
Joining of Dissimilar Al and Mg Metal Alloys by Friction Stir Welding
 , , ,
, , ,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Microhardness, Tensile, and Impact Tests
2.2. Microstructure, Fractography, and Corrosion Tests
3. Results and Discussion
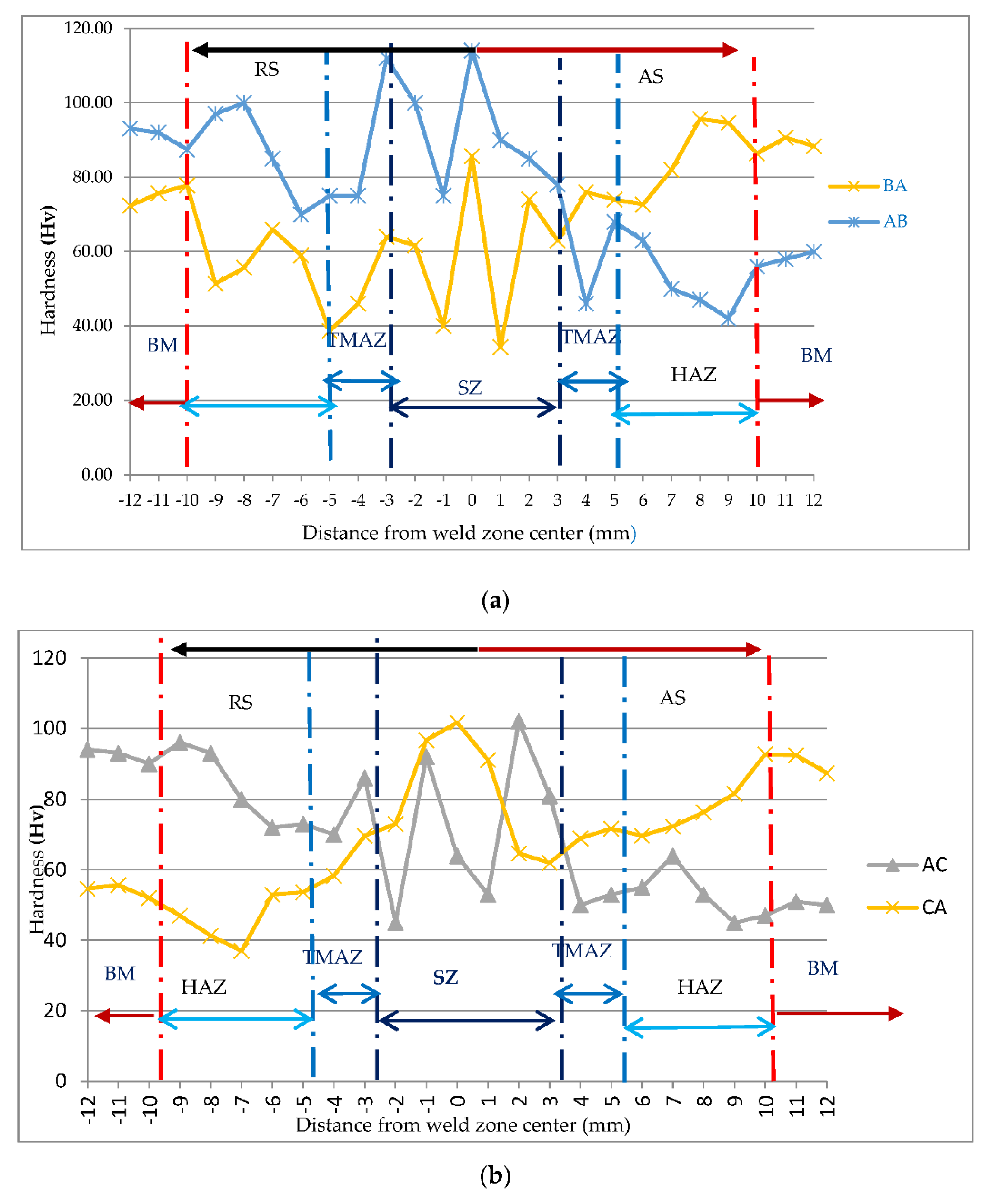
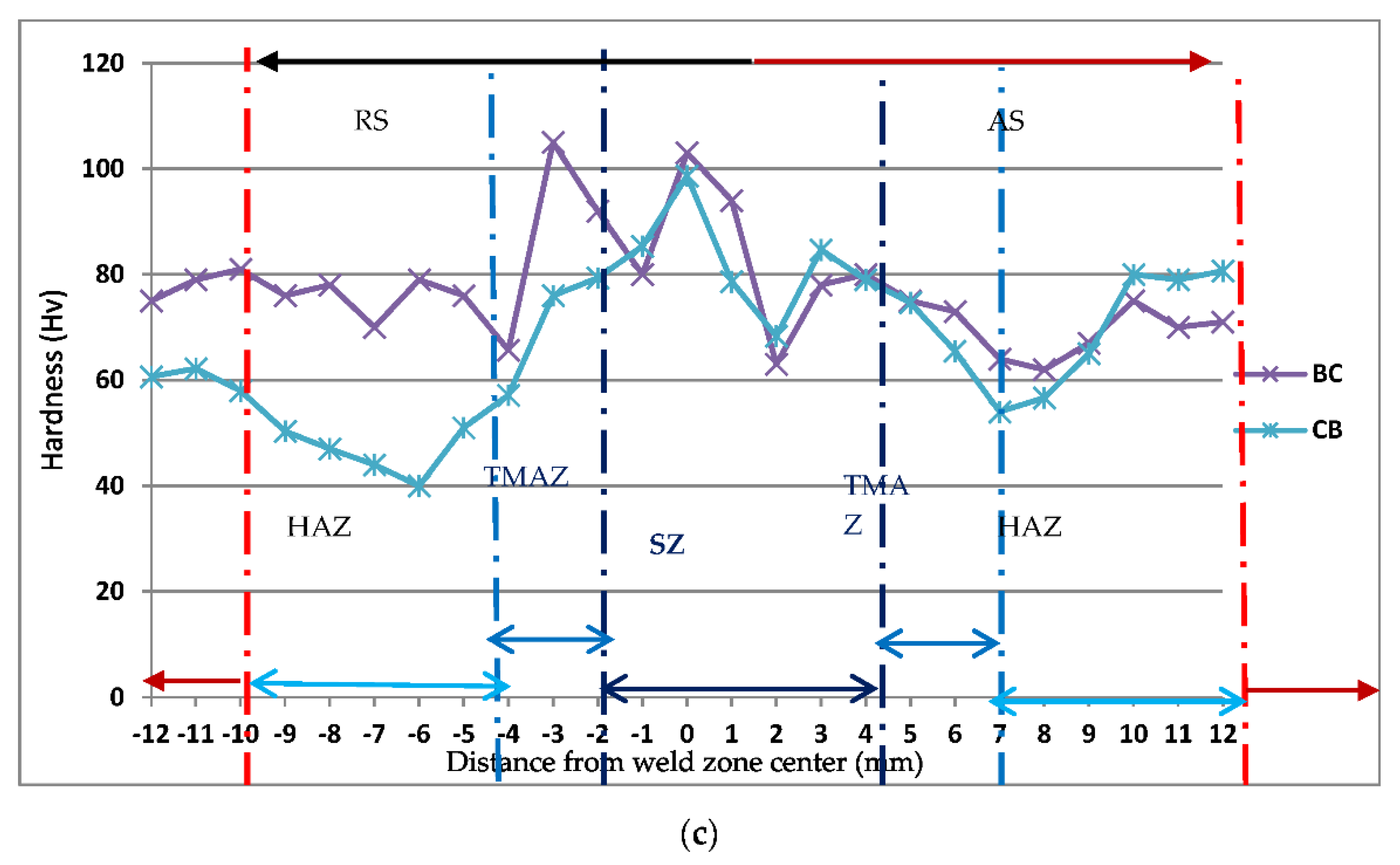
3.1. Analysis of Microhardness
3.2. Analysis of Impact Energy
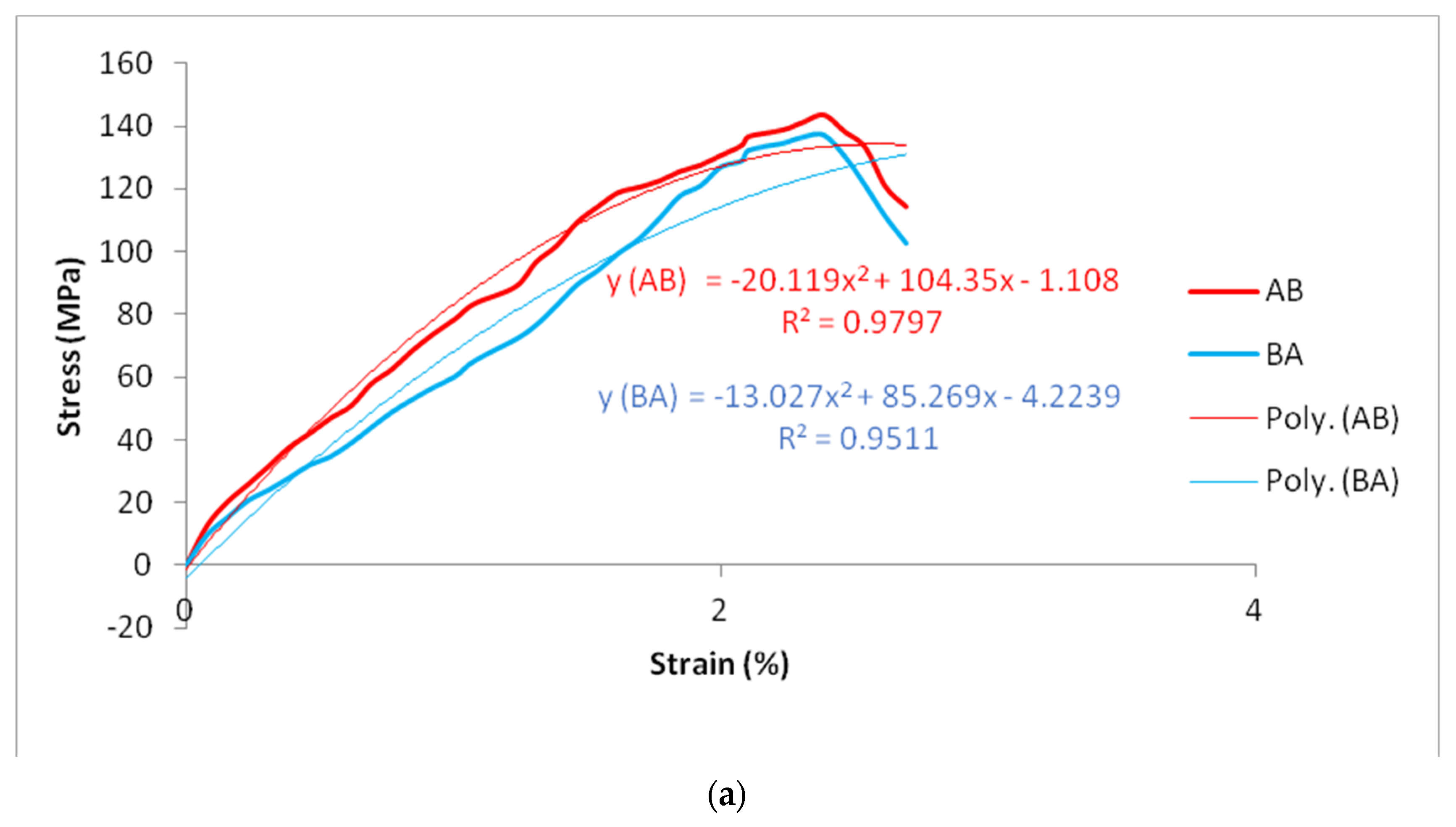
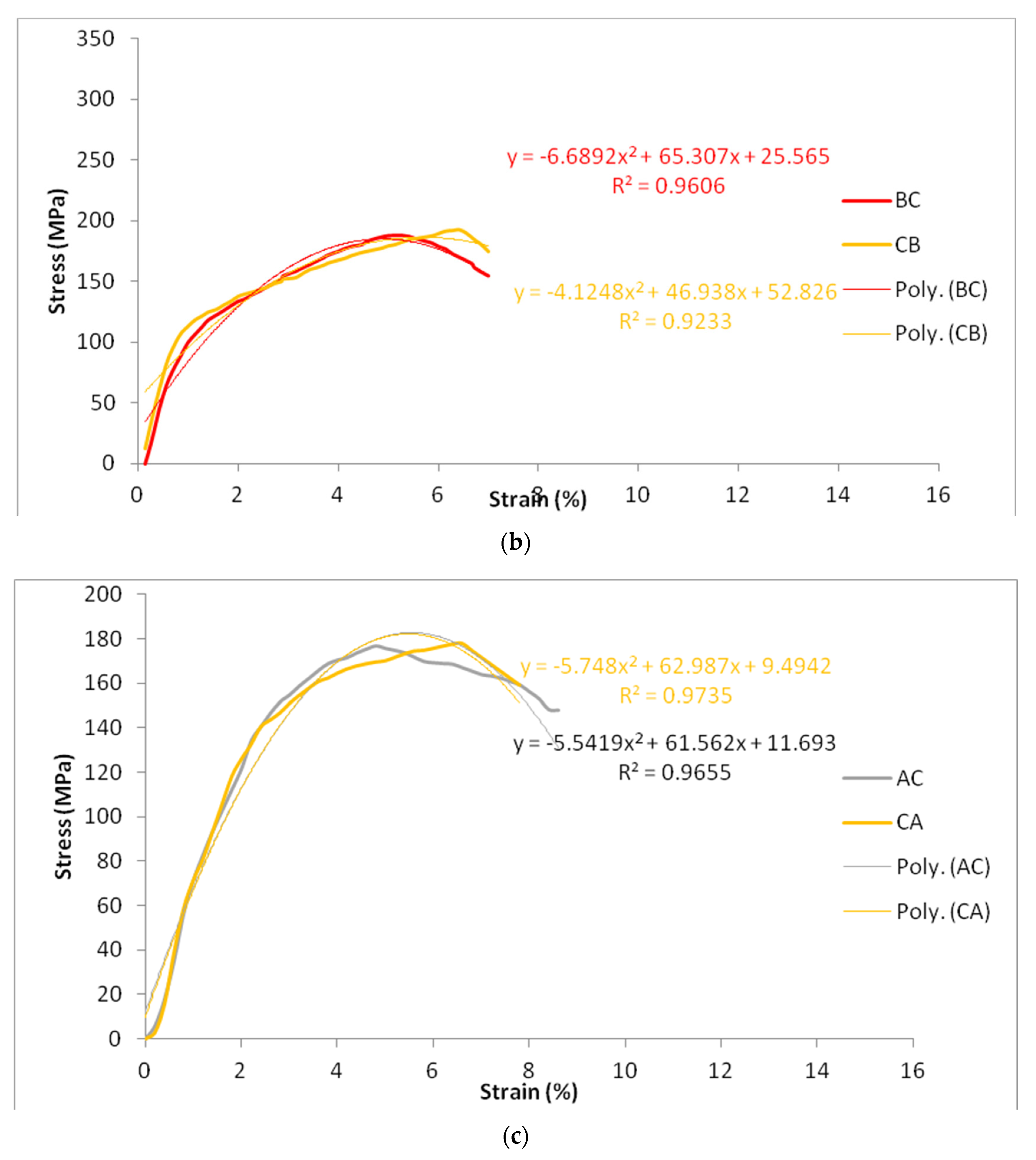
3.3. Analysis of Tensile Strength
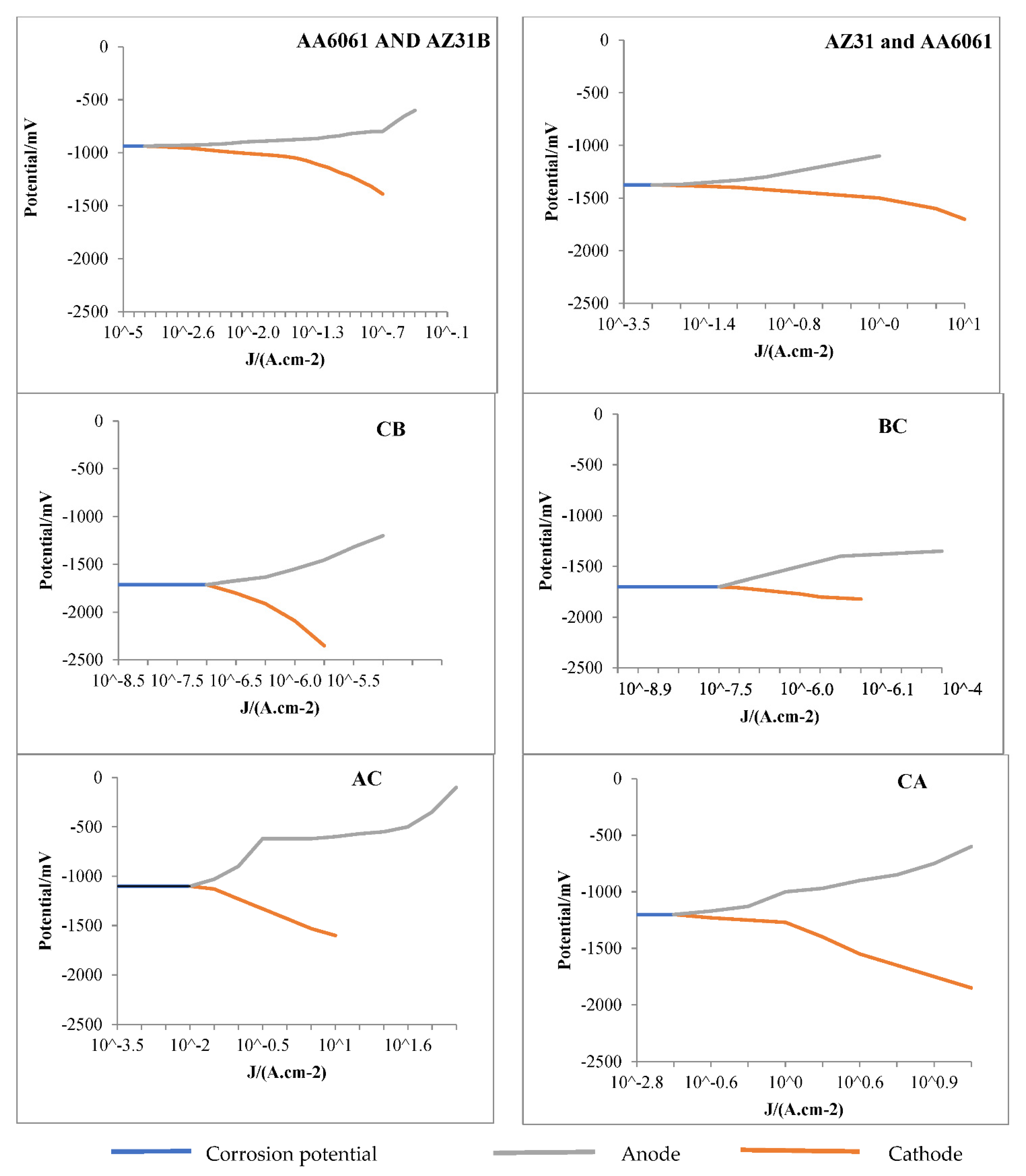
3.4. Corrosion Test
3.5. Testing of Dissimilar Butt Joints
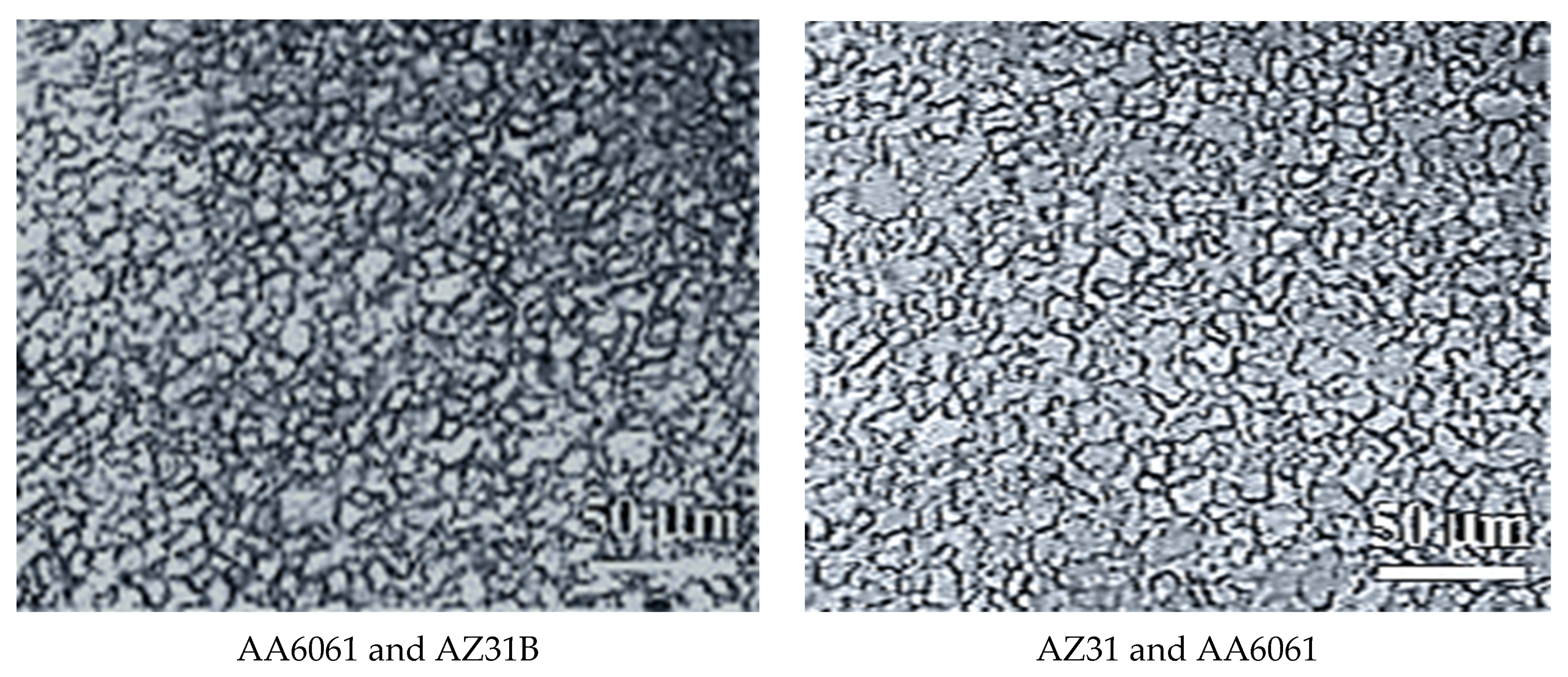
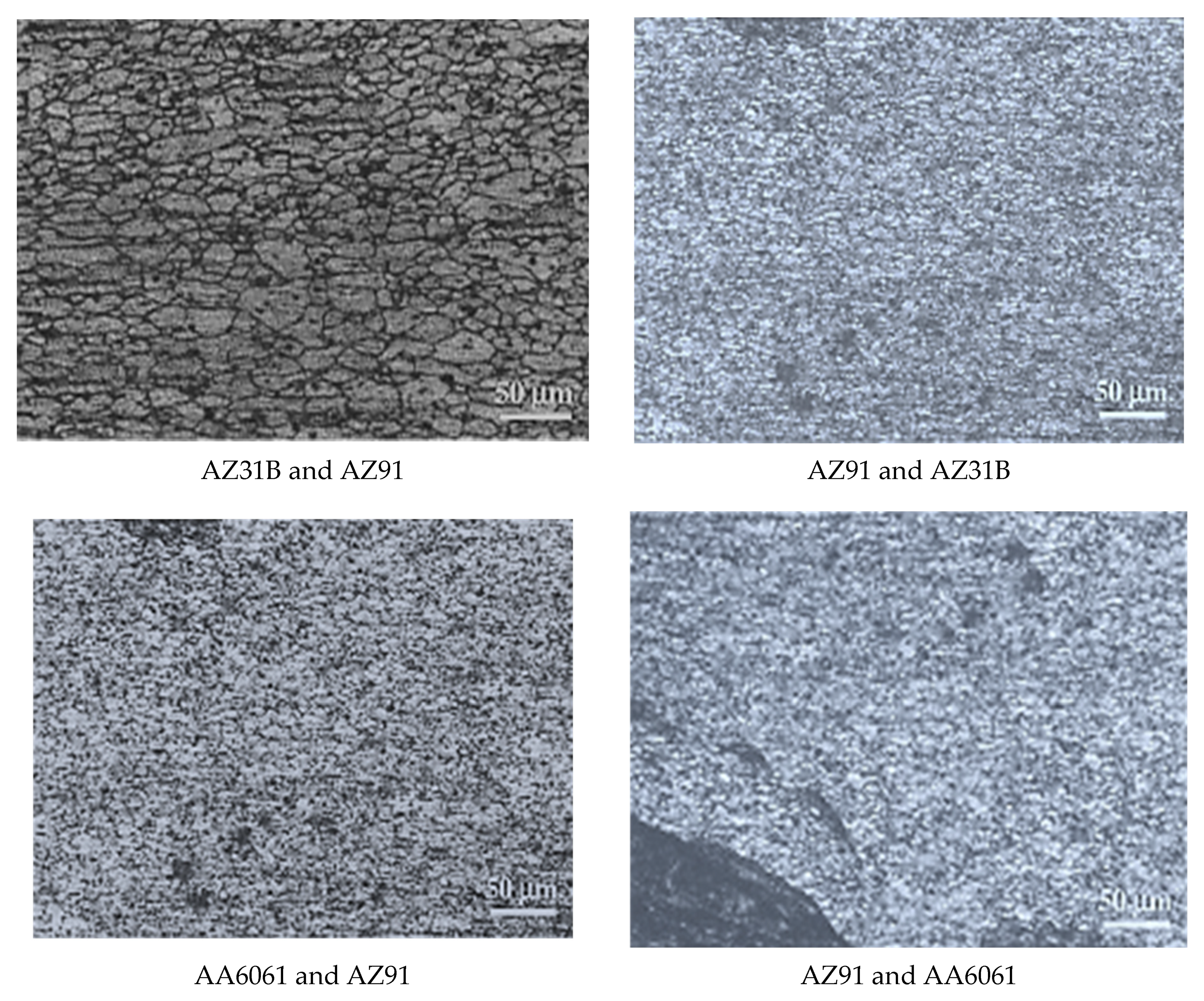
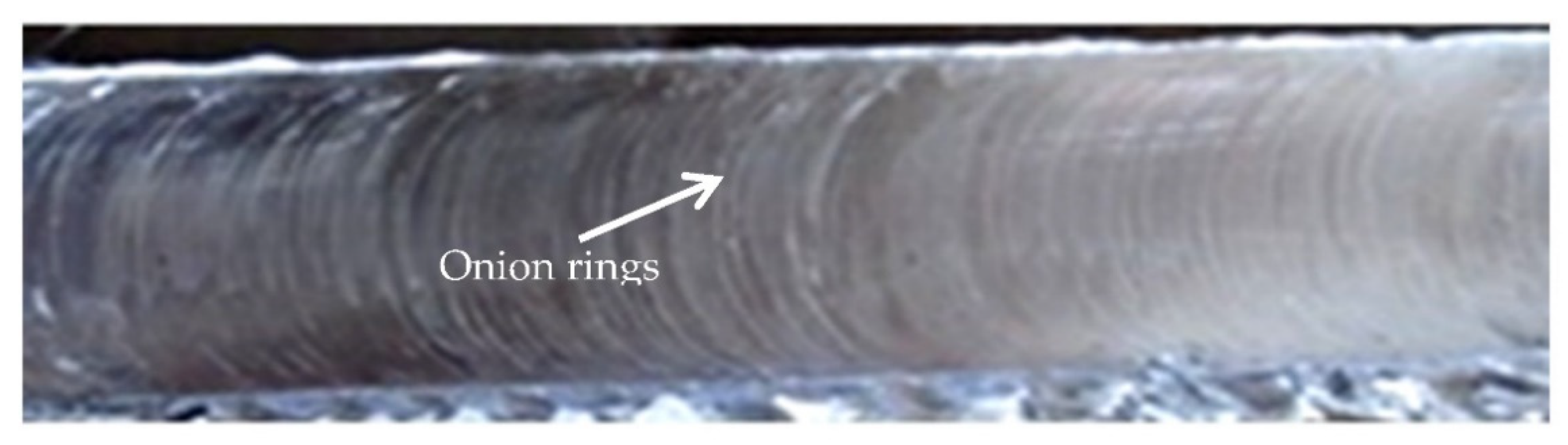
3.5.1. Microstructure
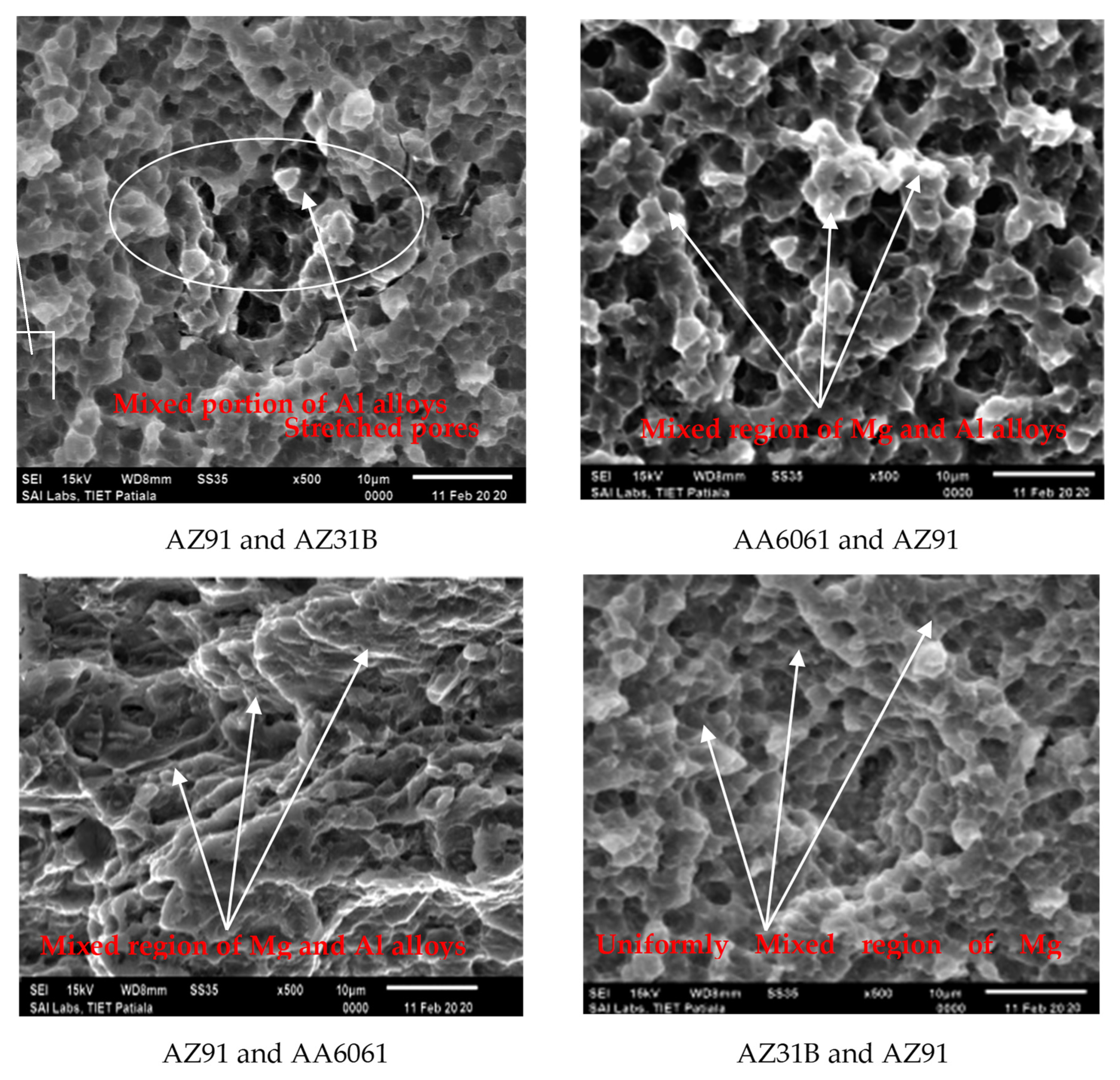
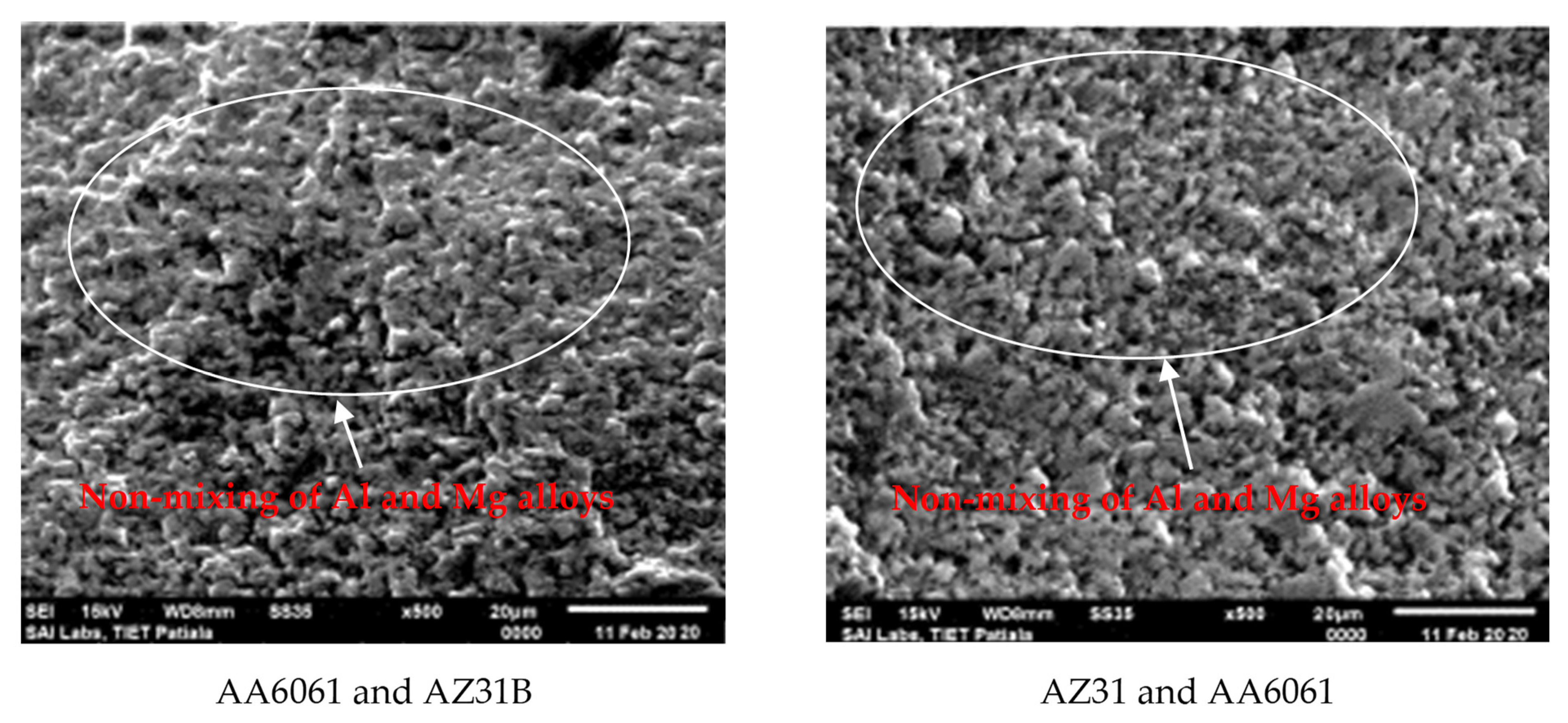
3.5.2. Fractography Analysis
4. Statistical Analysis of FSW Butt Joint Properties
4.1. Cost Analysis
4.2. Prioritizing Dissimilar Joints: Decision Making with Technique for Order of Preference by Similarity to Ideal Solution (TOPSIS)
5. Conclusions
- The microhardness of the joint AA6061 and AZ31B is 114 Hv is better than the base materials A (107 Hv) and B (87.67 Hv). Thus, the involvement of heat promotes the increased hardness in a joint during the FSW process.
- However, the tensile strength of joints has been observed to be lower compared to the base materials. For example, the maximum tensile strength has been observed in AZ91 and AZ31B (192.39 MPa), which declined by 17.41% compared to the base material. On the other hand, the maximum yield strength was observed in AA6061, and AZ91 134.38 and AZ91 and AZ31B impact energy was observed in the case of FSW of AA6061 and AZ31B(8.30 J).
- A high degree of positive correlation between elongation, tensile strength constants (r = 0.888), yield strength (r = 0.996), and R squared of 0.988 showed AA6061 and AZ31Bl had a linear relationship. Moreover, there is a statistically significant difference between groups as per the output of one-way ANOVA (F (2, 3) = 202.055, p = 0.001 and α = 0.05). Thus, a model can be built upon, and the consequent regression equation of tensile strength is presented.
- There is a low degree of positive correlation between hardness and tensile strength constants (r = 0.183) and a low R square of 0.033. There is no statistically significant difference between variAA6061 and AZ31Bles as per the output of one-way ANOVA (F (1, 4) = 0.138, p = 0.729 and α = 0.05). So, a robust model cannot be built among the variAA6061 and AZ31Bles under study.
- Dissimilar joint AA6061 and AZ31Band AA6061 and AZ91 joints have lower corrosion (7.03 and 8.26, mm/(a mm year) respectively) than AZ91 and AA6061 and AZ91 and AZ31B joints. As a result, FSW reduced corrosion rate and improved weld joint.
- The AA6061 and AZ91, AZ91 and AA6061, AZ31B and AZ91, and AZ91 and AZ31B FSW joint’s fractured surface showed tiny dimples, substantiating that the joint failed in ductile mode. On the other hand, AZ31 and AA6061 and AA6061 and AZ31B FSW joint showed the dual nature of failure characteristics in fractography.
- TOPSIS results indicate that the FSW joints AA6061 and AZ91 and AZ91 and AA6061 performed better when the combined effect of all properties was analyzed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| A | AA6061 |
| AS | Advancing side |
| Al | Aluminum |
| ba | Anodic Tafel slope |
| B | AZ31B |
| C | AZ91 |
| BM | Base metal |
| bc | Cathodic Tafel slope |
| c | Chloride ion concentration |
| Cor | Corrosion |
| η | Corrosion rate |
| Jcorr | Current density |
| ρ | Density |
| K | Electrochemical equivalent |
| Elo | Elongation |
| t | Exposure time |
| FSW | Friction stir welding |
| Hn | Hardness |
| HAZ | Heat-affected zone |
| IS | Impact energy |
| Mg | Magnesium |
| F | Metal factor |
| MMC | Metal matrix composite |
| P | pH value |
| Rp | Polarization resistance |
| RS | Retreating side |
| R_s | Rotational speed |
| SEM | Scanning electron microscopy |
| SZ | Stir zone |
| TS | Tensile strength |
| TMAZ | Thermomechanical heat-affected zone |
| TTA | Tool-tilt angle |
| TIG | Tungsten inert gas welding |
| WS | Welding speed |
| YS | Yield strength |
Appendix A


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hardness | Tensile Strength | Impact Energy | Corrosion | Elongation | Yield Strength | ||
|---|---|---|---|---|---|---|---|
| Hardness | P_CoR | 1 | 0.183 | −0.003 | −0.272 | 0.11 | −0.078 |
| Sig. (2-tailed) | - | 0.729 | 0.996 | 0.603 | 0.836 | 0.883 | |
| Tensile strength | P_CoR | 0.183 | 1 | −0.767 | 0.634 | 0.888 * | −0.145 |
| Sig. (2-tailed) | 0.729 | - | 0.075 | 0.177 | 0.018 | 0.785 | |
| Impact energy | P_CoR | −0.003 | −0.767 | 1 | −0.7 | −0.449 | 0.629 |
| Sig. (2-tailed) | 0.996 | 0.075 | − | 0.122 | 0.371 | 0.181 | |
| Corrosion | P_CoR | −0.272 | 0.634 | −0.7 | 1 | 0.351 | −0.509 |
| Sig. (2-tailed) | 0.603 | 0.177 | 0.122 | - | 0.495 | 0.303 | |
| Elongation | P_CoR | 0.11 | 0.888 * | −0.449 | 0.351 | 1 | 0.318 |
| Sig. (2-tailed) | 0.836 | 0.018 | 0.371 | 0.495 | - | 0.539 | |
| Yield strength | P_CoR | −0.078 | −0.145 | 0.629 | −0.509 | 0.318 | 1 |
| Sig. (2-tailed) | 0.883 | 0.785 | 0.181 | 0.303 | 0.539 | - | |
| Model | Predictors (Constant): | Dependent VariAA6061 and AZ31Ble | R | R Square | Adjusted R Square | Std. Error of the Estimate | R Square Change | F Change | df1 | df2 | Sig. F Change | Durbin-Watson |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Model 1 | Yield strength, elongation | Tensile strength | 0.996 a | 0.993 | 0.988 | 2.58279 | 0.993 | 202.055 | 2 | 3 | 0.001 | 2.166 |
| Model 2 | Tensile strength | Hardness | 0.183 a | 0.033 | −0.208 | 10.15492 | 0.033 | 0.138 | 1 | 4 | 0.729 | 2.629 |
| Model | Predictors (Constant): | Dependent Variable | Sum of Squares | df | Mean Square | F | Sig. | |
|---|---|---|---|---|---|---|---|---|
| Model 1 | Yield strength, elongation | Tensile Strength | Regression | 2695.73 | 2 | 1347.87 | 202.055 | 0.001 b |
| Residual | 20.012 | 3 | 6.671 | |||||
| Total | 2715.74 | 5 | ||||||
| Model 2 | Tensile strength | Hardness | Regression | 14.227 | 1 | 14.227 | 0.138 | 0.729 b |
| Residual | 412.489 | 4 | 103.122 | |||||
| Total | 426.717 | 5 |
| Model 1 | Variables | Unstandardized Coefficients | Standardized Coefficients | t | Sig. | ||
| Dependent Variable | Independent Variables | B | Std. Error | Beta | |||
| Tensile strength | (Constant) | 236.222 | 12.82 | 18.427 | 0 | ||
| Elongation | 9.218 | 0.463 | 1.04 | 19.89 | 0 | ||
| Yield strength | −1.037 | 0.114 | −0.476 | −9.096 | 0.003 | ||
| Model 2 | Variables | Unstandardized Coefficients | Standardized Coefficients | t | Sig. | ||
| Dependent Variable | Independent Variable | Independent Variables | Std. Error | Beta | |||
| Hardness | (Constant) | 88.914 | 33.250 | 2.674 | 0.056 | ||
| Tensile strength | 0.072 | 0.195 | 0.183 | 0.371 | 0.729 | ||
References
- Luo, A.; Sachdev, A. Microstructure and Mechanical Properties of Magnesium-Aluminum-Manganese Cast Alloys. Int. J. Met. 2010, 4, 51–59. [Google Scholar] [CrossRef]
- Yang, J.; Oliveira, J.P.; Li, Y.; Tan, C.; Gao, C.; Zhao, Y.; Yu, Z. Laser techniques for dissimilar joining of aluminum alloys to steels: A critical review. J. Mater. Process. Technol. 2022, 301, 117443. [Google Scholar] [CrossRef]
- Flenady, V.; Koopmans, L.; Middleton, P.; Frøen, J.F.; Smith, G.C.; Gibbons, K.; Coory, M.; Gordon, A.; Ellwood, D.; McIntyre, H.D.; et al. Major risk factors for stillbirth in high-income countries: A systematic review and meta-analysis. Lancet 2011, 377, 1331–1340. [Google Scholar] [CrossRef]
- Zeng, R.-C.; Dietzel, W.; Zettler, R.; Gan, W.-M.; Sun, X.-X. Microstructural evolution and delayed hydride cracking of FSW-AZ31 magnesium alloy during SSRT. Trans. Nonferrous Met. Soc. China 2014, 24, 3060–3069. [Google Scholar] [CrossRef]
- Cao, X.; Jahazi, M. Effect of Welding Speed on the Quality of Friction Stir Welded Butt Joints of a Magnesium Alloy. Mater. Des. 2009, 30, 2033–2042. [Google Scholar] [CrossRef]
- Wang, K.-S.; Wu, J.-L.; Wang, W.; Zhou, L.-H.; Lin, Z.-X.; Kong, L. Underwater friction stir welding of ultrafine grained 2017 aluminum alloy. J. Cent. South Univ. 2012, 19, 2081–2085. [Google Scholar] [CrossRef]
- Fantetti, N.; Pekguleryuz, M.O.; Avedesian, M.M. Magnesium plaster cast prototypes versus diecastings—A comparative evalution of properties. In Extraction, Refining, and Fabrication of Light Metals; Sahoo, M., Pinfold, P., Eds.; Pergamon: Amsterdam, The Netherlands, 1991; pp. 31–42. [Google Scholar]
- Cao, X.; Jahazi, M.; Immarigeon, J.P.; Wallace, W. A review of laser welding techniques for magnesium alloys. J. Mater. Process. Technol. 2006, 171, 188–204. [Google Scholar] [CrossRef]
- Ke, W.C.; Oliveira, J.P.; Ao, S.S.; Teshome, F.B.; Chen, L.; Peng, B.; Zeng, Z. Thermal process and material flow during dissimilar double-sided friction stir spot welding of AZ31/ZK60 magnesium alloys. J. Mater. Res. Technol. 2022, 17, 1942–1954. [Google Scholar] [CrossRef]
- Dargusch, M.S.; Dunlop, G.L.; Bowles, A.L.; Pettersen, K.; Bakke, P. The effect of silicon content on the microstructure and creep behavior in die-cast magnesium AS alloys. Metall. Mater. Trans. A 2004, 35, 1905–1909. [Google Scholar] [CrossRef]
- Gulati, P.; Shukla, D.K.; Gupta, A. Defect formation analysis of Friction Stir welded Magnesium AZ31B alloy. Mater. Today Proc. 2017, 4, 1005–1012. [Google Scholar] [CrossRef]
- Lambrakos, S.G. Parametric Modeling of AZ31-Mg Alloy Friction Stir Weld Temperature Histories. J. Mater. Eng. Perform. 2018, 27, 5823–5830. [Google Scholar] [CrossRef]
- Patel, N.; Bhatt, K.D.; Mehta, V. Influence of Tool Pin Profile and Welding Parameter on Tensile Strength of Magnesium Alloy AZ91 During FSW. Procedia Technol. 2016, 23, 558–565. [Google Scholar] [CrossRef]
- Malarvizhi, S.; Balasubramanian, V. Influences of tool shoulder diameter to plate thickness ratio (D/T) on stir zone formation and tensile properties of friction stir welded dissimilar joints of AA6061 aluminum–AZ31B magnesium alloys. Mater. Des. 2012, 40, 453–460. [Google Scholar] [CrossRef]
- Bandi, A.; Bakshi, S.R. Effect of Pin Length and Rotation Speed on the Microstructure and Mechanical Properties of Friction Stir Welded Lap Joints of AZ31B-H24 Mg Alloy and AA6061-T6 Al Alloy. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2020, 51, 6269–6282. [Google Scholar] [CrossRef]
- Martinsen, K.; Hu, S.J.; Carlson, B.E. Joining of dissimilar materials. CIRP Ann. 2015, 64, 679–699. [Google Scholar] [CrossRef]
- Sunil, B.R.; Ganesh, K.V.; Pavan, P.; Vadapalli, G.; Swarnalatha, C.; Swapna, P.; Bindukumar, P.; Pradeep Kumar Reddy, G. Effect of aluminum content on machining characteristics of AZ31 and AZ91 magnesium alloys during drilling. J. Magnes. Alloy 2016, 4, 15–21. [Google Scholar] [CrossRef]
- El Rayes, M.M.; Soliman, M.S.; Abbas, A.T.; Pimenov, D.Y.; Erdakov, I.N.; Abdel-mawla, M.M. Effect of Feed Rate in FSW on the Mechanical and Microstructural Properties of AA5754 Joints. Adv. Mater. Sci. Eng. 2019, 2019, 4156176. [Google Scholar] [CrossRef]
- Sankar, B.R.; Umamaheswarrao, P. Modelling and optimization of friction stir welding on AA6061 Alloy. Mater. Today Proc. 2017, 4, 7448–7456. [Google Scholar] [CrossRef]
- Huang, Y.; Meng, X.; Wang, Y.; Xie, Y.; Zhou, L. Joining of aluminum alloy and polymer via friction stir lap welding. J. Mater. Process. Technol. 2018, 257, 148–154. [Google Scholar] [CrossRef]
- Tripathi, A.; Murty, S.V.S.N.; Narayanan, P.R. Microstructure and texture evolution in AZ31 magnesium alloy during caliber rolling at different temperatures. J. Magnes. Alloy 2017, 5, 340–347. [Google Scholar] [CrossRef]
- Dorbane, A.; Ayoub, G.; Mansoor, B.; Hamade, R.F.; Kridli, G.; Shabadi, R.; Imad, A. Microstructural observations and tensile fracture behavior of FSW twin roll cast AZ31 Mg sheets. Mater. Sci. Eng. A 2016, 649, 190–200. [Google Scholar] [CrossRef]
- Lv, X.; Wu, C.; Yang, C.; Padhy, G.K. Weld microstructure and mechanical properties in ultrasonic enhanced friction stir welding of Al alloy to Mg alloy. J. Mater. Process. Technol. 2018, 254, 145–157. [Google Scholar] [CrossRef]
- Liu, Z.; Meng, X.; Ji, S.; Li, Z.; Wang, L. Improving tensile properties of Al/Mg joint by smashing intermetallic compounds via ultrasonic-assisted stationary shoulder friction stir welding. J. Manuf. Process. 2018, 31, 552–559. [Google Scholar] [CrossRef]
- Ratna Sunil, B.; Pradeep Kumar Reddy, G.; Mounika, A.S.N.; Navya Sree, P.; Rama Pinneswari, P.; Ambica, I.; Ajay Babu, R.; Amarnadh, P. Joining of AZ31 and AZ91 Mg alloys by friction stir welding. J. Magnes. Alloy 2015, 3, 330–334. [Google Scholar] [CrossRef]
- Gharavi, F.; Matori, K.A.; Yunus, R.; Othman, N.K.; Fadaeifard, F. Corrosion evaluation of friction stir welded lap joints of AA6061-T6 aluminum alloy. Trans. Nonferrous Met. Soc. China 2016, 26, 684–696. [Google Scholar] [CrossRef]
- Jayaraj, R.K.; Malarvizhi, S.; Balasubramanian, V. Electrochemical corrosion behaviour of stir zone of friction stir welded dissimilar joints of AA6061 aluminium–AZ31B magnesium alloys. Trans. Nonferrous Met. Soc. China 2017, 27, 2181–2192. [Google Scholar] [CrossRef]
- El-Deeb, M.S.S.; Khorshed, L.A.; Abdallah, S.A.; Gaafer, A.M.; Mahmoud, T.S. Effect of friction stir welding process parameters and post-weld heat treatment on the corrosion behaviour of AA6061-O aluminum alloys. Egypt. J. Chem. 2019, 62, 1367–1375. [Google Scholar] [CrossRef]
- Mena-Morcillo, E.; Veleva, L. Degradation of AZ31 and AZ91 magnesium alloys in different physiological media: Effect of surface layer stability on electrochemical behaviour. J. Magnes. Alloy 2020, 8, 667–675. [Google Scholar] [CrossRef]
- Fritzsch, K.; Zenker, R.; Buchwalder, A. Improved Surface Properties of AZ31 and AZ91 Mg alloys Due to Electron Beam Liquid Phase Surface Treatment. Proc. Mater. Today Proc. 2015, 2 (Suppl. 1), S188–S196. [Google Scholar] [CrossRef]
- Gu, X.N.; Zheng, Y.F.; Chen, L.J. Influence of artificial biological fluid composition on the biocorrosion of potential orthopedic Mg-Ca, AZ31, AZ91 alloys. Biomed. Mater. 2009, 4, S188–S196. [Google Scholar] [CrossRef] [Green Version]
- Mahallawy, N.E.; Harhash, M. Recent studies on coating of some magnesium alloys; Anodizing, Electroless coating and hot press cladding. Key Eng. Mater. 2013, 533, 167–181. [Google Scholar] [CrossRef]
- Aval, H.J.; Loureiro, A. Effect of reverse dual rotation process on properties of friction stir welding of AA7075 to AISI304. Trans. Nonferrous Met. Soc. China 2019, 29, 964–975. [Google Scholar] [CrossRef]
- Zhao, J.; Wu, C.; Su, H. Acoustic effect on the tensile properties and metallurgical structures of dissimilar friction stir welding joints of Al/Mg alloys. J. Manuf. Process. 2021, 65, 328–341. [Google Scholar] [CrossRef]
- Verma, S.; Kumar, V.; Kumar, R.; Sidhu, R.S. Exploring the application domain of friction stir welding in aluminum and other alloys. Mater. Today Proc. 2022, 50, 1032–1042. [Google Scholar] [CrossRef]
- Elangovan, K.; Balasubramanian, V. Influences of tool pin profile and tool shoulder diameter on the formation of friction stir processing zone in AA6061 aluminium alloy. Mater. Des. 2008, 29, 362–373. [Google Scholar] [CrossRef]
- Darras, B.; Khraisheh, M.; Abu-Farha, F.; Omar, M. Friction stir processing of commercial AZ31 magnesium alloy. J. Mater. Process. Technol. 2007, 191, 77–81. [Google Scholar] [CrossRef]
- Nelson, T.; Steel, R.; Arbegast, W. In situ thermal studies and post-weld mechanical properties of friction stir welds in age hardenable aluminium alloys. Sci. Technol. Weld. Join. 2003, 8, 283–288. [Google Scholar] [CrossRef]
- Upadhyay, P.; Reynolds, A.P. Effects of thermal boundary conditions in friction stir welded AA7050-T7 sheets. Mater. Sci. Eng. A 2010, 527, 1537–1543. [Google Scholar] [CrossRef]
- Cabibbo, M.; McQueen, H.; Evangelista, E.; Spigarelli, S.; Di Paola, M.; Falchero, A. Microstructure and mechanical property studies of AA6056 friction stir welded plate. Mater. Sci. Eng. A 2007, 460, 86–94. [Google Scholar] [CrossRef]
- Safeen, W.; Hussain, S.; Wasim, A.; Jahanzaib, M.; Aziz, H.; Abdalla, H. Predicting the tensile strength, impact toughness, and hardness of friction stir-welded AA6061-T6 using response surface methodology. Int. J. Adv. Manuf. Technol. 2016, 87, 1765–1781. [Google Scholar] [CrossRef]
- Bilgin, M.; Karabulut, S.; Özdemir, A. Study on the Mechanical Properties of Dissimilar Friction Stir Welding of AA 7075 T6 and AZ31B Alloys. In Proceedings of the 2018 9th International Conference on Mechanical and Aerospace Engineering, (ICMAE 2018), Budapest, Hungary, 10–13 July 2018; pp. 467–471. [Google Scholar]
- Chauhan, A.; Kumar, S. Effect of friction stir welding parameters on impact strength of the AZ31 magnesium alloy joints. Int. J. Mech. Prod. Eng. Res. Dev. 2018, 8, 615–622. [Google Scholar] [CrossRef]
- Liu, Z.; Xin, R.; Liu, D.; Shu, X.; Liu, Q. Textural variation in triple junction region of friction stir welded Mg alloys and its influence on twinning and fracture. Mater. Sci. Eng. A 2016, 658, 185–191. [Google Scholar] [CrossRef]
- Liu, D.; Xin, R.; Sun, L.; Zhou, Z.; Liu, Q. Influence of sampling design on tensile properties and fracture behavior of friction stir welded magnesium alloys. Mater. Sci. Eng. A 2013, 576, 207–216. [Google Scholar] [CrossRef]
- Afrin, N.; Chen, D.; Cao, X.; Jahazi, M. Microstructure and tensile properties of friction stir welded AZ31B magnesium alloy. Mater. Sci. Eng. A 2008, 472, 179–186. [Google Scholar] [CrossRef]
- Xunhong, W.; Kuaishe, W. Microstructure and properties of friction stir butt-welded AZ31 magnesium alloy. Mater. Sci. Eng. A 2006, 431, 114–117. [Google Scholar] [CrossRef]
- Chowdhury, S.M.; Chen, D.L.; Bhole, S.D.; Cao, X. Tensile properties of a friction stir welded magnesium alloy: Effect of pin tool thread orientation and weld pitch. Mater. Sci. Eng. A 2010, 527, 6064–6075. [Google Scholar] [CrossRef]
- Singh, S.; Kumar, R.; Kumar, R.; Chohan, J.S.; Ranjan, N.; Kumar, R. Aluminum metal composites primed by fused deposition modeling-assisted investment casting: Hardness, surface, wear, and dimensional properties. Proc. Inst. Mech. Eng. Part L J. Mat. Des. Appl. 2022, 236, 674–691. [Google Scholar] [CrossRef]
- Kumar, R.; Channi, H.K. A PV-Biomass off-grid hybrid renewable energy system (HRES) for rural electrification: Design, optimization and techno-economic-environmental analysis. J. Clean. Prod. 2022, 349, 131347. [Google Scholar] [CrossRef]
- Goyal, K.K.; Sharma, N.; Gupta, R.D.; Singh, G.; Rani, D.; Banga, H.K.; Kumar, R.; Pimenov, D.Y.; Giasin, K. A Soft Computing-Based Analysis of Cutting Rate and Recast Layer Thickness for AZ31 Alloy on WEDM Using RSM-MOPSO. Materials 2022, 15, 635. [Google Scholar] [CrossRef]
- Sidhu, A.S.; Singh, S.; Kumar, R.; Pimenov, D.Y.; Giasin, K. Prioritizing Energy-Intensive Machining Operations and Gauging the Influence of Electric Parameters: An Industrial Case Study. Energies 2021, 14, 4761. [Google Scholar] [CrossRef]
- Kumar, R.; Kaur, S. Multi Attribute Decision Making Approach to Select Microwave Oven with TOPSIS Method. In Proceedings of the 7th International Conference on Advancements in Engineering and Technology (ICAET-2019), Sangrur, India, 20 March 2019; pp. 357–361. [Google Scholar]





| Workpiece Material | Tool Geometry and Material | Welding Parameters | Properties Analyzed | Remarks | Ref. |
|---|---|---|---|---|---|
| AA6061 (A) | HSS | RS—500–2200 rpm WS—36.25–48.75 mm/min | Hn, TS | Maximum hardness and tensile strength attained at a lower speed | [19] |
| 6061-T6 (A) | Tapered thread pin | RS—900 rpm, WS—30–90 mm/min | Hn, TS, microstructure | Higher hardness is achieved at 50 mm/min welding speed | [20] |
| AZ31B (B) | Tapered cylindrical Truncated conical H13 tool steel | RS—1500, 1800 rpm WS—100, 120 mm/min | Analysis of defect of joint | Defects occurred with high WS, high turbulence and insufficient plastic deformation. Although a truncated tool reduces defects compared to a cylindrical tool, 100 mm/min and 1500 rpm are the best choices. | [11] |
| AZ31 (B) | Cylindrical SKD61 tool steel (H13 steel) | RS—1000, 500 rpm WS—200, 300, 700 mm/min | TS, microstructure, texture, grain size | Tensile strength increased in DFSW due to the two tools. Lower tool joints show different mechanical properties; different speeds between upper and lower joints is necessary. | [21] |
| AZ31B (B) | Cylindrical tool | RS—1200 rpm WS—50 mm/min | TS, microstructure, texture, grain size, Hn | Stir zone has fine structure, hardness of SZ was more than TMAZ, RS had more deformation | [22] |
| AZ91 (C) | Thread cylinder pin Tapper cylinder pin Straight cylinder pin HCHCrDZ | RS—710, 1000, 1400 rpm WS—28, 40, 56 mm/min | TS, microstructure | Heat generator was helpful in proper welding, TSC of shoulder dia. 18 mm, RS 710 rpm, WS 28 mm/min suitable for welding with high tensile strength | [13] |
| 6061-T4Al (A) and AZ31BMg (B) | Frustum-shaped right-ended thread | RS—400–800 rpm WS—50 mm/min | Microstructure, TS, Hn | Material flow increased at 145 °C. Mechanical interlocking increased. | [23] |
| 6061-T4Al (A) and AZ31BMg (B) | Concentric circle | RS—1000 rpm WS—60 mm/min | Microstructure, TS, Hn, fractography | The best result was obtained at 1000 rpm, 60 mm/min and ultrasonic power 1400 W. | [24] |
| AZ31 (B) and AZ91 (C) | H13 tool steel, tapered 3 to 1 | RS—1800, 1600, 1400 rpm, WS—100, 50, 25 | Microstructure, TS, Hn | FSW avoids hot cracks, nugget zone fine grain, and is used to join dissimilar MgAl alloys | [25] |
| Workpiece Material | Operation | Solution Used for Potentiodynamic Polarisation | Ref. |
|---|---|---|---|
| AA6061 T6 (A) | FSW | Immersion tests in sodium chloride + hydrogen peroxide solution. | [26] |
| AA6061 (A) alloy and AZ31B (B) | FSW | The polarization tests were carried out in a corrosion cell containing 500 mL of NaCl solution. | [27] |
| AA6061 (A) | FSW | The test solution was also 3.5% NaCl. Potentiodynamic polarization curves were obtained in the potential range from −2.5 V to 2 V with a scan rate of 1.0 mV s−1. | [28] |
| AZ31 (B) and AZ91 (C) | Only polarization test, no FSW | Electrochemical impedance spectroscopy (EIS) and potentiodynamic polarization (PDP) techniques were employed to compare the performance of the alloys in these different aggressive electrolytes. | [29] |
| AZ31 (B) and AZ91 (AZ31B and AZ91) | Only polarization test, no FSW | Potentiodynamic polarization tests in 0.001 M NaCl | [30] |
| AZ31 (B) and AZ91 (AZ31B and AZ91) | Only polarization test, no FSW | studied in Hank’s solution, Dulbecco’s modified Eagle’s medium (DMEM) and serum-containing medium (DMEM adding 10% fetal bovine serum (DMEM + FBS)) over a 7-day immersion period | [31] |
| AZ31 (B) and AZ91 (C) | Only polarization test, no FSW | ------ | [32] |
| Material | Symbol | Al | Mn | Zn | Si | Fe | Cu | Ni | Others | Mg |
|---|---|---|---|---|---|---|---|---|---|---|
| Al6061-6 | A | Bal | 0.15 | 0.25 | 0.40–0.80 | 0.70 | 0.15–0.40 | – | Cr 0.04–0.35 Ti 0.15 | 0.80–1.20 |
| AZ31B | B | 2.5–3.5 | 0.20–0.00 | 0.60–0.40 | 0.10 | 0.005 | 0.04 | 0.005 | 0.30 | Bal. |
| AZ91D | C | 8.3–9.7 | 0.15–0.50 | 0.35–1.00 | 0.10 | 0.005 | 0.03 | 0.002 | 0.02 | Bal. |
| FSW Joints | Observations | AA6061 and AZ31B | AZ31 and AA6061 | AZ31B and AZ91 | AZ91 and AZ31B | AA6061 and AZ91 | AZ91 and AA6061 |
|---|---|---|---|---|---|---|---|
| Tensile Strength (MPa) | 1 | 146.35 | 139.53 | 185.37 | 191.62 | 175.91 | 177.321 |
| 2 | 145.09 | 135.702 | 189.54 | 194.56 | 178.41 | 179.406 | |
| 3 | 139.54 | 135.552 | 188.4 | 190.99 | 176.47 | 177.648 | |
| Avg. | 143.66 | 136.928 | 187.77 | 192.39 | 176.93 | 178.125 | |
| Hardness (Hv) | 1 | 113.57 | 83.41 | 104.29 | 100.73 | 99.7 | 99.51 |
| 2 | 116.21 | 89.26 | 107.51 | 95.81 | 103 | 102.31 | |
| 3 | 112.22 | 84.34 | 103.2 | 99.47 | 103.3 | 103.19 | |
| Avg. | 114 | 85.67 | 105 | 98.67 | 102 | 101.67 | |
| Impact energy (Joules) | 1 | 8.1 | 7.6 | 5.3 | 5.4 | 7.1 | 7.8 |
| 2 | 8.5 | 8.5 | 5.5 | 5.6 | 7.9 | 8.5 | |
| 3 | 8.3 | 7.9 | 5.7 | 5.8 | 7.5 | 7.7 | |
| Avg. | 8.3 | 8 | 5.5 | 5.6 | 7.5 | 8 | |
| Corrosion Rate (mm/a mm year) | 1 | 7.01 | 9.46 | 10.61 | 17.9 | 8.21 | 11.03 |
| 2 | 7.03 | 9.53 | 10.71 | 18.4 | 8.29 | 11.06 | |
| 3 | 7.05 | 9.54 | 10.76 | 18.3 | 8.28 | 11.063 | |
| Avg. | 7.03, | 9.51 | 10.69 | 18.2 | 8.26 | 11.051 | |
| Elongation (%) | 1 | 2.31 | 3.1 | 6.23 | 6.4 | 9.3 | 8.06 |
| 2 | 2.4 | 2.52 | 7.17 | 7.6 | 8.2 | 7.34 | |
| 3 | 3.21 | 2.3 | 7.6 | 7 | 8.3 | 8 | |
| Avg. | 2.64 | 2.64 | 7 | 7 | 8.6 | 7.8 | |
| Yield Strength (MPa) | 1 | 114.9 | 117.24 | 106.4 | 106.86 | 134.21 | 123.36 |
| 2 | 113.5 | 118.14 | 107.3 | 107.31 | 135.065 | 125.103 | |
| 3 | 114.8 | 117.3 | 106.13 | 106.539 | 133.85 | 124.287 | |
| Avg. | 114.4 | 117.56 | 106.61 | 106.903 | 134.375 | 124.25 |
| Workpiece | Cost of 1 Piece | TCmaterial (4 Piece) | CNC Cutting Per Piece | TCcnc (4 Piece) | TCwelding (2 Piece) |
|---|---|---|---|---|---|
| A | 23.79 | 95.16 | 83.33 | 333.33 | 616.66 |
| B | 135 | 540 | 83.33 | 333.33 | 616.66 |
| C | 157.5 | 630 | 83.33 | 333.33 | 616.66 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sidhu, R.S.; Kumar, R.; Kumar, R.; Goel, P.; Singh, S.; Pimenov, D.Y.; Giasin, K.; Adamczuk, K. Joining of Dissimilar Al and Mg Metal Alloys by Friction Stir Welding. Materials 2022, 15, 5901. https://doi.org/10.3390/ma15175901
Sidhu RS, Kumar R, Kumar R, Goel P, Singh S, Pimenov DY, Giasin K, Adamczuk K. Joining of Dissimilar Al and Mg Metal Alloys by Friction Stir Welding. Materials. 2022; 15(17):5901. https://doi.org/10.3390/ma15175901
Chicago/Turabian StyleSidhu, Ramandeep Singh, Raman Kumar, Ranvijay Kumar, Pankaj Goel, Sehijpal Singh, Danil Yurievich Pimenov, Khaled Giasin, and Krzysztof Adamczuk. 2022. "Joining of Dissimilar Al and Mg Metal Alloys by Friction Stir Welding" Materials 15, no. 17: 5901. https://doi.org/10.3390/ma15175901