3.1. Synthesis and Characterization of Mg/B Composite Powders
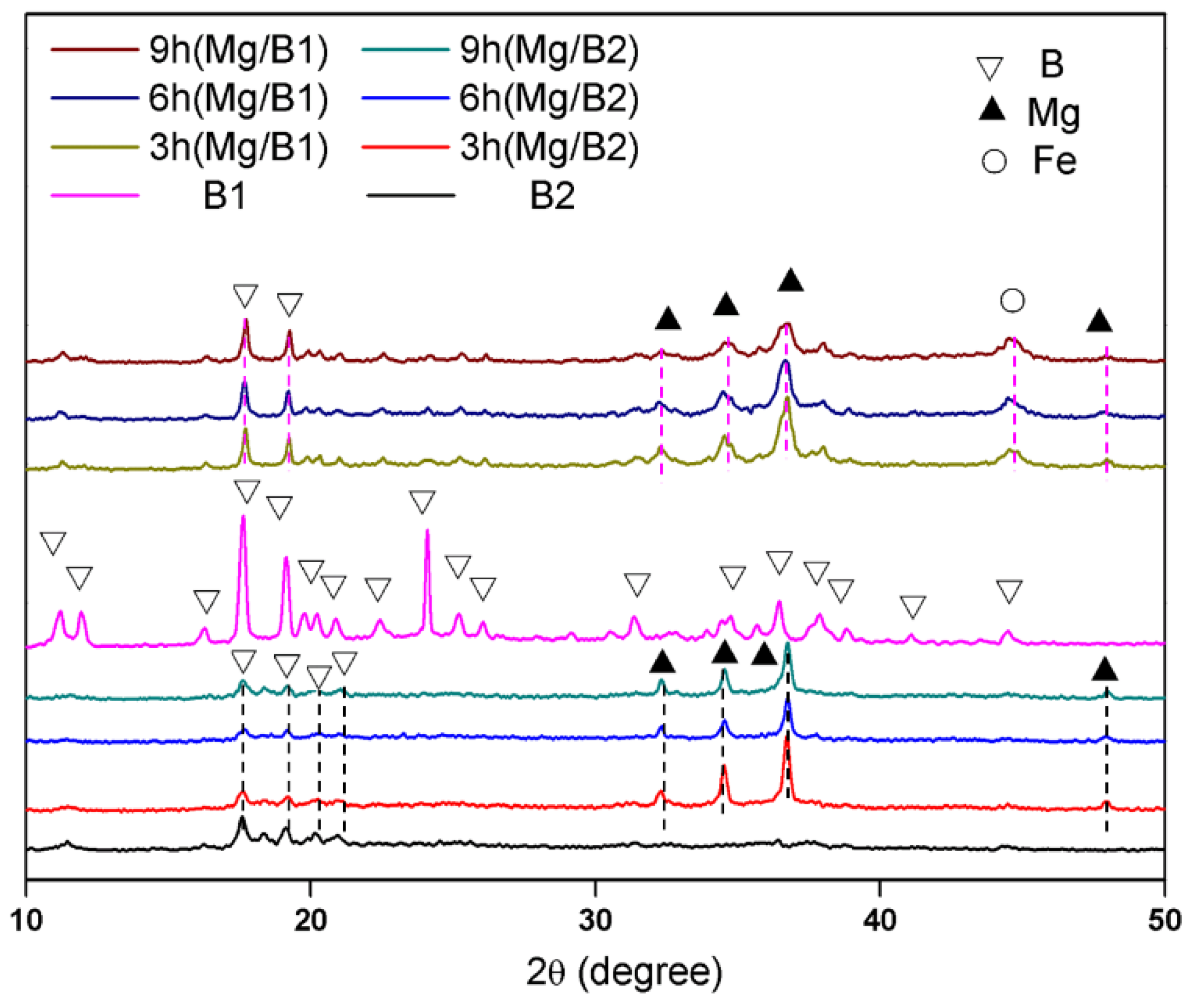
Figure 2 shows the XRD patterns of B and cryomilled Mg/B composite powders. The phases of cryomilled powder are metallic Mg (PDF#65-3365), B (PDF#31-020), and metallic Fe (PDF#06-0696). No compounds of Mg and B were detected. With the increase in cryomilling time, the peak value of Mg decreases. Moreover, the peak value of B is much lower compared with the original B powder, which cryomilling breaks the order of to a certain degree. There is a vital difference between the two kinds of Mg/B composite powders. The intensity of the diffraction peak of Mg in Mg/B1 composite powder is much weaker and broader. It can be inferred that the crystallinity of Mg in Mg/B1 composite powder is lower compared with the original powder, the crystallinity of Mg and B in two Mg/B composite powders prepared by cryomilling are reduced. Moreover, the crystallinity of B in Mg/B1 is significantly higher compared with Mg/B2 composite powder.
Mg/B composite powder is composed of five elements, B, O, N, Mg, and Fe, since the volume of others micro-constituents is low enough to ignore. The analysis results for O, N, Mg, and Fe content are summarized in
Table 1 and
Table 2. The content of B was calculated by subtracting the content of the other four elements due to its measuring difficulty.
Powder contamination caused by the processing media or the atmosphere is an inherent characteristic of mechanical milling. N is introduced into the powder during the milling for the following reasons: first, liquid nitrogen is the milling media during cryomilling; in addition, powder has a high tendency to react with O [
20]. According to Lavernia’s study, the results showed an increase in specific surface area by 10 times after cryomilling [
21]. The increasing surface area improves the chemical activity of powders and facilitates the adsorption of gaseous atoms. The amount of N (below 2 wt.%) increases with cryomilling time increases. The content of N in Mg/B1 composite powder is relatively high. The amount of O is about 3 wt.%. The slight increase in O is corresponding to the possible opportunity to ingress air in the process. According to several studies of cryomilling, the content of N can be reduced to 0.024 wt.% after the degassing process or it can be collected in an argon glove box where O reached about 0.5 wt.% [
22,
23]. As
Table 1 and
Table 2 show, the amount of Fe increases with the increases in cryomilling time. The Fe contamination is caused by the wear of the stainless steel milling balls and shaft during cryomilling. Thus, the cryomilling time should be controlled. In this study, cryomilling should be kept for 9 h since the content of Fe increases to a substantial amount beyond this point. In addition, Fe is an energy material that can be used as an addition to the propellant [
23]. The content of Mg is less than 10 wt.%, a reduction as a result of introducing impurities.
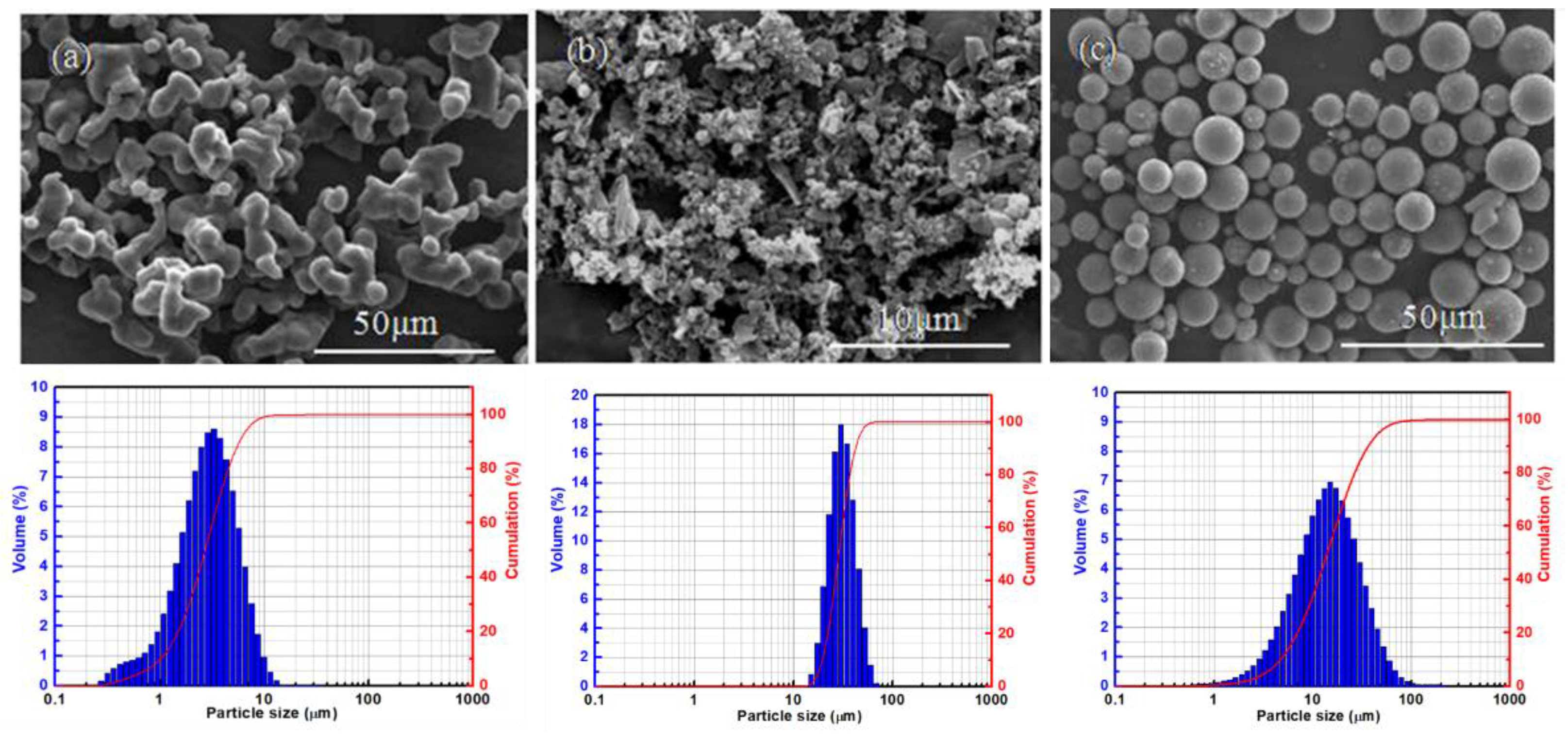
The morphology of two Mg/B composite powders is irregular and rugged as shown in
Figure 3 and
Figure 4. As the cryomilling time increases, particle size tends to be smaller with Mg tending to be more homogeneous, spreading on the surface of B particles. It can be observed that big powder particles were coated by small particles in Mg/B composite powder. However, for Mg/B2 composite powder, there is a vital number of small particles that are not agglomeration (shown in
Figure 4b). Compared with Mg/B1 composite powder, the particle size of Mg/B2 composite powder is smaller.
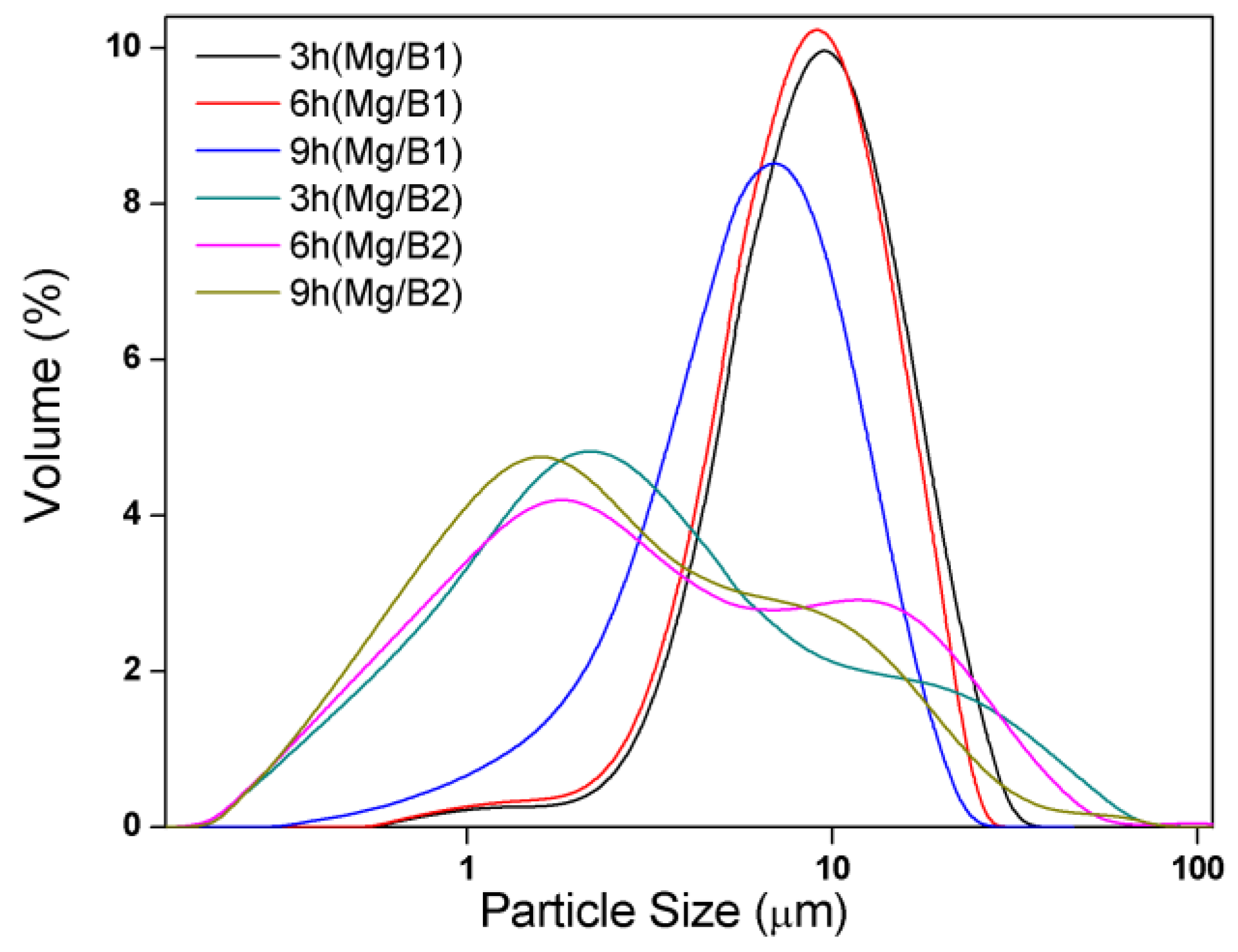
Particle size has a great effect on the combustion behavior of B particles. The particle size of Mg/B1 composite powder after cryomilling for 3 h, 6 h, and 9 h are 3.944 μm, 3.233 μm, and 3.125 μm, respectively. Compared with the raw materials, the particle size decreased. Compared with the raw materials, the particle size of Mg/B2 composite powder decreased over 80%. The particle size of Mg/B2 composite powder after cryomilling for 3 h, 6 h, and 9 h are 2.651 μm, 2.537 μm, and 2.111 μm, respectively. It only decreases with a slight degree compared with B2. The cryomilling can be divide into three steps: (1) The microcracks expand under the repeated impact of the grinding balls until they penetrate the entire particle, the particles are broken and refined. (2) The role of fracture becomes weaker, as shown by the rate of particle size reduction becomes slower with large particles are generated. (3) Fracture and cold welding reach a dynamic equilibrium, the particle size of composite powder fluctuates around a certain value, the particle refinement is no longer obvious. It is difficult to generate smaller particles under this circumstance [
24]. In
Figure 5, Mg/B2 composite powder tends to be agglomerated since multiple peaks can be observed. This is in accordance with the SEM analysis.
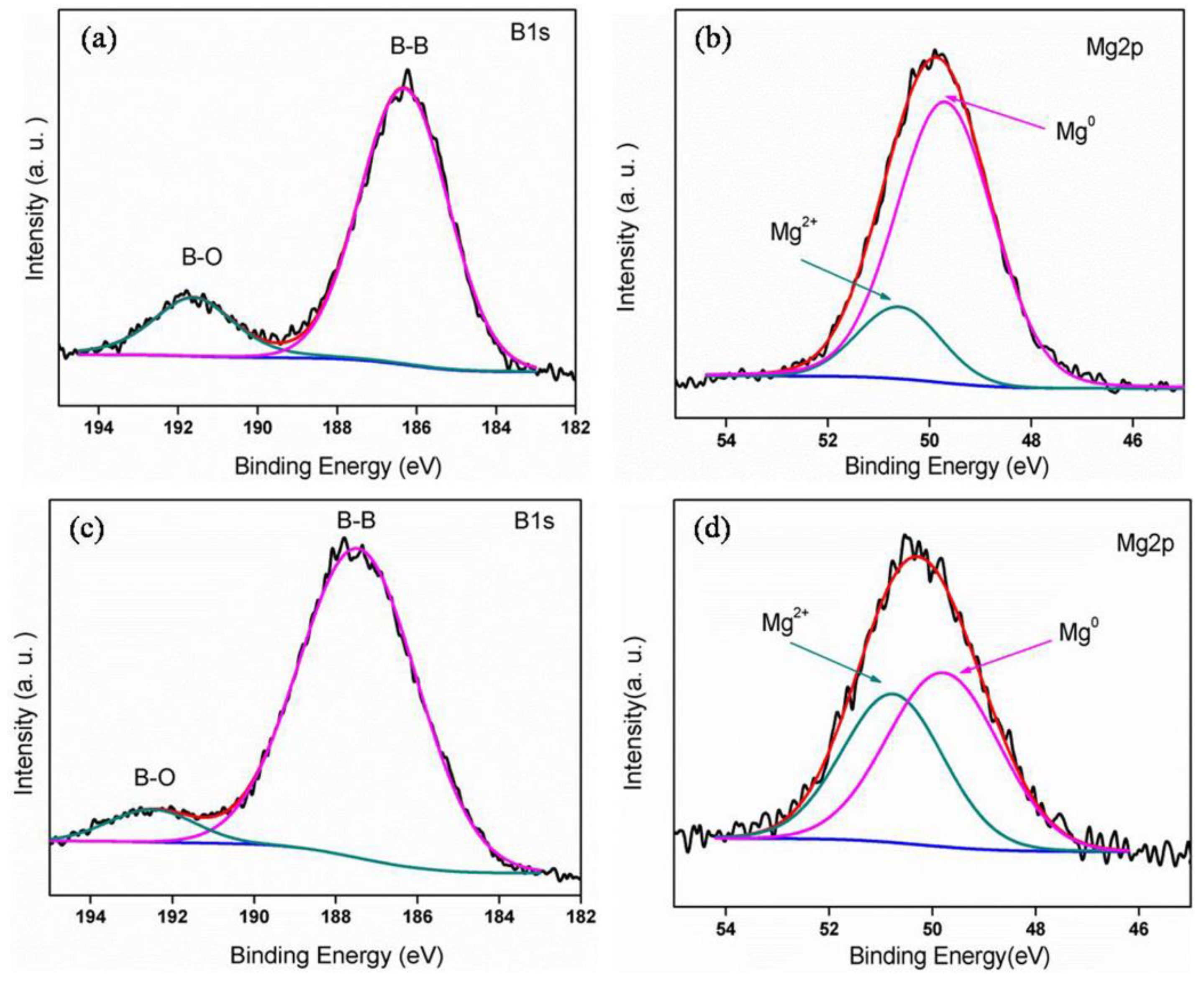
The element Mg and B in two Mg/B composite powders were detected by XPS (shown in
Figure 6). Characteristic peaks of B
2O
3 and B can be identified by two fitting peaks at 192.3 eV and 186.4 eV of the B1s peak. The Mg2p is composed of two peaks, where the 50.4 eV peak corresponds to Mg and the 49.4 eV peak corresponds to Mg
2+ in MgO [
25]. The activity content of B and Mg are defined as the ratio between zero oxidation area to the whole area. The activity content of B in Mg/B1 composite powder (around 85%) is much lower than Mg/B2 composite powder (above 93%). On the contrary, the activity content of Mg in Mg/B1 composite powder (approach 90%) is much higher than Mg/B2 composite powder (about 60%). The activity content of B and Mg are summarized in
Table 3.
3.2. Microstructure and Compound Mechanism of Mg/B Composite Powders
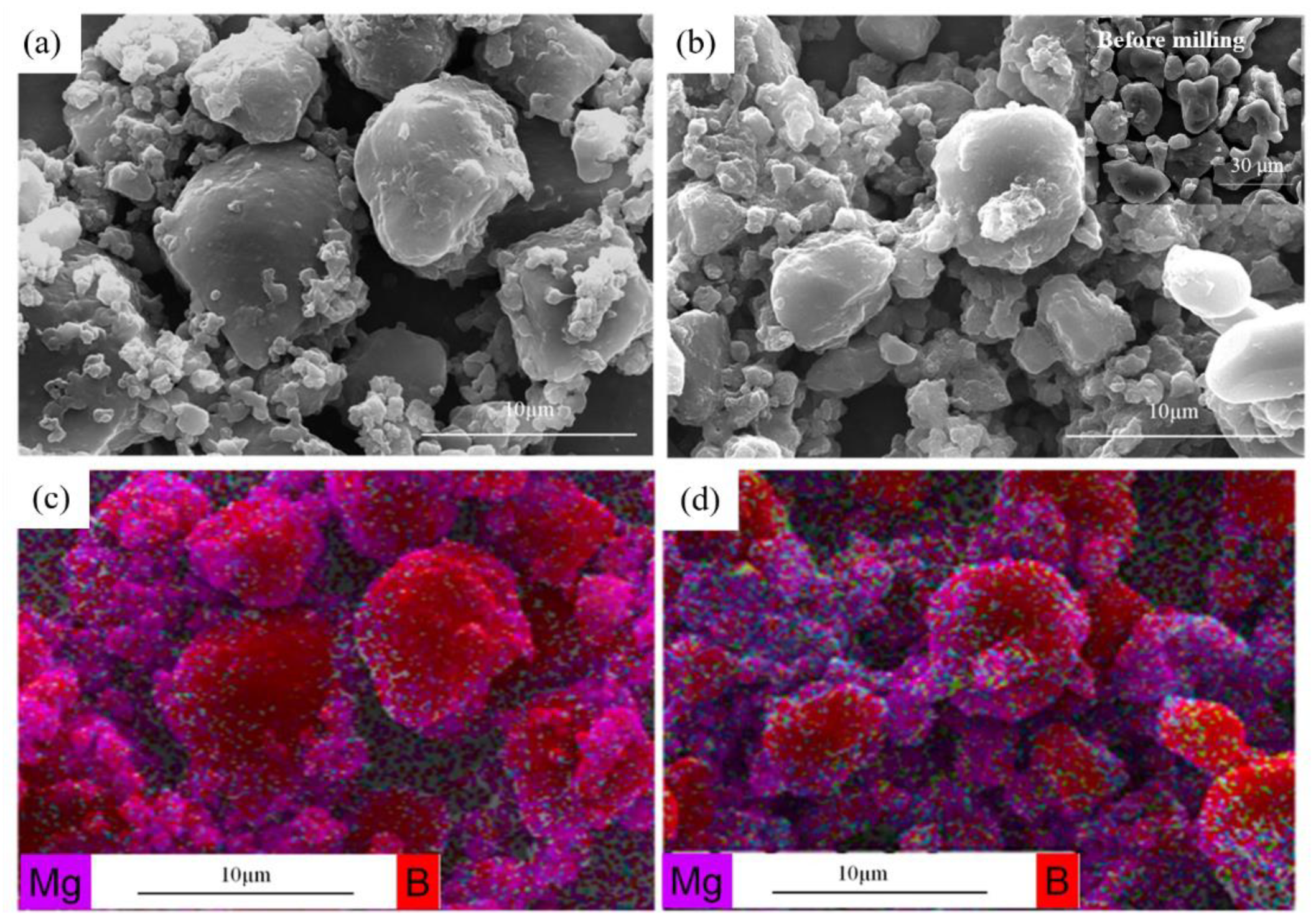
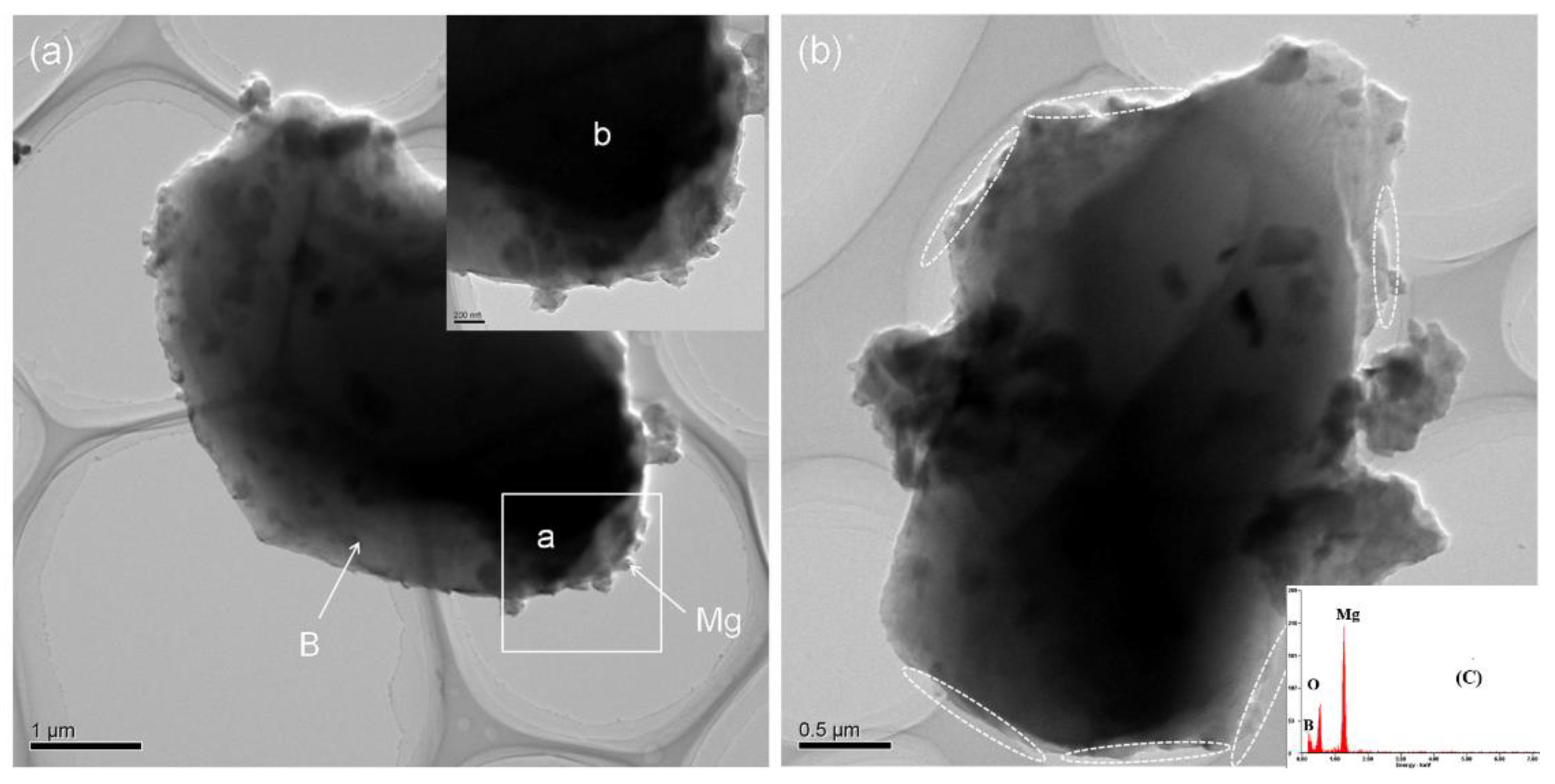
In
Figure 7a, picture b is the enlarged view of part a marked with a white box. It indicates that in the process of cryomilling, brittle fracture occurs due to smaller B particles (marked as B in
Figure 7a) where Mg particles have a tendency to be embedded in the hole and pits of B particles [
25]. With the increase in cryomilling time, Mg tends to diffuse to the surface of B particles as shown in
Figure 7b. In
Figure 7c, the EDS results from the surface area of B particles show a obvious Mg peak. It verify the Mg diffusion phenomenon on surface of B particles.
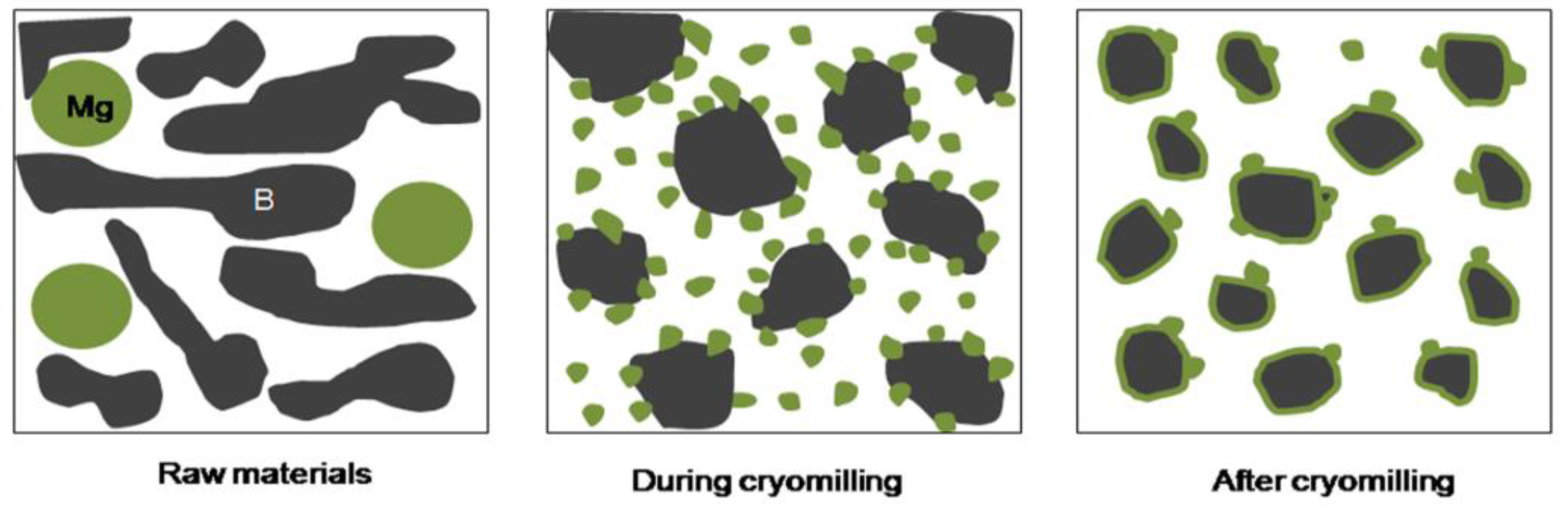
During cryomilling process, the compound mechanism of Mg/B1 powder was divided into several continuous stages as shown in
Figure 8. First, B particles and Mg particles (marked as B and Mg in
Figure 8) are severely deformed, B particles tend to become smaller with holes and pits on the surface while Mg particles present a small smooth flake morphology. Then, Mg particles are crafted into smaller particles due to the shear strength between Mg particles and B particles or Mg and milling balls [
26]. When the small Mg particles meet the hole and pits of B particles, it is easy for Mg particles embedded in B particles. With the shear and strike impact during the milling process, Mg particles are uniformly distributed on the surface of B particles.
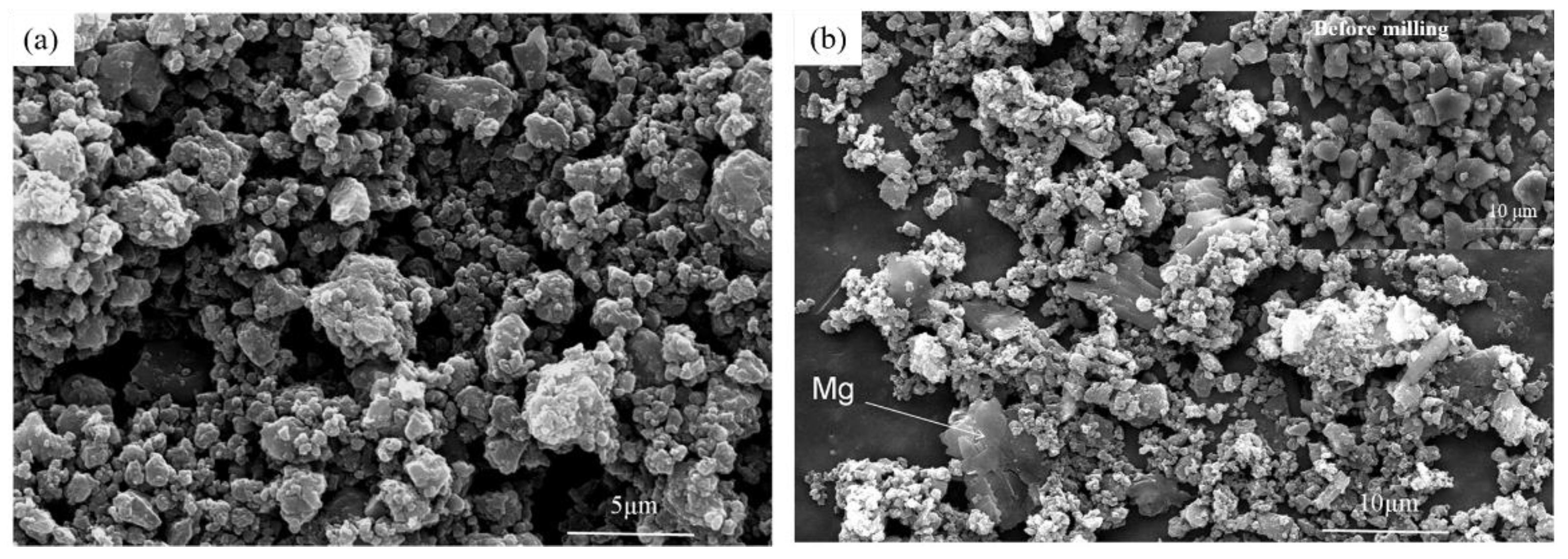
For Mg/B2 composite powder, it is quite different due to the particle size of starting B powders. Since most particles of B2 (marked as B in
Figure 9a) are relatively small after cryomilling, B particles tend to be aggregated as shown in
Figure 9a. In
Figure 9b, it is noteworthy that the agglomeration of powder is more obvious with the increase in cryomilling time. However, With the increase in cryomilling time, Mg particles on the surface of B particles can be transferred into the interior of Mg/B2 composite powders due to powder agglomeration.
For Mg/B2 powders, a different process occurred as shown in
Figure 10. Since particle size of B2 is much smaller than Mg particles (marked as B and Mg in
Figure 10) Mg particles present good ductility. Smaller B particles tend to aggregate with the bind of Mg particles after cryomilling. In addition, some Mg particles are embedded into the hole and pits of B particles. With the increase in cryomilling time, the particle size does not change obviously, while Mg particles on the surface or inside the composite powder have a tendency of tiling [
26].
3.3. Enhanced Reactivity of Mg/B Composite Powders
Figure 11 shows the TG/DSC data of Mg/B composite powders compared with the raw B powders. There is a big exothermic peak between 700 °C and 800 °C. The exothermic peak for Mg/B1 composite powder presents a higher and sharper morphology compared with the exothermic peak of B1 powder. The peak temperature of the main peak for Mg/B1 composite powder after 3 h, 6 h, and 9 h of cryomilling are 713.7 °C, 712.6 °C, and 693.8 °C, respectively. Compared with the B1, whose main peak is 806.5 °C, the exothermic peak of Mg/B1 composite powder appears at a lower temperature. The temperature of the exothermic peak decreases with an increase in cryomilling time. Compared with B2 powder, the exothermic peak for Mg/B2 composite powder demonstrates a shorter and broader morphology due to the addition of Mg and a wide range of particle size after cryomilling. The peak temperature of the main peak changes from 750 °C to 726 °C. It is believed that the reactivity of B particles in Mg/B composite powder is enhanced from cryomilling. For Mg/B2 composite powder, the temperature of the exothermic peak has no significant changes with the increases in cryomilling time.
As shown in
Table 4, the released heat for Mg/B1 composite powder after cryomilling is slightly decreased. This is inevitable with the introduction of impurities such as elements N, O, and Fe. For Mg/B2 composite powder, the released heat becomes higher after cryomilling since the reactivity of B particles is enhanced. In related studies [
15,
16], the numerical value of released heat is relatively higher. It can be concluded that the method used in this study has the potential to improve the oxidation of B particles.
It can be inferred that the oxidation peak temperature of B is positively correlated with the ignition temperature of B. Therefore, the combustion behavior of Mg/B composite powder is improved by cryomilling. From the results in
Table 4, it can be concluded that the combustion behavior of Mg/B1 composite powder is better than Mg/B2 composite powder. In addition, combustion behaviors from other research are summarized in
Table 5; it is obvious that the Mg/B composite powder prepared in this study has better combustion behavior.
The crystallinity and particle size are key factors in the oxidation behavior of B particles [
30]. Considering crystallinity (shown in
Figure 2) and particle size (shown in
Figure 5), the oxidation temperature of B particles in Mg/B2 composite powder is expected to be lower than Mg/B1 composite powder.
Taking the different compounding mechanisms into consideration, the surface of Mg/B composite powder impacts the combustion behavior. The form and content of Mg particles and B particles on the surface of Mg/B composite powder were characterized by XPS. The atomic ratio of Mg particles to B particles on the surface is listed in
Table 6. Compared with the blend ratio (0.050), the ratio of cryomilling Mg/B composite powder is much higher. It is possible that Mg particles are accumulated on the surface of the composite powder, which leads to an Mg-coating structure of B particles. Moreover, the atomic ratio of Mg particles to B particles in Mg/B1 and Mg/B2 composite powders increase with the increase in cryomilling time. However, the atomic ratio of Mg particles to B particles in Mg/B1 composite powder is much higher. The results are consistent with the compounding mechanisms of two Mg/B composite powders. For Mg/B2 composite powder, part of Mg particles on the surface of B particles is transferred into the interior of Mg/B2 composite powder where part of the B particles tends to agglomeration.
The reason Mg can improve the combustion behavior of B attribute to the heat released by the reaction is as follows: 2Mg + O
2 = 2MgO, which can preheat B particles. In addition, the reaction: 3Mg + B
2O
3 = 2B + 3MgO can remove the oxide layer of B particles. As shown in
Table 3, the activity content of Mg particles in Mg/B1 composite powder is much higher than Mg/B2 composite powder, while the activity content of B particles is on the contrary. At the cost of reduction in the activity content of Mg, Mg/B2 composite powder possess high activity content of B with the following reaction: 3Mg + B
2O
3 = 2B + 3MgO.
In this study, simply adding Mg into B makes the oxidation temperature of B higher, where 806.5 °C is increased to 834.0 °C for B1, and 750.9 °C is increased to 767.3 °C for B2. This indicates that adding Mg into B cannot improve the reactivity of B. In addition, the study of B shows that the combustion performance of B with a coating structure is improved because heat released by the reaction between Mg and O heats up B particles. In the preparation of Mg/B composite powder, the atomic ratio of Mg to B and activity content of Mg on the surface have great effects on the reactivity of oxidation. As shown in
Figure 12, Mg/B composite powder generates a layer of MgO, instead of the oxide layer of B, which tends to become liquid and has a high viscosity. The phenomena make the B particles aggregate, resulting in inhibition of further B oxidation.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}