
Research on Clamping Action Control Technology for Floating Fixtures


Abstract
:1. Introduction
2. Deformation Release Principle of Floating Clamping
3. The Energy Deformation Evolution of the Workpiece
3.1. Analysis of Beam Workpiece Deformation Based on Energy Principle
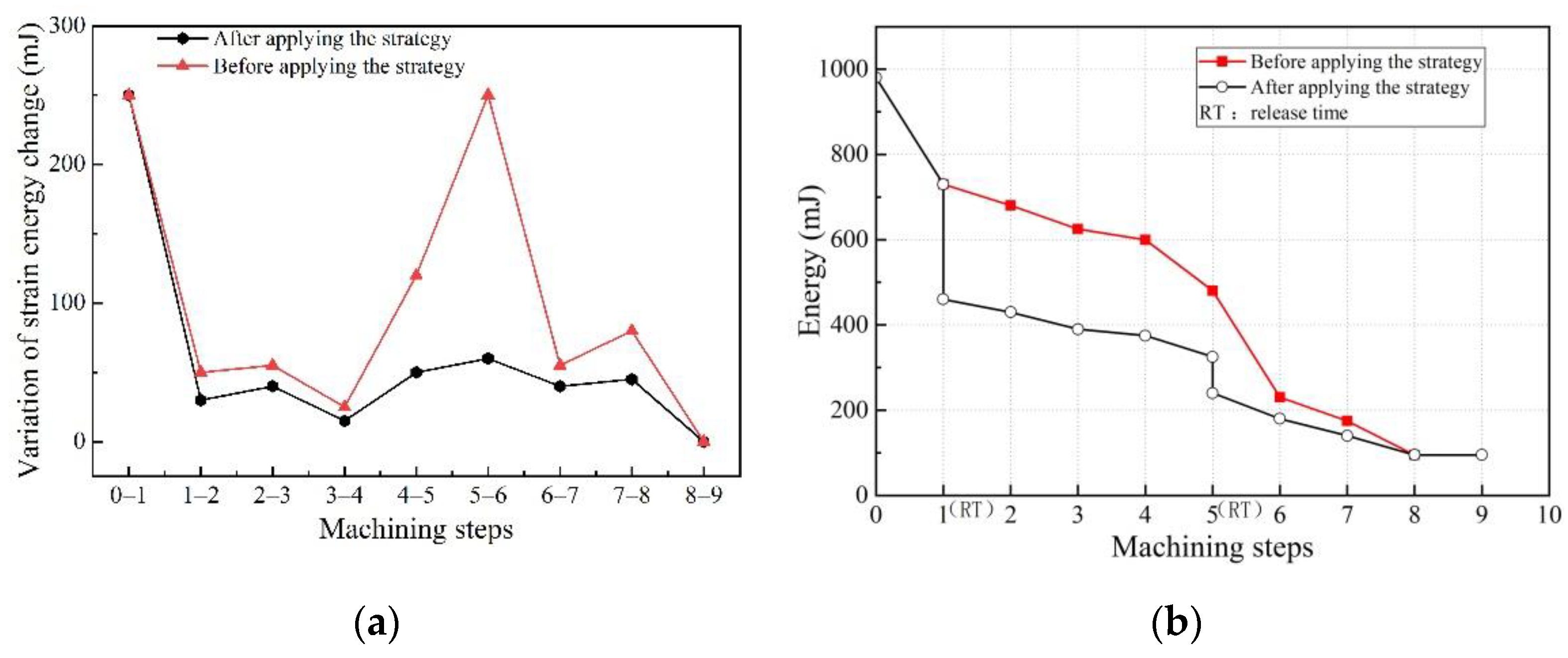
3.2. Analysis of Strain Energy Evolution Process in the Machining of Beam Workpieces
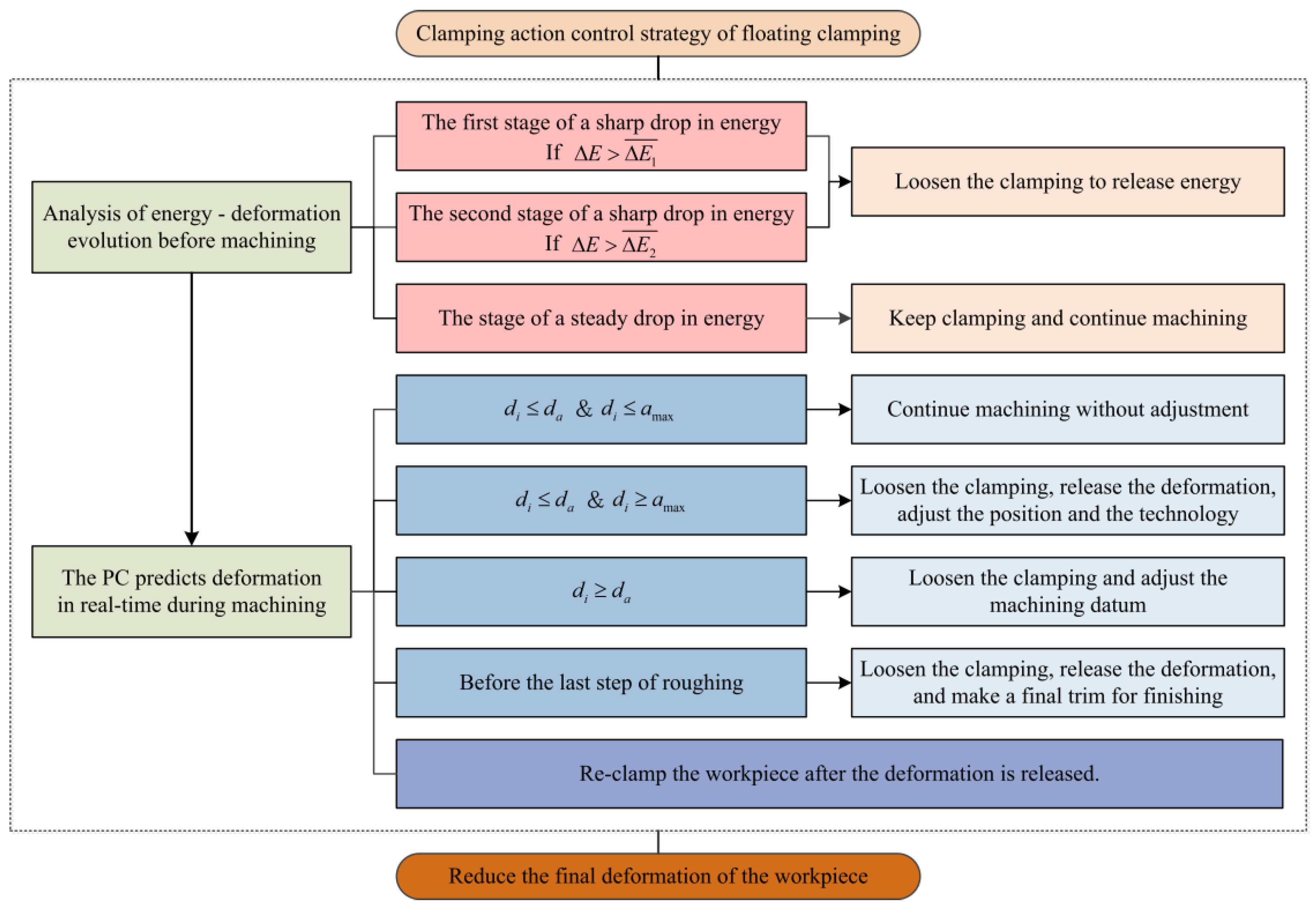
4. Clamping Action Control Strategy for Floating Fixtures
- (1)
- Analyzing the evolution of strain energy with material removal utilizing the FEM:
- a.
- When the machining process is in the first severe energy drop stage, if the condition is met that :At this time, the clamping should be loosened before the current step, so that the strain energy can be released, so as to reduce the gradient of the strain energy evolution to avoid a sudden increase in deformation that cannot be corrected.
- b.
- When the machining process is in the second severe energy drop stage, if the condition is met that :The second severe energy drop stage is closer to finishing, and the clamping should be loosened before the current step. At this time, it is necessary to avoid the deformation of the workpiece due to the high gradient of strain energy evolution.
- c.
- When the machining process is in the steady energy drop stage, the evolution gradient of the strain energy of the workpiece is small. At this time, all fixtures remain clamped, and the machining is continued to ensure the production of the workpiece.
- (2)
- Analyzing the deformation of the workpiece calculated by the PC using the energy method during machining:
- a.
- If the deformation meets the conditions: & :At this time, although the workpiece tends to deform, its current deformation is still within the allowable deformation range, and the deformation can be removed by the next cutting process, so there is no need to loosen the clamping; machining can be continued.
- b.
- If the deformation meets the conditions: & :At this time, although the deformation of the workpiece is still within the allowable range, it cannot be eliminated by the next cutting. Therefore, it is necessary to loosen the clamping at this time to release the deformation of the workpiece, thereby reducing its internal residual energy. The rebound deformation of the workpiece can be completed in a short time. The deformation is released after waiting for 2–3 s, the PC re-issues the clamping command, and each floating clamping module re-clamps the workpiece according to the position and pose of the adjusted workpiece.
- c.
- If the deformation meets the conditions: :At this time, the deformation of the workpiece is too large. It is necessary to completely loosen the clamping to readjust the machining datum; otherwise, the workpiece will not meet the machining accuracy requirements.
- (3)
- When the last cutting layer is about to be roughed, it is necessary to loosen the clamping to fully release the deformation of the workpiece, and then re-clamp them to make the last correction before finishing machining.
5. Experimental Verification and Discussion
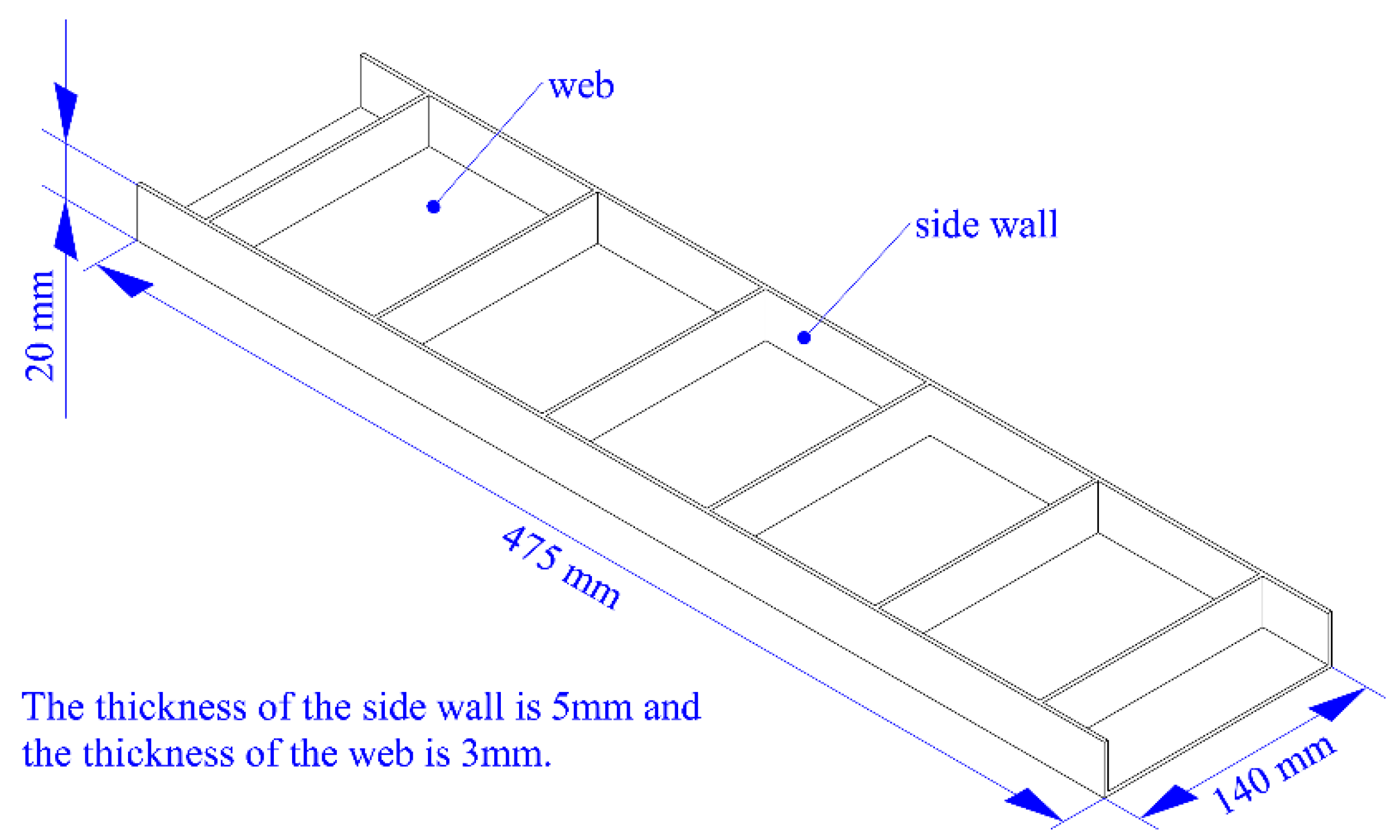
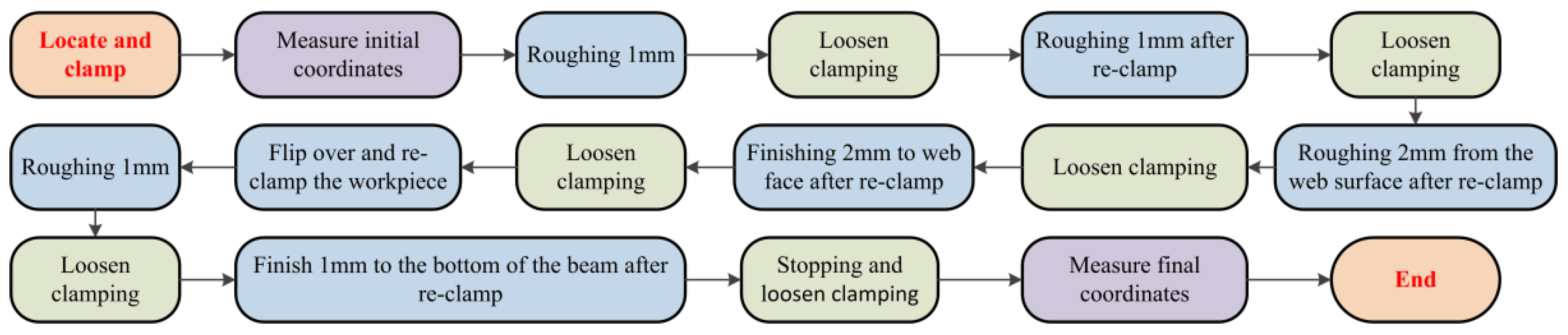
5.1. Milling Experiment of Floating Clamping
5.2. Discussion of Experimental Results
6. Conclusions
- (1)
- The increment of deformation and the variation of the strain energy between adjacent removed layers of the material showed the same trend of change. When the variation of the strain energy increased, the deformation of the workpiece increased; that is, when the evolution gradient of the strain energy was high, the machining deformation of the workpiece also increased sharply. Therefore, a floating clamping action control method based on the regulation of the strain energy evolution gradient is proposed, and a clamping action control strategy of floating fixtures was formulated.
- (2)
- After applying the clamping action control strategy, the variation of the strain energy during the machining greatly dropped (the maximum reduction was 76.0%), the energy decreased steadily and slowly, and the final deformation of the workpiece was significantly reduced.
- (3)
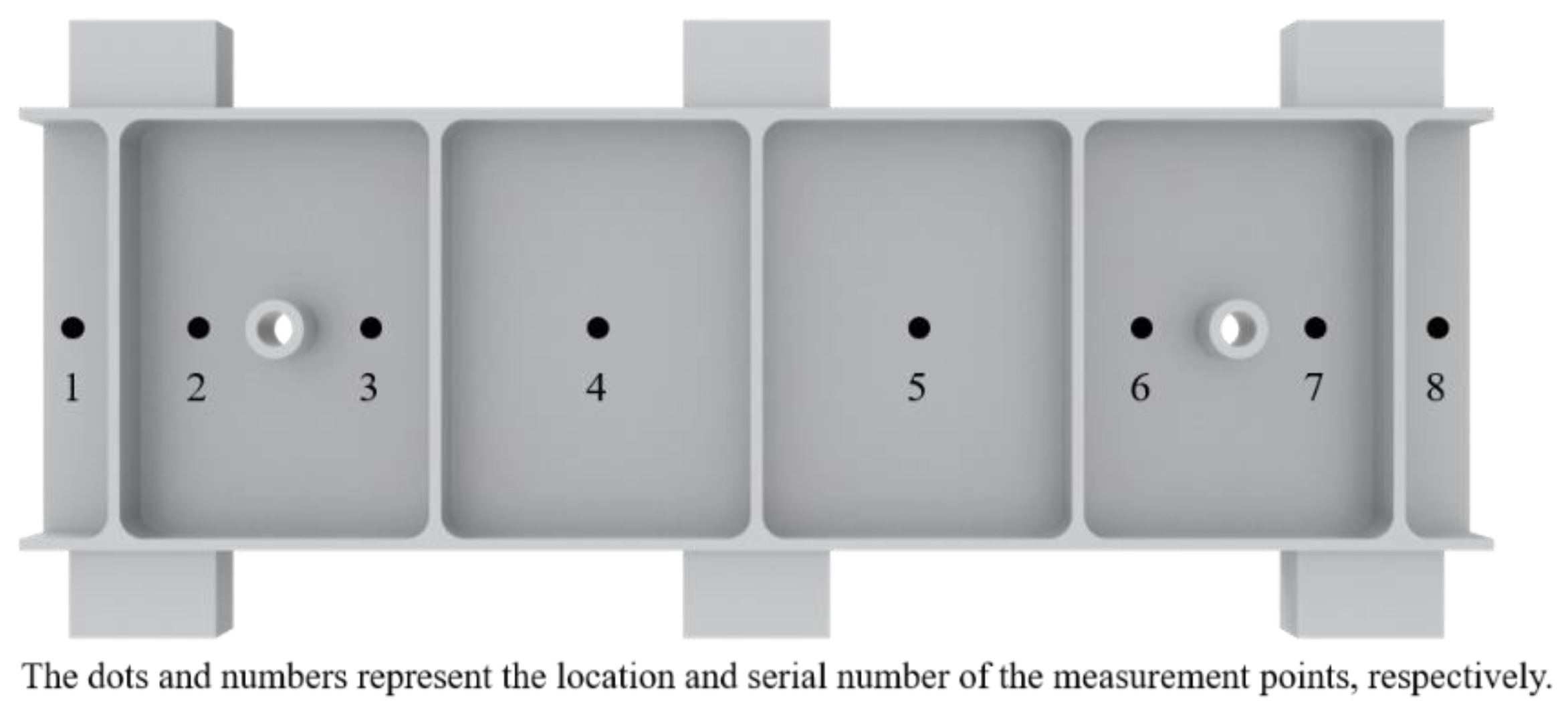
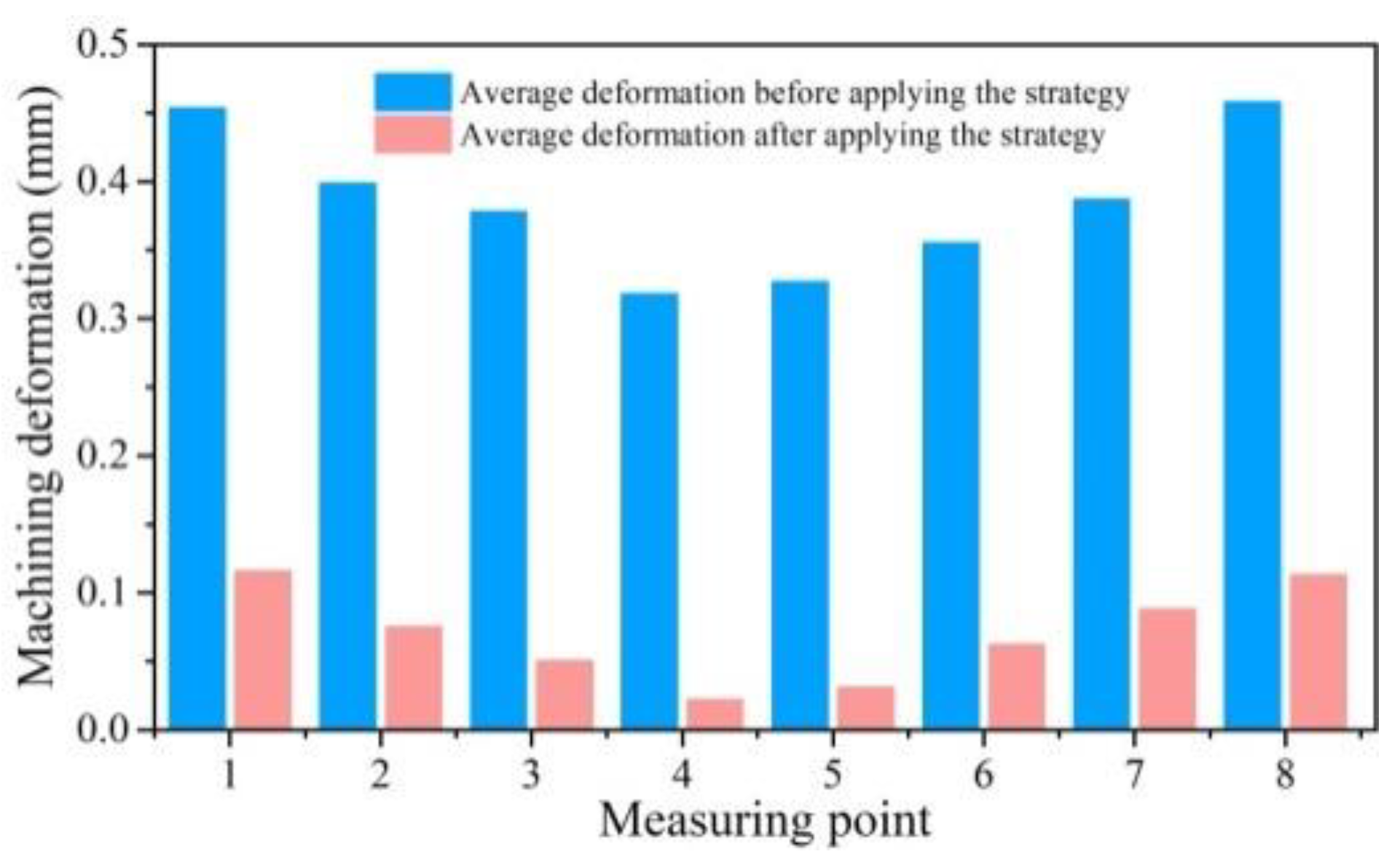
- The milling experiment of the aircraft beam was carried out by applying the clamping action control strategy. After the machining, the deformation of the workpiece fully met the machining accuracy requirements of the workpiece, and the average deformation was reduced by 74.6% compared to traditional clamping. The experiment effectively verified that the clamping action control strategy is suitable for the floating clamping method, which can effectively reduce the machining deformation of thin-walled beams with weak stiffness, under the premise of ensuring productivity and meeting the needs of industrial applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sim, W.-M. Challenges of residual stress and part distortion in the civil airframe industry. Int. J. Microstruct. Mater. Prop. 2010, 5, 446–455. [Google Scholar] [CrossRef]
- Li, X.; Li, L.; Yang, Y.; Zhao, G.; He, N.; Ding, X.; Shi, Y.; Fan, L.; Lan, H.; Jamil, M. Machining deformation of single-sided component based on finishing allowance optimization. Chin. J. Aeronaut. 2020, 33, 2434–2444. [Google Scholar] [CrossRef]
- Wang, Z.-J.; Chen, W.-Y.; Zhang, Y.-D.; Chen, Z.-T.; Liu, Q. Study on the Machining Distortion of Thin-Walled Part Caused by Redistribution of Residual Stress. Chin. J. Aeronaut. 2005, 18, 175–179. [Google Scholar] [CrossRef]
- Hao, X.; Li, Y.; Chen, G.; Liu, C. 6 + X locating principle based on dynamic mass centers of structural parts machined by responsive fixtures. Int. J. Mach. Tools Manuf. 2018, 125, 112–122. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, Y.; Li, L.; Chen, B.; Tian, H. Assessment of residual stress of 7050-T7452 aluminum alloy forging using the contour method. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2015, 644, 61–68. [Google Scholar] [CrossRef]
- Zhao, G.; Xin, L.; Li, L.; Zhang, Y.; He, N.; Hansen, H.N. Cutting force model and damage formation mechanism in milling of 70wt% Si/Al composite. Chin. J. Aeronaut. 2022. [Google Scholar] [CrossRef]
- Wan, N.; Wang, Z.; Mo, R. An intelligent fixture design method based on smart modular fixture unit. Int. J. Adv. Manuf. Technol. 2013, 69, 2629–2649. [Google Scholar] [CrossRef]
- Li, X.; Yang, Y.; Li, L.; Shi, Y.; Zhao, G.; He, N.; Qian, N.; Mu, Z. An approach for optimising the fixturing configuration in flexible machining fixtures. Int. J. Prod. Res. 2021, 59, 6223–6240. [Google Scholar] [CrossRef]
- De Meter, E.C. Fast support layout optimization. Int. J. Mach. Tools Manuf. 1998, 38, 1221–1239. [Google Scholar] [CrossRef]
- Shi, J.; Song, Q.; Liu, Z.; Ai, X. Partial Surface Damper to Suppress Vibration for Thin Walled Plate Milling. Chin. J. Mech. Eng. 2017, 30, 632–643. [Google Scholar] [CrossRef]
- Munro, C.; Walczyk, D. Reconfigurable Pin-Type Tooling: A Survey of Prior Art and Reduction to Practice. J. Manuf. Sci. Eng. 2007, 129, 551–565. [Google Scholar] [CrossRef]
- Vishnupriyan, C. Effect of system compliance and workpiece dynamics on machining error. Assem. Autom. 2012, 32, 175–184. [Google Scholar] [CrossRef]
- Vishnupriyan, C.; Majumder, M.C.; Ramachandren, K.P. Optimal fixture parameters considering locator errors. Int. J. Prod. Res. 2011, 49, 6343–6361. [Google Scholar] [CrossRef]
- Boyle, I.; Rong, Y.M.; Brown, D.C. A review and analysis of current computer-aided fixture design approaches. Robot. Comput.-Integr. Manuf. 2011, 27, 1–12. [Google Scholar] [CrossRef]
- Nee, A.Y.C.; Kumar, A.S.; Tao, Z.J. An intelligent fixture with a dynamic clamping scheme. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2000, 214, 183–196. [Google Scholar] [CrossRef]
- Möhring, H.C.; Wiederkehr, P. Intelligent Fixtures for High Performance Machining. Procedia CIRP 2016, 46, 383–390. [Google Scholar] [CrossRef]
- Yu, J.-H.; Chen, Z.-T.; Jiang, Z.-P. A control process for machining distortion by using an adaptive dual-sphere fixture. Int. J. Adv. Manuf. Technol. 2016, 86, 3463–3470. [Google Scholar] [CrossRef]
- Bakker, O.J.; Popov, A.A.; Salvi, E.; Merlo, A.; Ratchev, S.M. Model-Based Control of an Active Fixture for Advanced Aerospace Components. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 35–51. [Google Scholar] [CrossRef]
- Li, Y.; Liu, C.; Hao, X.; Gao, J.; Maropoulos, P.G. Responsive fixture design using dynamic product inspection and monitoring technologies for the precision machining of large-scale aerospace parts. CIRP Ann. 2015, 64, 173–176. [Google Scholar] [CrossRef]
- Yang, Y.; Fan, L.; Li, L.; Zhao, G.; Han, N.; Li, X.; Tian, H.; He, N. Energy principle and material removal sequence optimization method in machining of aircraft monolithic parts. Chin. J. Aeronaut. 2020, 33, 2770–2781. [Google Scholar] [CrossRef]
- Nervi, S. A Mathematical Model for the Estimation of the Effects of Residual Stresses in Aluminum Plates; Washington University: St. Louis, MO, USA, 2005. [Google Scholar]
- Zhang, Z.; Li, L.; Yang, Y.; He, N.; Zhao, W. Machining distortion minimization for the manufacturing of aeronautical structure. Int. J. Adv. Manuf. Technol. 2014, 73, 1765–1773. [Google Scholar] [CrossRef]
- Yang, Y.; Xia, L.; Zhao, G.; Meng, L.; He, N. Investigation of the coupled distribution of initial and machining-induced residual stress on the surface of thin-walled parts. Int. J. Adv. Manuf. Technol. 2018, 98, 213–222. [Google Scholar] [CrossRef]
- Fan, L.; Tian, H.; Li, L.; Yang, Y.; Zhou, N.; He, N. Machining distortion minimization of monolithic aircraft parts based on the energy principle. Metals 2020, 10, 1586. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Etc | Al |
|---|---|---|---|---|---|---|---|---|---|
| 0.4 | 0.5 | 1.2~2.0 | 0.3 | 2.1~2.9 | 0.18~0.28 | 5.1~6.1 | 0.2 | 0.15 | margin |
| Elastic Modulus (GPa) | Yield Strength (MPa) | Poisson’s Ratio | Density (kg/m−3) | Hardness (HB) |
|---|---|---|---|---|
| 71 | 455 | 0.33 | 2.81 | 150 |
| Cutting Parameters | Parameter Value |
|---|---|
| Cutting depth ap (mm) | 1 |
| Cutting width ae (mm) | 6 |
| Spindle speed n (rpm) | 8000 |
| Feed speed f (mm/min) | 4000 |
| Tool diameter (mm) | 16 |
| Tool tooth number N | 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, B.; Mu, Z.; He, W.; Fan, L.; Zhao, G.; Yang, Y. Research on Clamping Action Control Technology for Floating Fixtures. Materials 2022, 15, 5571. https://doi.org/10.3390/ma15165571
Zhu B, Mu Z, He W, Fan L, Zhao G, Yang Y. Research on Clamping Action Control Technology for Floating Fixtures. Materials. 2022; 15(16):5571. https://doi.org/10.3390/ma15165571
Chicago/Turabian StyleZhu, Benchi, Zhuang Mu, Wenbo He, Longxin Fan, Guolong Zhao, and Yinfei Yang. 2022. "Research on Clamping Action Control Technology for Floating Fixtures" Materials 15, no. 16: 5571. https://doi.org/10.3390/ma15165571
APA StyleZhu, B., Mu, Z., He, W., Fan, L., Zhao, G., & Yang, Y. (2022). Research on Clamping Action Control Technology for Floating Fixtures. Materials, 15(16), 5571. https://doi.org/10.3390/ma15165571