
A Comparative Study on Laser Powder Bed Fusion of Differently Atomized 316L Stainless Steel

 , ,
, ,  ,
,  ,
,  ,
,  , ,
, ,  ,
,  and
and
Abstract
:1. Introduction
- Raw material in the form of wire, rod, or pellets (optionally, from scrapped and milled AM print-outs “re-powder”) is continuously supplied to the pressurized atomization chamber via the pushing of the material toward the sonotrode hot end, where the atomization will take place.
- An electric arc is established between a non-consumable electrode and the sonotrode in order to melt the raw material on the sonotrode hot end to form a molten metal pool.
- The ultrasonic vibrations are transferred through the sonotrode from its cold end, where the ultrasonic transducer is assembled, toward the hot end, and eventually to the molten metal pool. Consequently, capillary waves are formed on its surface at the same frequency as determined by the transducer. Once the magnitude of the vibrations in the pools is enough to overcome the resistance forces of the surface tension and viscosity, the capillary waves start to become unstable, and some of their crests eject the droplets at a diameter dependent on the ultrasound frequency, surface tension, and liquid metal density.
- The droplets are ejected with some kinetic energy into the stream of the cooled inert gas. In proximity to the electric arc, the gas temperature is high enough that droplets are kept in a liquid state for a brief period, until the surface tensions round them off to almost perfect spheres.
- Further, the droplets cool down by convection and radiation processes against the inert gas, and then solidify. The particles are conveyed with the aid of aerodynamic forces toward the atomization chamber outlet.
- The stream of the warm inert gas with powder undergoes separation of the powder from the gas in a cyclone. Then the powder is collected below the cyclone in a sealed container.
- The gas from the cyclone is filtered of dust (particles of a few microns), cooled, and recirculated to the process in the previous step.
- The cooled powder is classified on various sieves to the particle sizes needed, e.g., in the range of 20–63 μm, as utilized in trials described in this paper.
2. Materials and Methods
2.1. Powders Utilized in a Test Campaign
- PAGA powder (Carpenter additive, Widness, UK) produced by Plasma Arc Gas Atomization, specification CT PowderRange 316L F—this powder is one of the most popular on the AM market and widely commercially available in warehouses.
- UA powder (3D Lab Ltd., Warsaw, Poland). The powder was made of wire, commercially available for TIG/MIG/MAG welding applications—OK Autrod 317LSi (ESAB, Gothenburg, Sweden). The raw material has a low C content, which makes it particularly recommended when there is a risk of intergranular corrosion, and higher Si content, which improves wetting—advantageous in welding as well as here for the atomization process.
2.2. Powder Property Analysis
- Apparent and tap densities—calculated according to the ASTM B212.
- Flowability—flow rate tested using a calibrated funnel on the Hall flowmeter per the ISO4490:2018 standard.
2.3. Powder Melting by SLM
- LP—laser power [W],
- ev—exposure velocity [mm/s],
- hd—hatching distance [mm],
- lt—layer thickness [mm].
2.4. Structural Analysis of 3D Printed Samples
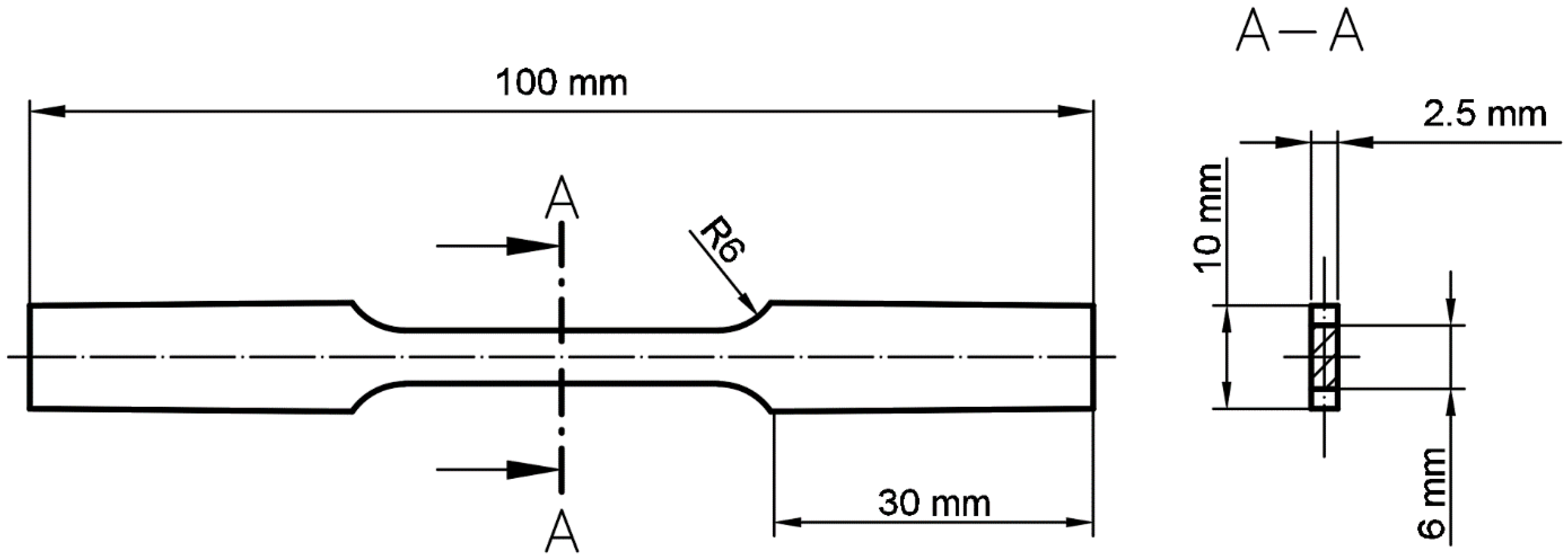
2.5. Tensile and Impact Testing
3. Results and Discussion
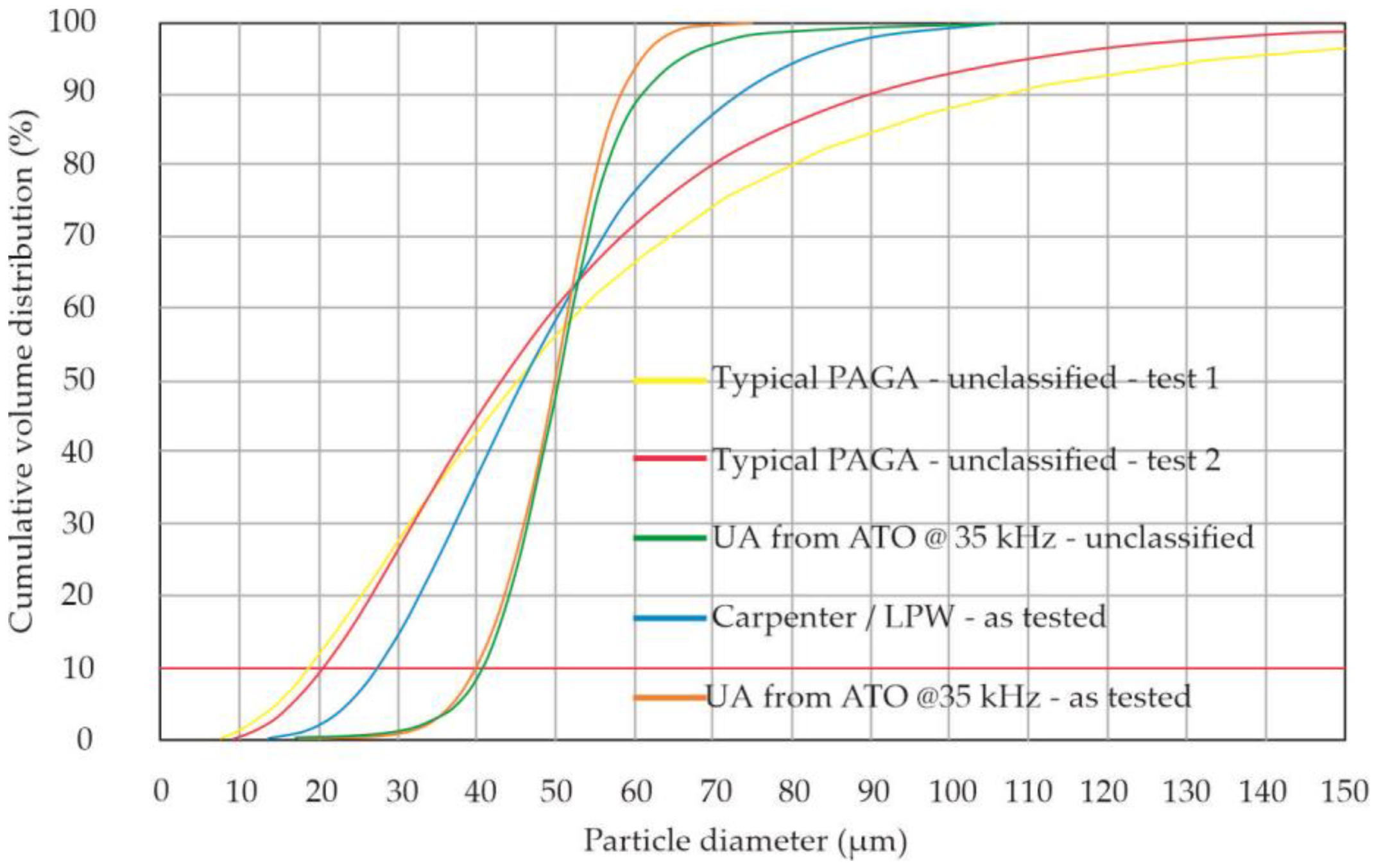
3.1. Powder Particle Statistical Distribution (PSD)
- 92.3% of the powder mass can be classified in the range of 20–63 μm, i.e., applicable for SLM, which is also a much better value than for the PAGA process (typically 70–75% for steels)
3.2. Physical Properties of the Powders
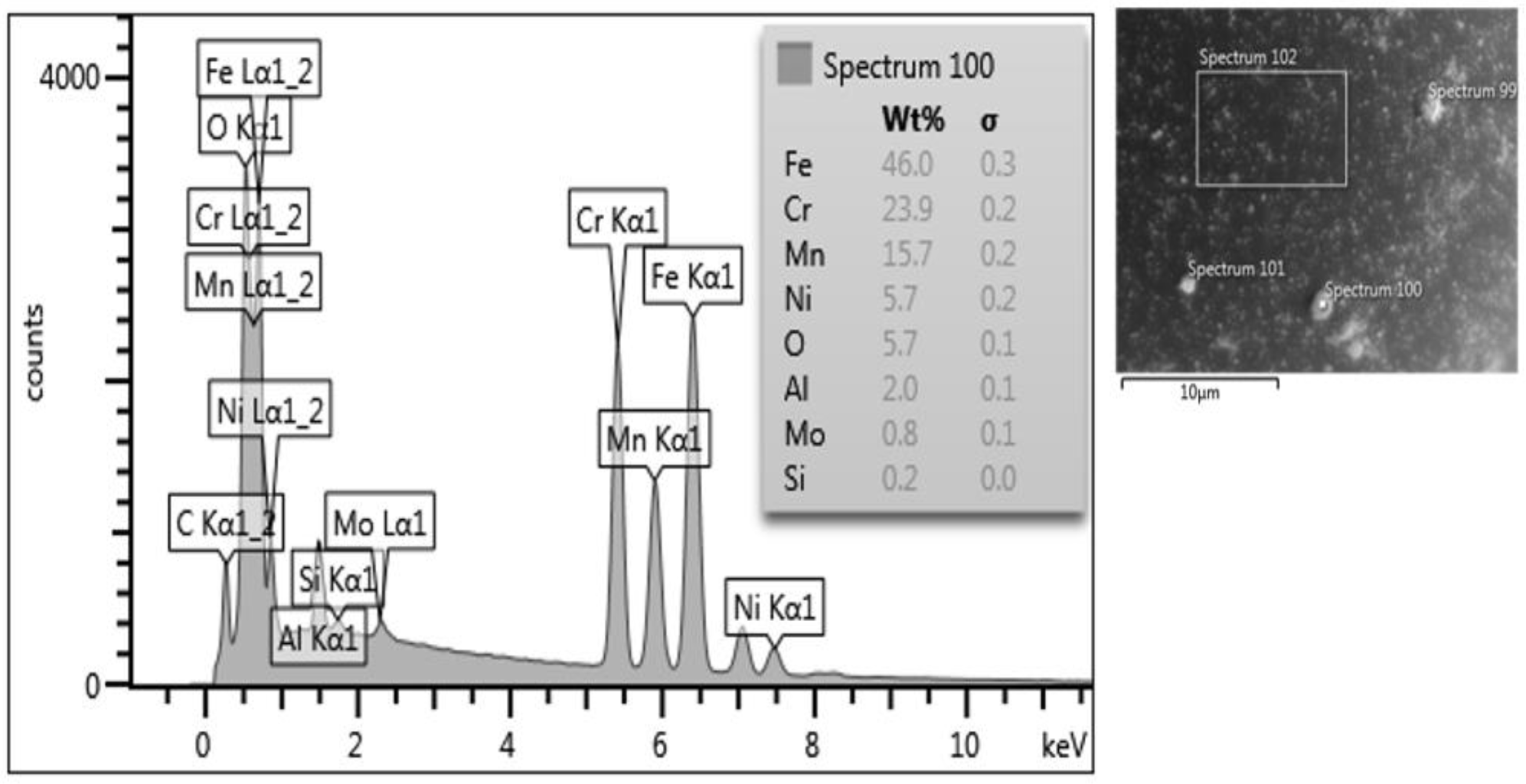
3.3. Chemical Composition
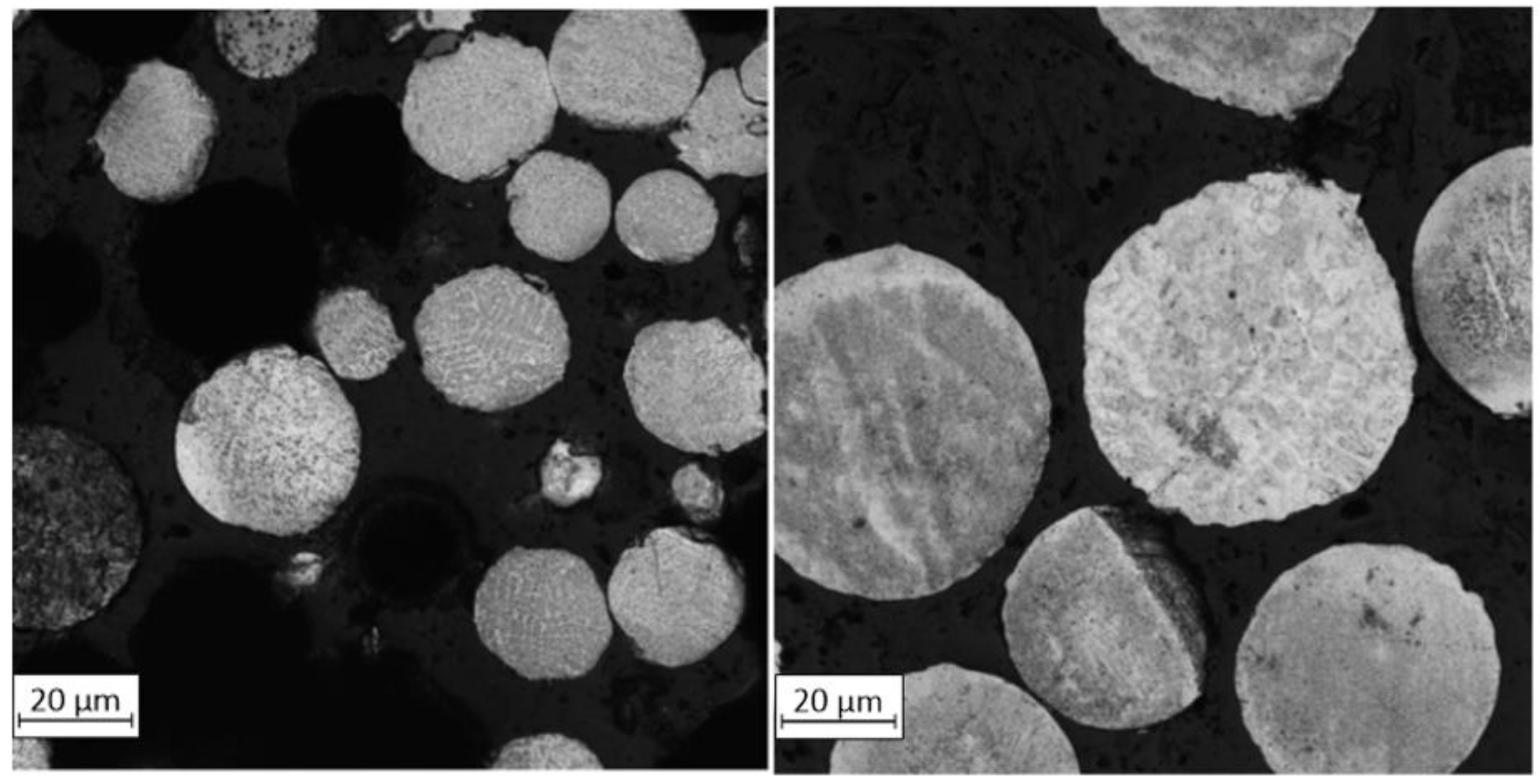
3.4. Particle Morphology
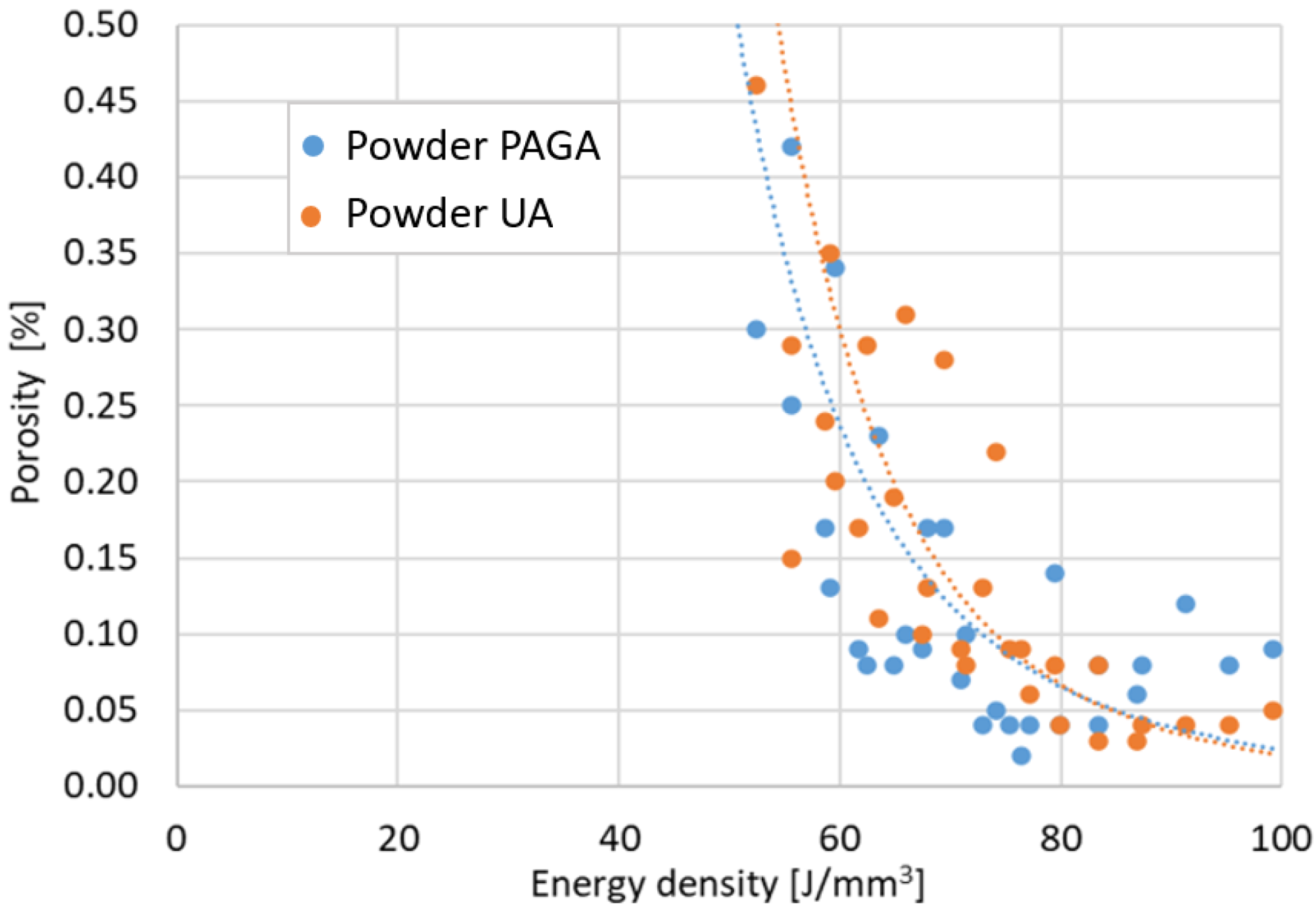
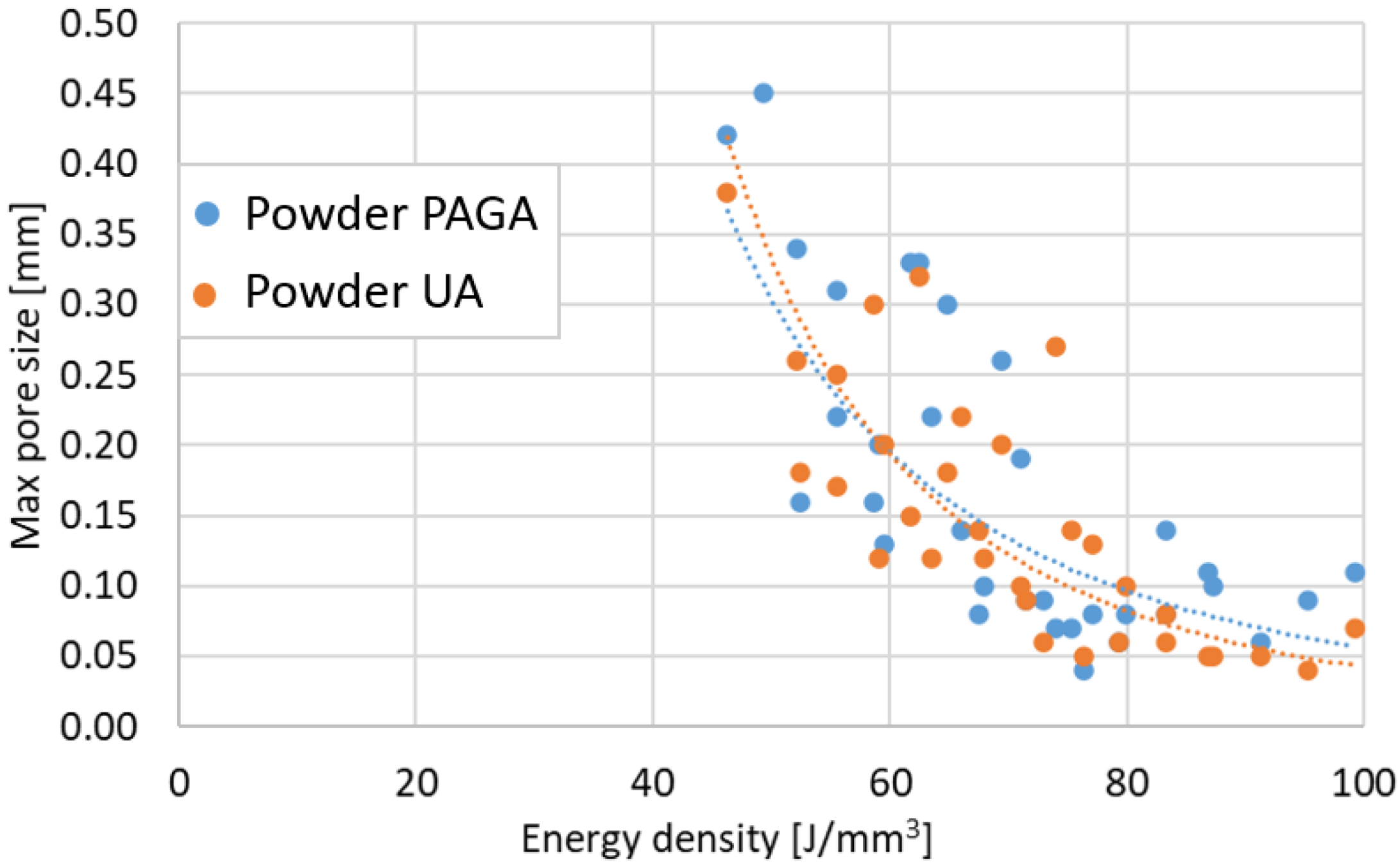
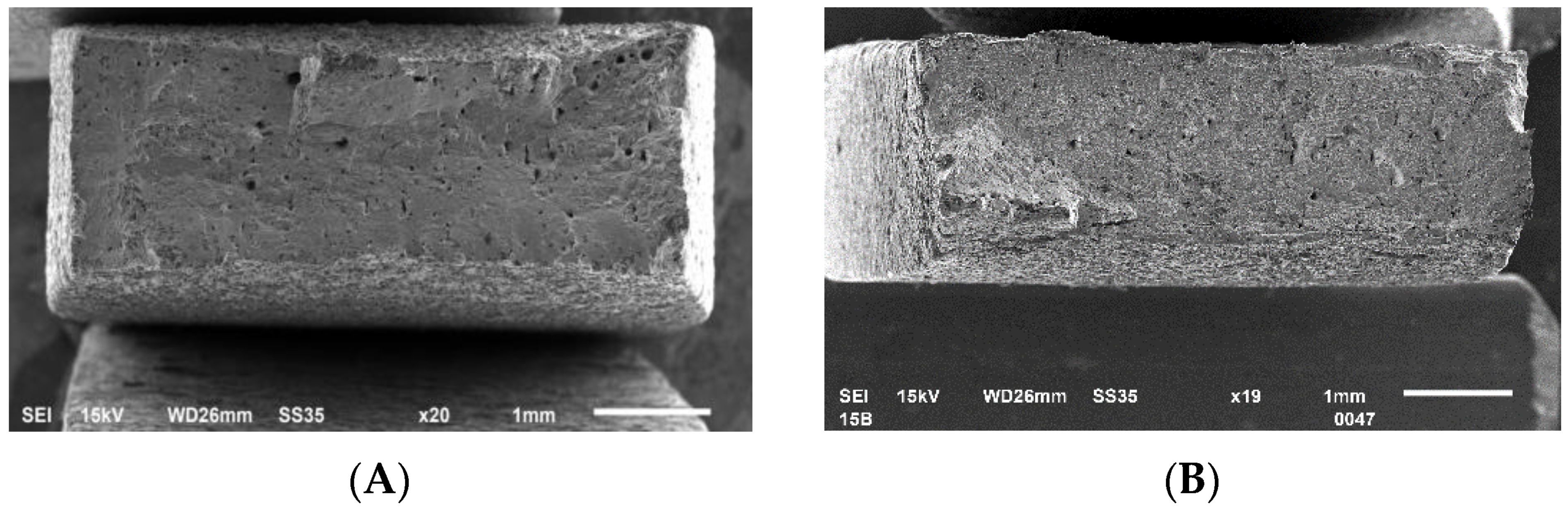
3.5. Structure of AM Parts
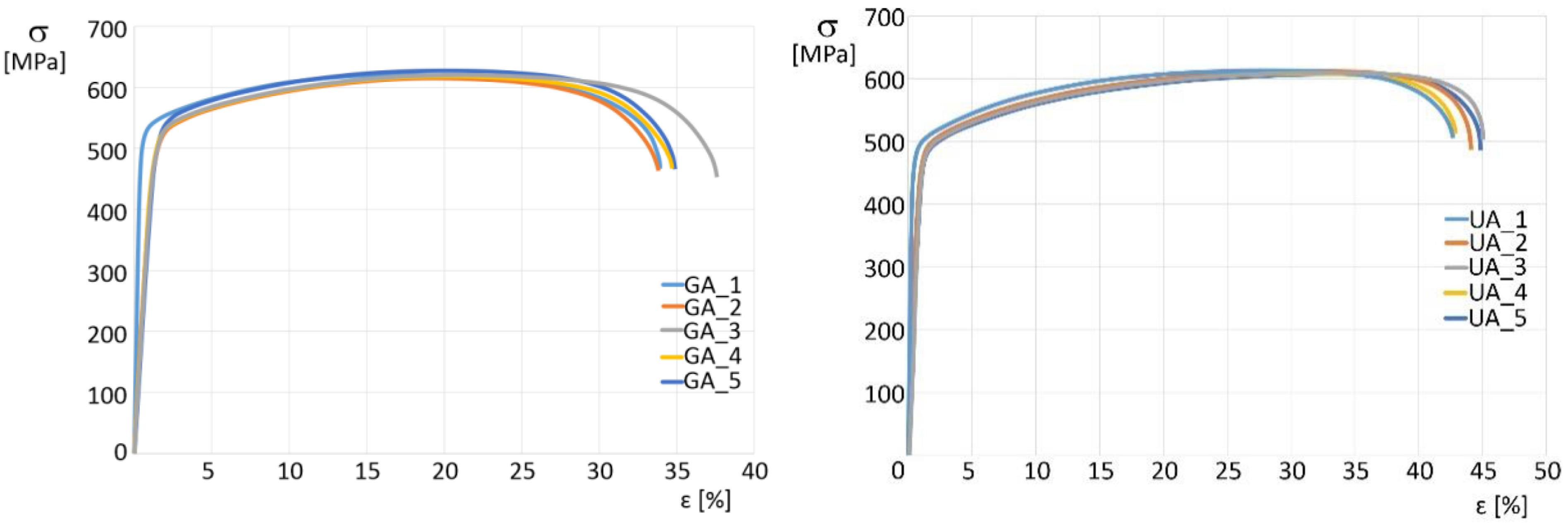
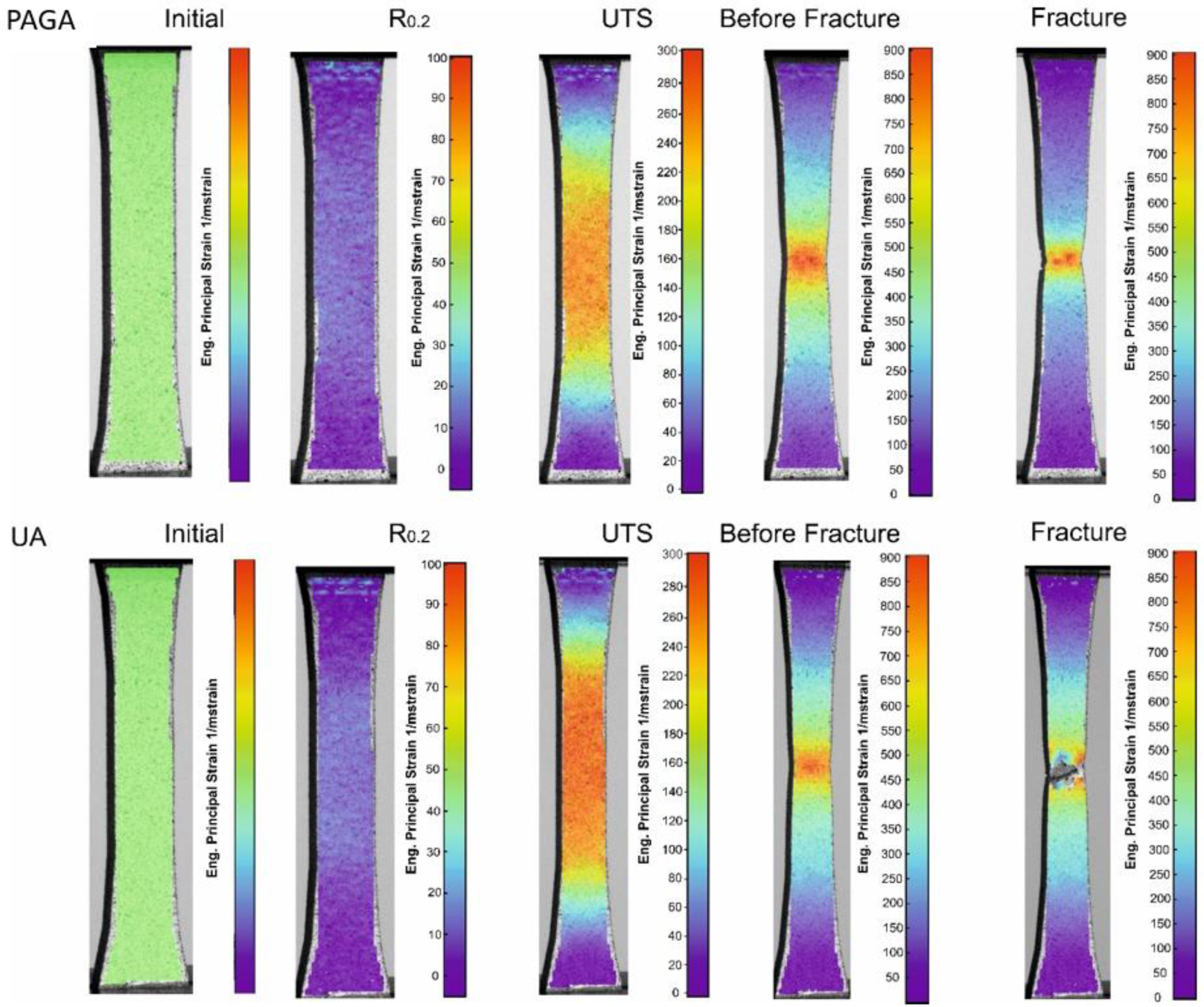
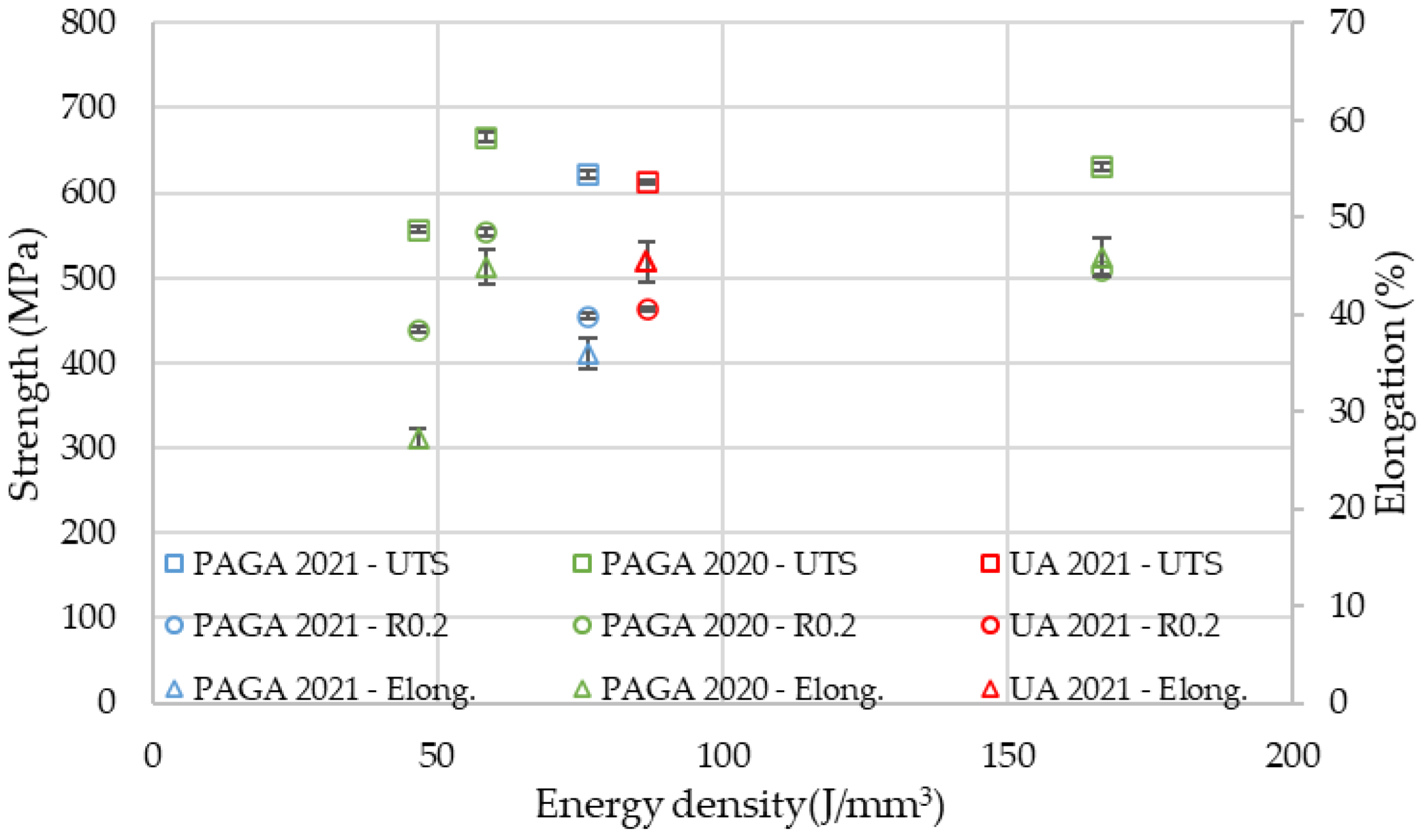
3.6. Tensile Tests with DIC Analysis
- ultimate tensile strength UTS > 510 MPa,
- 0.2% offset yield strength R0.2 > 350 MPa,
- elongation at break > 30%,
- Charpy impact resistance KCV > 80 J/cm2.
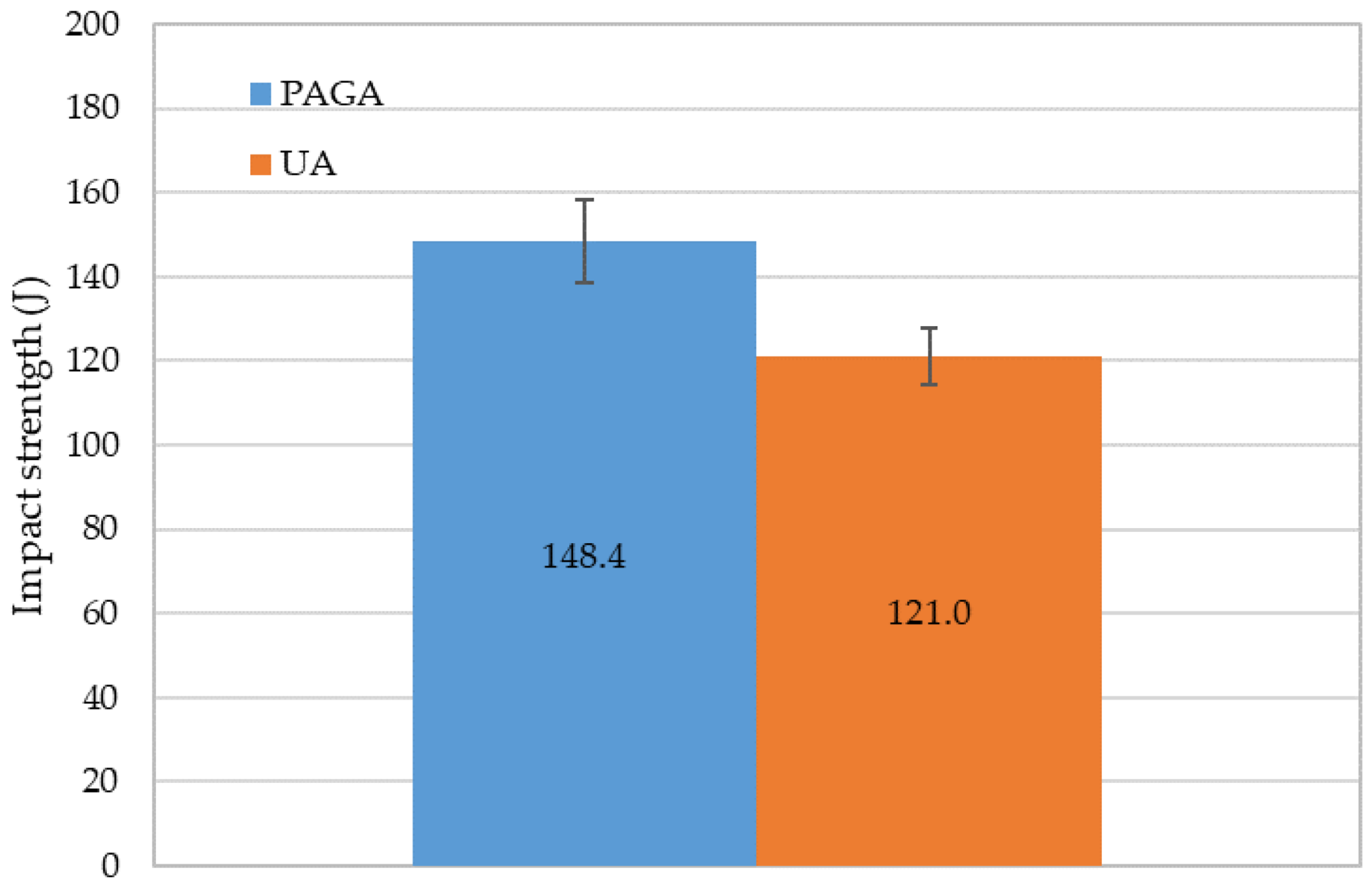
3.7. Impact Resistance
4. Conclusions
- In the case of UA powder, 92.3% of the whole material mass can be classified in the range of 20–63 μm, which is a much bigger value than for the PAGA process (typically 70–75% for steels).
- The UA material needs almost 15% higher energy density than PAGA (laser power increased by 30 W).
- Reduced ultimate tensile strength (from 621 MPa to 612 MPa) with higher elongation at break (from 36% to 41%) characterizes samples melted of UA powder utilizing the selected parameters compared with PAGA, which gives obtained values closer to the conventionally made material.
- The Young’s modulus in UA-based samples is visibly higher (about 10%) compared to the PAGA-based samples, which increases with the increase of used energy density.
- A 20% reduction of the impact strength in the case of UA-made samples was registered, which could be related to the increased plasticity of the material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Online Document: ALD Vacuum Technologies, PAGA and VIGA: Metal Powder Inert Gas Atomization Equipment Courte, Vor. Auf RAPID Conf. Exhib. Long Beach 2015. Available online: https://www.ald-vt.com/wp-content/uploads/2017/10/VIGA-EIGA-Brochure.pdf. (accessed on 3 April 2022).
- Chasoglou, D. Powder Manufacturing & Characterization. Lecture by Hoganas AB for European Powder Metallurgy Association Summer School, June 2016. Available online: https://www.epma.com/document-archive/summer-school-presentations/summer-school-2016/604-powder-manufacturing-characterization/file (accessed on 4 September 2021).
- Anderson, I. Visualization of Atomization Gas Flow and Melt Break-up Effects in Response to Nozzle Design. In Proceedings of the PowderMet 2011, San Francisco, CA, USA, 18–21 May 2011. [Google Scholar]
- Popovich, A.; Sufiiarov, V. Metal Powder Additive Manufacturing. In New Trends in 3D Printing; Intech Open Science: London, UK, 2016; Volume 10, Available online: https://www.researchgate.net/publication/305278209_Metal_Powder_Additive_Manufacturing (accessed on 3 September 2021). [CrossRef] [Green Version]
- Komarov, S.; Kuwabara, M.; Abramov, O.V. High Power Ultrasonics in Pyrometallurgy: Current Status and Recent Development. ISIJ Int. 2005, 45, 1765–1782. [Google Scholar] [CrossRef] [Green Version]
- Bielecki, M.; Kluczyński, J.; Słoboda, Ł. Manufacturing of metallic powders for AM market by ultrasonic atomization method. In Proceedings of the Metal Additive Manufacturing Conference (MAMC 2021), Vienna, Austria, 3–5 November 2021. [Google Scholar]
- Rałowicz, R.; Kaczyński, K.; Bielecki, M. A method for Evacuation of Powder Produced by Ultrasonic Atomization and a Device for Implementing This Method. International Patent WO2021009708A1, 21 January 2021. [Google Scholar]
- Rałowicz, R.; Rozpędowski, J.; Kaczyński, K.; Żrodowski, L.; Łacisz, W.; Ostrysz, M. Device for the Manufacturing of Spherical Metal Powders by an Ultrasonic Atomization Method. International Patent WO2019092641, 16 May 2019. [Google Scholar]
- Fürstenau, J.P.; Wessels, H.; Weißenfels, C.; Wriggers, P. Generating virtual process maps of SLM using powder-scale SPH simulations. Comput. Part. Mech. 2020, 7, 655–677. [Google Scholar] [CrossRef]
- Mitterlehner, M.; Danninger, H.; Gierl-Mayer, C.; Gschiel, H.; Hatzenbichler, M. Processability of Moist Superalloy Powder by SLM. BHM Berg Hüttenmännische Mon. 2021, 166, 23–32. [Google Scholar] [CrossRef]
- Grzelak, K.; Kluczyński, J.; Szachogłuchowicz, I.; Łuszczek, J.; Śnieżek, L.; Torzewski, J. Modification of structural properties using process parameters and surface treatment of monolithic and thin-walled parts obtained by selective laser melting. Materials 2020, 13, 5662. [Google Scholar] [CrossRef] [PubMed]
- Kluczyński, J.; Sniezek, L.; Grzelak, K.; Torzewski, J. The influence of layer re-melting on tensile and fatigue strength of selective laser melted 316L steel. Intell. Technol. Logist. Mechatron. Syst. 2018, 2018, 115–123. [Google Scholar]
- Szachogłuchowicz, I.; Fikus, B.; Grzelak, K.; Kluczyński, J.; Torzewski, J.; Łuszczek, J. Selective Laser Melted M300 Maraging Steel—Material Behaviour during Ballistic Testing. Materials 2021, 14, 2681. [Google Scholar] [CrossRef]
- Blinn, B.; Klein, M.; Gläßner, C.; Smaga, M.; Aurich, J.C.; Beck, T. An investigation of the microstructure and fatigue behavior of additively manufactured AISI 316L stainless steel with regard to the influence of heat treatment. Metals 2018, 8, 220. [Google Scholar] [CrossRef] [Green Version]
- al Mangour, B.; Grzesiak, D.; Yang, J.M. Selective laser melting of TiB2/316L stainless steel composites: The roles of powder preparation and hot isostatic pressing post-treatment. Powder Technol. 2017, 309, 37–48. [Google Scholar] [CrossRef]
- Kluczyński, J.; Śniezek, L.; Grzelak, K.; Oziebło, A.; Perkowski, K.; Torzewski, J.; Szachogłuchowicz, I.; Gocman, K.; Wachowski, M.; Kania, B. Comparison of different heat treatment processes of selective laser melted 316L steel based on analysis of mechanical properties. Materials 2020, 13, 3805. [Google Scholar] [CrossRef]
- Pace, M.L.; Guarnaccio, A.; Dolce, P.; Mollica, D.; Parisi, G.P.; Lettino, A.; Medici, L.; Summa, V.; Ciancio, R.; Santagata, A. 3D additive manufactured 316L components microstructural features and changes induced by working life cycles. Appl. Surf. Sci. 2017, 418, 437–445. [Google Scholar] [CrossRef]
- Stern, F.; Kleinhorst, J.; Tenkamp, J.; Walther, F. Investigation of the anisotropic cyclic damage behavior of selective laser melted AISI 316L stainless steel. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 2422–2430. [Google Scholar] [CrossRef]
- Kluczyński, J.; Śniezek, L.; Grzelak, K.; Torzewski, J.; Szachogłuchowicz, I.; Wachowski, M.; Łuszczek, J. Crack growth behavior of additively manufactured 316L steel-influence of build orientation and heat treatment. Materials 2020, 13, 3259. [Google Scholar] [CrossRef]
- Haferkamp, L.; Haudenschild, L.; Spierings, A.; Wegener, K.; Riener, K.; Ziegelmeier, S.; Leichtfried, G.J. The Influence of Particle Shape, Power Flowability, and Powder Layer Density on Part Density in Laser Powder Bed Fusion. Metals 2021, 11, 418. [Google Scholar] [CrossRef]
- Heiden, M. Pairing 3I6L AM Powder Feedstock with Mechanical Performance: What Really Matters. Available online: https://www.osti.gov/servlets/purl/1643583 (accessed on 3 September 2021).
- Cheng, B.; Shrestha, S.; Chou, K. Stress and deformation evaluations of scanning strategy effect in selective laser melting. Addit. Manuf. 2016, 12, 240–251. [Google Scholar] [CrossRef]
- Cheng, B.; Chou, K. Geometric consideration of support structures in part overhang fabrications by electron beam additive manufacturing. CAD Comput. Aided Des. 2015, 69, 102–111. [Google Scholar] [CrossRef] [Green Version]
- Heeling, T.; Wegener, K. The effect of multi-beam strategies on selective laser melting of stainless steel 316L. Addit. Manuf. 2018, 22, 334–342. [Google Scholar] [CrossRef]
- Alsalla, H.H.; Smith, C.; Hao, L. Effect of build orientation on the surface quality, microstructure and mechanical properties of selective laser melting 316L stainless steel. Rapid Prototyp. J. 2018, 24, 9–17. [Google Scholar] [CrossRef]
- Kluczyński, J.; Śnieżek, L.; Grzelak, K.; Mierzyński, J. The Influence of Exposure Energy Density on Porosity and Microhardness of the SLM Additive Manufactured Elements. Materials 2018, 11, 2304. [Google Scholar] [CrossRef] [Green Version]
- Kluczyński, J.; Śnieżek, L.; Grzelak, K.; Janiszewski, J.; Płatek, P.; Torzewski, J.; Szachogłuchowicz, I.; Gocman, K. Influence of Selective Laser Melting Technological Parameters on the Mechanical Properties of Additively Manufactured Elements Using 316L Austenitic Steel. Materials 2020, 13, 1449. [Google Scholar] [CrossRef] [Green Version]
- Rahmani, R.; Antonov, M.; Prashanth, K.G. The Impact Resistance of Highly Densified Metal Alloys Manufactured from Gas-Atomized Pre-Alloyed Powders. Coatings 2021, 11, 216. [Google Scholar] [CrossRef]
- Niendorf, A.; Leuders, S.; Riemer, A.; Richard, H.A.; Tröster, T.; Schwarze, D. Highly anisotropic steel processed by selective laser melting. Metall. Mater. Trans. B 2013, 44, 794–796. [Google Scholar] [CrossRef] [Green Version]
- Röttger, A.; Boes, J.; Theisen, W.; Thiele, M.; Esen, C.; Edelmann, A.; Hellmann, R. Microstructure and mechanical properties of 316L austenitic stainless steel processed by different SLM devices. Int. J. Adv. Manuf. Technol. 2020, 108, 769–783. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| a. | ||
|---|---|---|
| No. | LP [W] | [J/mm3] |
| 1 | 150 | 59.52 |
| 2 | 160 | 63.49 |
| 3 | 170 | 67.46 |
| 4 | 180 | 71.43 |
| 5 | 190 | 75.40 |
| 6 | 200 | 79.37 |
| 7 | 210 | 83.33 |
| 8 | 220 | 87.30 |
| 9 | 230 | 91.27 |
| 10 | 240 | 95.24 |
| 11 | 250 | 99.21 |
| b. | ||
| No. | LP [W] | [J/mm3] |
| 12 | 150 | 52.08 |
| 13 | 160 | 55.56 |
| 14 | 170 | 59.03 |
| 15 | 180 | 62.50 |
| 16 | 190 | 65.97 |
| 17 | 200 | 69.44 |
| 18 | 210 | 72.92 |
| 19 | 220 | 76.39 |
| 20 | 230 | 79.86 |
| 21 | 240 | 83.33 |
| 22 | 250 | 86.81 |
| c. | ||
| No. | LP [W] | [J/mm3] |
| 23 | 150 | 46.30 |
| 24 | 160 | 49.38 |
| 25 | 170 | 52.47 |
| 26 | 180 | 55.56 |
| 27 | 190 | 58.64 |
| 28 | 200 | 61.73 |
| 29 | 210 | 64.81 |
| 30 | 220 | 67.90 |
| 31 | 230 | 70.99 |
| 32 | 240 | 74.07 |
| 33 | 250 | 77.16 |
| A. | ||
|---|---|---|
| Production Method | PAGA | UA |
| Brand | Carpenter/LPW | 3D Lab/ATO |
| D10 [μm] | 16.4 | 34.1 |
| D50 [μm] | 29.4 | 46.1 |
| D90 [μm] | 50.4 | 55.2 |
| Span = (D90 − D10)/D50 | 1.078 | 0.476 |
| Average Sphericity | 0.75 | 0.89 |
| B. | ||
| Production Method | PAGA | UA |
| Brand | Carpenter/LPW | 3D Lab—ATO |
| D10 [μm] | 27.3 | 40.9 |
| D50 [μm] | 45.8 | 49.7 |
| D90 [μm] | 73.1 | 58.2 |
| SMD [μm] | 35.1 | 46.0 |
| Production Method | PAGA | UA |
|---|---|---|
| Brand | Carpenter/LPW | 3D Lab/ATO |
| Sieve classification [µm] | 15–45 | 15–60 |
| Tap density [g/cm3] | 4.67 | 4.72 |
| Apparent density [g/cm3] | 4.29 | 4.40 |
| Hausner ratio | 1.089 | 1.072 |
| Flow rate [s/50 g] | 18.69 | 14.83 |
| Element (wt.%) | Specification AISI 316L | Carpenter—LPW CT Powder Range 316L F | 3D Lab—ATO System Wire→UA Powder | |
|---|---|---|---|---|
| Fe | Balanced | Balanced | Balanced | Balanced |
| C | <0.030 | 0.027 | 0.015 | 0.010 |
| Cr | 16.0–18.0 | 17.8 | 17.4 | 17.3 |
| Cu | - | 0.02 | 0.14 | 0.11 |
| Mn | <2.0 | 0.98 | 1.6 | 1.0 |
| Mo | 2.0–3.0 | 2.31 | 2.4 | 2.4 |
| N | <0.10 | 0.09 | 0.095 | 0.040 |
| Ni | 10.0–14.0 | 12.8 | 10.5 | 10.5 |
| O | - | 0.02 | - | 0.022 |
| P | <0.045 | 0.011 | 0.025 | 0.025 |
| S | <0.03 | 0.004 | 0.007 | 0.006 |
| Si | <0.75 | 0.72 | 0.77 | 0.76 |
| No. | Powder Batch | LP [W] | ev [mm/s] | hd [mm] | ρE [J/mm3] | Porosity [%] | Pore Size [mm] |
|---|---|---|---|---|---|---|---|
| 19 | PAGA | 220 | 800 | 0.12 | 76.39 | 0.02 | 0.04 |
| 22 | UA | 250 | 800 | 0.12 | 86.81 | 0.03 | 0.05 |
| Powder Sample | Value [HV] | Standard Deviation [HV] |
|---|---|---|
| PAGA #19 | 233.67 | 3.55 |
| UA #22 | 216.44 | 3.65 |
| PAGA Powder | UA Powder | |||||||
|---|---|---|---|---|---|---|---|---|
| Sample no. | UTS [MPa] | R0.2 [MPa] | E [GPa] | Elong. [%] | UTS [MPa] | R0.2 [MPa] | E [GPa] | Elong. [%] |
| 1 | 621.29 | 452.65 | 149.66 | 34.16 | 615.91 | 432.27 | 167.75 | 42.96 |
| 2 | 616.65 | 454.55 | 150.22 | 34.03 | 614.83 | 437.45 | 166.22 | 47.39 |
| 3 | 621.52 | 452.12 | 150.44 | 37.85 | 612.35 | 437.42 | 158.44 | 46.55 |
| 4 | 618.50 | 452.27 | 149.46 | 34.59 | 610.56 | 437.62 | 162.23 | 43.09 |
| 5 | 628.65 | 460.89 | 149.69 | 34.31 | 609.49 | 437.86 | 160.47 | 45.75 |
| Average | 621.14 | 454.78 | 150.68 | 35.98 | 612.68 | 436.45 | 163.14 | 45.41 |
| Standard deviation | 4.56 | 3.78 | 0.43 | 1.61 | 2.58 | 2.45 | 3.91 | 2.03 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grzelak, K.; Bielecki, M.; Kluczyński, J.; Szachogłuchowicz, I.; Śnieżek, L.; Torzewski, J.; Łuszczek, J.; Słoboda, Ł.; Wachowski, M.; Komorek, Z.; et al. A Comparative Study on Laser Powder Bed Fusion of Differently Atomized 316L Stainless Steel. Materials 2022, 15, 4938. https://doi.org/10.3390/ma15144938
Grzelak K, Bielecki M, Kluczyński J, Szachogłuchowicz I, Śnieżek L, Torzewski J, Łuszczek J, Słoboda Ł, Wachowski M, Komorek Z, et al. A Comparative Study on Laser Powder Bed Fusion of Differently Atomized 316L Stainless Steel. Materials. 2022; 15(14):4938. https://doi.org/10.3390/ma15144938
Chicago/Turabian StyleGrzelak, Krzysztof, Marcin Bielecki, Janusz Kluczyński, Ireneusz Szachogłuchowicz, Lucjan Śnieżek, Janusz Torzewski, Jakub Łuszczek, Łukasz Słoboda, Marcin Wachowski, Zenon Komorek, and et al. 2022. "A Comparative Study on Laser Powder Bed Fusion of Differently Atomized 316L Stainless Steel" Materials 15, no. 14: 4938. https://doi.org/10.3390/ma15144938
APA StyleGrzelak, K., Bielecki, M., Kluczyński, J., Szachogłuchowicz, I., Śnieżek, L., Torzewski, J., Łuszczek, J., Słoboda, Ł., Wachowski, M., Komorek, Z., Małek, M., & Zygmuntowicz, J. (2022). A Comparative Study on Laser Powder Bed Fusion of Differently Atomized 316L Stainless Steel. Materials, 15(14), 4938. https://doi.org/10.3390/ma15144938