
Energy-Dependent Particle Size Distribution Models for Multi-Disc Mill
 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
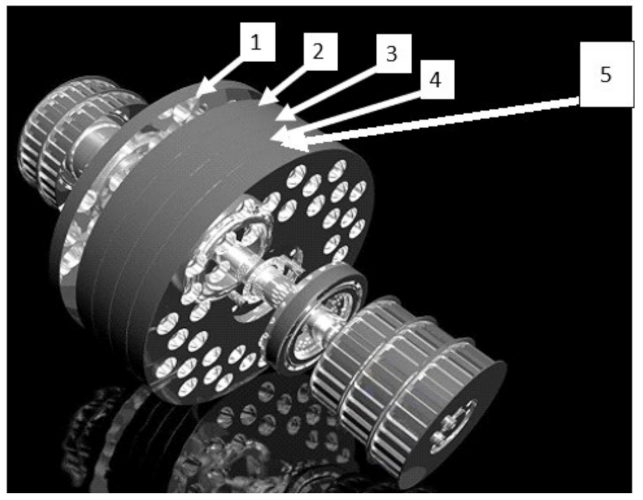
2.2. Test Stand and Experiment Set Up
2.3. Particle Size Ditribution
3. Results and Discussion
3.1. Power Consumption and Specific Energy Demand
3.2. Rosin–Rammler–Sperling–Bennet Distributions for a Multi-Disc Ground Product
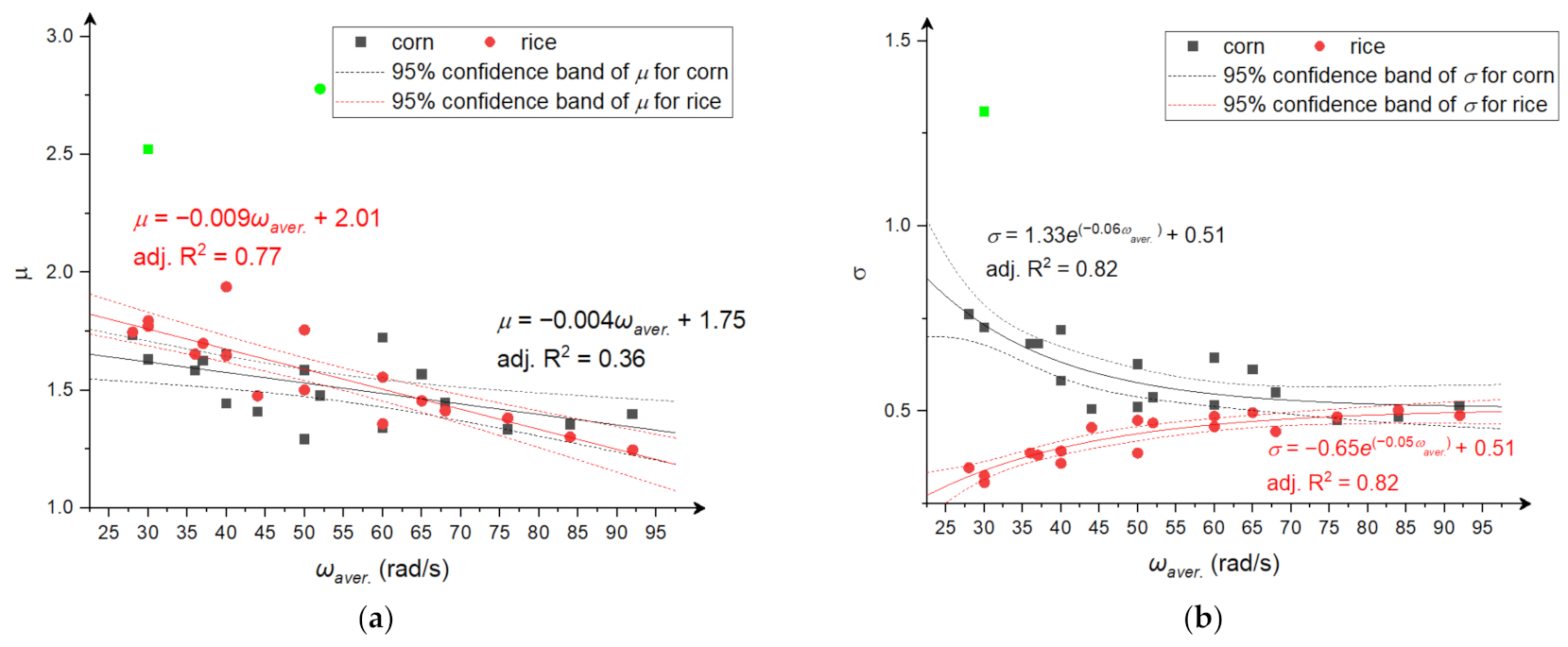
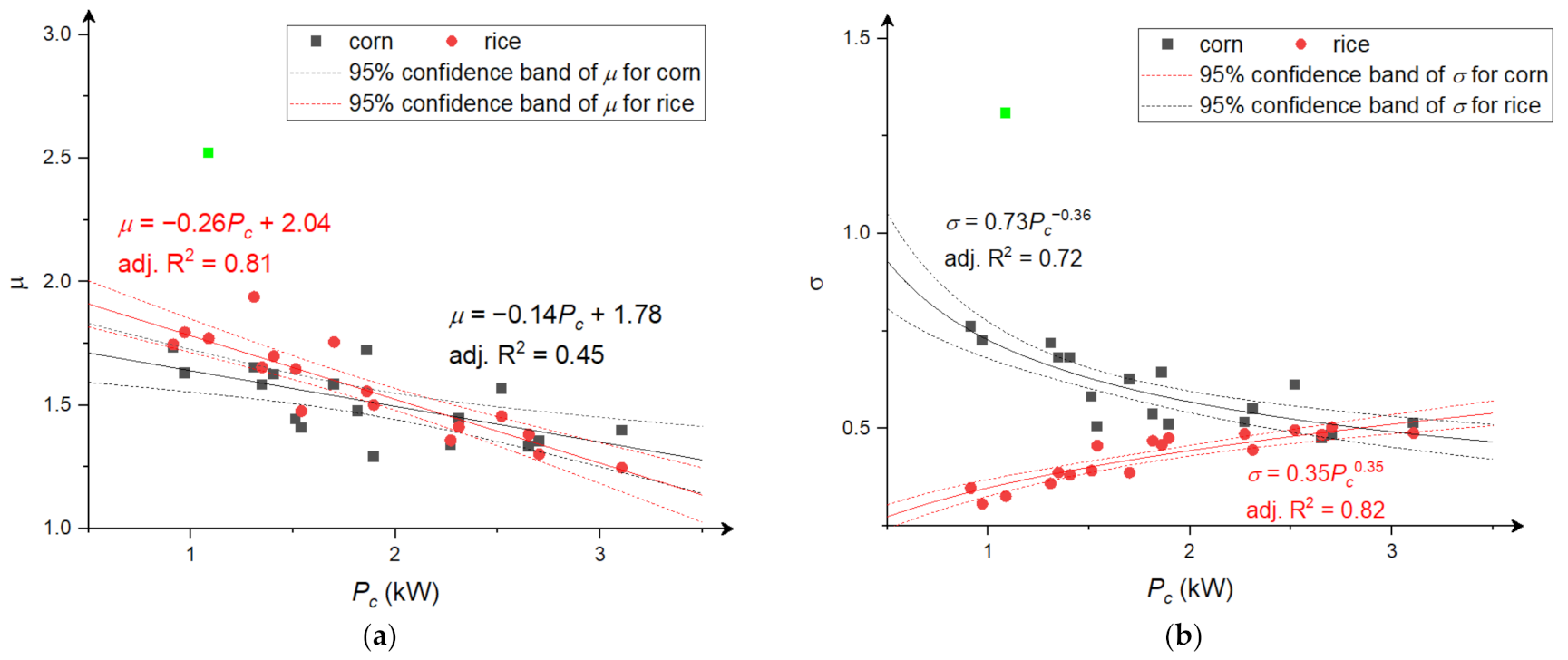
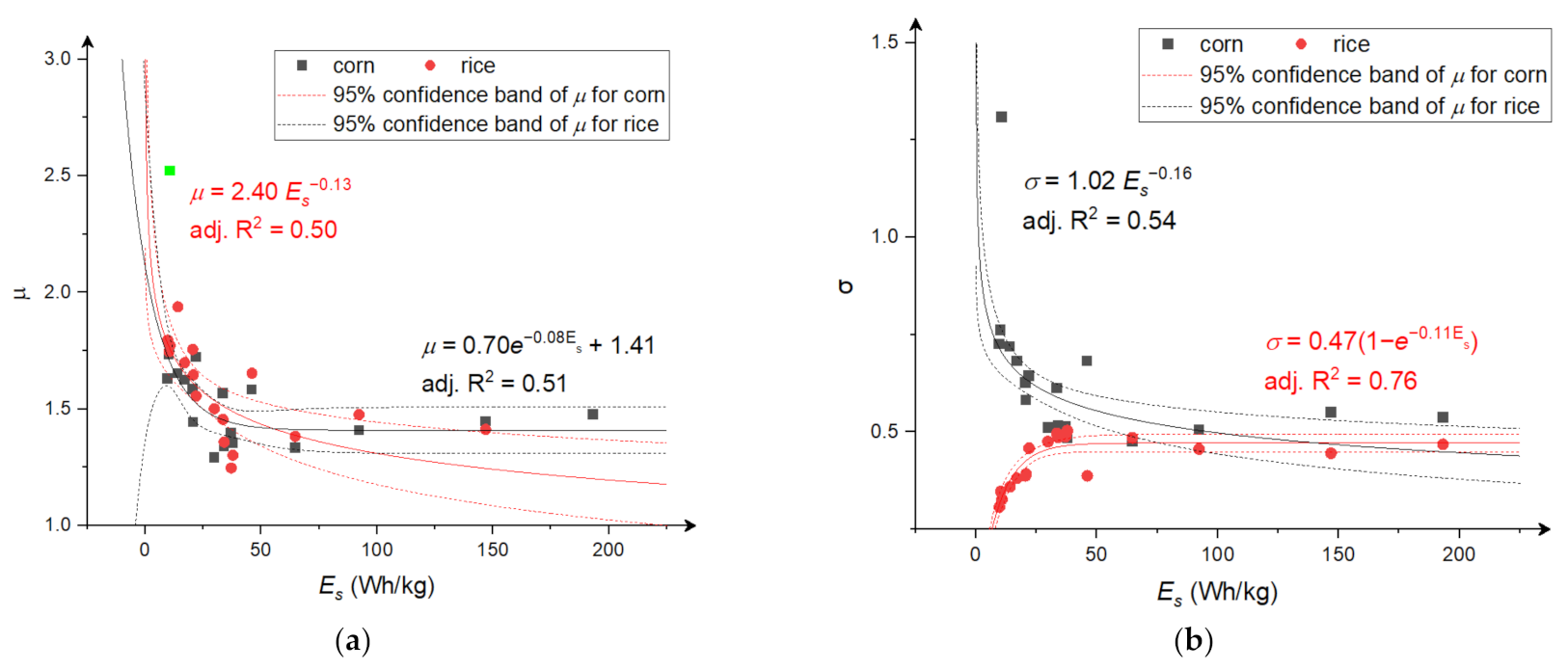
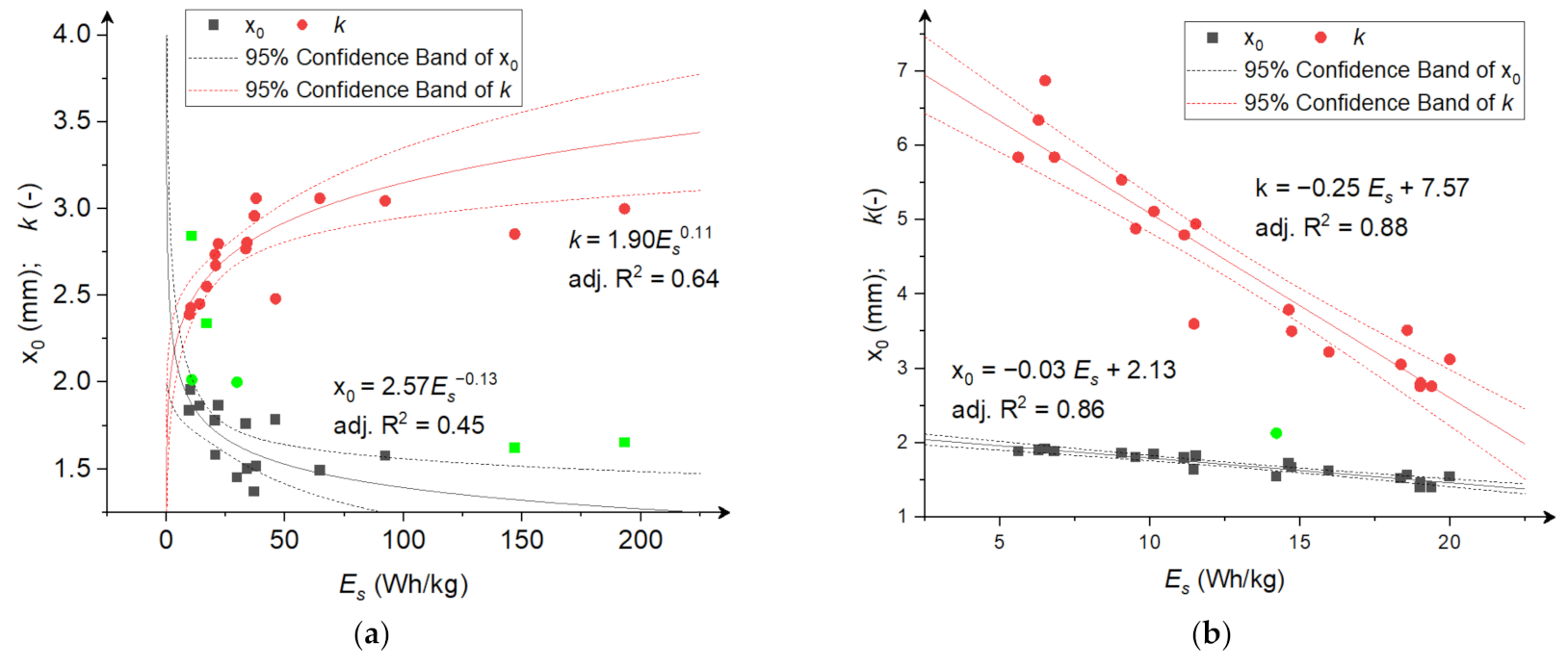
3.3. Relationships between the Disc Angular Velocity, Power Consumption, and Specific Energy Demand and the Shape of the Particle Size Distribution of the Grinding Product
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
References
- Eisenlauer, M.; Teipel, U. Comminution Energy and Particulate Properties of Cutting and Hammer-Milled Beech, Oak, and Spruce Wood. Powder Technol. 2021, 394, 685–704. [Google Scholar] [CrossRef]
- Bembenek, M.; Wdaniec, P. Wpływ Rodzaju Kruszarki Oraz Parametrów Jej Pracy Na Suchą Granulację Proszków. Przem. Chem. 2019, 98, 310–313. [Google Scholar] [CrossRef]
- Mannheim, V. Empirical and Scale-up Modeling in Stirred Ball Mills. Chem. Eng. Res. Des. 2011, 89, 405–409. [Google Scholar] [CrossRef]
- Jewiarz, M.; Wróbel, M.; Mudryk, K.; Szufa, S. Impact of the Drying Temperature and Grinding Technique on Biomass Grindability. Energies 2020, 13, 3392. [Google Scholar] [CrossRef]
- Urbaniak, D.; Otwinowski, H.; Wyleciał, T.; Zhukov, V.P.; Barochkin, A.Y.; Boryca, J. Research on the Grinding Energy Density in a Jet Mill. Materials 2021, 14, 2008. [Google Scholar] [CrossRef]
- Flizikowski, J.; Topoliński, T.; Opielak, M.; Tomporowski, A.; Mroziński, A. Research and Analysis of Operating Characteristics of Energetic Biomass Mikronizer. Eksploat. Niezawodn. 2015, 17, 19–26. [Google Scholar] [CrossRef]
- Bochat, A.; Zastempowski, M. Impact of the beater shredder design on the granulometric composition of the shredded grain material. Przemysl. Chem. 2019, 98, 1499–1504. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Grinding Performance and Physical Properties of Wheat and Barley Straws, Corn Stover and Switchgrass. Biomass Bioenergy 2004, 27, 339–352. [Google Scholar] [CrossRef]
- Mayer-Laigle, C.; Blanc, N.; Rajaonarivony, R.K.; Rouau, X. Comminution of Dry Lignocellulosic Biomass, a Review: Part I. From Fundamental Mechanisms to Milling Behaviour. Bioengineering 2018, 5, 41. [Google Scholar] [CrossRef]
- Silva, G.G.D.; Couturier, M.; Berrin, J.-G.; Buléon, A.; Rouau, X. Effects of Grinding Processes on Enzymatic Degradation of Wheat Straw. Bioresour. Technol. 2012, 103, 192–200. [Google Scholar] [CrossRef]
- Nad, A.; Brożek, M. Application of Three-Parameter Distribution to Approximate the Particle Size Distribution Function of Comminution Products of Dolomitic Type of Copper Ore. Arch. Min. Sci. 2017, 62, 411–422. [Google Scholar] [CrossRef]
- Bayat, H.; Rastgo, M.; Mansouri Zadeh, M.; Vereecken, H. Particle Size Distribution Models, Their Characteristics and Fitting Capability. J. Hydrol. 2015, 529, 872–889. [Google Scholar] [CrossRef]
- Opielak, M. Investigation on the Dependence Oa a Quern Mill Output on the Size of Grinding Slot and Grain Moisture. Int. Agrophysics 1999, 13, 487–491. [Google Scholar]
- Sabah, E.; Ozdemir, O.; Koltka, S. Effect of Ball Mill Grinding Parameters of Hydrated Lime Fine Grinding on Consumed Energy. Adv. Powder Technol. 2013, 24, 647–652. [Google Scholar] [CrossRef]
- Fang, C.; Campbell, G.M. On Predicting Roller Milling Performance IV: Effect of Roll Disposition on the Particle Size Distribution from First Break Milling of Wheat. J. Cereal Sci. 2003, 37, 21–29. [Google Scholar] [CrossRef]
- Voicu, G.; Biris, S.-S.; Stefan, E.-M.; Constantin, G.-A.; Ungureanu, N. Grinding Characteristics of Wheat in Industrial Mills. In Food Industry; Intechopen: London, UK, 2013. [Google Scholar] [CrossRef]
- Shashidhar, M.G.; Murthy, T.P.K.; Girish, K.G.; Manohar, B. Grinding of Coriander Seeds: Modeling of Particle Size Distribution and Energy Studies. Part. Sci. Technol. 2013, 31, 449–457. [Google Scholar] [CrossRef]
- Klichowicz, M.; Reichert, M.; Lieberwirth, H.; Mütze, T. Self-Similarity and Energy-Size Relationship of Coarse Particles Comminuted in Single Particle Mode. In Proceedings of the XXVII International Mineral Processing Congress, Santiago, Chile, 20–24 October 2014. [Google Scholar]
- Jiang, J.; Wang, J.; Zhang, X.; Wolcott, M. Characterization of Micronized Wood and Energy-Size Relationship in Wood Comminution. Fuel Process. Technol. 2017, 161, 76–84. [Google Scholar] [CrossRef]
- Moiceanu, G.; Paraschiv, G.; Voicu, G.; Dinca, M.; Negoita, O.; Chitoiu, M.; Tudor, P. Energy Consumption at Size Reduction of Lignocellulose Biomass for Bioenergy. Sustainability 2019, 11, 2477. [Google Scholar] [CrossRef]
- Kruszelnicka, W.; Kasner, R.; Bałdowska-Witos, P.; Flizikowski, J.; Tomporowski, A. The Integrated Energy Consumption Index for Energy Biomass Grinding Technology Assessment. Energies 2020, 13, 1417. [Google Scholar] [CrossRef]
- Bitra, V.S.P.; Alvin, R.; Chevanan, N.; Sokhansanj, S. Comminution Properties of Biomass in Hammer Mill and Its Particle Size Characterization. In Proceedings of the American Society of Agricultural and Biological Engineers Annual International Meeting, Providence, RI, USA, 29 June–2 July 2008; pp. 1779–1800. [Google Scholar]
- Bayram, M.; Öner, M.D. Bulgur Milling Using Roller, Double Disc and Vertical Disc Mills. J. Food Eng. 2007, 79, 181–187. [Google Scholar] [CrossRef]
- Flizikowski, J.; Sadkiewicz, J.; Tomporowski, A. Functional Characteristics of a Six-Roller Mill for Grainy or Particle Materials Used in Chemical and Food Industries. Przem. Chem. 2015, 94, 69–75. [Google Scholar] [CrossRef]
- Campbell, G.M.; Sharp, C.; Wall, K.; Mateos-Salvador, F.; Gubatz, S.; Huttly, A.; Shewry, P. Modelling Wheat Breakage during Roller Milling Using the Double Normalised Kumaraswamy Breakage Function: Effects of Kernel Shape and Hardness. J. Cereal Sci. 2012, 55, 415–425. [Google Scholar] [CrossRef]
- Patwa, A.; Ambrose, R.P.K.; Casada, M.E. Discrete Element Method as an Approach to Model the Wheat Milling Process. Powder Technol. 2016, 302, 350–356. [Google Scholar] [CrossRef]
- Tomporowski, A. Studium Efektywności Napędu i Rozwiązań Innowacyjnych Konstrukcji Wielotarczowych Rozdrabniaczy Ziaren Biomasy; Lubelskie Towarzystwo Naukowe: Lublin, Poland, 2011. [Google Scholar]
- Macko, M. Wpływ Cech Konstrukcyjnych Zespołu Wielotarczowego Na Charakterystyki Użytkowe Procesu Rozdrabniania Rurowych Recyklatów Tworzyw Sztucznych. Rozprawa Doktorska; Akademia Techniczno-Rolnicza w Bydgoszczy: Bydgoszcz, Poland, 2000. [Google Scholar]
- Flizikowski, J.; Bielinski, K. Technology and Energy Sources Monitoring: Control, Efficiency, and Optimization; IGI Global: Hershey, PA, USA, 2012; ISBN 978-1-4666-2664-5. [Google Scholar]
- Opielak, M. Rozdrabnianie Materiałów w Przemyśle Rolno-Spożywczym: Badanie Wpływu Konstrukcji Rozdrabniacza i Cech Materiału Rozdrabnianego Na Jakość i Energochłonność Procesu; Wydawnictwa Uczelniane PL: Wrocław, Poland, 1996; ISBN 978-83-86333-53-0. [Google Scholar]
- Macko, M.; Tyszczuk, K.; Śmigielski, G.; Mroziński, A. Utility of an Unitary-Shredding Method to Evaluate the Conditions and Selection of Constructional Features during Grinding. MATEC Web Conf. 2018, 157, 05016. [Google Scholar] [CrossRef]
- Opielak, M.; Tomporowski, A. Structural Features versus Multi-Hole Grinding Efficiency. Eksploat. Niezawodn.-Maint. Reliab. 2012, 14, 222–227. [Google Scholar]
- Chandravarnan, P.; Agyei, D.; Ali, A. Green and Sustainable Technologies for the Decontamination of Fungi and Mycotoxins in Rice: A Review. Trends Food Sci. Technol. 2022, 124, 278–295. [Google Scholar] [CrossRef]
- Chhabra, N.; Kaur, A. Studies on Physical and Engineering Characteristics of Maize, Pearl Millet and Soybean. J. Pharmacogn. Phytochem. 2017, 6, 1–5. [Google Scholar]
- Landoni, M.; Cassani, E.; Ghidoli, M.; Colombo, F.; Sangiorgio, S.; Papa, G.; Adani, F.; Pilu, R. Brachytic2 Mutation Is Able to Counteract the Main Pleiotropic Effects of Brown Midrib3 Mutant in Maize. Sci. Rep. 2022, 12, 2446. [Google Scholar] [CrossRef]
- Rodrigo, D.; Rosell, C.M.; Martinez, A. Risk of Bacillus Cereus in Relation to Rice and Derivatives. Foods 2021, 10, 302. [Google Scholar] [CrossRef]
- Soto-Gómez, D.; Pérez-Rodríguez, P. Sustainable Agriculture through Perennial Grains: Wheat, Rice, Maize, and Other Species. A Review. Agric. Ecosyst. Environ. 2022, 325, 107747. [Google Scholar] [CrossRef]
- Kruszelnicka, W. Study of Physical Properties of Rice and Corn Used for Energy Purposes. In Renewable Energy Sources: Engineering, Technology, Innovation; Wróbel, M., Jewiarz, M., Szlęk, A., Eds.; Springer International Publishing: Berlin/Heidelberg, Germany, 2020; pp. 149–162. [Google Scholar]
- Flizikowski, J.; Bieliński, K.; Bieliński, M. Podwyższanie Energetycznej Efektywności Wielotarczowego Rozdrabniania Nasion Zbóż Na Paszę; Wydawnictwa Akademii Techniczno-Rolniczej: Bydgoszcz, Poland, 1994. [Google Scholar]
- Kruszelnicka, W. Study of Selected Physical-Mechanical Properties of Corn Grains Important from the Point of View of Mechanical Processing Systems Designing. Materials 2021, 14, 1467. [Google Scholar] [CrossRef] [PubMed]
- Ștefan, E.-M.; Voicu, G.; Constantin, G.-A.; Stoica, D. Variation of Crushing Characteristics by Compression of Wheat Seeds. Metal. Int. 2013, 18, 71–77. [Google Scholar]
- Nielsen, S.S. Determination of Moisture Content. In Food Analysis Laboratory Manual; Nielsen, S.S., Ed.; Food Science Texts Series; Springer: Boston, MA, USA, 2010; pp. 17–27. ISBN 978-1-4419-1463-7. [Google Scholar]
- Kruszelnicka, W.; Hlosta, J.; Diviš, J.; Gierz, Ł. Study of the Relationships between Multi-Hole, Multi-Disc Mill Performance Parameters and Comminution Indicators. Sustainability 2021, 13, 8260. [Google Scholar] [CrossRef]
- Kruszelnicka, W.; Kasner, R. Intelligent Control and Monitoring of Biomass Comminution Process with the Use of Genetic Algorithms. In Advanced Energy Technologies and Systems I; Zaporozhets, A., Ed.; Studies in Systems, Decision and Control; Springer International Publishing: Berlin/Heidelberg, Germany, 2022; pp. 45–69. ISBN 978-3-030-85746-2. [Google Scholar]
- Flizikowski, J.; Tomporowski, A.; Mroziński, A. Zespół Napędowy i Sterujący Wielotarczowego Wielootworowego Rozdrabniacza Materiałów Kawałkowych. Patent UPRP Nr P.221397, 15 May 2015. [Google Scholar]
- Tomporowski, A.; Flizikowski, J.; Kruszelnicka, W. A new concept of roller-plate mills. Przem. Chem. 2017, 96, 1750–1755. [Google Scholar] [CrossRef]
- ISO 13322-2:2006; Particle Size Analysis—Image Analysis Methods—Part 2: Dynamic Image Analysis Methods. ISO: Geneva, Switzerland, 2006.
- Khodier, K.; Sarc, R. Distribution-Independent Empirical Modeling of Particle Size Distributions—Coarse-Shredding of Mixed Commercial Waste. Processes 2021, 9, 414. [Google Scholar] [CrossRef]
- Srikanth, A.D.T. Modeling of Size Reduction, Particle Size Analysis and Flow Characterisation of Spice Powders Ground in Hammer and Pin Mills. Int. J. Res. Eng. Technol. 2014, 3, 296–309. [Google Scholar] [CrossRef]
- Voicu, G.; Constantin, G.-A.; Stefan, E.-M.; Tudor, P.; Munteanu, M.G. Aspects Regarding Particle Size Distribution and Energy Consumption When Grinding Husked Rice Seeds. In Proceedings of the Engineering for Rural Development, Latvia University of Life Sciences and Technologies, Jelgava, Latvia, 20–22 May 2020. [Google Scholar]
- Walker, W. Principles Of Chemical Engineering; McGraw Hill: New York, NY, USA, 1937. [Google Scholar]
- Wills, B.A.; Finch, J.A. Chapter 5-Comminution. In Wills’ Mineral Processing Technology, 8th ed.; Wills, B.A., Finch, J.A., Eds.; Butterworth-Heinemann: Boston, MA, USA, 2016; pp. 109–122. ISBN 978-0-08-097053-0. [Google Scholar]
- Tomporowski, A.; Sykut, B.; Kowalik, K.; Antczak, M. Badanie i Analiza Energochłonności Wielotarczowego Rozdrabniacza Nowej Generacji. Inż. Apar. Chem. 2012, 51, 256–258. [Google Scholar]
- Yıldırım, A. The Effect of the Specially Designed Disc Milling System on the Selected Quality Parameters of Bulgur. In Proceedings of the 8-C2-AACC-Fifth European Young Cereal Scientists and Technologists, Gaziantep, Turkey, 5–7 July 2006. [Google Scholar]
- Lomovskiy, I.; Bychkov, A.; Lomovsky, O.; Skripkina, T. Mechanochemical and Size Reduction Machines for Biorefining. Molecules 2020, 25, 5345. [Google Scholar] [CrossRef]
- Flizikowski, J.; Kruszelnicka, W.; Macko, M. The Development of Efficient Contaminated Polymer Materials Shredding in Recycling Processes. Polymers 2021, 13, 713. [Google Scholar] [CrossRef]
- Kruszelnicka, W. Energetyczno-Środowiskowe Problemy Rozdrabniania Biomateriałów; Wydawnictwa Uczelniane Uniwersytetu Technologiczno-Przyrodniczego w Bydgoszczy: Bydgoszcz, Poland, 2020. [Google Scholar]
- Flizikowski, J. Velocity of Micro- and Nanoparticles in Multi-Disc Grinding. Inż. Apar. Chem. 2012, 2, 28–29. [Google Scholar]
- Flizikowski, J.; Tomporowski, A. Usable Characteristics of a Disc Biomass Grinding. Autobusy Tech. Eksploat. Syst. Transp. 2017, 18, 12. [Google Scholar]
- Roa, D.F.; Bravo, J.E.; González, C.A.; Roa, D.F.; Bravo, J.E.; González, C.A. Modeling of Particle Size and Energetic Requirement in Amaranth Grain Ball-Milling. Rev. UDCA Actual. Amp Divulg. Científica 2019, 22, e1183. [Google Scholar] [CrossRef]
- Guan, E.; Yang, Y.; Pang, J.; Zhang, T.; Li, M.; Bian, K. Ultrafine Grinding of Wheat Flour: Effect of Flour/Starch Granule Profiles and Particle Size Distribution on Falling Number and Pasting Properties. Food Sci. Nutr. 2020, 8, 2581–2587. [Google Scholar] [CrossRef] [PubMed]
- Kratky, L.; Jirout, T. Modelling of Particle Size Characteristics and Specific Energy Demand for Mechanical Size Reduction of Wheat Straw by Knife Mill. Biosyst. Eng. 2020, 197, 32–44. [Google Scholar] [CrossRef]
- Bitra, V.S.P.; Womac, A.R.; Chevanan, N.; Miu, P.I.; Igathinathane, C.; Sokhansanj, S.; Smith, D.R. Direct Mechanical Energy Measures of Hammer Mill Comminution of Switchgrass, Wheat Straw, and Corn Stover and Analysis of Their Particle Size Distributions. Powder Technol. 2009, 193, 32–45. [Google Scholar] [CrossRef]
- Kruszelnicka, W. A New Model for Environmental Assessment of the Comminution Process in the Chain of Biomass Energy Processing. Energies 2020, 13, 330. [Google Scholar] [CrossRef] [Green Version]
- Kruszelnicka, W. Inteligentne Monitorowanie Jako Skuteczna Metoda Podwyższania Efektywności i Jakości Procesu Rozdrabniania. Przem. Chem. 2021, 1, 112–117. [Google Scholar] [CrossRef]
- Kruszelnicka, W.; Marczuk, A.; Kasner, R.; Bałdowska-Witos, P.; Piotrowska, K.; Flizikowski, J.; Tomporowski, A. Mechanical and Processing Properties of Rice Grains. Sustainability 2020, 12, 552. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Tabil, L.G.; Song, Y.; Iroba, K.L.; Meda, V. Grinding Energy and Physical Properties of Chopped and Hammer-Milled Barley, Wheat, Oat, and Canola Straws. Biomass Bioenergy 2014, 60, 58–67. [Google Scholar] [CrossRef]
- Walentyn, B. Analiza modeli rozdrabniania. Dev. Mech. Eng. 2021, 9, 87–101. [Google Scholar]
- Morrell, S. An Alternative Energy–Size Relationship to That Proposed by Bond for the Design and Optimisation of Grinding Circuits. Int. J. Miner. Process. 2004, 74, 133–141. [Google Scholar] [CrossRef]
- Morrell, S.; Daniel, M.; Burke, J. Morrell Method for Determining Comminution Circuit Specific Energy and Assessing Energy Utilization Efficiency of Existing Circuits; Global Mining Guidelines Group: Ormstown, QC, Canada, 2016. [Google Scholar]
- 2-The Basic Properties of Building Materials. In Building Materials in Civil Engineering; Zhang, H. (Ed.) Woodhead Publishing Series in Civil and Structural Engineering; Woodhead Publishing: Thorston, UK, 2011; pp. 7–423. ISBN 978-1-84569-955-0. [Google Scholar]
- Saiedirad, M.H.; Tabatabaeefar, A.; Borghei, A.; Mirsalehi, M.; Badii, F.; Varnamkhasti, M.G. Effects of Moisture Content, Seed Size, Loading Rate and Seed Orientation on Force and Energy Required for Fracturing Cumin Seed (Cuminum Cyminum Linn.) under Quasi-Static Loading. J. Food Eng. 2008, 86, 565–572. [Google Scholar] [CrossRef]
- Zareiforoush, H.; Komarizadeh, M.H.; Alizadeh, M.R.; Tavakoli, H.; Masoumi, M. Effects of Moisture Content, Loading Rate, and Grain Orientation on Fracture Resistance of Paddy (Oryza sativa L.) Grain. Int. J. Food Prop. 2012, 15, 89–98. [Google Scholar] [CrossRef]
- Chandio, F.A.; Li, Y.; Ma, Z.; Ahmad, F.; Syed, T.N.; Shaikh, S.A.; Tunio, M.H. Influences of Moisture Content and Compressive Loading Speed on the Mechanical Properties of Maize Grain Orientations. Int. J. Agric. Biol. Eng. 2021, 14, 41–49. [Google Scholar] [CrossRef]
- Pandiselvam, R.; Thirupathi, V.; Mohan, S. Engineering Properties of Rice. Agric. Eng. 2015, 40, 69–78. [Google Scholar]
- Romański, L.; Stopa, R.; Niemiec, A.; Wiercioch, M. Energy Consumption of Wheat Grain during Static Shearing Process. Inż. Rol. 2006, 2, 153–159. [Google Scholar]
- Figiel, A.; Spychaj, R.; Gil, Z.; Bojarczuk, J. Właściwości mechaniczne ziarna polskiej pszenicy twardej. Inż. Rol. 2011, 15, 23–30. [Google Scholar]
- Sandhu, K.S.; Singh, N.; Kaur, M. Characteristics of the Different Corn Types and Their Grain Fractions: Physicochemical, Thermal, Morphological, and Rheological Properties of Starches. J. Food Eng. 2004, 64, 119–127. [Google Scholar] [CrossRef]
- Werechowska, M. Some Physical Properties of Cereal Grain and Energy Consumption of Grinding. Agric. Eng. 2014, 1, 239–249. [Google Scholar] [CrossRef]
- Zeng, Y.; Jia, F.; Xiao, Y.; Han, Y.; Meng, X. Discrete Element Method Modelling of Impact Breakage of Ellipsoidal Agglomerate. Powder Technol. 2019, 346, 57–69. [Google Scholar] [CrossRef]
- Sadeghi, M.; Araghi, H.A.; Hemmat, A. Physico-Mechanical Properties of Rough Rice (Oryza Sativa L.) Grain as Affected by Variety and Moisture Content. Agric. Eng. Int. CIGR J. 2010, 12, 129–136. [Google Scholar]
- Cao, W.; Nishiyama, Y.; Koide, S. Physicochemical, Mechanical and Thermal Properties of Brown Rice Grain with Various Moisture Contents. Int. J. Food Sci. Technol. 2004, 39, 899–906. [Google Scholar] [CrossRef]
- Greffeuille, V.; Abecassis, J.; Barouh, N.; Villeneuve, P.; Mabille, F.; Bar L’Helgouac’h, C.; Lullien-Pellerin, V. Analysis of the Milling Reduction of Bread Wheat Farina: Physical and Biochemical Characterisation. J. Cereal Sci. 2007, 45, 97–105. [Google Scholar] [CrossRef]
- Greffeuille, V.; Mabille, F.; Rousset, M.; Oury, F.-X.; Abecassis, J.; Lullien-Pellerin, V. Mechanical Properties of Outer Layers from Near-Isogenic Lines of Common Wheat Differing in Hardness. J. Cereal Sci. 2007, 45, 227–235. [Google Scholar] [CrossRef]
- Wang, B.; Wang, J. Mechanical Properties of Maize Kernel Horny Endosperm, Floury Endosperm and Germ. Int. J. Food Prop. 2019, 22, 863–877. [Google Scholar] [CrossRef]
- Braun, M.; Dunmire, K.; Evans, C.; Stark, C.; Woodworth, J.; Paulk, C. Effects of Grinding Corn with Different Moisture Content on Subsequent Particle Size and Flowability. Processes 2021, 9, 1372. [Google Scholar] [CrossRef]
- Cappelli, A.; Mugnaini, M.; Cini, E. Improving Roller Milling Technology Using the Break, Sizing, and Reduction Systems for Flour Differentiation. LWT 2020, 133, 110067. [Google Scholar] [CrossRef]
- Probst, K.V.; Ambrose, R.P.K.; Pinto, R.L.; Bali, R.; Krishnakumar, P.; Ileleji, K.E. The Effect of Moisture Content on the Grinding Performance of Corn and Corncobs by Hammermilling. Trans. ASABE 2013, 56, 1025–1033. [Google Scholar]
- Tomporowski, A. Badanie Użyteczności Rozdrabniania Ziaren Ryżu. Część I-Model Badawczy. Inż. Apar. Chem. 2010, 5, 119–120. [Google Scholar]
- Dabbour, M.I.; Bahnasawy, A.; Ali, S.; El-Haddad, Z. Grinding Parameters and Their Effects on the Quality of Corn for Feed Processing. J. Food Process. Technol. 2015, 6, 482. [Google Scholar] [CrossRef]
- Moon, J.H.; Yoon, W.B. Effect of Moisture Content and Particle Size on Grinding Kinetics and Flowability of Balloon Flower (Platycodon grandiflorum). Food Sci. Biotechnol. 2017, 27, 641–650. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | Disc 1 | Disc 2 | Disc 3 | Disc 4 | Disc 5 | |
|---|---|---|---|---|---|---|---|
| Disc diameter | mm | 274 | 274 | 274 | 274 | 274 | |
| Number of holes | 14 | 22 | 27 | 33 | 39 | ||
| Hole diameter | mm | 30 | 23 | 21 | 17.5 | 17.5 | |
| Number of rows with holes | 2 | 2 | 3 | 3 | 3 | ||
| Number of holes in a row | 7 | 11 | 9 | 11 | 13 | ||
| The radius of the arrangement of the holes in the row | R1 | mm | 101.7 | 107.4 | 110.8 | 114.8 | 117 |
| R2 | mm | 85 | 82.3 | 95.8 | 99.8 | 102 | |
| R3 | mm | - | - | 79.8 | 79.8 | 82 | |
| Test Program | No. of Configuration | ωaver. | ∆ω | ω1 | ω2 | ω3 | ω4 | ω5 |
|---|---|---|---|---|---|---|---|---|
| Rad·s−1 | Rad·s−1 | Rad·s−1 | Rad·s−1 | Rad·s−1 | Rad·s−1 | Rad·s−1 | ||
| I | 1 | 30 | 5 | 20 | 25 | 30 | 35 | 40 |
| 2 | 40 | 10 | 20 | 30 | 40 | 50 | 60 | |
| 3 | 50 | 15 | 20 | 35 | 50 | 65 | 80 | |
| 4 | 60 | 20 | 20 | 40 | 60 | 80 | 100 | |
| II | 1 | 60 | 20 | 100 | 80 | 60 | 40 | 20 |
| 2 | 50 | 15 | 80 | 65 | 50 | 35 | 20 | |
| 3 | 40 | 10 | 60 | 50 | 40 | 30 | 20 | |
| 4 | 30 | 5 | 40 | 35 | 30 | 25 | 20 | |
| III | 1 | 28 | 20 | 20 | 40 | 20 | 40 | 20 |
| 2 | 37 | 20 | 45 | 25 | 45 | 25 | 45 | |
| 3 | 65 | 25 | 75 | 50 | 75 | 50 | 75 | |
| 4 | 92 | 20 | 100 | 80 | 100 | 80 | 100 | |
| IV | 1 | 28 | 20 | 20 | 40 | 20 | 40 | 20 |
| 2 | 36 | 40 | 20 | 60 | 20 | 60 | 20 | |
| 3 | 44 | 60 | 20 | 80 | 20 | 80 | 20 | |
| 4 | 52 | 80 | 20 | 100 | 20 | 100 | 20 | |
| V | 1 | 68 | 80 | 100 | 20 | 100 | 20 | 100 |
| 2 | 76 | 60 | 100 | 40 | 100 | 40 | 100 | |
| 3 | 84 | 40 | 100 | 60 | 100 | 60 | 100 | |
| 4 | 92 | 20 | 100 | 80 | 100 | 80 | 100 |
| TP | Conf. | Corn | Rice | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Pi | Pc | Es | Pi/Pc | Pi | Pc | Es | Pi/Pc | ||
| kW | kW | Wh/kg | % | kW | kW | Wh/kg | % | ||
| I | 1 | 0.93 | 1.09 | 10.78 | 84.95 | 0.93 | 1.09 | 6.30 | 84.91 |
| 2 | 1.13 | 1.51 | 20.82 | 74.40 | 1.13 | 1.43 | 11.15 | 78.84 | |
| 3 | 1.30 | 1.89 | 29.85 | 68.81 | 1.30 | 1.73 | 14.73 | 75.19 | |
| 4 | 1.49 | 2.27 | 34.05 | 65.81 | 1.49 | 2.06 | 18.36 | 72.67 | |
| II | 1 | 1.19 | 1.86 | 21.98 | 63.83 | 1.19 | 1.62 | 14.63 | 73.14 |
| 2 | 1.09 | 1.70 | 20.57 | 64.06 | 1.09 | 1.42 | 11.53 | 76.70 | |
| 3 | 0.91 | 1.31 | 14.11 | 69.61 | 0.91 | 1.16 | 9.06 | 78.71 | |
| 4 | 0.72 | 0.97 | 9.75 | 73.60 | 0.72 | 0.89 | 6.51 | 80.78 | |
| III | 1 | 0.67 | 0.91 | 10.34 | 72.85 | 0.67 | 0.84 | 6.83 | 79.46 |
| 2 | 0.96 | 1.41 | 17.02 | 68.05 | 0.96 | 1.23 | 10.14 | 77.76 | |
| 3 | 1.53 | 2.52 | 33.53 | 60.60 | 1.53 | 1.99 | 15.97 | 76.85 | |
| 4 | 1.90 | 3.11 | 37.12 | 61.27 | 1.90 | 2.48 | 19.01 | 76.65 | |
| IV | 1 | 0.67 | 0.91 | 10.34 | 72.85 | 0.67 | 0.84 | 5.62 | 79.46 |
| 2 | 0.74 | 1.35 | 46.11 | 54.85 | 0.74 | 1.02 | 9.53 | 72.38 | |
| 3 | 0.88 | 1.54 | 92.26 | 56.87 | 0.88 | 1.21 | 11.47 | 72.61 | |
| 4 | 0.98 | 1.82 | 193.18 | 54.22 | 0.98 | 1.37 | 14.22 | 71.94 | |
| V | 1 | 1.49 | 2.31 | 146.83 | 64.40 | 1.49 | 1.97 | 18.57 | 75.35 |
| 2 | 1.54 | 2.65 | 64.69 | 58.04 | 1.54 | 2.08 | 19.99 | 74.03 | |
| 3 | 1.68 | 2.70 | 37.90 | 62.13 | 1.68 | 2.21 | 19.02 | 75.98 | |
| 4 | 1.90 | 3.11 | 37.12 | 61.27 | 1.90 | 2.48 | 19.39 | 76.65 | |
| TP | Conf. | Corn | Rice | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| x0 | k | μ | σ | Adj. R2 | x0 | k | μ | σ | Adj. R2 | ||
| I | 1 | 2.84 | 2.02 | 2.52 | 1.31 | 1.00 | 1.90 | 6.34 | 1.77 | 0.33 | 0.999 |
| 2 | 1.58 | 2.67 | 1.44 | 0.58 | 1.00 | 1.80 | 4.80 | 1.65 | 0.39 | 0.998 | |
| 3 | 1.45 | 2.00 | 1.29 | 0.51 | 1.00 | 1.67 | 3.50 | 1.50 | 0.48 | 0.997 | |
| 4 | 1.50 | 2.81 | 1.34 | 0.52 | 1.00 | 1.52 | 3.05 | 1.36 | 0.49 | 0.998 | |
| II | 1 | 1.87 | 2.80 | 1.72 | 0.64 | 1.00 | 1.72 | 3.79 | 1.56 | 0.46 | 0.997 |
| 2 | 1.78 | 2.74 | 1.59 | 0.63 | 1.00 | 1.82 | 4.94 | 1.76 | 0.39 | 0.999 | |
| 3 | 1.86 | 2.45 | 1.65 | 0.72 | 1.00 | 1.86 | 5.54 | 1.94 | 0.36 | 0.999 | |
| 4 | 1.84 | 2.39 | 1.63 | 0.73 | 1.00 | 1.92 | 6.87 | 1.80 | 0.31 | 1.000 | |
| III | 1 | 1.96 | 2.43 | 1.74 | 0.76 | 1.00 | 1.89 | 5.84 | 1.75 | 0.35 | 0.999 |
| 2 | 2.34 | 2.55 | 1.63 | 0.68 | 1.00 | 1.85 | 5.11 | 1.70 | 0.38 | 0.998 | |
| 3 | 1.76 | 2.77 | 1.57 | 0.61 | 1.00 | 1.62 | 3.22 | 1.46 | 0.50 | 0.997 | |
| 4 | 1.37 | 2.96 | 1.40 | 0.51 | 1.00 | 1.40 | 2.76 | 1.25 | 0.49 | 0.999 | |
| IV | 1 | 1.96 | 2.43 | 1.74 | 0.76 | 1.00 | 1.89 | 5.84 | 1.75 | 0.35 | 0.999 |
| 2 | 1.78 | 2.48 | 1.58 | 0.68 | 1.00 | 1.80 | 4.88 | 1.65 | 0.39 | 0.999 | |
| 3 | 1.58 | 3.05 | 1.41 | 0.51 | 1.00 | 1.64 | 3.60 | 1.48 | 0.46 | 0.998 | |
| 4 | 1.65 | 3.00 | 1.48 | 0.54 | 1.00 | 1.54 | 2.13 | 2.78 | 0.47 | 0.998 | |
| V | 1 | 1.62 | 2.85 | 1.45 | 0.55 | 1.00 | 1.57 | 3.51 | 1.41 | 0.45 | 0.999 |
| 2 | 1.49 | 3.06 | 1.33 | 0.48 | 1.00 | 1.55 | 3.12 | 1.38 | 0.49 | 0.998 | |
| 3 | 1.52 | 3.06 | 1.36 | 0.48 | 1.00 | 1.46 | 2.80 | 1.30 | 0.50 | 0.997 | |
| 4 | 1.37 | 2.96 | 1.40 | 0.51 | 1.00 | 1.40 | 2.76 | 1.25 | 0.49 | 0.999 | |
| x0 | k | μ | σ | ||
|---|---|---|---|---|---|
| Corn | ωaver. | −0.776 * | 0.779 * | −0.714 * | −0.797 * |
| Pc | −0.815 * | 0.733 * | −0.779 * | −0.829 * | |
| Es | −0.645 * | 0.795 * | −0.673 * | −0.768 * | |
| Rice | ωaver. | −0.919 * | −0.877 * | −0.775 * | 0.899 * |
| Pc | −0.890 * | −0.843 * | −0.831 * | 0.902 * | |
| Es | −0.919 * | −0.880 * | −0.824 * | 0.907 * | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kruszelnicka, W.; Opielak, M.; Ambrose, K.; Pukalskas, S.; Tomporowski, A.; Walichnowska, P. Energy-Dependent Particle Size Distribution Models for Multi-Disc Mill. Materials 2022, 15, 6067. https://doi.org/10.3390/ma15176067
Kruszelnicka W, Opielak M, Ambrose K, Pukalskas S, Tomporowski A, Walichnowska P. Energy-Dependent Particle Size Distribution Models for Multi-Disc Mill. Materials. 2022; 15(17):6067. https://doi.org/10.3390/ma15176067
Chicago/Turabian StyleKruszelnicka, Weronika, Marek Opielak, Kingsly Ambrose, Saugirdas Pukalskas, Andrzej Tomporowski, and Patrycja Walichnowska. 2022. "Energy-Dependent Particle Size Distribution Models for Multi-Disc Mill" Materials 15, no. 17: 6067. https://doi.org/10.3390/ma15176067