
Bond Modification of Carbon Rovings through Profiling

 , ,
, , 
Abstract
:1. Introduction
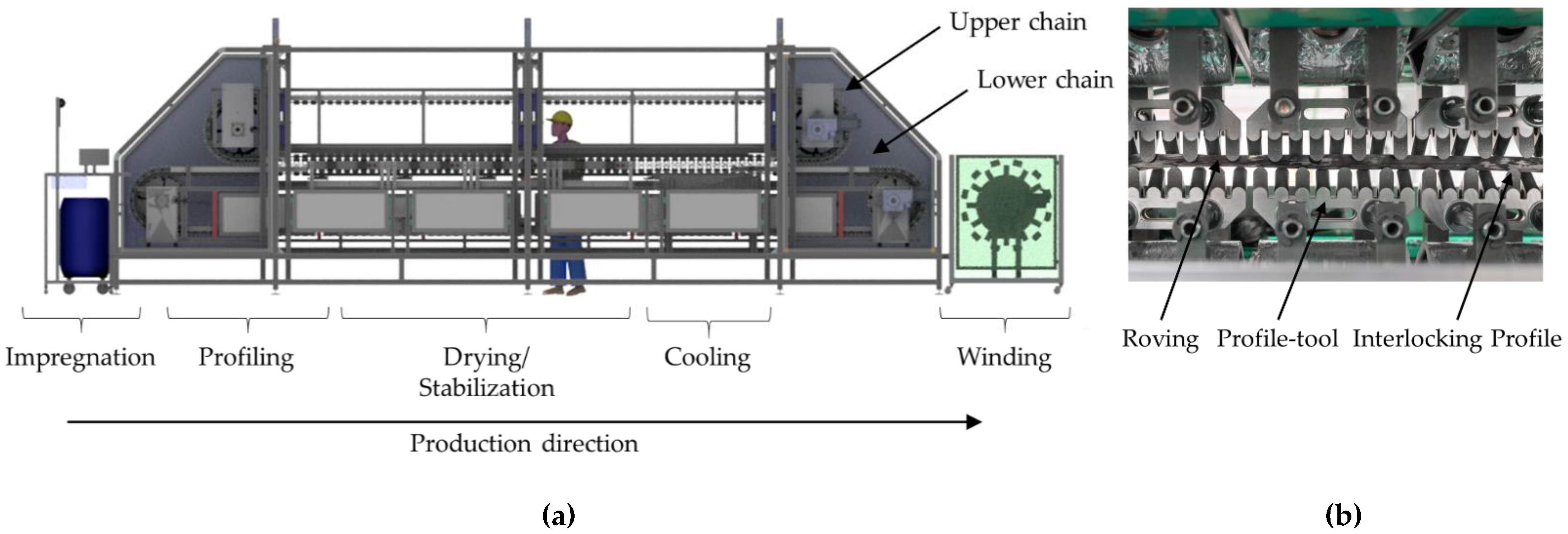
2. Yarn Profiling Technology
3. Materials, Test Program, and Testing Methods
3.1. Rovings with Different Configurations for Carbon Fiber Reinforcement
3.2. Concrete Matrix
3.3. Test Program and Test Setups
3.4. Specimens Manufacturing
4. Results and Discussion
4.1. Processing Quality of Profiled Rovings
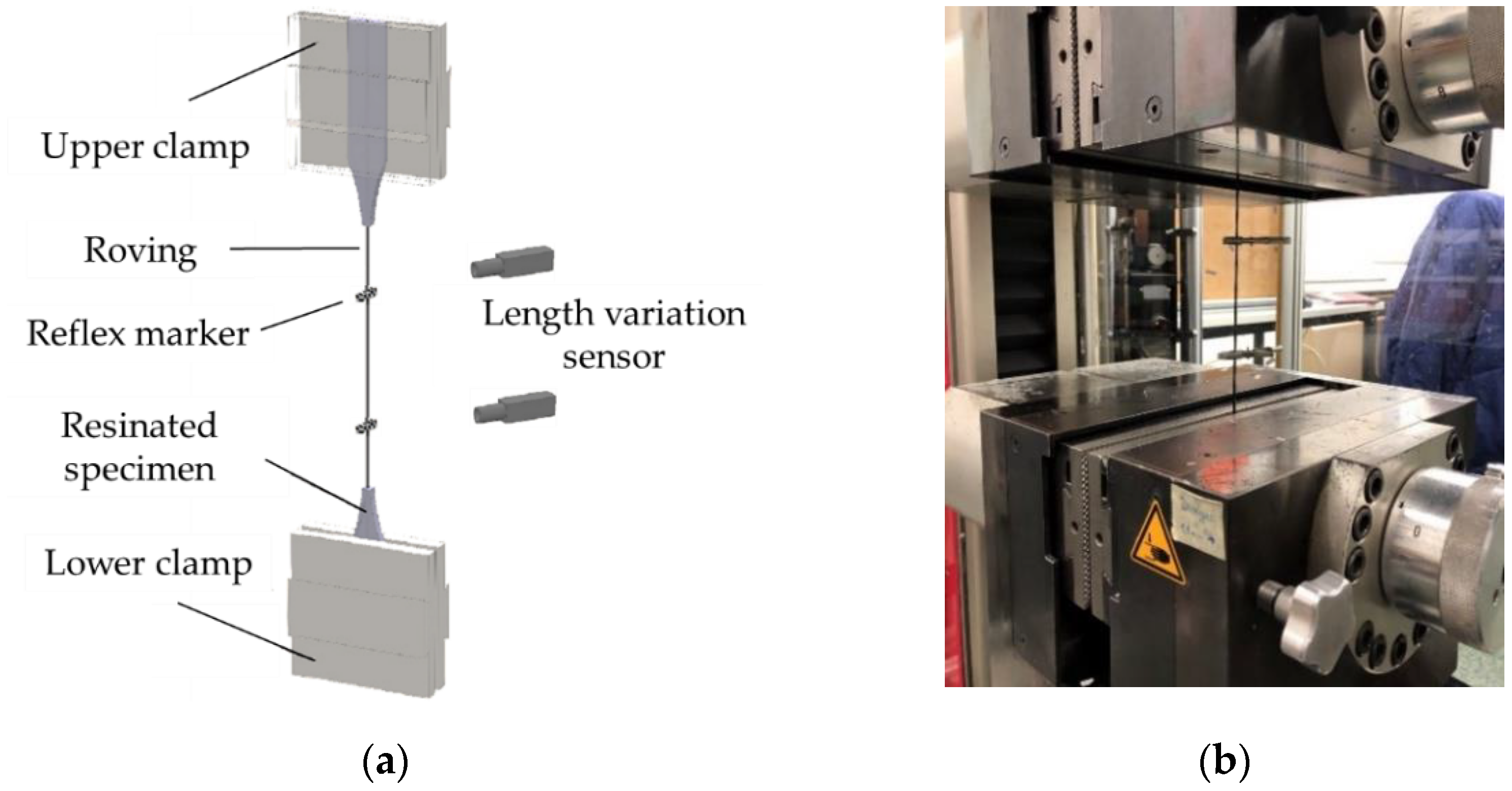
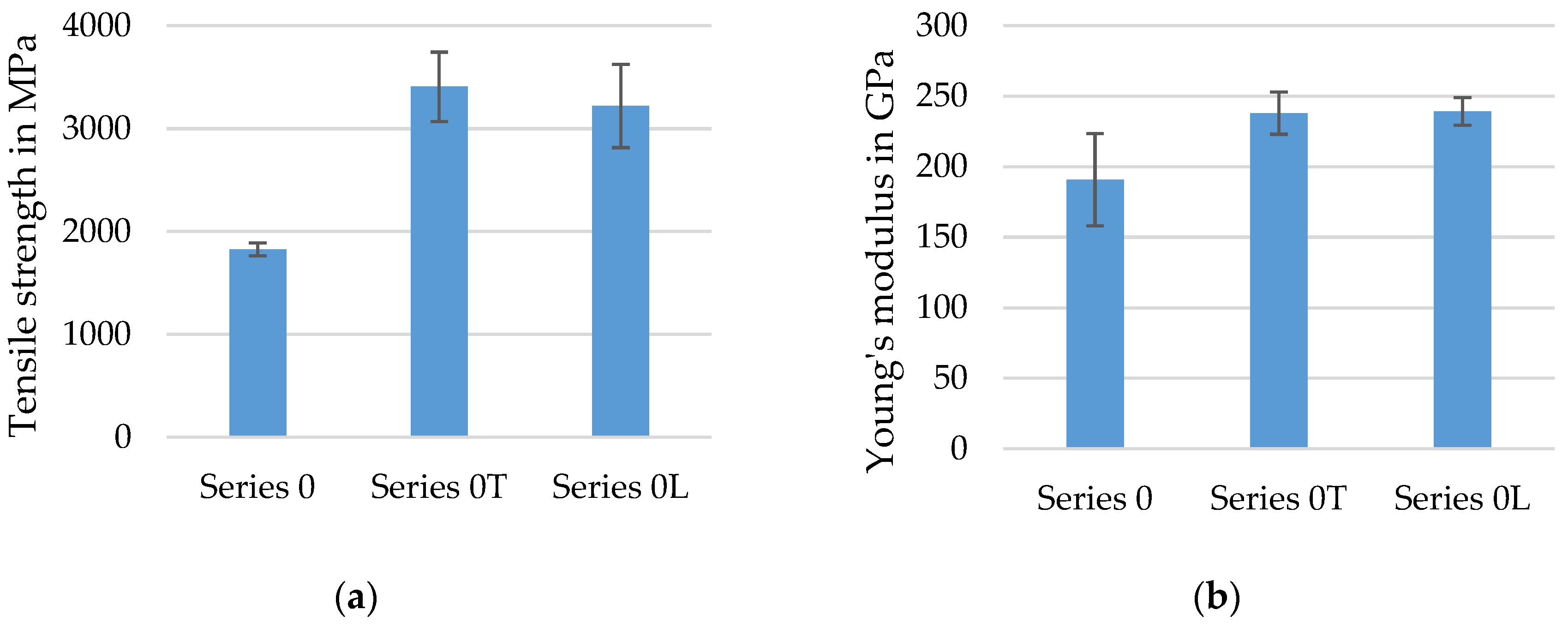
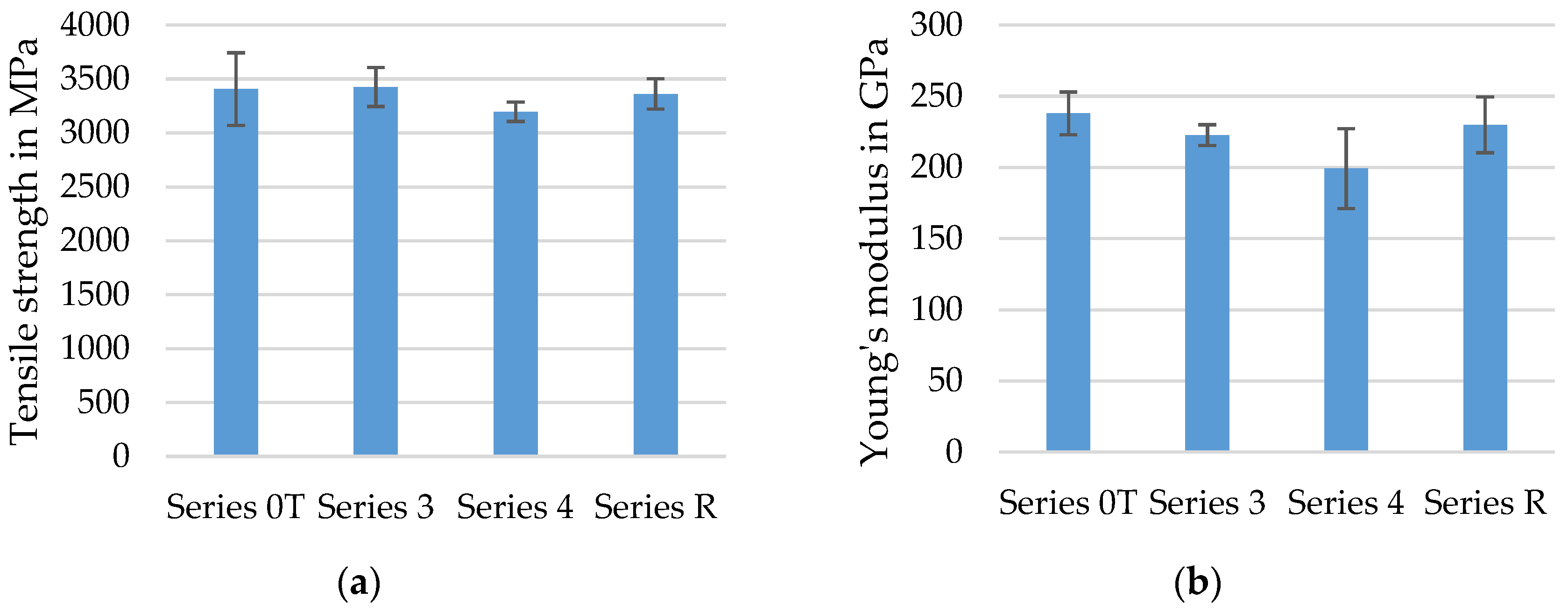
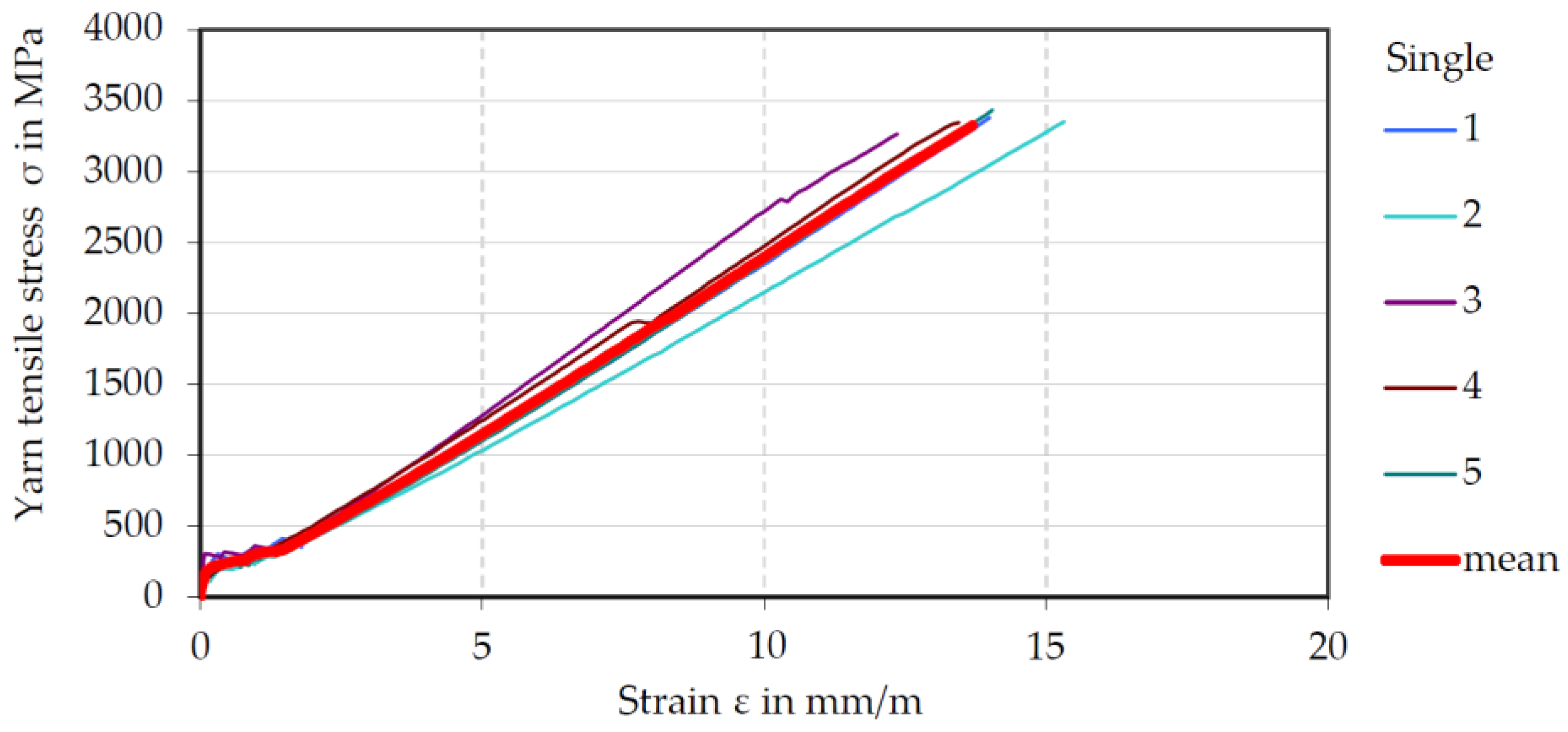
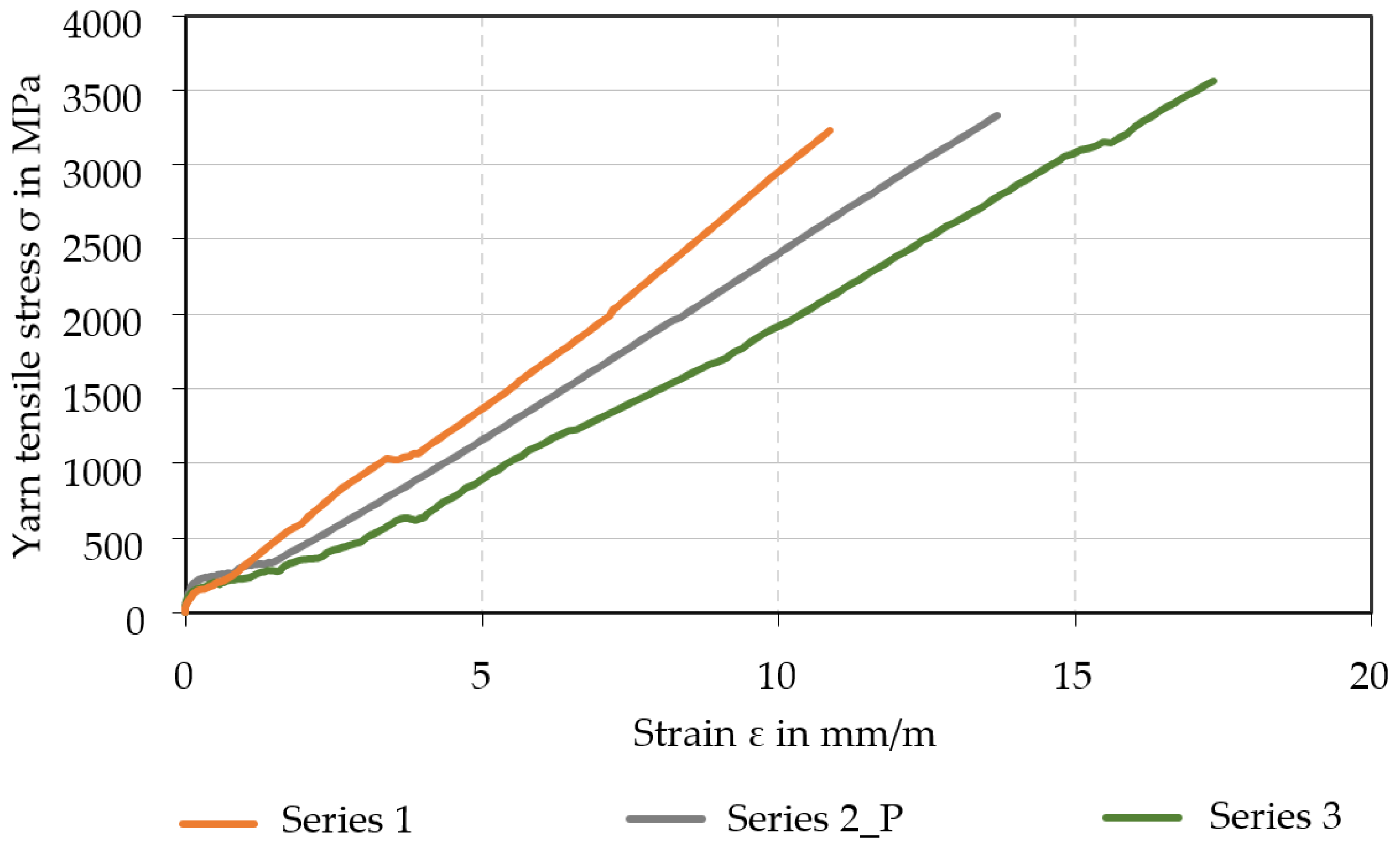
4.2. Tensile Strength of Single Rovings
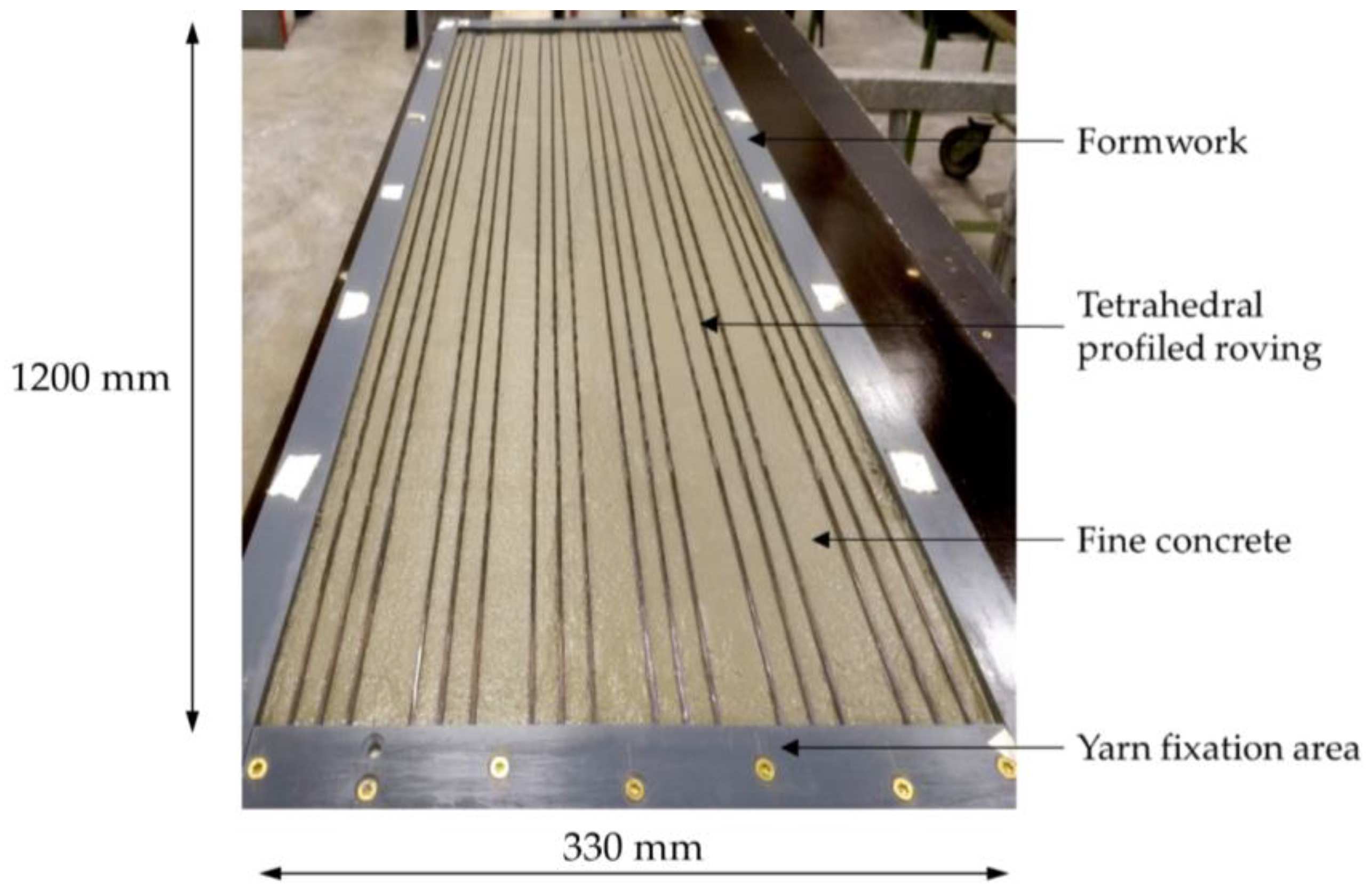
4.3. Tensile Strength of Concrete Embedded Rovings
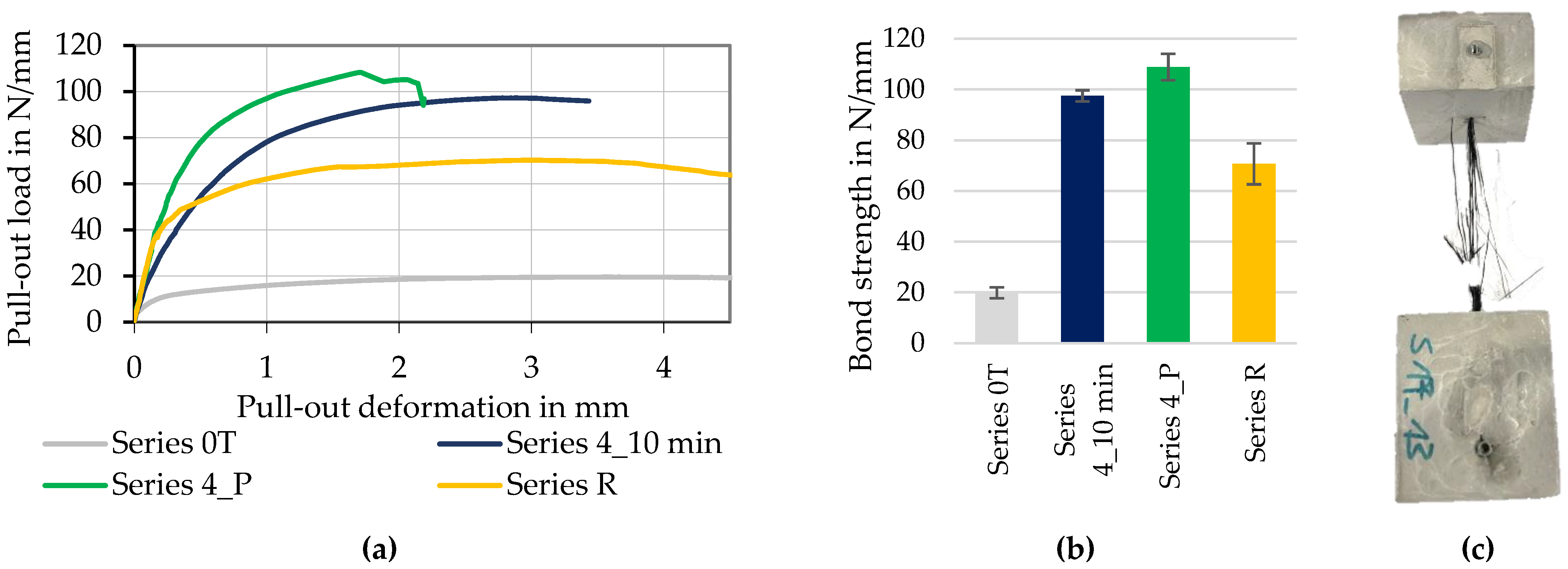
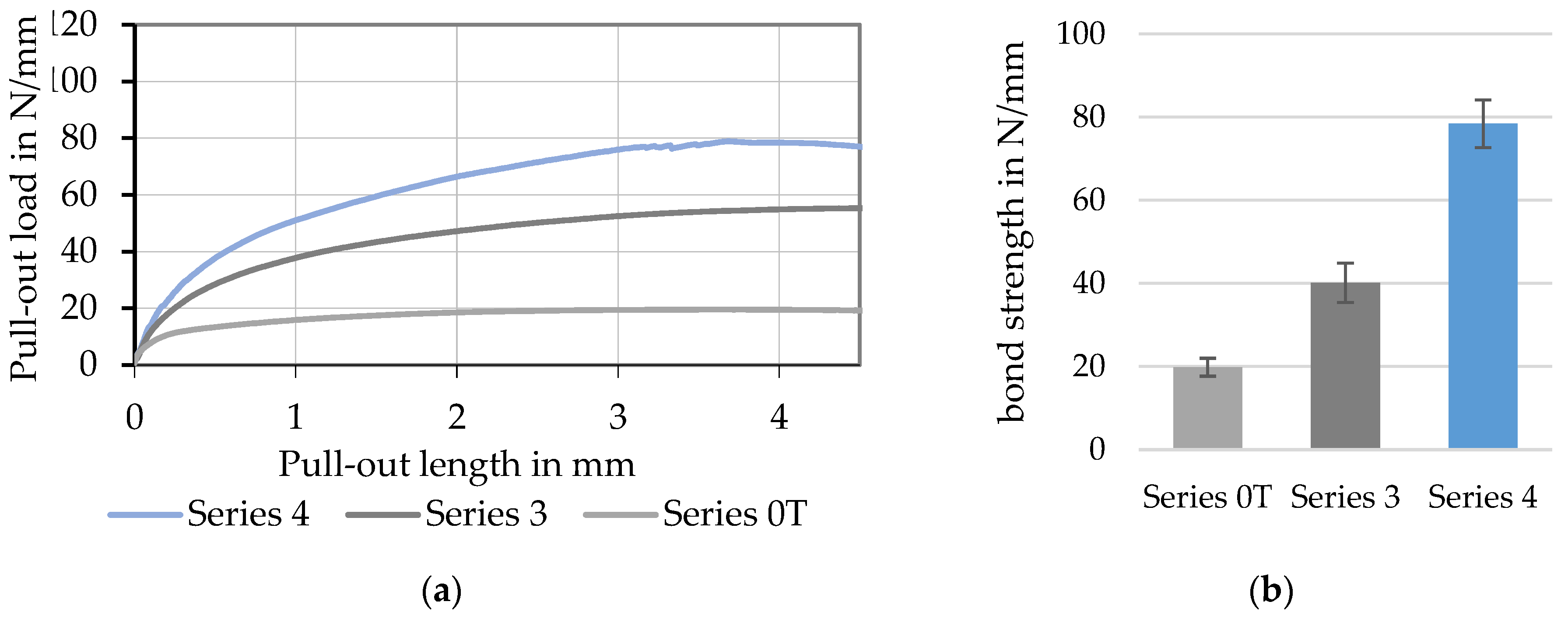
4.4. Bond Behavior of Concrete Embedded Rovings
5. Conclusions and Outlook
- Better dense filament arrangement and better material utilization can be achieved by good penetration of impregnation agent and immediately following shaping of rovings (see Section 4.1)
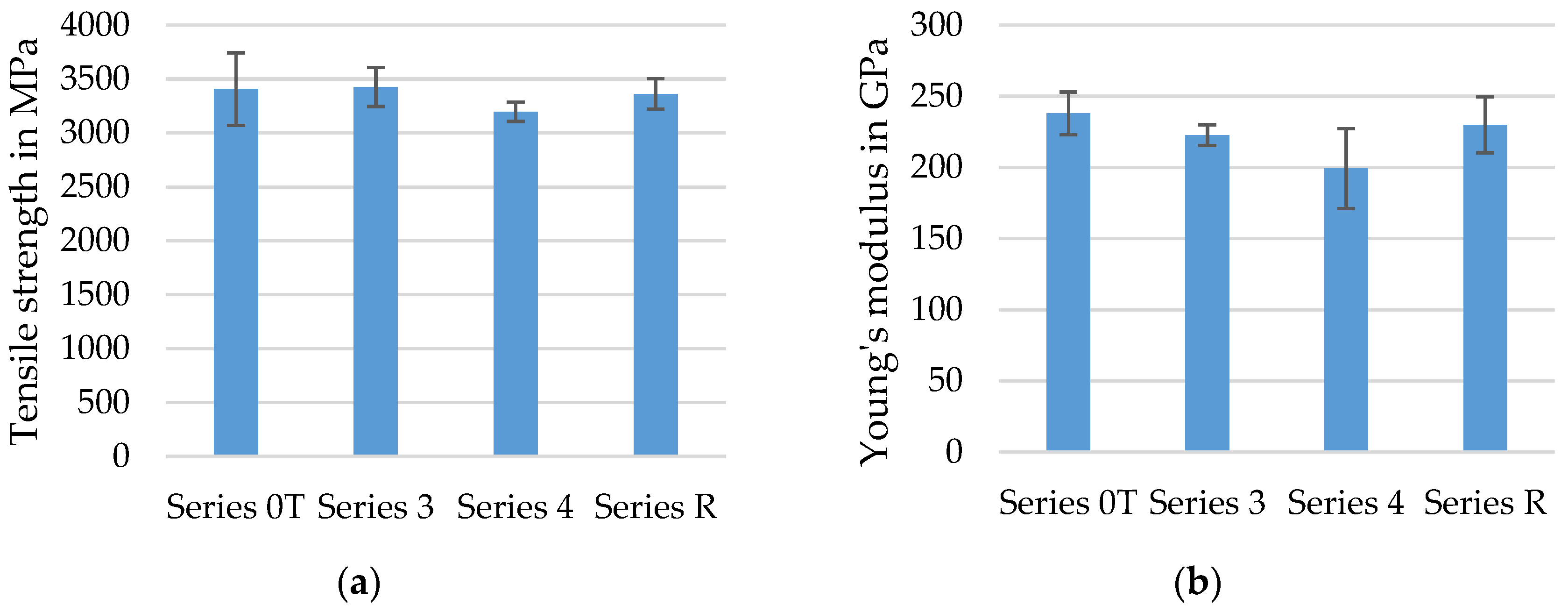
- The developed shaping process created profiled rovings with a defined tetrahedral geometry that showed almost no decrease in their tensile properties (≤ 10%) compared to impregnated rovings with no profile (see Figure 13).
- Tetrahedral-shaped rovings showed up to 500% the concrete bond strength compared to rovings with no profile (see Figure 17) and 140% of warp knitted rovings (that showed a slight waviness and roving constriction).
- A strong profile in combination with an intensive (long) consolidation and a high solid content of the impregnation agent (50%) resulted in a higher bond performance (see Figure 19) with a maximum bond strength of about 100 N/mm.
Author Contributions
Funding
- Financial support for setting up the profiling units as part of a Twenty20 investment project/C3 project (funding code 03ZZ03X03, within C3–Carbon Concrete Composite, funding body: BMBF).
- The IGF research project 21375 BR of the Forschungsvereinigung Forschungskuratorium Textil e. V. is funded through the AiF within the program for supporting the “Industriellen Gemeinschaftsforschung (IGF)“ from funds of the Federal Ministry for Economic Affairs and Climate Action on the basis of a decision by the German Bundestag.
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hegger, J.; Will, N. Textile-reinforced concrete: Design models. In Textile Fibre Composites in Civil Engineering, 1st ed.; Triantafillou, T.C., Ed.; Woodhead Publ.; Elsevier: Cambridge, UK, 2016; Available online: https://www.sciencedirect.com/book/9781782424468/textile-fibre-composites-in-civil-engineering (accessed on 10 August 2022).
- Peled, A.; Bentur, A.; Mobasher, B. Textile Reinforced Concrete; Series: Modern Concrete Technology No 19; CRC Press: Boca Raton, FL, USA, 2017; Available online: https://www.taylorfrancis.com/books/mono/10.1201/9781315119151/textile-reinforced-concrete-alva-peled-barzin-mobasher-arnon-bentur (accessed on 10 August 2022).
- Jesse, F.; Curbach, M. Verstärken mit Textilbeton. In BetonKalender 2010; Bergmeister, K., Fingerloos, F., Wörner, H.D., Eds.; Ernst & Sohn: Berlin, Germany, 2010; Chapter VII; pp. 457–565. [Google Scholar] [CrossRef]
- Koutas, L.N.; Tetta, Z.; Bournas, D.A.; Triantafillou, T.C. Strengthening of Concrete Structures with Textile Reinforced Mortars: State-of-the-Art Review. J. Compos. Constr. 2019, 23, 03118001-1–03118001-20. [Google Scholar] [CrossRef]
- Carloni, C.; Bournas, D.A.; Carozzi, F.G.; D’Antino, T.; Fava, G.; Focacci, F.; Giacomin, G.; Mantegazza, G.; Pellegrino, C.; Perinelli, C.; et al. Fiber Reinforced Composites with Cementitious (Inorganic) Matrix. In Design Procedures for the Use of Composites in Strengthening of Reinforced Concrete Structures–State-of-the-Art Report of the RILEM Technical Committee 234-DUC 2016; Pellegrino, C., Sena-Cruz, J., Eds.; Springer: Dordrecht, The Netherlands, 2016; Chapter 9; pp. 349–392. [Google Scholar]
- Scheerer, S.; Schladitz, F.; Curbach, M. Textile reinforced Concrete—From the idea to a high performance material. In Proceedings of the FERRO-11 & 3rd ICTRC (PRO 98), Aachen, Germany, 7–10 June 2015; Brameshuber, W., Ed.; S.A.R.L. Rilem Publ.: Bagneux, France, 2015; pp. 15–33. Available online: https://www.semanticscholar.org/paper/TEXTILE-REINFORCED-CONCRETE-%E2%80%93-FROM-THE-IDEA-TO-A-Scheerer-Schladitz/e290c2ae3140887d0dccecc97d7de66498066638 (accessed on 10 August 2022).
- Rempel, S.; Will, N.; Hegger, J.; Beul, P. Filigrane Bauwerke aus Textilbeton–Leistungsfähigkeit und Anwendungspotenzial des innovativen Verbundwerkstoffs. Beton-und Stahlbetonbau 2015, 110, 83–93. [Google Scholar] [CrossRef]
- Papanicolaou, C.G. Applications of textile-reinforced concrete in the precast industry (Chapter 10). In Textile Fibre Composites in Civil Engineering; Triantafillou, T.C., Ed.; Woodhead Publishing/Elsevier: Amsterdam, The Netherlands, 2016; pp. 227–244. [Google Scholar] [CrossRef]
- Naaman, A.E. TRC products: Status, outlook, and future directions (Chapter 18). In Textile Fibre Composites in Civil Engineering; Triantafillou, T.C., Ed.; Woodhead Publishing/Elsevier: Amsterdam, The Netherlands, 2016; pp. 413–439. [Google Scholar] [CrossRef]
- Scheerer, S.; Chudoba, R.; Garibaldi, M.P.; Curbach, M. Shells made of Textile Reinforced Concrete—Applications in Germany. J. Int. Assoc. Shell Spat. Struct. J. IASS 2017, 58, 79–93. [Google Scholar] [CrossRef]
- Bournas, D. Strengthening of existing structures: Selected case studies (Chapter 17). In Textile Fibre Composites in Civil Engineering; Triantafillou, T.C., Ed.; Woodhead Publishing/Elsevier: Amsterdam, The Netherlands, 2016; pp. 389–411. [Google Scholar] [CrossRef]
- Erhard, E.; Weiland, S.; Lorenz, E.; Schladitz, F.; Beckmann, B.; Curbach, M. Anwendungsbeispiele für Textilbetonverstärkung–Instandsetzung und Verstärkung bestehender Tragwerke mit Textilbeton. Beton-und Stahlbetonbau 2015, 110, 74–82. [Google Scholar] [CrossRef]
- Herbrand, M.; Adam, V.; Classen, M.; Kueres, D.; Hegger, J. Strengthening of Existing Bridge Structures for Shear and Bending with Carbon Textile-Reinforced Mortar. Materials 2017, 10, 1099. [Google Scholar] [CrossRef] [PubMed]
- Lieboldt, M. Feinbetonmatrix für Textilbeton; Anforderungen–baupraktische Adaption–Eigenschaften. Beton-und Stahlbetonbau 2015, 110, 22–28. [Google Scholar] [CrossRef]
- Hahn, L.; Rittner, S.; Nuss, D.; Ashir, M.; Cherif, C. Development of Methods to Improve the Mechanical Performance of Coated Grid-Like Non-Crimp Fabrics for Construction Applications. Fibres Text. East. Eur. 2019, 27, 51–58. [Google Scholar] [CrossRef]
- Hahn, L. Entwicklung einer In-situ-Beschichtungs- und Trocknungstechnologie für multiaxiale Gelegestrukturen mit hohem Leistungsvermögen. Ph.D. Thesis, Technische Universität Dresden, Dresden, Germany, 15 July 2020. [Google Scholar]
- Jesse, F. Tragverhalten von Filamentgarnen in zementgebundener Matrix. Ph.D. Thesis, TU Dresden, Dresden, Germany, 2 July 2005. Available online: https://nbn-resolving.org/urn:nbn:de:swb:14-1122970324369-39398 (accessed on 10 August 2022).
- Lorenz, E. Endverankerung und Übergreifung textiler Bewehrung in Betonmatrices. Ph.D. Thesis, TU Dresden, Dresden, Germany, 11 June 2015. Available online: https://nbn-resolving.org/urn:nbn:de:bsz:14-qucosa-170583 (accessed on 10 August 2022).
- Kulas, C. Zum Tragverhalten getränkter textiler Bewehrungselemente für den Betonbau. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2013. (online 2014). Available online: http://nbn-resolving.org/urn:nbn:de:hbz:82-opus-49432 (accessed on 10 August 2022).
- Preinstorfer, P. Zur Spaltrissbildung von textilbewehrtem Beton. Ph.D. Thesis, TU Wien, Wien, Austria, 2019. Available online: https://resolver.obvsg.at/urn:nbn:at:at-ubtuw:1-127879 (accessed on 10 August 2022).
- Banholzer, B. Bond Behaviour of a Multi-Filament Yarn Embedded in a Cementitious Matrix. Ph.D. Thesis, RWTH Aachen, Aachen, Germany, 19 August 2004. (online 2005). Available online: https://publications.rwth-aachen.de/record/59781/files/Banholzer_Bjoern.pdf (accessed on 10 August 2022).
- Schütze, E.; Curbach, M. Zur experimentellen Charakterisierung des Verbundverhaltens von Carbonbeton mit Spalten als maßgeblichem Versagensmechanismus. Bauingenieur 2019, 94, 133–141. [Google Scholar] [CrossRef]
- Bielak, J.; Spelter, A.; Will, N.; Classen, M. Verankerungsverhalten textiler Bewehrungen in dünnen Betonbauteilen. Beton-und Stahlbetonbau 2018, 113, 543–550. [Google Scholar] [CrossRef]
- Preinstorfer, P.; Kromoser, B.; Kollegger, J. Kategorisierung des Verbundverhaltens von Textilbeton. Bauingenieur 2019, 94, 416–424. [Google Scholar] [CrossRef]
- Preinstorfer, P.; Kromoser, B.; Kollegger, J. Einflussparameter auf die Spaltrissbildung in Textilbeton. Beton-und Stahlbetonbau 2018, 113, 784–794. [Google Scholar] [CrossRef]
- Donnini, J.; Corinaldesi, V.; Nanni, A. Mechanical properties of frcm using carbon fabrics with different coating treatments. Compos. Part. B Eng 2016, 88, 220–228. [Google Scholar] [CrossRef]
- Schneider, K.; Michel, A.; Liebscher, M.; Mechtcherine, V. Verbundverhalten mineralisch gebundener Bewehrungsstrukturen aus Carbonfasern bis 500 °C. Beton-und Stahlbetonbau 2018, 113, 886–894. [Google Scholar] [CrossRef]
- Pritschow, A. Zum Verbundverhalten von CFK-Bewehrungsstäben in Bauteilen aus ultrahochfestem Beton. Ph.D. Thesis, Universität Stuttgart, Stuttgart, Germany, 2016. Available online: http://elib.uni-stuttgart.de/handle/11682/8817 (accessed on 10 August 2022).
- Schumann, A. Experimentelle Untersuchungen des Verbundverhaltens von Carbonstäben in Betonmatrices. Ph.D. Thesis, TU Dresden, Dresden, Germany, 30 November 2021. Available online: https://nbn-resolving.org/urn:nbn:de:bsz:14-qucosa2-732979 (accessed on 10 August 2022).
- Waldmann, M.; Rittner, S.; Cherif, C. Bewehrungsstab zum Einbringen in eine Betonmatrix sowie dessen Herstellungsverfahren, ein Bewehrungssystem aus mehreren Bewehrungsstäben sowie ein Betonbauteil. Technische Universität Dresden. DE 10 2017 107 948 A1. 12.04.17. Available online: https://patentscope.wipo.int/search/de/detail.jsf?docId=WO2018189345 (accessed on 10 August 2022).
- Cherif, C. Neuartige Profil-Carbonrovings für die Betonbewehrung. Proc. of 11. Carbon- und Textilbetontage, 2019, 18/19. Available online: https://www.carbon-textilbetontage.de/wp-content/uploads/2019/10/2019_C3_Tagungsband_final_web.pdf (accessed on 10 August 2022).
- Penzel, P.; May, M.; Hahn, L.; Cherif, C.; Curbach, M.; Mechtcherine, V. Tetrahedral Profiled Carbon Rovings for Concrete Reinforcements. Solid State Phenom. 2022, 333, 173–182. [Google Scholar] [CrossRef]
- Cherif, C.; Hahn, L. Fortschritte bei Fertigung von profilierten Carbonpolymergarnen mit höchsten Verbundeigenschaften. TUDALIT-Magazin 2020, 1. Available online: http://tudalit.de/wp-content/uploads/2020/02/TUDALIT-Heft22.pdf (accessed on 10 August 2022).
- Freudenberg, C.; Friese, D. Carbonbetontechnikum Deutschland–Laboranlage zur Fertigung von profilierten Carbonpolymergarnen mit höchsten Verbundeigenschaften; Final report of project “Zwanzig20 Carbon Concrete Composite–C³: Investitionsvorhaben”; ITM TU Dresden: Dresden, Germany, 2020. [Google Scholar] [CrossRef]
- Wendler, J.; Hahn, L.; Farwig, K.; Nocke, A.; Scheerer, S.; Curbach, M.; Cherif, C. Entwicklung eines neuartigen Prüfverfahrens zur Untersuchung zugmechanischer Kennwerte von Fasersträngen für textile Bewehrungsstrukturen. Bauingenieur 2020, 95, 325–334. [Google Scholar] [CrossRef]
- Textilglas–Garne–Bestimmung der Reißraft und Bruchdehnung; ISO 3341. Beuth: Berlin, Germany, May 2005. Available online: https://www.beuth.de/de/norm/iso-3341/33736152 (accessed on 10 August 2022).
- Teijin Carbon Europe GmbH (Ed.) Tenax Filament Yarn–Produktdatenblatt (EU). Datasheet, Version 1.1. Available online: https://www.teijincarbon.com/fileadmin/PDF/Datenbl%C3%A4tter_dt/Product_Data_Sheet__EU_Filament___DE_.pdf (accessed on 10 August 2022).
- Lefatex Chemie GmbH (Ed.) Lefasol BT 91001-1*; Datasheet, 05.04.2017, REV: Stand 01; Lefatex Chemie GmbH: Brüggen, Germany, 2017. [Google Scholar]
- CHT Germany GmbH (Ed.) TECOSIT CC 1000*; Datasheet, 14.02.2022, REV: Stand 01; 40.39.; CHT Germany GmbH: Tübingen, Germany, 2022. [Google Scholar]
- C³–Carbon Concrete Composite e. V.: Homepage. Available online: https://www.bauen-neu-denken.de/c3-vorhaben/ (accessed on 10 August 2022).
- Prüfverfahren für Zement-Teil 1: Bestimmung der Festigkeit; DIN EN 196-1:2016-11; Beuth: Berlin, Germany, November 2016. Available online: https://www.beuth.de/de/norm/din-en-196-1/252980793 (accessed on 10 August 2022).
- CARBOCON GMBH: CARBOrefit®-Verfahren zur Verstärkung von Stahlbeton mit Carbonbeton. Allgemein bauaufstitliche Zulassung/Allgemeine Bauartgenehmigung; Dresden, Germany, 2021. Available online: https://cloud.carborefit.de/index.php/s/PgMiAwyYMTz8Gse?dir=undefined&path=%2FCARBOrefit%C2%AE%20Zulassung&openfile=27808 (accessed on 10 August 2022).
- Scheerer, S.; Schütze, E.; Curbach, M. Strengthening and Repair with Carbon Concrete Composites—The First General Building Approval in Germany. In Proceedings of the SHCC4—Int. Conf. on Strain-Hardening Cement-Based Composites, Dresden, Germany, 18–20 September 2017; Mechtcherine, V., Slowik, V., Kabele, P., Eds.; Springer: Dordrecht, The Netherlands, 2018; pp. 743–751. [Google Scholar]
- Kohlenstofffasern–Bestimmung des Zugverhaltens von harzimprägnierten Garnen; DIN EN ISO 10618:2004-11; Beuth: Berlin, Germany, November 2004; Available online: https://www.beuth.de/de/norm/din-en-iso-10618/73061591 (accessed on 10 August 2022).
- Hinzen, M. Prüfmethode zur Ermittlung des Zugtragverhaltens von textile Bewehrung in Beton. Bauingenieur 2017, 92, 289–291. [Google Scholar] [CrossRef]
- Schütze, E.; Bielak, J.; Scheerer, S.; Hegger, J.; Curbach, M. Einaxialer Zugversuch für Carbonbeton mit textiler Bewehrung | Uniaxial tensile test for carbon reinforced concrete with textile reinforcement. Beton-und Stahlbetonbau 2018, 113, 3–47. [Google Scholar] [CrossRef]
- Schneider, K.; Michel, A.; Liebscher, M.; Terreri, L.; Hempel, S.; Mechtcherine, V. Mineral-impregnated carbon fibre reinforcement for high temperature resistance of thin-walled concrete structures. Cem. Concr. Compos. 2019, 97, 68–77. [Google Scholar] [CrossRef]
- Kruppke, I.; Butler, M.; Schneider, K.; Hund, R.-D.; Mechtcherine, V.; Cherif, C. Carbon Fibre Reinforced Concrete: Dependency of Bond Strength on Tg of Yarn Impregnating Polymer. Mater. Sci. Appl. 2019, 10, 328–348. [Google Scholar]
- Beckmann, B.; Bielak, J.; Bosbach, S.; Scheerer, S.; Schmidt, C.; Hegger, J.; Curbach, M. Collaborative research on carbon reinforced concrete structures in the CRC/TRR 280 project. Civil. Eng. Des. 2021, 3, 99–109. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Description/Values a |
|---|---|
| Fiber material | Teijin Tenax-E STS 40 F13 48K 3200 tex Carbon roving |
| Density in g/cm³ | 1.77 |
| Fineness in tex | 3215 |
| Tensile strength in MPa | 1827 b |
| Elastic modulus in GPa | 188 |
| Ultimate strain in % | 1.20 |
| Impregnation Agent | ||||
|---|---|---|---|---|
| Product Name | Characteristics | Base- Material | Solid Content in % | Linking Temperature in °C |
| TECOSIT CC 1000 (CHT Germany GmbH) | Aqueous polymer dispersion | Polyacrylate | 47 ± 1 | 160 |
| Lefasol BT 91001-1 (Lefatex Chemie GmbH) | Polystyrol | 52 ± 1.5 | 150–160 | |
| Roving | ||||
|---|---|---|---|---|
| Configuration | Geometry | Dimension (~) | Cross-Section | Illustration |
| Without defined profile | ||||
| Dry yarn | Band-shaped | Variable (no internal bond) |  |  |
| Impregnated roving | Circular | d = 2 mm |  |  |
| Roving from textile | Elliptical | d1 = 3.3 mm d2 = 1.3 mm |  |  |
| With defined profile | ||||
| Tetrahedral profiled roving | Medium profile | ddiff = 0.6 mm α = 3° |  |  |
| Strong profile | ddiff = 1.0 mm α = 5° |  |  | |
| Roving Configuration | Sample | Parameter | ||||
|---|---|---|---|---|---|---|
| Roving Geometry | Profile Unit | Impreg- Nation Material | Solid Content in % | Consoli- Dation Time in Min | ||
| Rovings without profile | ||||||
| Dry yarn | Series 0 | - | - | - | - | - |
| Impregnated roving | Series 0L | Circular | Lefasol | 50 | 4 | |
| Series 0T | Tecosit | |||||
| Roving from textile (Ref.) | Series R | Elliptical | unknown | |||
| Profiled rovings from prototype unit | ||||||
| Profiled roving | Series 2_P | Tetrahedral Strong | Prototype unit | Lefasol | 50 | 4 |
| Series 4_P | Tecosit | |||||
| Profiled rovings from laboratory unit with different profiles and impregnation agents | ||||||
| Profiled roving | Series 1 | Tetrahedral Medium | Laboratory unit | Lefasol | 50 | 4 |
| Series 2 | Tetrahedral Strong | |||||
| Series 3 | Tetrahedral Medium | Tecosit | ||||
| Series 4 | Tetrahedral Strong | |||||
| Profiled rovings from laboratory unit with different solid content and consolidation | ||||||
| Profiled roving | Series 4_30% | Tetrahedral Strong | Laboratory unit | Tecosit | 30 | 4 |
| Series 4_40% | 40 | |||||
| Series 4_10 min | 50 | 10 | ||||
| Concrete Property | TF 10 CARBOrefit® Fine Concrete [42] | BMK-45-220-2 |
|---|---|---|
| Compressive strength in MPa | ≥80 | ≥105 |
| Bending tensile strength in MPa | ≥6 | ≥11.5 |
| Maximum grain size in mm | 1 | 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Penzel, P.; May, M.; Hahn, L.; Scheerer, S.; Michler, H.; Butler, M.; Waldmann, M.; Curbach, M.; Cherif, C.; Mechtcherine, V. Bond Modification of Carbon Rovings through Profiling. Materials 2022, 15, 5581. https://doi.org/10.3390/ma15165581
Penzel P, May M, Hahn L, Scheerer S, Michler H, Butler M, Waldmann M, Curbach M, Cherif C, Mechtcherine V. Bond Modification of Carbon Rovings through Profiling. Materials. 2022; 15(16):5581. https://doi.org/10.3390/ma15165581
Chicago/Turabian StylePenzel, Paul, Maximilian May, Lars Hahn, Silke Scheerer, Harald Michler, Marko Butler, Martin Waldmann, Manfred Curbach, Chokri Cherif, and Viktor Mechtcherine. 2022. "Bond Modification of Carbon Rovings through Profiling" Materials 15, no. 16: 5581. https://doi.org/10.3390/ma15165581
APA StylePenzel, P., May, M., Hahn, L., Scheerer, S., Michler, H., Butler, M., Waldmann, M., Curbach, M., Cherif, C., & Mechtcherine, V. (2022). Bond Modification of Carbon Rovings through Profiling. Materials, 15(16), 5581. https://doi.org/10.3390/ma15165581