
Effect of the Type of Inorganic Binder on the Microstructure and Properties of AlSi7Mg Alloy Castings Made by Ablation Casting Technology


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Thermal Analysis
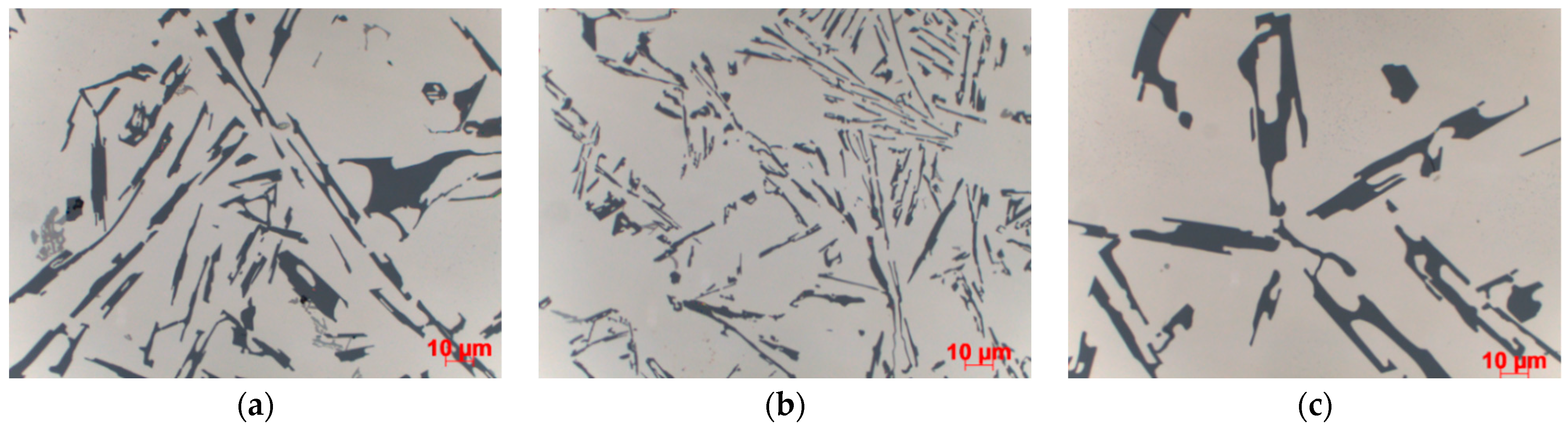
3.2. Microstructure of Test Castings
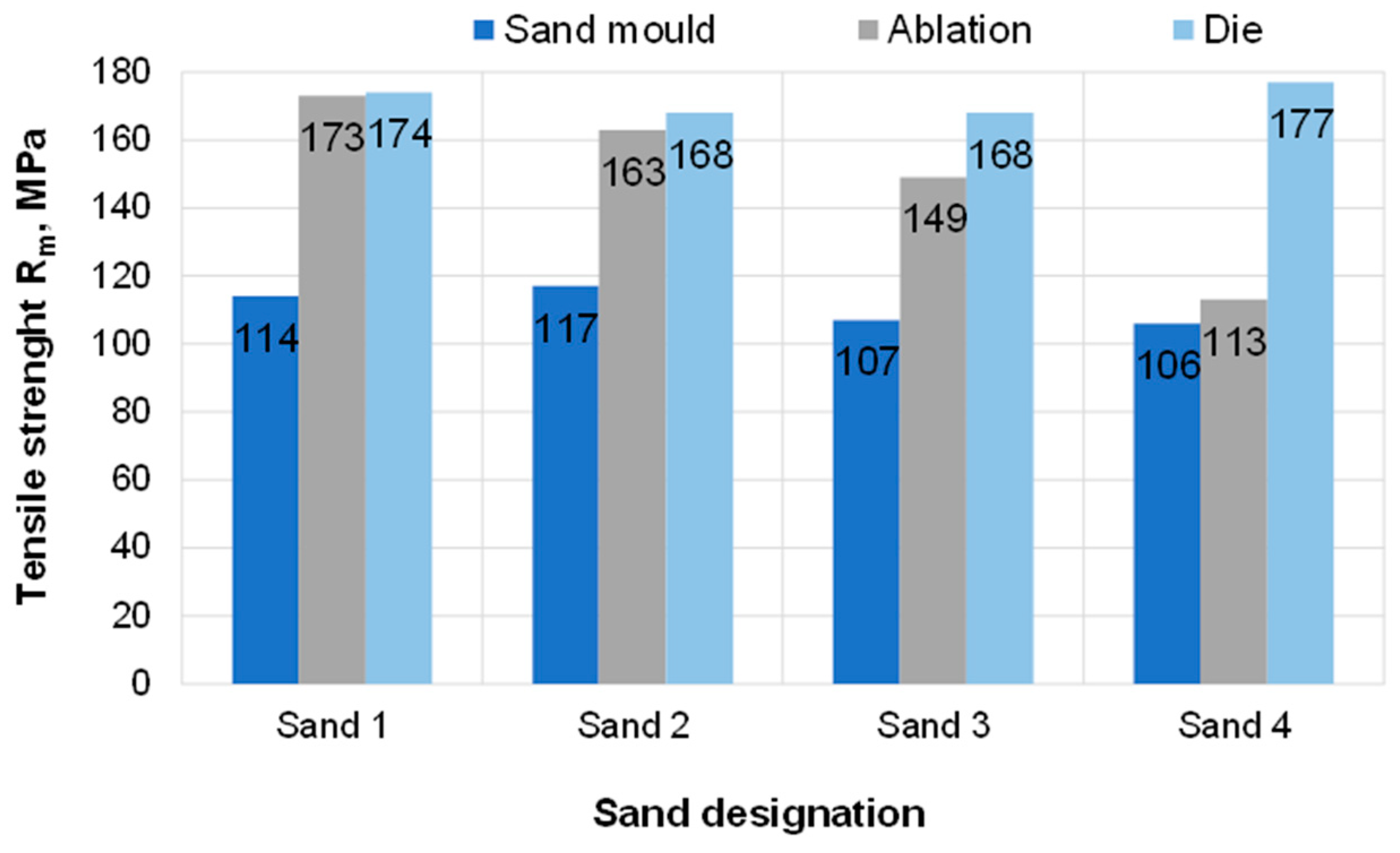
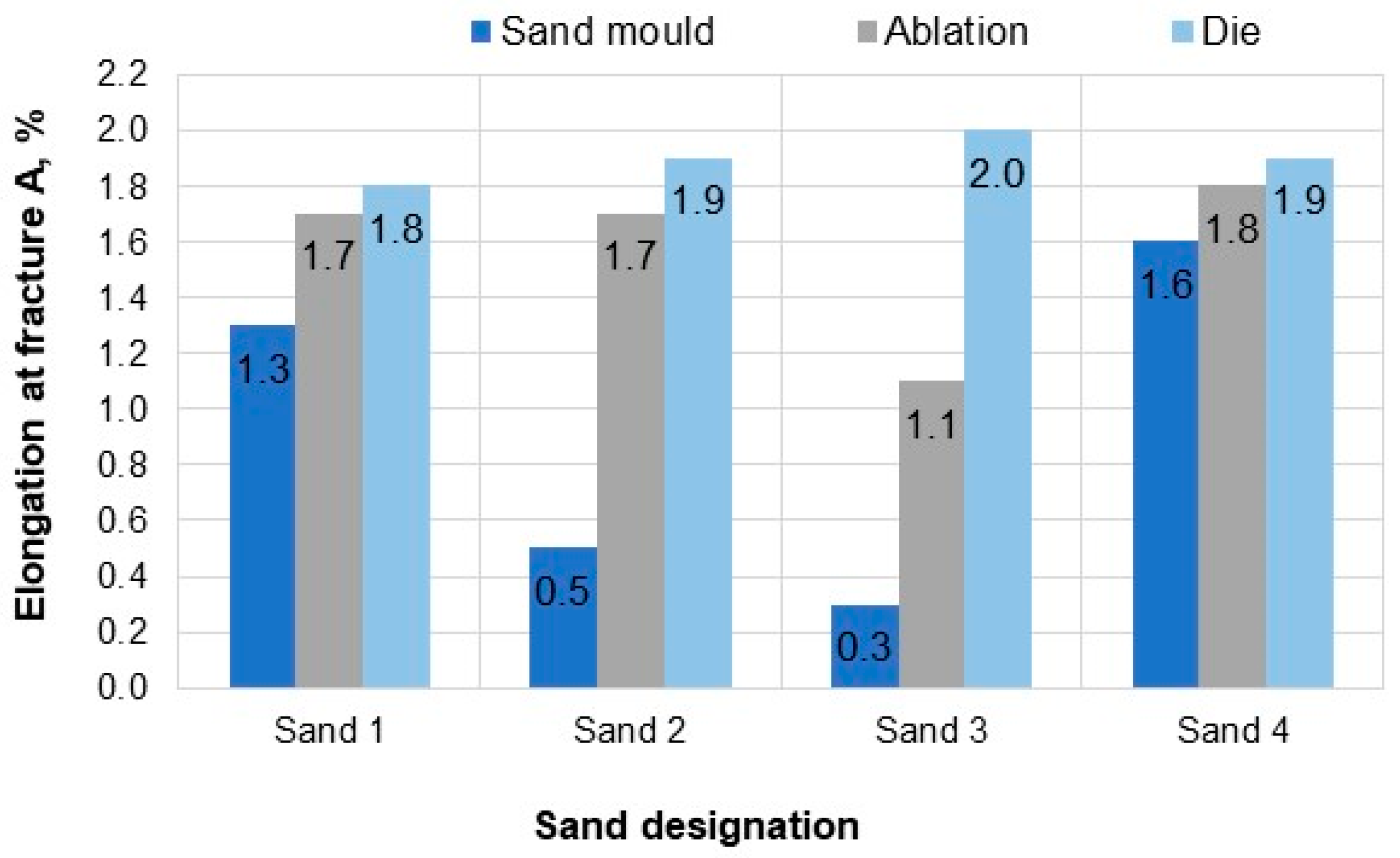
3.3. Results of Standard Tensile Test
4. Conclusions
- The selection of the sand composition for ablation casting has a significant impact on both the microstructure and properties of the resulting castings. The particularly important parameter is the time of mould erosion, since it determines the rate of mould breakdown by the ablation agent, ensuring rapid heat dissipation from castings.
- Microstructural examinations showed differences in the microstructure of castings. The differences were due to changes in the crystallisation path resulting from the use of three different casting technologies, ensuring different rates of heat dissipation from castings, and from the use of four different moulding sand mixtures. A varied dispersion of eutectic Si precipitates is present, while no changes in the morphology of individual precipitates related to the cooling rate were observed.
- It has been shown that castings made by the ablation technology are characterised by the refined microstructure (SDAS reduced by 20–25%), which confers to them the strength properties superior to the properties obtained in castings made by the conventional sand moulding process.
- The best strength parameters in the ablation technology were obtained by castings made in the sand moulds based on a phosphate binder hardened with MgO (Sand No. 1) and on a microwave-hardened geopolymer binder (Sand No. 2). The erosion time of moulds made from these sand mixtures was 11 s and 12 s, respectively.
- For both sands, the obtained values of the tensile strength and elongation were comparable to those obtained for a die casting (for Sand No. 1: Rm −156 MPa, A—1.7% and for Sand No. 2: Rm = 156 MPa, A = 1.7%, for die castings: Rm—155 and 158 MPa, A—1.8 and 1.9%).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sobczak, J.; Balcer, E.; Kryczek, A. Odlewnictwo w kraju i na świecie—Status quo i tendencje rozwojowe. (Foundry industry in Poland and in the world—The status quo and development trends). Przegląd Odlew. 2018, 68, 8–14. (In Polish) [Google Scholar]
- Report: Global Aluminium Casting Market 2021–2025; TechNavio Publisher: Toronto, ON, Canada, 2021.
- Report: Aluminium Casting Market Size, Share & Trends Analysis Report by Process (Die Casting, Permanent Mould Casting), by End Use (Transportation, Industrial), and Segment Forecasts, 2020–2027; Grand View Research: Dublin, Ireland, 2020.
- Stojanovic, B.; Bukvic, M.; Epler, I. Application of Aluminium and Aluminium Alloys in Engineering. Appl. Eng. Lett. J. Eng. Appl. Sci. 2018, 3, 52–62. [Google Scholar] [CrossRef]
- Chen, G.; Yang, M.; Jin, Y.; Zhang, H.; Han, F.; Chen, Q.; Zhao, Z. Ultrasonic assisted squeeze casting of a wrought aluminium alloy. J. Mater. Process Technol. 2019, 266, 19–25. [Google Scholar] [CrossRef]
- Grassi, J.R.; Campbell, J. The Ablation Casting Process. Mater. Sci. Forum 2009, 618, 591–594. [Google Scholar] [CrossRef] [Green Version]
- Han, Q. Ablation Casting: Solidification Characteristics, Microstructure Formation, and Mechanical Properties. Int. J. Met. 2021, 15, 1213–1222. [Google Scholar] [CrossRef]
- Dańko, R.; Holtzer, M.; Dańko, J. Characteristics of Dust from Mechanical Reclamation of Moulding Sand with Furan Cold-Setting Resins—Impact on Environment. In Proceedings of the 2015 WFO International Forum on Moulding Materials and Casting Technologies, Changsha, China, 25–28 September 2015; pp. 38–46. [Google Scholar]
- Grassi, J.; Grassi, M.J.; Campbell, J. Ablation Casting Proces. US Patent 2008/0041499 A1, 21 February 2008. [Google Scholar]
- Ablation Casting. Available online: https://www.acura.com/performance/modals/ablation-casting (accessed on 6 April 2022).
- Puzio, S.; Kamińska, J.; Angrecki, M.; Major-Gabryś, K. The Influence of Inorganic Binder Type on Properties of Self-Hardening Moulding Sands Intended for the Ablation Casting Process. J. Appl. Mater. Eng. 2020, 60, 99–108. [Google Scholar] [CrossRef]
- Major-Gabryś, K.; Hosadyna-Kondracka, M.; Puzio, S.; Kamińska, J.; Angrecki, M. The influence of the modified ablation casting on casts properties produced in microwave hardened moulds with hydrated sodium silicate binder. Arch. Metall. Mater. 2020, 65, 497–502. [Google Scholar] [CrossRef]
- Puzio, S.; Kamińska, J.; Angrecki, M.; Major-Gabryś, K. Effect of the Type of Inorganic Binder on the Properties of Microwave-Hardened Moulding Sands for Ablation Casting Technology. Arch. Metall. Mater. 2020, 65, 1385–1390. [Google Scholar] [CrossRef]
- Kamińska, J.; Angrecki, M.; Puzio, S.; Hosadyna-Kondrack, M.; Major-Gabryś, K. The Use of Floster S Technology in Modified Ablation Casting of Aluminium Alloys. Arch. Foundry Eng. 2019, 19, 81–86. [Google Scholar] [CrossRef]
- Stachowicz, M.; Granat, K. Long-term Effects of Relative Humidity on Properties of Microwave Hardened Moulding Sand with Sodium Silicate. Arch. Foundry Eng. 2017, 17, 127–132. [Google Scholar] [CrossRef] [Green Version]
- Major-Gabryś, K.; Grabarczyk, A.; Dobosz, S.M. Thermally Hardened Moulding and Core Sands with Hydrated Sodium Silicate Designed for Al Alloy Castings. Arch. Foundry Eng. 2018, 18, 132–137. [Google Scholar] [CrossRef]
- Borowiecki, B.; Soiński, M.S. Einfluß der Gießzeit beim Gießen von Gußeisen in Sandformen auf den Geschwindigkeitskoeffizienten im Gieß- und Anschnittsystem. Giess. -Prax. 1992, 22, 358–361. [Google Scholar]
- Dudek, P.; Fajkiel, A.; Reguła, T.; Bochenek, J. Research on ablation casting technology for aluminium alloys. Trans. Foundry Res. Inst. 2014, LIV, 23–35. [Google Scholar] [CrossRef] [Green Version]
- Dudek, P.; Fajkiel, A.; Reguła, T. The Research on the Ablation Casting Technology for Aluminium Alloys. Solid State Phenom. 2015, 223, 70–77. [Google Scholar] [CrossRef] [Green Version]
- Bohlooli, V.; Shabani Mahalli, M.; Boutorabi, S.M.A. Effect of Ablation Casting on Microstructure and Casting Properties of A356 Aluminium Casting Alloy. Acta Metall. Sin. 2013, 26, 85–91. [Google Scholar] [CrossRef] [Green Version]
- Sui, D.; Han, Q. Modeling Ablation Casting. Int. J. Met. 2022, 16, 132–142. [Google Scholar] [CrossRef]
- Ghasvari, M.; Boutorabi, M.A. Effect of Ablation Casting on Microstructure of a Magnesium Alloy. J. New Mater. 2018, 8, 159–168. [Google Scholar]
- PN-85/H-11001; Foundry Moulding Materials—Moulding Sands. Polish Standardization Committee: Warsaw, Poland, 1977.
- Dudek, P.; Fajkiel, A.; Saja, K.; Reguła, T.; Bochenek, J. Urządzenie do Usuwania Masy Formierskiej z Odlewu i jego Chłodzenia. (Device for the Removal of Moulding Sand from Casting and its Cooling). PL Patent PL222130B1, 1 July 2013. (In Polish). [Google Scholar]
- PN-EN ISO 6892-1: 2016-09; Method B, Metallic Materials. Tensile Testing. Part 1: Method of Test at Room Temperature. Polish Standardization Committee: Warsaw, Poland, 2016.
- PN-EN ISO 6892-1: 2010; Metallic Materials—Tensile Testing. Polish Standardization Committee: Warsaw, Poland, 2010.
- PN-EN 1706:2011; Aluminium and Aluminium Alloys-Castings-Chemical Composition and Mechanical Properties. Polish Standardization Committee: Warsaw, Poland, 2011.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sand Designation | Sand Composition | Rgu, MPa | Erosion Time, s | |
|---|---|---|---|---|
| Moulding sand No. 1 | silica sand phosphate binder (Glifos) hardener (MgO) | 100 parts by mass 2.5 parts by mass 5% in relation to binder | 1.64 | 11 |
| Moulding sand No. 2 | silica sand geopolymer binder (Geopol) thermally hardened | 100 parts by mass 1.0 part by mass | 1.68 | 11 |
| Moulding sand No. 3 | silica sand water glass R150 thermally hardened | 100 parts by mass 1.0 part by mass | 1.69 | 16 |
| Moulding sand No. 4 | silica sand geopolymer binder (Geopol) microwave-hardened | 100 parts by mass 1.0 part by mass | 1.70 | 23 |
| Sand Designation | Mould Type | Place in Casting | |||
|---|---|---|---|---|---|
| Top (G) | Centre (S) | Bottom (D) | Mean | ||
| Sand No. 1 | Die | 40.5 | 47.1 | 46.2 | 44.6 |
| Ablation | 47.8 | 53.4 | 62.7 | 54.6 | |
| Sand mould | 68.6 | 74.6 | 60.9 | 68.0 | |
| Sand No. 2 | Die | 47.7 | 42.9 | 57.2 | 49.3 |
| Ablation | 48.4 | 58.3 | 64.2 | 56.9 | |
| Sand mould | 72.2 | 62.7 | 82.2 | 72.4 | |
| Sand No. 3 | Die | 32.0 | 46.0 | 38.0 | 38.7 |
| Ablation | 57.7 | 66.6 | 71.0 | 65.1 | |
| Sand mould | 80.0 | 86.0 | 80.0 | 82.0 | |
| Sand No. 4 | Die | 42.1 | 44.1 | 40.9 | 42.4 |
| Ablation | 55.6 | 59.0 | 62.9 | 59.2 | |
| Sand mould | 68.8 | 75.7 | 74.9 | 78.1 | |
| Sand Designation | Mould Type | Rp0.2, MPa | Rm, MPa | A, % | Z, % |
|---|---|---|---|---|---|
| Sand No. 1 | Die | 155 | 174 | 1.8 | 2.4 |
| Ablation | 156 | 173 | 1.7 | 3.1 | |
| Sand mould | 106 | 114 | 1.3 | 1.3 | |
| Sand No. 2 | Die | 158 | 168 | 1.9 | 2.2 |
| Ablation | 156 | 163 | 1.7 | 0.7 | |
| Sand mould | 105 | 117 | 0.5 | 0.9 | |
| Sand No. 3 | Die | 153 | 168 | 2.0 | 1.3 |
| Ablation | 139 | 149 | 1.1 | 1.3 | |
| Sand mould | 103 | 106.7 | 0.3 | - | |
| Sand No. 4 | Die | 158 | 176.7 | 1.9 | 1.3 |
| Ablation | 127 | 113.3 | 1.8 | 0.47 | |
| Sand mould | 106 | 106 | 1.6 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kamińska, J.; Angrecki, M.; Puzio, S. Effect of the Type of Inorganic Binder on the Microstructure and Properties of AlSi7Mg Alloy Castings Made by Ablation Casting Technology. Materials 2022, 15, 4912. https://doi.org/10.3390/ma15144912
Kamińska J, Angrecki M, Puzio S. Effect of the Type of Inorganic Binder on the Microstructure and Properties of AlSi7Mg Alloy Castings Made by Ablation Casting Technology. Materials. 2022; 15(14):4912. https://doi.org/10.3390/ma15144912
Chicago/Turabian StyleKamińska, Jadwiga, Michał Angrecki, and Sabina Puzio. 2022. "Effect of the Type of Inorganic Binder on the Microstructure and Properties of AlSi7Mg Alloy Castings Made by Ablation Casting Technology" Materials 15, no. 14: 4912. https://doi.org/10.3390/ma15144912
APA StyleKamińska, J., Angrecki, M., & Puzio, S. (2022). Effect of the Type of Inorganic Binder on the Microstructure and Properties of AlSi7Mg Alloy Castings Made by Ablation Casting Technology. Materials, 15(14), 4912. https://doi.org/10.3390/ma15144912