
A Semi Empirical Regression Model for Critical Dent Depth of Externally Corroded X65 Gas Pipeline

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Detection of a Pipeline with External Corrosion Dent
3. Full-Size Dented Pipe Test and Numerical Inversion
3.1. Overview of the Full-Size Dented Pipe Test
3.2. Finite Element Model of Full-Size Dented Pipeline
3.3. Numerical Inversion Results and Comparative Analysis
4. Finite Element Model of Pipeline with External Corrosion Dent
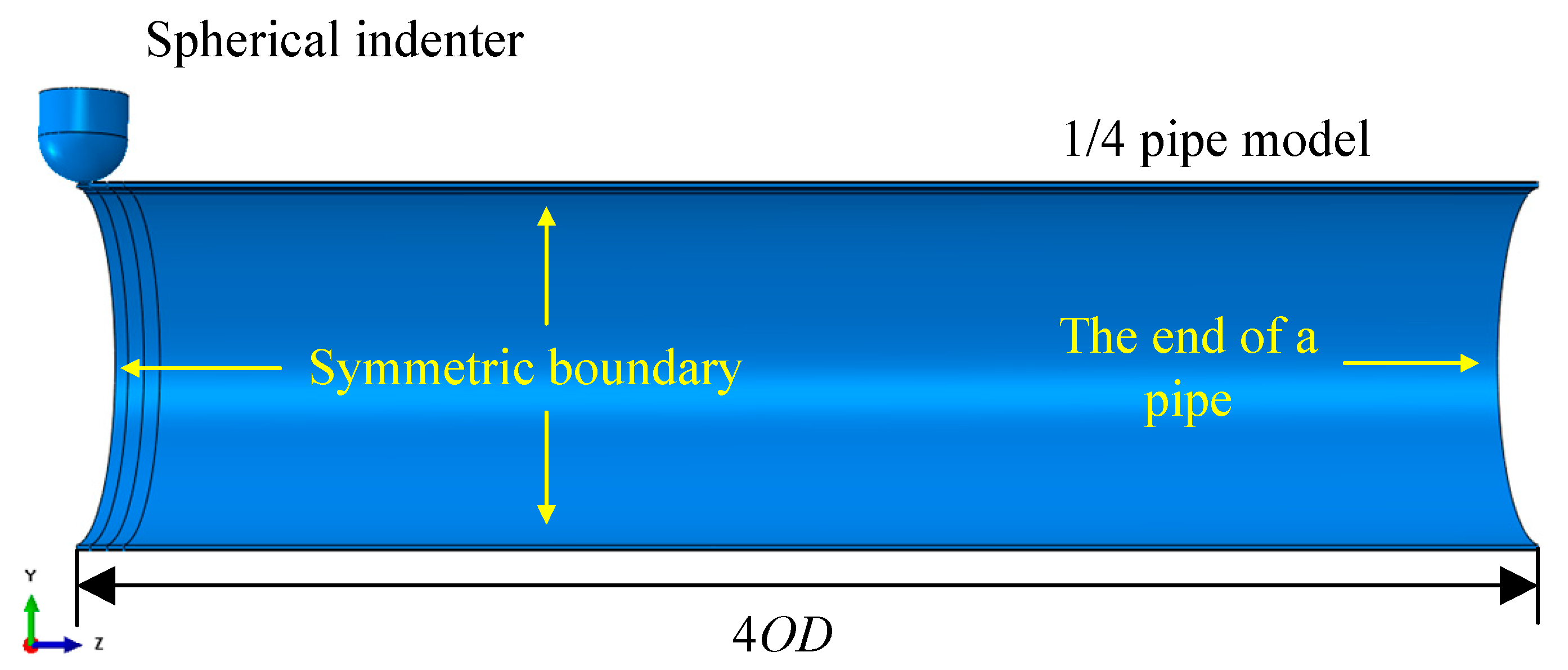
4.1. Overview of the Model
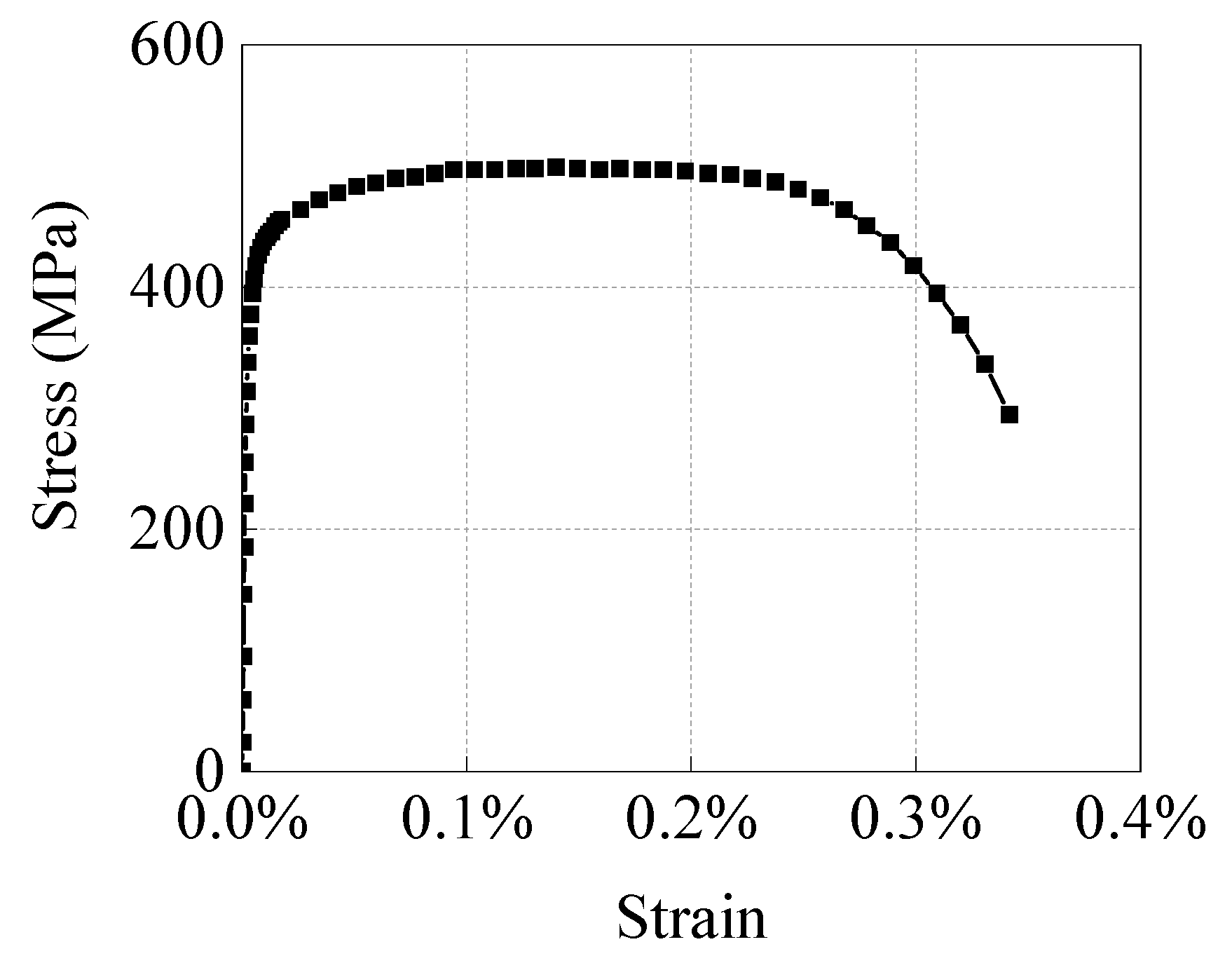
4.2. Material Properties
4.3. External Corrosion Defect
4.4. Analysis of Step and Load
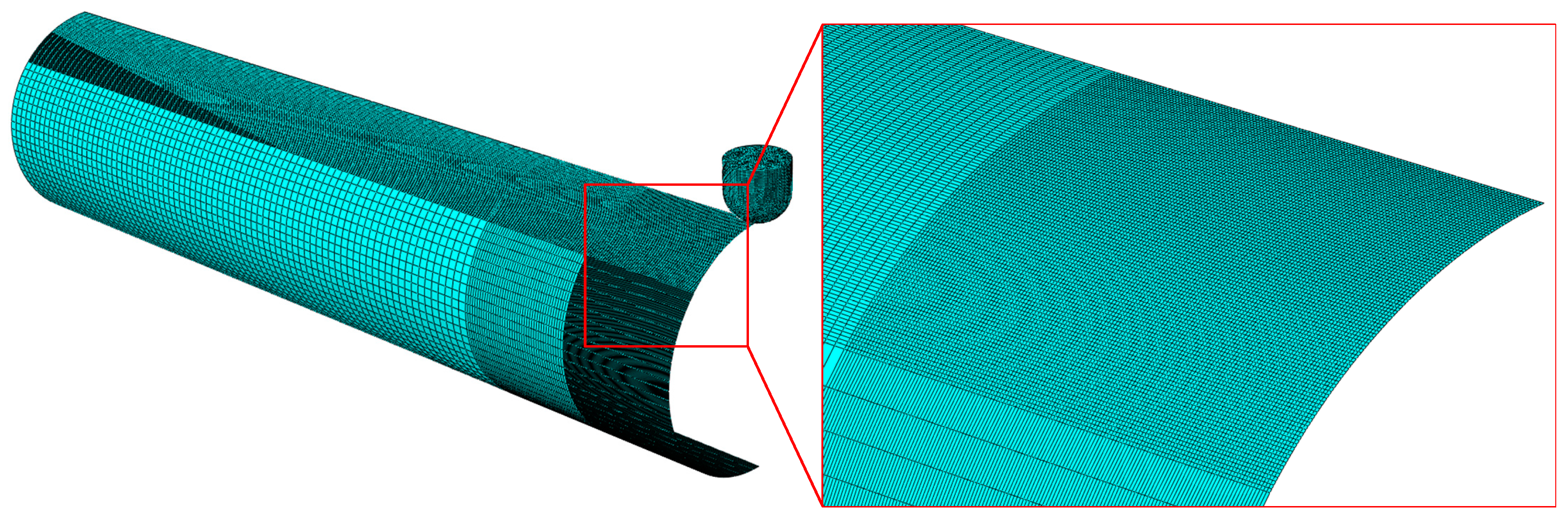
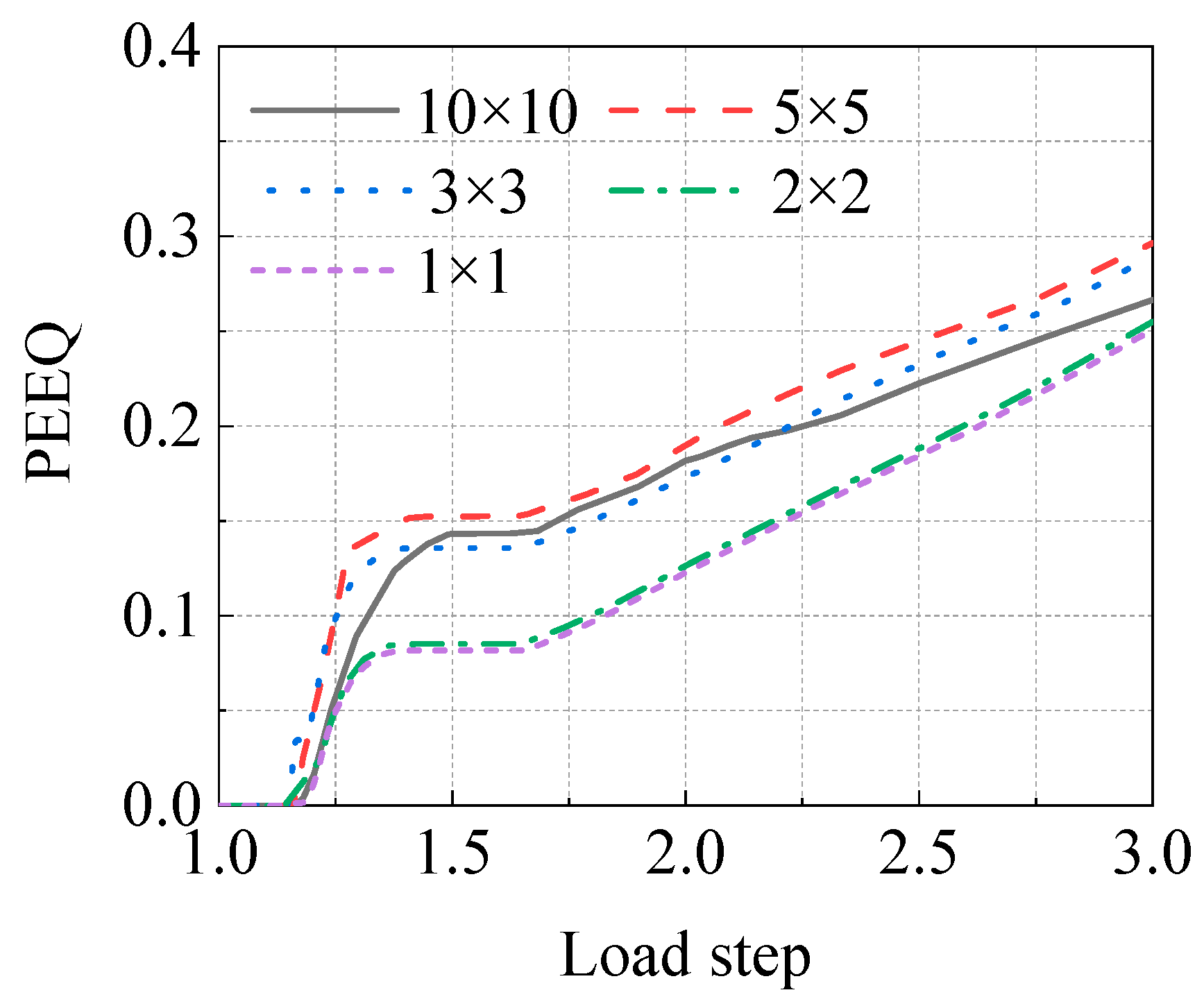
4.5. Boundary Condition and Mesh Generation
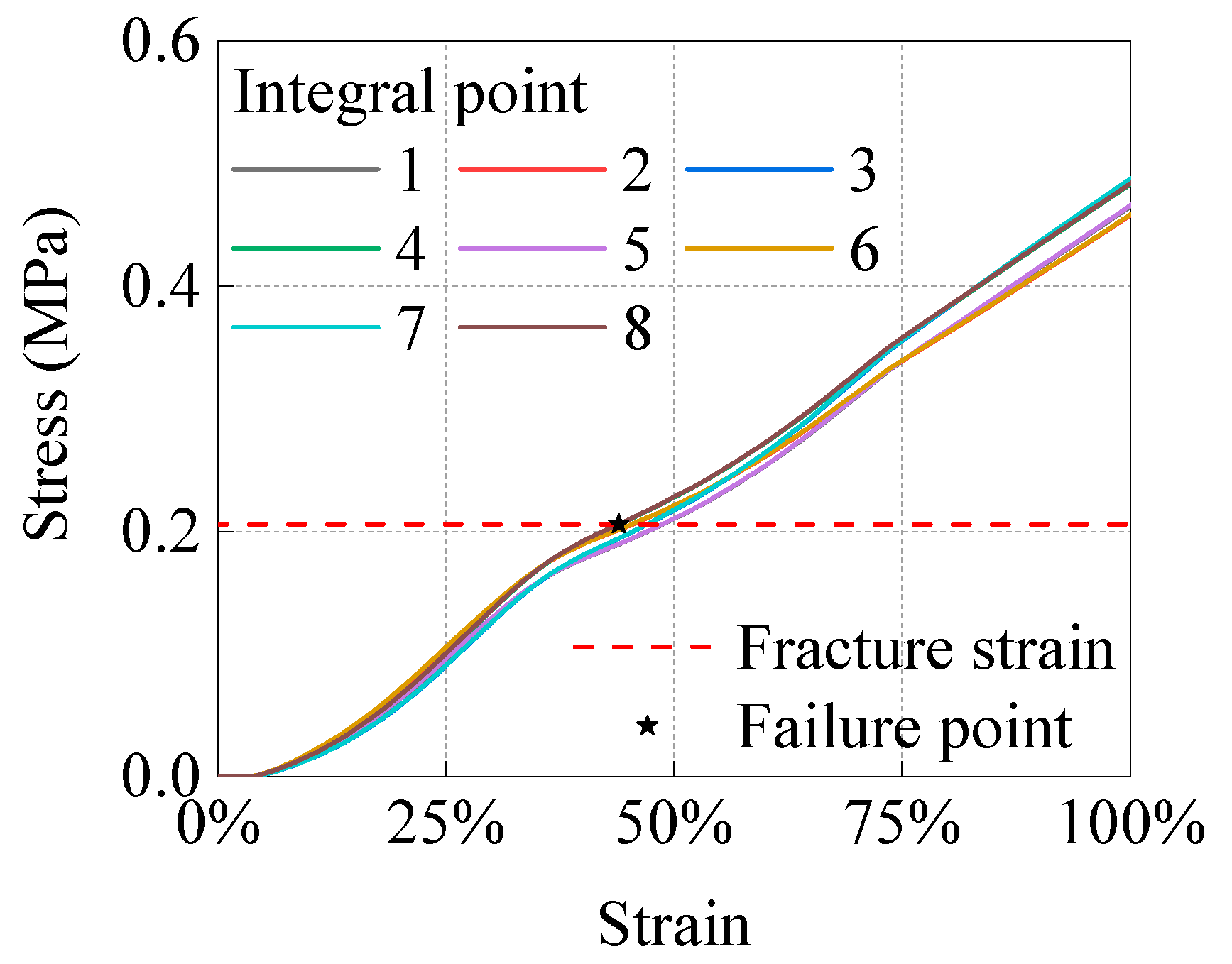
5. Failure Criterion and Critical Dent Depth
5.1. Failure Criterion
5.2. Critical Dent Depth
6. Numerical Results and Discussion
6.1. Influence of Defect Geometrical Parameters on Critical Dent Depth
6.2. Influence of Load Parameters on Critical Dent Depth
6.3. Influence of Diameter–Thickness Ratios on Critical Dent Depth
7. Prediction Formula of Critical Dent Depth
8. Conclusions
- (1)
- When the corrosion depth is greater than 0.2 t, the critical dent depth decreases with the increase in corrosion depth. In contrast, for a corrosion depth of less than 0.2 t, the influence of the corrosion depth is small. The influence of corrosion depth on critical dent depth becomes more obvious with the increase in head curvature radius.
- (2)
- In the case of small-size corrosion dents, the closer the corrosion length and width, the greater the critical dent depth, and the greater the pipeline’s ability to bear the external load of the semi-spherical indenter.
- (3)
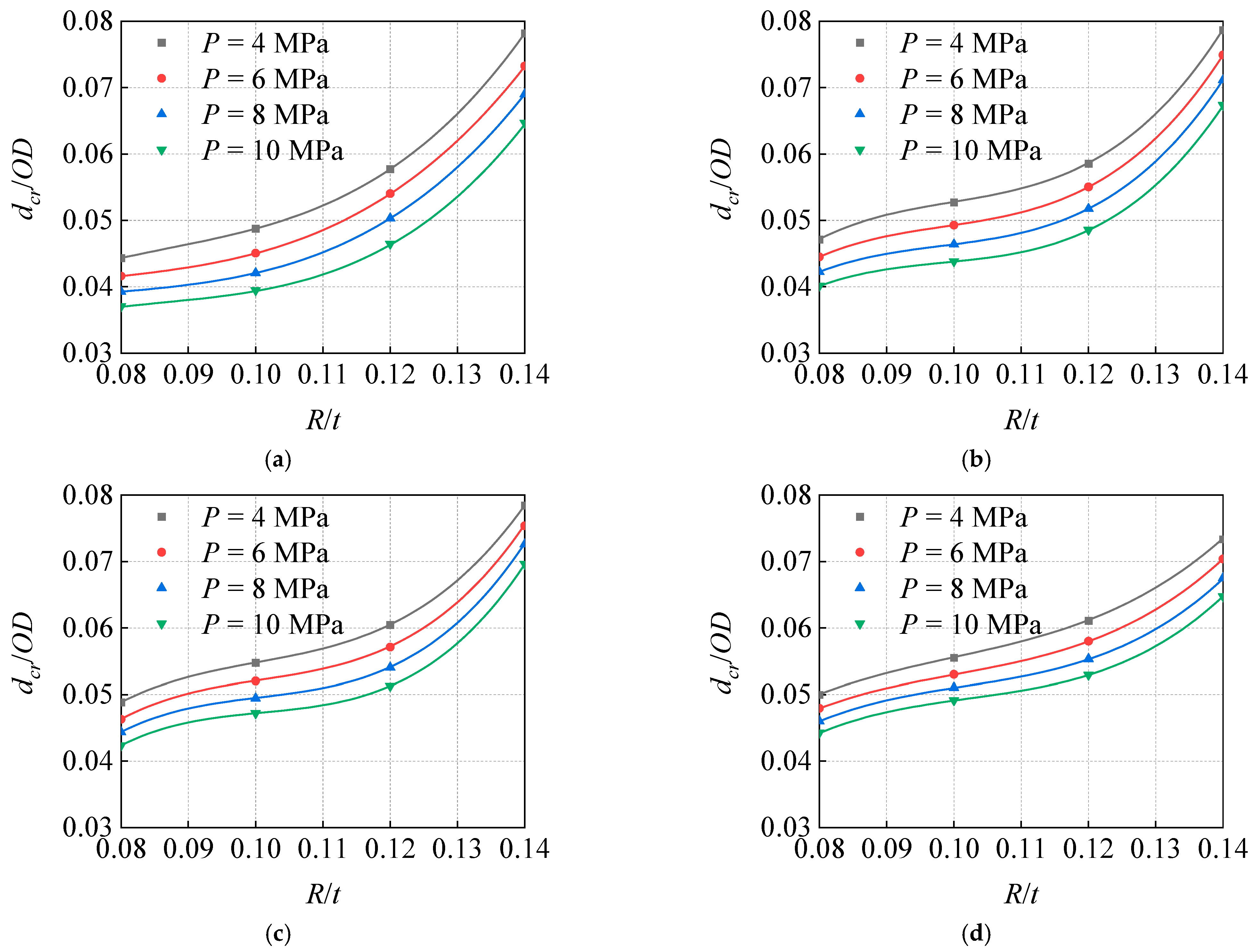
- Both the increase in internal pressure load and decrease in the curvature radius of indenter led to a decrease in critical dent depth and the corroded pipeline’s ability to bear the external load of the semi-spherical indenter. With the increase in internal pressure from 4 MPa to 10 MPa, the critical dent depth of the sharper and smoother indenters decrease by 19.41% and 23.23%, respectively.
- (4)
- The critical dent depth decreases with the increase in the diameter–thickness ratio, and the influence of the diameter–thickness ratio becomes more significant with the increase in the curvature radius and internal pressure.
- (5)
- In this study, a critical dent depth prediction formula was developed for an 813 mm diameter pipe with corrosion defects. A good agreement is achieved between the proposed method and the numerical results.
Author Contributions
Funding
Informed Consent Statement
Conflicts of Interest
References
- Janine, W. Integrity Assessment of Dents in Pipelines Using Finite Element Analysis and Artificial Neural Networks; University of Alberta: Edmonton, AB, Canada, 2019. [Google Scholar]
- Cosham, A.; Hopkins, P. The effect of dents in pipelines-guidance in the pipeline defect assessment manual. J. Press. Vess-T. ASME 2004, 81, 127–139. [Google Scholar] [CrossRef]
- Alexander, C.R. An updated report on the effects of smooth and rock dents on liquid petroleum pipelines. In Proceedings of the ETCE/OMAE 2000 Joint Conference: Energy for the New Millennium, New Orleans, LA, USA, 14–17 February 2000. [Google Scholar]
- Allouti, M.; Schmitt, C.; Pluvinage, G.; Gilgert, J.; Hariri, S. Study of the influence of dent depth on the critical pressure of pipeline. Eng. Fail. Anal. 2012, 21, 40–51. [Google Scholar] [CrossRef]
- Bjørnøy, O.H.; Rengård, O.; Fredheim, S.; Bruce, P. Residual strength of dented pipelines, DNV test results. In Proceedings of the 10th International Offshore and Polar Engineering Conference, Seattle, WA, USA, 28 May–2 June 2000; Volume ISOPE-I-00-139, pp. 182–188. [Google Scholar]
- Alexander, C.R.; Kiefner, J.F. Effects of Smooth and Rock Dents on Liquid Petroleum Pipelines; American Petroleum Institute API Publication: Washington, DC, USA, 1997; pp. 1–13. [Google Scholar]
- Fowler, J.R.; Alexander, C.R.; Kovach, P.J.; Connelly, L.M. Cyclic Pressure Fatigue Life of Pipelines with Plain Dents, Dents with Gouges, and Dents with Welds; Technical Report AGA-94015627; American Gas Association Pipeline Research Committee: Washington, DC, USA, 1994. [Google Scholar]
- Warman, D.J.; Johnston, D.; Mackenzie, J.D.; Rapp, S.; Travers, B. Management of pipeline dents and mechanical damage in gas pipelines. In Proceedings of the ASME 2006 6th International Pipeline Conference, Calgary, AB, Canada, 25–29 September 2006; Volume IPC2006-10407, pp. 551–560. [Google Scholar]
- American Society of Mechanical Engineers. ASME B31G Manual for Determining the Remaining Strength of Corroded Pipelines; ASME International: Houston, TX, USA, 2012. [Google Scholar]
- Det Norske Veritas. DNVGL-RP-F101 Corroded Pipelines; Det Norske Veritas: Bærum, Norway, 2019; pp. 231–233. [Google Scholar]
- Stephens, D.R.; Leis, B.N. Development of alternative criterion for residual strength of corrosion defects in moderate to high toughness pipe. In Proceedings of the ASME 2000 3rd International Pipeline Conference, Calgary, AB, Canada, 1–5 October 2000; Volume IPC2000-192, pp. 781–792. [Google Scholar]
- Dinovitzer, A.; Bhatia, A.; Walker, R.A. Pipeline Dent Assessment Model Considering Localised Effects. In Proceedings of the ASME 2000 3rd International Pipeline Conference, Calgary, AB, Canada, 1–5 October 2000; Volume IPC2000-188, pp. 735–742. [Google Scholar]
- Liu, W.Y.; Ma, Y.X.; Zou, H.X.; Lv, Y.F. Numerical analysis of limit load on pressure pipeline with corrosion defect and dent. China Saf. Sci. J. 2016, 26, 92–97. [Google Scholar]
- Ma, X.; Li, J.; Xue, T.; Lai, K. Study on stress and strain of pressure pipe with inner corrosion depression. Int. J. Plast. 2018, 25, 267–273. [Google Scholar]
- Tian, X.; Zhang, H. Failure criterion of buried pipelines with dent and scratch defects. Eng. Fail. Anal. 2017, 80, 278–289. [Google Scholar] [CrossRef]
- Md Rafi, A.N. Structural Behaviour of Dented Pipelines; University of Windsor: Windsor, ON, Canada, 2011. [Google Scholar]
- Toupin, R.A. Saint-Venant’s Principle. Arch. Ration. Mech. An. 1965, 18, 83–96. [Google Scholar] [CrossRef]
- Ramberg, W.; Osgood, W.R. Description of Stress-strain Curves by Three Parameters. Tech. Notes Nat. Adv. Comm. Aeronaut. 1943, 902, 9293. [Google Scholar]
- Canadian Standards Association. Oil and Gas Pipeline Systems: CSA-Z662; CSA: Mississauga, ON, Canada, 2019; pp. 302–347. [Google Scholar]
- Li, Y.; Qin, G.L.; Wang, X.Y.; Zhang, Y.Z.; Zhang, Z.H. Ultimate bearing capacities of large diameter pipeline elbows with ellipsoidal pits. Eng. Fail. Anal. 2021, 119, 104968. [Google Scholar] [CrossRef]
- Duan, C.H.; Sun, Y.; Lu, M.W. Zero Curvature Method and Protection Criterion Against Plastic Collapse. J. Press. Vess-T. ASME 2017, 139, 031204. [Google Scholar] [CrossRef]
- Rice, J.R.; Tracey, D.M. On the ductile enlargement of voids in triaxial stress fields. J. Mech. Phys. Solids. 1969, 17, 201–217. [Google Scholar] [CrossRef] [Green Version]
- American Society of Mechanical Engineers. ASME Boiler and Pressure Vessel Code; ASME International: Houston, TX, USA, 2017. [Google Scholar]
- Francini, R.B.; Yoosef, G.N. Development of a Model for Predicting the Severity of Pipeline Damage Identified by In-Line Inspection; Pipeline Research Council International Report; PR-218-063511-B, Final Report No.08-124; Kiefner and Associates, Inc.: Columbus, OH, USA, 2008. [Google Scholar]
- ASME B31.8; Gas Transmisson and Distribution Piping Systems. ASME International: Houston, TX, USA, 2003.
- Ghaednia, H.; Das, S.; Risk, W.; Kania, R. Effect of operating pressure and dent depth on burst strength of nps30 linepipe with dent-crack defect. J. Offshore. Mech. Arct. Eng. 2015, 137, 031402. [Google Scholar] [CrossRef]
- Ghaednia, H.; Das, S.; Risk, W.; Kania, R. Effect of depth on the burst pressure of nps30 x70 pipes with dent-crack defect. In Proceedings of the ASME 2014 10th International Pipeline Conference, Calgary, AB, Canada, 29 September–3 October 2014; Volume IPC2014-33071, pp. 1–10. [Google Scholar]
- Ghaednia, H.; Das, S.; Risk, W.; Kania, R. Safe burst strength of a pipeline with dent-crack defect: Effect of crack depth and operating pressure. Eng. Fail. Anal. 2015, 55, 288–299. [Google Scholar] [CrossRef]
- Tian, X. Limit Internal Pressure of Pipelines with Dent-Scratch Defects under Complicate Loads; China University of Petroleum: Beijing, China, 2017. [Google Scholar]
- Tian, X.; Zhang, H. Failure pressure of medium and high strength pipelines with scratched dent defects. Eng. Fail. Anal. 2017, 78, 29–40. [Google Scholar] [CrossRef]
- Dorey, A.B.; Murray, D.W.; Cheng, J.J.R. Critical buckling strain equations for energy pipelines-a parametric study. J. Offshore. Mech. Arct. 2006, 128, 248–255. [Google Scholar] [CrossRef]
- Ndubuaku, O.A. New Material Characterization Approach for Evaluating the Deformational Capacity of Onshore Pipelines; University of Alberta: Edmonton, AB, Canada, 2019. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Elastic Modulus E (GPa) | Poisson’s Ratio μ | Yield Strength σs (MPa) | Tensile Strength σb (MPa) |
|---|---|---|---|---|
| X52 | 200 | 0.3 | 410 | 498 |
| Material | Elastic Modulus E (GPa) | Poisson’s Ratio μ | Yield Strength σs (MPa) | Tensile Strength σb (MPa) | Elongation | Yield Offset α | Strain-Hardening Parameter n |
|---|---|---|---|---|---|---|---|
| X65 | 200 | 0.3 | 551 | 618 | 0.233 | 3.686 | 11.64 |
| Mesh Size in the Local Region of the Corrosion Defect Location | Total Number of Model Meshes | |
|---|---|---|
| The Axial Length of the Mesh (mm) | The Circumferential Length of the Mesh (mm) | |
| 10 | 10 | 22,034 |
| 5 | 5 | 35,901 |
| 3 | 3 | 61,242 |
| 2 | 2 | 102,132 |
| 1 | 1 | 280,184 |
| Modeling Parameters | Values |
|---|---|
| Diameter OD (mm) | 813 |
| Wall thickness t (mm) | 12.5 |
| Diameter–thickness ratio OD/t | 65.04 |
| Internal pressure P (MPa) | 4/6/8/10 |
| Curvature radius of indenter R (mm) | 65.04/81.3/97.56 |
| Ratio of the curvature radius of indenter to diameter R/OD | 0.08/0.10/0.12 |
| Corrosion length coefficient L | 0.4 |
| Corrosion width coefficient W | 0.352 |
| Corrosion depth d (mm) | 1.25/2.5/3.75/5/0.625 |
| Ratio of corrosion depth to wall thickness d/t | 0.1/0.2/0.3/0.4/0.5 |
| Modeling Parameters | Values |
|---|---|
| Diameter OD (mm) | 813 |
| Wall thickness t (mm) | 12.5/14.2/16.0/17.5 |
| Diameter–thickness ratio OD/t | 65.04/57.25/50.81/46.46 |
| Internal pressure P (MPa) | 4/6/8/10 |
| Curvature radius of indenter R (mm) | 65.04/81.3/97.56/113.82 |
| Ratio of the curvature radius of indenter to diameter R/OD | 0.08/0.10/0.12/0.14 |
| Corrosion length coefficient L | 0.4 |
| Corrosion width coefficient W | 0.352 |
| Corrosion depth d (mm) | 3.75/4.26/4.8/5.25 |
| Ratio of corrosion depth to wall thickness d/t | 0.3 |
| Undetermined Parameter | Fitting Result | Undetermined Parameter | Fitting Result |
|---|---|---|---|
| a1 | −7.0005 | b4 | 0.4732 |
| b1 | 10.7404 | c4 | 0.5196 |
| c1 | −5.5152 | d4 | −1.0034 |
| d1 | −1.0185 | a5 | 48.7906 |
| e1 | −1.0394 | b5 | 2.7162 |
| a2 | −2.6085 | c5 | 0.059 |
| b2 | 1.5749 | d5 | 0.3312 |
| c2 | 1.4732 | a6 | −2.8819 |
| a3 | −1.6493 | b6 | −0.6212 |
| b3 | 1.3136 | c6 | 0.4484 |
| c3 | 0.7091 | Correlation coefficient | 0.9557 |
| a4 | −2.2019 |
| Dimensionless Parameters | Value Ranges | |
|---|---|---|
| ≥ | ≤ | |
| d | 0.1 | 0.5 |
| L | 0.2 | 0.8 |
| W | 0.21 | 0.74 |
| P/Py | 0.17 | 0.59 |
| R | 0.08 | 0.14 |
| OD/t | 46.46 | 65.04 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.; Liu, X.; Yang, H.; Fang, W.; Chen, P.; Li, R.; Gao, H.; Zhang, H. A Semi Empirical Regression Model for Critical Dent Depth of Externally Corroded X65 Gas Pipeline. Materials 2022, 15, 5492. https://doi.org/10.3390/ma15165492
Yang Y, Liu X, Yang H, Fang W, Chen P, Li R, Gao H, Zhang H. A Semi Empirical Regression Model for Critical Dent Depth of Externally Corroded X65 Gas Pipeline. Materials. 2022; 15(16):5492. https://doi.org/10.3390/ma15165492
Chicago/Turabian StyleYang, Yue, Xiaoben Liu, Hong Yang, Weilun Fang, Pengchao Chen, Rui Li, Hui Gao, and Hong Zhang. 2022. "A Semi Empirical Regression Model for Critical Dent Depth of Externally Corroded X65 Gas Pipeline" Materials 15, no. 16: 5492. https://doi.org/10.3390/ma15165492
APA StyleYang, Y., Liu, X., Yang, H., Fang, W., Chen, P., Li, R., Gao, H., & Zhang, H. (2022). A Semi Empirical Regression Model for Critical Dent Depth of Externally Corroded X65 Gas Pipeline. Materials, 15(16), 5492. https://doi.org/10.3390/ma15165492