels containing Kraft paper honeycomb core and wood composite skins. Mater. Sci. Eng. A 2011, 528, 5621–5626. [Google Scholar] [CrossRef]
- Abdullah, Z.A.; Park, B.D. Hydrolytic stability of cured urea-formaldehyde resins modified by additives. J. Appl. Polym. Sci. 2009, 114, 1011–1017. [Google Scholar] [CrossRef]
- Despres, A.; Pizzi, A.; Vu, C.; Delmotte, L. Colourless formaldehyde-free urea resin adhesives for wood panels. Eur. J. Wood Wood Prod. 2010, 68, 13–20. [Google Scholar] [CrossRef]
- Krug, D.; Tobisch, S. Use of proteins as binders for wood-based panels. Eur. J. Wood Wood Prod. 2010, 68, 289–301. [Google Scholar] [CrossRef]
- Mansouri, H.R.; Navarrete, P.; Pizzi, A.; Tapin-Lingua, S.; Benjelloun-Mlayah, B.; Pasch, H.; Rigolet, S. Synthetic-resin-free wood panel adhesives from mixed low molecular mass lignin and tannin. Eur. J. Wood Wood Prod. 2011, 69, 221–229. [Google Scholar] [CrossRef] [Green Version]
- Jarusombuti, S.; Hiziroglu, S.; Bauchongkol, P.; Fueangvivat, V. Properties of sandwich-type panels made from bamboo and rice straw. For. Prod. J. 2009, 59, 52–57. [Google Scholar] [CrossRef]
- Shalbafan, A.; Luedtke, J.; Welling, J.; Thoemen, H. Comparison of foam core materials in innovative lightweight wood-based panels. Eur. J. Wood Wood Prod. 2012, 70, 287–292. [Google Scholar] [CrossRef]
- Luedtke, J.; Thoemen, H.; Welling, J.; Barbu, C.M. Lightweight Wood-Based Board and Process for Producing It. Worldwide Patent no WO2008071618A2, 19 June 2008. [Google Scholar]
- Shalbafan, A.; Rhême, M.; Thoemen, H. Ultra-light particleboard: Characterization of foam core layer by digital image correlation. Eur. J. Wood Wood Prod. 2017, 75, 43–53. [Google Scholar] [CrossRef]
- Shalbafan, A.; Tackmann, O.; Welling, J. Using of expandable fillers to produce low density particleboard. Eur. J. Wood Wood Prod. 2016, 74, 15–22. [Google Scholar] [CrossRef]
- Shalbafan, A.; Luedtke, J.; Welling, J.; Fruehwald, A. Physiomechanical properties of ultra-lightweight foam core particleboard: Different core densities. Holzforschung 2013, 67, 169–175. [Google Scholar] [CrossRef]
- Shalbafan, A.; Dietenberger, M.A.; Welling, J. Fire performances of foam core particleboards continuously produced in a one-step process. Eur. J. Wood Wood Prod. 2013, 71, 49–59. [Google Scholar] [CrossRef]
- Shalbafan, A.; Welling, J.; Luedtke, J. Effect of processing parameters on mechanical properties of lightweight foam core sandwich panels. Wood Mater. Sci. Eng. 2012, 7, 69–75. [Google Scholar] [CrossRef]
- Shalbafan, A.; Benthien, J.T.; Welling, J.; Barbu, M.C. Flat pressed wood plastic composites made of milled foam core particleboard residues. Eur. J. Wood Wood Prod. 2013, 71, 805–813. [Google Scholar] [CrossRef]
- Faruk, O.; Sain, M. Biofiber Reinforcements in Composite Materials, 1st ed.; Elsevier Science & Technology: Cambridge, UK, 2014. [Google Scholar]
- Guo, G.; Rizvi, G.M.; Park, C.B.; Lin, W.S. Critical processing temperature in the manufacture of fine-celled plastic/wood-fiber composite foams. J. Appl. Polym. Sci. 2004, 91, 621–629. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Matuana, L.M. Microcellular Foamed Wood-Plastic Composites by Different Processes: A Review. Macromol. Mater. Eng. 2007, 292, 113–127. [Google Scholar] [CrossRef]
- Matuana, L.M.; Park, C.B.; Balatinecz, J.J. Characterization of Microcellular Foamed Plastic/Cellulosic Fiber Composites. SPE ANTEC Tech. Pap. 1996, 1900, 45. [Google Scholar]
- Hu, L.; Wang, J.; Qin, L.; Xu, H.; Yang, Z. Foaming performance and bonding strength of a novel urea-formaldehyde foaming resin facilely prepared with thermo-expandable microspheres. Int. J. Adhes. Adhes. 2021, 105, 102783. [Google Scholar] [CrossRef]
- Wang, G.; Zhao, G.; Dong, G.; Mu, Y.; Park, C.B. Lightweight and strong microcellular injection molded PP/talc nanocomposite. Compos. Sci. Technol. 2018, 168, 38–46. [Google Scholar] [CrossRef]
- Mao, H.; He, B.; Guo, W.; Hua, L.; Yang, Q. Effects of nano-CaCO3 content on the crystallization, mechanical properties, and cell structure of PP nanocomposites in microcellular injection molding. Polymers 2018, 10, 1160. [Google Scholar] [CrossRef] [Green Version]
- Gerges, I.; Tamplenizza, M.; Martello, F.; Recordati, C.; Martelli, C.; Ottobrini, L.; Tamplenizza, M.; Guelcher, S.A.; Tocchio, A.; Lenardi, C. Exploring the potential of polyurethane-based soft foam as cell-free scaffold for soft tissue regeneration. Acta Biomater. 2018, 73, 141–153. [Google Scholar] [CrossRef]
- Paciorek-Sadowska, J.; Borowicz, M.; Czupryński, B.; Isbrandt, M. Effect of evening primrose oil-based polyol on the properties of rigid polyurethane-polyisocyanurate foams for thermal insulation. Polymers 2018, 10, 1334. [Google Scholar] [CrossRef] [Green Version]
- Ma, X.; Tu, R.; Cheng, X.; Zhu, S.; Ma, J.; Fang, T. Experimental study of thermal behavior of insulation material rigid polyurethane in parallel, symmetric, and adjacent building façade constructions. Polymers 2018, 10, 1104. [Google Scholar] [CrossRef] [Green Version]
- Liu, P.S.; Chen, G.F. Porous Materials: Processing and Applications, 1st ed.; Butterworth-Heinemann: Oxford, UK, 2014; p. 576. [Google Scholar]
- Liu, Y.; Ye, L.; Zhao, X. Reactive toughening of intrinsic flame retardant urea formaldehyde foam with polyether amine: Structure and elastic deformation mechanism. Compos. Part B 2019, 176, 107264. [Google Scholar] [CrossRef]
- Ge, T.; Tang, K.; Yu, Y.; Tan, X. Preparation and properties of the 3-pentadecyl-phenol in situ modified foamable phenolic resin. Polymers 2018, 10, 1124. [Google Scholar] [CrossRef]
- Ma, Y.; Gong, X.; Liao, C.; Geng, X.; Wang, C.; Chu, F. Preparation and characterization of DOPO-ITA modified ethyl cellulose and its application in phenolic foams. Polymers 2018, 10, 1049. [Google Scholar] [CrossRef] [Green Version]
- Yemele, M.C.; Koubaa, A.; Cloutier, A.; Soulounganga, P.; Wolcott, M. Effect of bark fiber content and size on the mechanical properties of bark/HDPE composites. Compos. Part A 2010, 41, 131–137. [Google Scholar] [CrossRef]
- Tenorio, C.; Moya, R.; Camacho, D. Propiedades físico-mecánicas de tableros terciados construidos con especies tropicales de plantaciones para uso estructural. Cerne 2012, 18, 317–325. [Google Scholar] [CrossRef] [Green Version]
- Yuan, W.; Li, D.; Shen, Y.; Jiang, Y.; Zhang, Y.; Gu, J.; Tan, H. Preparation, characterization and thermal analysis of urea-formaldehyde foam. RSC Adv. 2017, 7, 36223–36230. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Ye, L.; Shu, Y.; Zhao, X. In situ preparation of intrinsic flame retardant urea formaldehyde/aramid fiber composite foam: Structure, property and reinforcing mechanism. Compos. Part A 2018, 115, 274–282. [Google Scholar] [CrossRef]
- Safajou-Jahankhanemlou, M.; Abbasi, F.; Salami-Kalajahi, M. Synthesis and characterization of thermally expandable PMMA-based microcapsules with different cross-linking density. Colloid Polym. Sci. 2016, 294, 1055–1064. [Google Scholar] [CrossRef]
- Rheem, M.J.; Jung, H.; Ha, J.; Baeck, S.; Shim, S.E. Suspension polymerization of thermally expandable microspheres using low-temperature initiators. Colloid Polym. Sci. 2017, 295, 171–180. [Google Scholar] [CrossRef]
- Bai, X.; Li, J.; Wang, C.; Ren, Q. Thermo-expandable microcapsules with polyurethane as the shell. J. Polym. Res. 2020, 27, 185. [Google Scholar] [CrossRef]
- Zhao, C.H.; Hong, Z.L.; Wang, X.P. Preliminary study on phenolic light particleboard. China For. Prod. Ind. 1995, 6, 7–9. [Google Scholar]
- Barzegari, M.R.; Rodrigue, D. The effect of injection molding conditions on the morphology of polymer structural foams. Polym. Eng. Sci. 2009, 49, 949–959. [Google Scholar] [CrossRef]
- Braun, D.; Cherdron, H.; Rehahn, M.; Ritter, H.; Voit, B. Polymer Synthesis: Theory and Practice, 4th ed.; Springer-Verlag: Heidelberg, Germany, 2005; pp. 373–378. [Google Scholar]
- Yoon, Y.; Plummer, C.J.G.; Thoemen, H.; Manson, J.A.E. Liquid CO2 processing of solid polylactide foam precursors. J. Cell Plast. 2016, 52, 153–174. [Google Scholar] [CrossRef]
- Ganne-Chédeville, C.; Diederichs, S. Potential environmental benefits of ultralight particleboards with biobased foam cores. Int J. Polym. Sci. 2015, 2015, 383279. [Google Scholar] [CrossRef] [Green Version]
- Ratajczak, E.; Bidzińska, G.; Szostak, A.; Frąckowiak, I. Foresight in Wood Industry-2020. Wood Composites (In Polish), 1st ed.; Wood Technology Institute Press: Poznan, Poland, 2011; pp. 96–105. [Google Scholar]
- Moslemi, A.A. Particleboard, Vol. 2: Technology; Southern Illinois University Press: Carbondale, IL, USA, 1974. [Google Scholar]
- EN 323; Wood-Based Panels-Determination of Density. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 310; Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength. European Committee for Standardization: Brussels, Belgium, 1994.
- EN 319; Particleboards and Fibreboards. Determination of Tensile Strength Perpendicular to the Plane of the Board. European Committee for Standardization: Brussels, Belgium, 1999.
- EN 320; Particleboards and Fibreboards. Determination of Resistance to Axial Withdrawal of Screws. European Committee for Standardization: Brussels, Belgium, 2011.
- EN 1534; Wood Flooring and Parquet. Determination of Resistance to Indentation. Test Method. European Committee for Standardization: Brussels, Belgium, 2020.
- EN 317; Particleboards and Fibreboards. Determination of Swelling in Thickness after Immersion in Water. European Committee for Standardization: Brussels, Belgium, 1999.
- Boruszewski, P.; Borysiuk, P.; Mamiński, M.; Czechowska, J. Mat compression measurments during low-density particleboard manufacturing. BioResources 2016, 11, 6909–6919. [Google Scholar] [CrossRef] [Green Version]
- Wong, E.; Yang, M.; Zhang, M.; Wang, Q.; Nakao, K.; Kawai, S. Analysis of the effects of density profile on the bending properties of particleboard using finite element method (FEM). Eur. J. Wood Wood Prod. 2003, 61, 66–72. [Google Scholar] [CrossRef]
- Wong, E.; Zhang, M.; Wang, Q.; Kawai, S. Effects of mat moisture content and press closing speed on the formation of density profile and properties of particleboard. J. Wood Sci. 1998, 44, 287–295. [Google Scholar] [CrossRef]
- Wong, E.; Zhang, M.; Wang, Q.; Kawai, S. Formation of the density profile and its effects on the properties of particleboard. Wood Sci. Technol. 1999, 33, 327–340. [Google Scholar] [CrossRef]
- Treusch, O.; Tröger, F.; Wegener, G. Einfluss von Rohdichte und Bindemittelmenge auf das Rohdichteprofilvon einschichtigen Spanplatten. Holz Roh Werkst. 2004, 62, 474–475. [Google Scholar] [CrossRef]
- Hunt, J.F.; Leng, W.; Tajvidi, M. Vertical density profile and internal bond strength of wet-formed particleboard bonded with cellulose nanofibrils. Wood Fiber Sci. 2017, 49, 1–11. [Google Scholar]
- Dunky, M. Particle size distribution and glue resin consumption: How to spare costs. In Proceedings of the Second European Panel Products Symposium, Llandudno, UK, 21–22 October 1998; pp. 206–217. [Google Scholar]
- Irle, M.; Barbu, M.C. Wood-based panels technology. In Wood-Based Panels. An Introduction for Specialists; Thoemen, H., Irle, M., Sernek, M., Eds.; Brunel University Press: London, UK, 2010; pp. 1–94. [Google Scholar]
- Ressel, J. Adhesive application. Presented at the 3rd International Wood Academy, Hamburg, Germany, 25 February–7 March 2008. [Google Scholar]
- EN 312; Particleboards. Specifications. European Committee for Standardization: Brussels, Belgium, 2011.
- Dukarska, D.; Rogoziński, T.; Antov, P.; Kristak, L.; Kmieciak, J. Characterisation of wood particles used in the particleboard production as a function of their moisture content. Materials 2022, 15, 48. [Google Scholar] [CrossRef]
- Medved, S.; Resnik, J. Impact of beech particle size on compaction ratio of the surface layer. Wood Res. 2006, 52, 101–108. [Google Scholar]
- Liri, O.; Kivistö, A.; Saarinen, A. Der Einfluβ von Holzarten Spangröβ und Bindemittel auf Festigkeit und die Quellung von Spanpaltten mit höheren elastomechanischen Eigenschaften. Holzforsch. Holzverwert. 1977, 29, 117–122. [Google Scholar]
- Sonderegger, W.; Niemz, P. Thermal conductivity and water vapour transmission properties of wood-based materials. Eur. J. Wood Prod. 2009, 67, 313–321. [Google Scholar] [CrossRef] [Green Version]
- Suchsland, O. The Swelling and Shrinking of Wood: A Practical Technology Primer, 1st ed.; Forest Products Soc.: Madison, WI, USA, 2004; p. 189. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variant | Type of Blowing Agent | Glue Content of the Core/Surface Layer (%) | Glue Dosing | Length of Core Layer Particles (mm) |
|---|---|---|---|---|
| I | - | 10/12 | pneumatic spraying | 8 |
| II | - | 10/12 | flow dosing | 4 |
| III | - | 8/10 | flow dosing | 8 |
| IV | - | 8/10 | pneumatic spraying | 4 |
| V | p-toluenesulfonyl hydrazide | 10/12 | pneumatic spraying | 8 |
| VI | p-toluenesulfonyl hydrazide | 10/12 | flow dosing | 4 |
| VII | p-toluenesulfonyl hydrazide | 8/10 | flow dosing | 8 |
| VIII | p-toluenesulfonyl hydrazide | 8/10 | pneumatic spraying | 4 |
| IX | azodicarbonamide | 10/12 | pneumatic spraying | 4 |
| X | azodicarbonamide | 10/12 | flow dosing | 8 |
| XI | azodicarbonamide | 8/10 | flow dosing | 4 |
| XII | azodicarbonamide | 8/10 | pneumatic spraying | 8 |
| XIII | 5-phenyl-1H-tetrazole | 10/12 | pneumatic spraying | 4 |
| XIV | 5-phenyl-1H-tetrazole | 10/12 | flow dosing | 8 |
| XV | 5-phenyl-1H-tetrazole | 8/10 | flow dosing | 4 |
| XVI | 5-phenyl-1H-tetrazole | 8/10 | pneumatic spraying | 8 |
| Source of Variation | MOR | MOE | IB | SH II | SH Ʇ | HB | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| p | P (%) | p | P (%) | p | P (%) | p | P (%) | p | P (%) | p | P (%) | |
| Blowing agent | 0.002 | 4.60 | 0.000 | 5.88 | 0.000 | 12.80 | 0.000 | 20.56 | 0.000 | 26.32 | 0.457 | 3.50 |
| Glue content | 0.000 | 3.75 | 0.012 | 1.80 | 0.002 | 4.78 | 0.000 | 12.38 | 0.000 | 12.80 | 0.008 | 9.86 |
| Particle size | 0.112 | 0.74 | 0.003 | 2.47 | 0.146 | 1.06 | 0.897 | 0.01 | 0.156 | 1.13 | 0.167 | 2.60 |
| Glue dosing | 0.000 | 38.62 | 0.000 | 40.63 | 0.000 | 23.26 | 0.009 | 2.98 | 0.000 | 19.75 | 0.014 | 8.54 |
| Error | 52.30 | 49.22 | 58.11 | 64.07 | 40.01 | 75.50 | ||||||
| Source of Variation | TS | |
|---|---|---|
| p | P (%) | |
| Blowing agent | 0.000 | 9.05 |
| Glue content | 0.000 | 13.50 |
| Particle size | 0.001 | 3.48 |
| Glue dosing | 0.000 | 38.93 |
| Error | 35.04 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boruszewski, P.; Borysiuk, P.; Jankowska, A.; Pazik, J. Low-Density Particleboards Modified with Blowing Agents—Characteristic and Properties. Materials 2022, 15, 4528. https://doi.org/10.3390/ma15134528
Boruszewski P, Borysiuk P, Jankowska A, Pazik J. Low-Density Particleboards Modified with Blowing Agents—Characteristic and Properties. Materials. 2022; 15(13):4528. https://doi.org/10.3390/ma15134528
Chicago/Turabian StyleBoruszewski, Piotr, Piotr Borysiuk, Agnieszka Jankowska, and Jolanta Pazik. 2022. "Low-Density Particleboards Modified with Blowing Agents—Characteristic and Properties" Materials 15, no. 13: 4528. https://doi.org/10.3390/ma15134528
APA StyleBoruszewski, P., Borysiuk, P., Jankowska, A., & Pazik, J. (2022). Low-Density Particleboards Modified with Blowing Agents—Characteristic and Properties. Materials, 15(13), 4528. https://doi.org/10.3390/ma15134528