
Thermal Aspects in Edge Trimming of Bio-Filled GFRP: Influence of Fiber Orientation and Silica Sand Filler in Heat Generation

 ,
, 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Specimens Configurations
2.1.1. Raw Materials
2.1.2. Work-Pieces Preparations
2.2. Temperature Acquisition System
2.3. Machining Details
3. Results and Discussion
3.1. Temperature Measurement Curves
3.2. Peak Temperature vs. Composite Laminating Configuration (Dependencies)
3.3. Infrared Thermometric Tool Temperature Measurements and Heat Partition Evaluation
3.4. Scanning Electron Microscopy Investigation
3.4.1. Edge Trimming-Induced Signature into Pure Epoxy Matrices
3.4.2. Effects of Silica Sand Filler in Edge Trimming-Induced Signature into 0° Fiber Orientation Materials
3.4.3. Effects of Silica Sand Filler in Edge Trimming-Induced Signature into 90° Fiber Orientation Materials
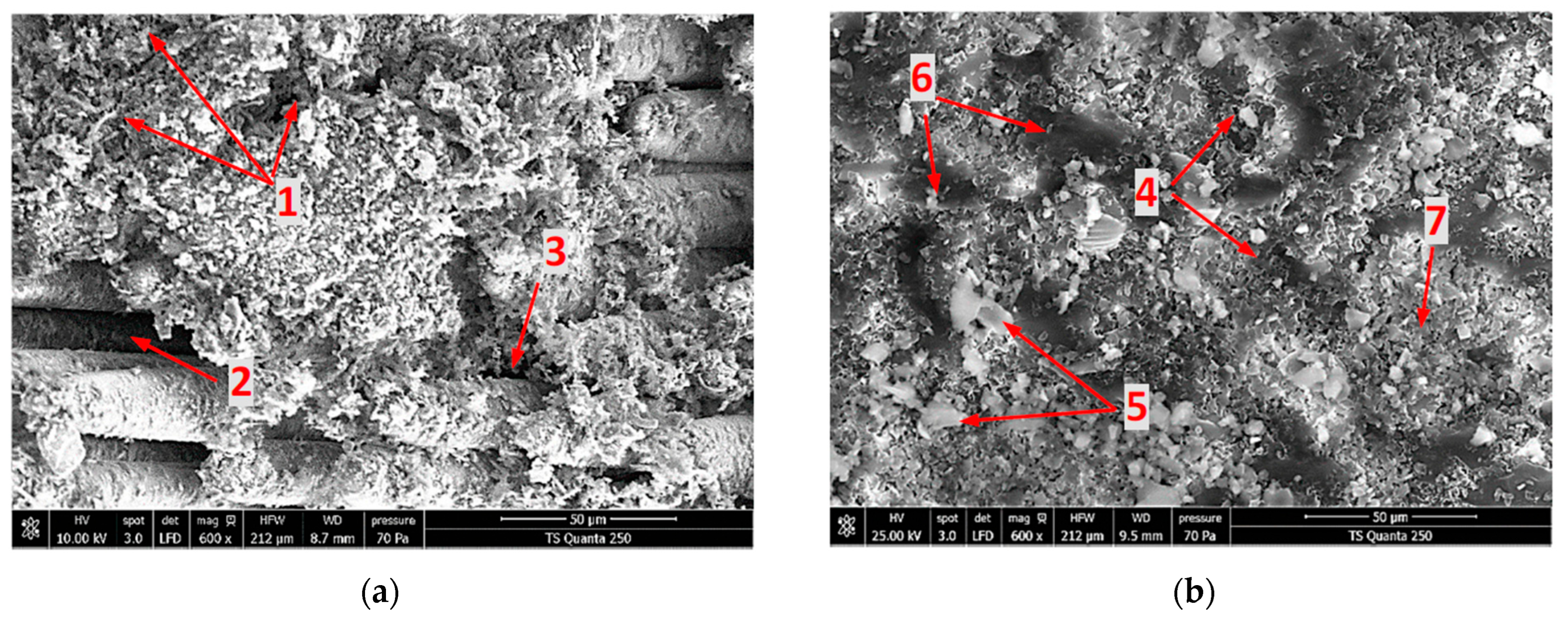
- For specimen C, Figure 10a shows a catastrophic failure, since serious loss of epoxy matrix occurs around the fiber units, causing deep damage to the cutting area. In epoxy-covered zones, matrix-cracking propagations can be distinguished. Theses fissures likely result from thermal effects as peak temperatures reach their highest values at this configuration. Yet, mechanical effects can contribute to the propagation of these cracks through the influence of the pressure difference, which is caused by the tool’s forward movement between the upstream and downstream contact surfaces [47]. As the tool moves forward, the glass fibers bend under the action of the tool thrust force and then split by shearing. According to this cutting mechanism, the high rise of generated heat was due to the increase in frictional force between the composite reinforcement fibers and the tool, which in turn was due to the increase of the thrust force. The tool temperature curve (Figure 7) built from the infrared measurements is consistent with this assumption since the released thermal energy which can be estimated from the curve by numeric integration should be equal to the work of the frictional force. This is confirmed by the results obtained by Henerichs et al. [40], who examined, through SEM images, tool wear after machining of 90° CFRP fiber direction and observed an intensive tool wear compared to 0° fiber direction part. From Figure 10a, no remarkable fiber fragment was detected on the cut area, and the observed free residues go back potentially to pure matrix dusty chips. Unlike the cutting parallel to fiber process, perpendicular orientation leads to a neat fracture of glass fibers, resulting in dusty chips with a relatively uniform long size.
- For specimen E, the micrograph exhibited no significant matrix cracking. Despite the presence of random fluted zones caused by silica sand grain displacement, the cut area seems to be more consolidated. This improvement in mechanical properties is attributed to the increase of the Tg of filled samples since many publications [43,44,45] have affirmed that adding filler to the epoxy matrix can improve the thermal properties of composites, especially the glass transition temperature. Indeed, temperature drop obtained when adding silica sand fillers into 90° composite material laminates indicates the significant role of the filler grain in the heat generation mechanism. Silica grains act, by way of high thermal capacity, as thermal walls that limit heat transfer. From inspections, excavated areas likely resulted from silica grain movement. In addition, heterogeneous debris can be distinguished, including a milled epoxy resin–silica sand admixture. In particular, free silica milled grains potentially released from interfaces with an average grain size of eight microns were detected at the trim plan. Globally, the subsurface damage of specimen E appears less critical than that developed in Specimen C.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shyha, I.; Huo, D.; Hesamikojidi, P.; Eldessouky, H.; El-Sayed, M.A. Performance of a new hybrid cutting-abrasive tool for the machining of fibre reinforced polymer composites. Int. J. Adv. Manuf. Technol. 2021, 112, 1101–1113. [Google Scholar] [CrossRef]
- Sunny, T.; Babu, J.; Philip, J. Experimental Studies on Effect of Process Parameters on Delamination in Drilling GFRP Composites Using Taguchi Method. Procedia Mater. Sci. 2014, 6, 1131–1142. [Google Scholar] [CrossRef] [Green Version]
- Sarfraz, M.S.; Hong, H.; Kim, S.S. Recent developments in the manufacturing technologies of composite components and their cost-effectiveness in the automotive industry: A review study. Compos. Struct. 2021, 266, 113864. [Google Scholar] [CrossRef]
- Mkaddem, A.; Zain-ul-abdein, M.; Mezlini, S.; Bin Mahfouz, A.S.; Jarraya, A. Sensitivity of GFRP composite integrity to machining-induced heat: A numerical approach. In Advances in Acoustics and Vibration; Fakhfakh, T., Chaari, F., Walha, L., Abdennadher, M., Abbes, M., Haddar, M., Eds.; Springer: Berlin/Heidelberg, Germany, 2017. [Google Scholar]
- Wang, H.; Dong, H.; Ke, Y.; Sun, J. Modeling and analysis of force prediction in milling process of unidirectional fiber reinforced polymer composites. Int. J. Adv. Manuf. Technol. 2019, 101, 3073–3080. [Google Scholar] [CrossRef]
- El-Hofy, M.H.; Sooa, S.L.; Aspinwalla, D.K.; Simb, W.M.; Pearsonc, D.; Hardend, P. Factors affecting workpiece surface integrity in slotting of CFRP. Procedia Eng. 2011, 19, 94–99. [Google Scholar] [CrossRef] [Green Version]
- Gara, S.; Tsoumarev, O. Theoretical and experimental study of slotting CFRP material with segmented helix tool. Int. J. Adv. Manuf. Technol. 2018, 94, 687–699. [Google Scholar] [CrossRef]
- Pereszlai, C.; Geier, N.; Poór, D.I.; Balázs, B.Z.; Póka, G. Drilling fibre reinforced polymer composites (CFRP and GFRP): An analysis of the cutting force of the tilted helical milling process. Compos. Struct. 2021, 262, 113646. [Google Scholar] [CrossRef]
- Li, C.; Yin, X.; Wang, Y.; Zhang, L.; Zhang, Z.; Liu, Y.; Xian, G. Mechanical property evolution and service life prediction of pultruded carbon/glass hybrid rod exposed in harsh oil-well condition. Compos. Struct. 2020, 246, 112418. [Google Scholar] [CrossRef]
- Alcudia-Zacarías, E.; Abúndez-Pliego, A.; Mayén, J.; Colín-Ocampo, J.; Blanco-Ortega, A.; Alcocer-Rosado, W.M. Experimental Assessment of Residual Integrity and Balanced Mechanical Properties of GFRP/CFRP Hybrid Laminates under Tensile and Flexural Conditions. Appl. Compos. Mater. 2020, 27, 895–914. [Google Scholar] [CrossRef]
- Li, C.; Guo, R.; Xian, G.; Li, H. Innovative compound-type anchorage system for a large-diameter pultruded carbon/glass hybrid rod for bridge cable. Mater. Struct. 2020, 53, 73. [Google Scholar] [CrossRef]
- Shioya, M.; Kikutani, T. Chapter 7-Synthetic Textile Fibres: Non-polymer Fibres. In Series in Textiles, Textiles and Fashion; Sinclair, R., Ed.; Woohead Pulishing: Cambridge, UK, 2015; pp. 139–155. [Google Scholar] [CrossRef]
- Davim, J.P.; Mata, F. Influence of cutting parameters on surface roughness in turning glass-fibre-reinforced plastics using statistical analysis. Ind. Lubr. Tribol. 2004, 56, 270–274. [Google Scholar] [CrossRef]
- Davim, J.P.; Mata, F. Physical cutting model of Polyetheretherketone composites. Mater. Des. 2006, 27, 847–852. [Google Scholar] [CrossRef]
- Zenia, S.; Ayed, L.B.; Nouari, M.; Delamézière, A. Numerical analysis of the interaction between the cutting forces, induced cutting damage, and machining parameters of CFRP composites. Int. J. Adv. Manuf. Technol. 2015, 78, 465–480. [Google Scholar] [CrossRef]
- Chibane, H.; Morandeau, A.; Serra, R.; Bouchou, A.; Leroy, R. Optimal milling conditions for carbon/epoxy composite material using damage and vibration analysis. Int. J. Adv. Manuf. Technol. 2013, 68, 1111–1121. [Google Scholar] [CrossRef]
- Erkan, Ö.; Demetgül, M.; Işik, B.; Tansel, İ.N. Selection of optimal machining conditions for the composite materials by using Taguchi and GONNs. Measurement 2014, 48, 306–313. [Google Scholar] [CrossRef]
- Sharma, D.; Singh, K.K.; Thakur, R.K. Parametric Optimization of Surface Roughness and Delamination Damage in End Milling Operation of GFRP Laminate Modified With MWCNT. Mater. Today Proc. 2020, 22, 2798–2807. [Google Scholar] [CrossRef]
- Karpat, Y.; Bahtiyar, O.; Değer, B. Mechanistic force modeling for milling of unidirectional carbon fiber reinforced polymer laminates. Int J. Mach. Tools Manuf. 2012, 56, 79–93. [Google Scholar] [CrossRef]
- HoCheng, H.; Chao, Y.; Puw, H. General model for thrust force-induced delamination in drilling of composite laminates. Applied Mechanics Division, AMD. In Mach. Adv. Mater.; American Society Of Mechanical Engineers: New York, NY, USA, 1995. [Google Scholar]
- Pecat, O.; Rentsch, R.; Brinksmeier, E. Influence of Milling Process Parameters on the Surface Integrity of CFRP. Procedia CIRP 2012, 1, 466–470. [Google Scholar] [CrossRef] [Green Version]
- Faria, P.; Rubio, J.C.; Abrao, A.; Davim, J.P. The influence of tool wear on delamination when drilling glass fibre reinforced epoxy composite with high speed steel and cemented carbide tools. Int. J. Mater. Prod. Technol. 2009, 37, 129–139. [Google Scholar] [CrossRef]
- Kavad, B.V.; Pandey, A. A review paper on effects of drilling on glass fiber reinforced plastic. Procedia Technol. 2014, 14, 457–464. [Google Scholar] [CrossRef] [Green Version]
- Lokesh, K.S.; Pinto, T.; Ramachandra, C.G. Effect of tool wear & machinability studies on polymer composites, a review. Int. J. Eng. Inf. Syst. 2017, 1, 71–77. [Google Scholar]
- Sheikh-Ahmad, J.; Almaskari, F.; Hafeez, F. Heat partition in edge trimming of fiber reinforced polymer composites. J. Compos. Mater. 2020, 54, 2805–2821. [Google Scholar] [CrossRef]
- Sorrentino, L.; Turchetta, S.; Colella, L.; Bellini, C. Analysis of Thermal Damage in FRP Drilling. Procedia Eng. 2016, 167, 206–215. [Google Scholar] [CrossRef]
- Liu, J.; Chen, G.; Ji, C.; Qin, X.; Li, H.; Ren, C. An investigation of workpiece temperature variation of helical milling for carbon fiber nreinforced plastics (CFRP). Int. J. Mach. Tools Manuf. 2014, 86, 89–103. [Google Scholar] [CrossRef]
- Caggiano, A. Machining of Fibre Reinforced Plastic Composite Materials. Materials 2018, 11, 442. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sheikh-Ahmad, J.; Almaskari, F.; Hafeez, F. Heat partition in edge trimming of glass fiber reinforced polymer (GFRP) composites. Procedia CIRP 2019, 85, 20–25. [Google Scholar] [CrossRef]
- Mohan, N.S.; Kulkarni, S.M.; Ramachandra, A. Delamination analysis in drilling process of glass fiber reinforced plastic (GFRP) composite materials. J. Mater. Processing Technol. 2007, 186, 265–271. [Google Scholar] [CrossRef]
- Karataş, M.A.; Gökkaya, H. A review on machinability of carbon fiber reinforced polymer (CFRP) and glass fiber reinforced polymer (GFRP) composite materials. Def. Technol. 2018, 14, 318–326. [Google Scholar] [CrossRef]
- Chen, C.; Justice, R.S.; Schaefer, D.W.; Baur, J.W. Highly dispersed nanosilica–epoxy resins with enhanced mechanical properties. Polymer 2008, 49, 3805–3815. [Google Scholar] [CrossRef]
- Zamanian, M.; Mortezaei, M.; Salehnia, B.; Jam, J. Fracture toughness of epoxy polymer modified with nanosilica particles: Particle size effect. Eng. Fract. Mech. 2013, 97, 193–206. [Google Scholar] [CrossRef]
- Zappalorto, M.; Pontefisso, A.; Fabrizi, A.; Quaresimin, M. Mechanical behaviour of epoxy/silica nanocomposites: Experiments and modelling. Compos. Part A Appl. Sci. Manuf. 2015, 72, 58–64. [Google Scholar] [CrossRef]
- Buschow, K.H.J.; Robert; Cahn, W.; Merton; Fleings, C.; Ilschner, B.; Edward; Kramer, J.; Mahajan, S.; Veyssière, P. Encyclopedia of Materials: Science and Technology; Chawla, K.K., Fibers, G., Eds.; Elsevier: Amsterdam, The Netherlands, 2001; pp. 3541–3545. [Google Scholar] [CrossRef]
- Elkazaz, E.; Crosby, W.A.; Ollick, A.M.; Elhadary, M. Effect of fiber volume fraction on the mechanical properties of randomly oriented glass fiber reinforced polyurethane elastomer with crosshead speeds. Alex. Eng. J. 2020, 59, 209–216. [Google Scholar] [CrossRef]
- Guesmi, F.; Elfarhani, M.; Mkaddem, A.; Ghazali, S.; Bin Mahfouz, A.S.; Jarraya, A. Heat Analysis of Thermal Conductive Polymer Composites: Reference Temperature History in Pure Polymer Matrices. Polymer 2022, 14, 2084. [Google Scholar] [CrossRef] [PubMed]
- Yashiro, T.; Ogawa, T.; Sasahara, H. Temperature measurement of cutting tool and machined surface layer in milling of CFRP. Int. J. Mach. Tools Manuf. 2013, 70, 63–69. [Google Scholar] [CrossRef]
- Nguyen, D.; Abdullah, M.S.B.; Khawarizmi, R.; Kim, D.; Kwon, P. The effect of fiber orientation on tool wear in edge-trimming of carbon fiber reinforced plastics (CFRP) laminates. Wear 2020, 450, 203213. [Google Scholar] [CrossRef]
- Henerichs, M.; Voss, R.; Kuster, F.; Wegener, K. Machining of carbon fiber reinforced plastics: Influence of tool geometry and fiber orientation on the machining forces. CIRP J. Manuf. Sci. Technol. 2014, 9, 136–145. [Google Scholar] [CrossRef]
- Voss, R.; Seeholzer, L.; Kuster, F.; Wegener, K. Influence of fibre orientation, tool geometry and process parameters on surface quality in milling of CFRP. CIRP J. Manuf. Sci. Technol. 2017, 18, 75–91. [Google Scholar] [CrossRef]
- Somaiah, B.; Anjaneya Prasad, N.; Nath, K. A comprehensive review: Characterization of glass fiber reinforced polymer composites with fillers from a Thermo-mechanical perspective. Mater. Today Proc. 2022, 62 Pt 6, 3226–3232. [Google Scholar] [CrossRef]
- Shekarchi, M.; Farahani, E.M.; Yekrangnia, M.; Ozbakkaloglu, T. Mechanical strength of CFRP and GFRP composites filled with APP fire retardant powder exposed to elevated temperature. Fire Saf. J. 2020, 115, 103178. [Google Scholar] [CrossRef]
- Mehnen, J.; Hintze, W.; Köttner, L.; von Wenserski, R. Temperature field due to a moving heat source in machining orthotropic composites with arbitrary fiber orientation. Procedia CIRP 2019, 85, 2–7. [Google Scholar] [CrossRef]
- Karnati, S.R.; Agbo, P.; Zhang, L. Applications of silica nanoparticles in glass/carbon fiber-reinforced epoxy nanocomposite. Compos. Commun. 2020, 17, 32–41. [Google Scholar] [CrossRef]
- Fotouhi, S.; Pashmforoush, F.; Bodaghi, M.; Fotouhi, M. Autonomous damage recognition in visual inspection of laminated composite structures using deep learning. Compos. Struct. 2021, 268, 113960. [Google Scholar] [CrossRef]
- Fu, Y.; Yao, X. A review on manufacturing defects and their detection of fiber reinforced resin matrix composites. Compos. Part C Open Access 2022, 8, 100276. [Google Scholar] [CrossRef]
- Guimard, J.M.; Allix, O.; Pechnik, N. Thevenet, Energetic analysis of fragmentation mechanisms and dynamic delamination modelling in CFRP composites. Comput. Struct. 2009, 87, 1022–1032. [Google Scholar] [CrossRef]
- Naderi, M.; Kahirdeh, A.; Khonsari, M.M. Dissipated thermal energy and damage evolution of Glass/Epoxy using infrared thermography and acoustic emission. Compos. Part B Eng. 2012, 43, 1613–1620. [Google Scholar] [CrossRef]
- Valès, B.; Munoz, V.; Welemane, H.; Pastor, M.L.; Trajin, B.; Perrin, M.; Cantarel, A.; Rama, M.K. Heat source estimation in anisotropic materials. Compos. Struct. 2016, 136, 287–296. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimens | Ingredients Volume Fractions | Physical Characteristics |
|---|---|---|
| A | Epoxy: 100% | kA = 0.250 W∙m−1∙K−1 A = 1200 kg∙m−3 |
| B | Epoxy: 85% Glass fiber: 15% Fiber orientation: 0° | kB = 0.217 W∙m−1∙K−1 B = 1410 kg∙m−3 |
| C | Epoxy: 85% Glass fiber: 15% Fiber orientation: 90° | kC = 0.217 W∙m−1∙K−1 C = 1410 kg∙m−3 |
| D | Epoxy: 57% Glass fiber: 15% Silica Sand filler: 28% Fiber orientation: 0° | kD = 0.640 W∙m−1∙K−1 D = 1816 kg∙m−3 |
| E | Epoxy: 57% Glass fiber: 15% Silica Sand filler: 28% Fiber orientation: 90° | kE = 0.640 W∙m−1∙K−1 E = 1816 kg∙m−3 |
| Property/Resin | Epoxy 1050 |
|---|---|
| Appearance | Opalescent neutral liquid |
| Density | 1.17 |
| Viscosity (centipoise) | 1043 |
| Gel time (minutes) | 210 (at 23 °C with the hardener 1055 s) |
| Properties | Values |
|---|---|
| Appearance | Opalescent neutral liquid |
| Density | 265 g/cm³ |
| Molecular weight | 60.1 |
| Granulometry | 0.3~0.8 mm |
| SiO2% | approx 99% |
| Grain shape | sub-angular |
| Components | Specifications |
|---|---|
| 8 Max6675 TCs Type K Sensor Module For Arduino | Voltage: 5V DC Intensity: 50 mA Accuracy: ±1.5 °C Resolution: 0.25 °C |
| Arduino board based on ATMega2560 with USB connection | 16 MHz 54 Inputs/Outputs including: 14 PWM (Pulse Width Modulation) input channels, 16 analog input channels, and, 4 UART (Universal Asynchronous Receiver-Transmitter) channels |
| Dupont male/female connection cables | Suitable cable model |
| Computer with Arduino user interface | Suitable interface |
| TC1 | TC2 | TC3 | TC4 | TC5 | TC6 | TC7 | TC8 | ||
|---|---|---|---|---|---|---|---|---|---|
| A | 0.191 | 0.273 | 0.309 | 0.416 | 0.433 | 0.618 | 0.585 | 0.733 | |
| TDD | 7 | 6.5 | 5.5 | 6 | 6 | 5.5 | 6.5 | 6 | |
| 0.0142 | 0.0152 | 0.0179 | 0.0279 | 0.0320 | 0.0384 | 0.0439 | 0.0483 | ||
| B | 0.300 | 0.315 | 0.466 | 0.615 | 0.600 | 0.463 | 0.427 | 0.544 | |
| TDD | 10 | 11 | 7.5 | 6.5 | 7 | 9.5 | 11 | 9 | |
| 0.030 | 0.034 | 0.045 | 0.047 | 0.053 | 0.058 | 0.068 | 0.071 | ||
| C | 0.145 | 5.784 | 7.733 | 7.428 | 11.568 | 9.348 | 13.308 | 18.160 | |
| TDD | 5 | 3.7 | 3 | 3.5 | 2.5 | 3.5 | 2.6 | 2 | |
| 0.196 | 0.224 | 0.249 | 0.277 | 0.318 | 0.354 | 0.384 | 0.389 | ||
| D | 0.155 | 0.186 | 0.158 | 0.240 | 0.512 | 0.354 | 0.401 | 0.472 | |
| TDD | 7.1 | 7 | 10 | 7.5 | 6.5 | 6.5 | 6 | 5.5 | |
| 0.017 | 0.019 | 0.022 | 0.026 | 0.029 | 0.035 | 0.043 | 0.039 | ||
| E | 0.280 | 0.288 | 0.373 | 0.564 | 0.486 | 0.818 | 0.858 | 1.020 | |
| TDD | 7.5 | 9 | 7.5 | 5.5 | 7 | 4.5 | 4.5 | 4.5 | |
| 0.031 | 0.040 | 0.044 | 0.050 | 0.059 | 0.062 | 0.069 | 0.081 | ||
| Specimen | A | B | C | D | E |
|---|---|---|---|---|---|
| VH (°C∙s−1) | 0.108 | 0.063 | 0.610 | 0.051 | 0.075 |
| R-square | 0.9627 | 0.9799 | 0.9837 | 0.9775 | 0.9837 |
| Specimen | SD (%) | |||||||
|---|---|---|---|---|---|---|---|---|
| A | 314.429 | 86.592 | 0.275 | 215.260 | 0.684 | 12.577 | 0.039 | 0.57 |
| B | 834.046 | 245.606 | 0.294 | 539.575 | 0.646 | 24.865 | 0.0298 | 0.82 |
| C | 1961.424 | 566.784 | 0.286 | 1343.400 | 0.677 | 71.240 | 0.036 | 1.01 |
| D | 456.5 | 55.891 | 0.121 | 387.927 | 0.840 | 17.682 | 0.0383 | 1.14 |
| E | 751.082 | 138.547 | 0.182 | 593.510 | 0.782 | 26.025 | 0.0343 | 1.26 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Elfarhani, M.; Guesmi, F.; Mkaddem, A.; Ghazali, S.; Rubaiee, S.; Jarraya, A. Thermal Aspects in Edge Trimming of Bio-Filled GFRP: Influence of Fiber Orientation and Silica Sand Filler in Heat Generation. Materials 2022, 15, 4792. https://doi.org/10.3390/ma15144792
Elfarhani M, Guesmi F, Mkaddem A, Ghazali S, Rubaiee S, Jarraya A. Thermal Aspects in Edge Trimming of Bio-Filled GFRP: Influence of Fiber Orientation and Silica Sand Filler in Heat Generation. Materials. 2022; 15(14):4792. https://doi.org/10.3390/ma15144792
Chicago/Turabian StyleElfarhani, Makram, Fethi Guesmi, Ali Mkaddem, Sami Ghazali, Saeed Rubaiee, and Abdessalem Jarraya. 2022. "Thermal Aspects in Edge Trimming of Bio-Filled GFRP: Influence of Fiber Orientation and Silica Sand Filler in Heat Generation" Materials 15, no. 14: 4792. https://doi.org/10.3390/ma15144792