
Enhanced Formability of Magnesium Alloy Rolled Plates by

Abstract
:1. Introduction
2. Material and Methods
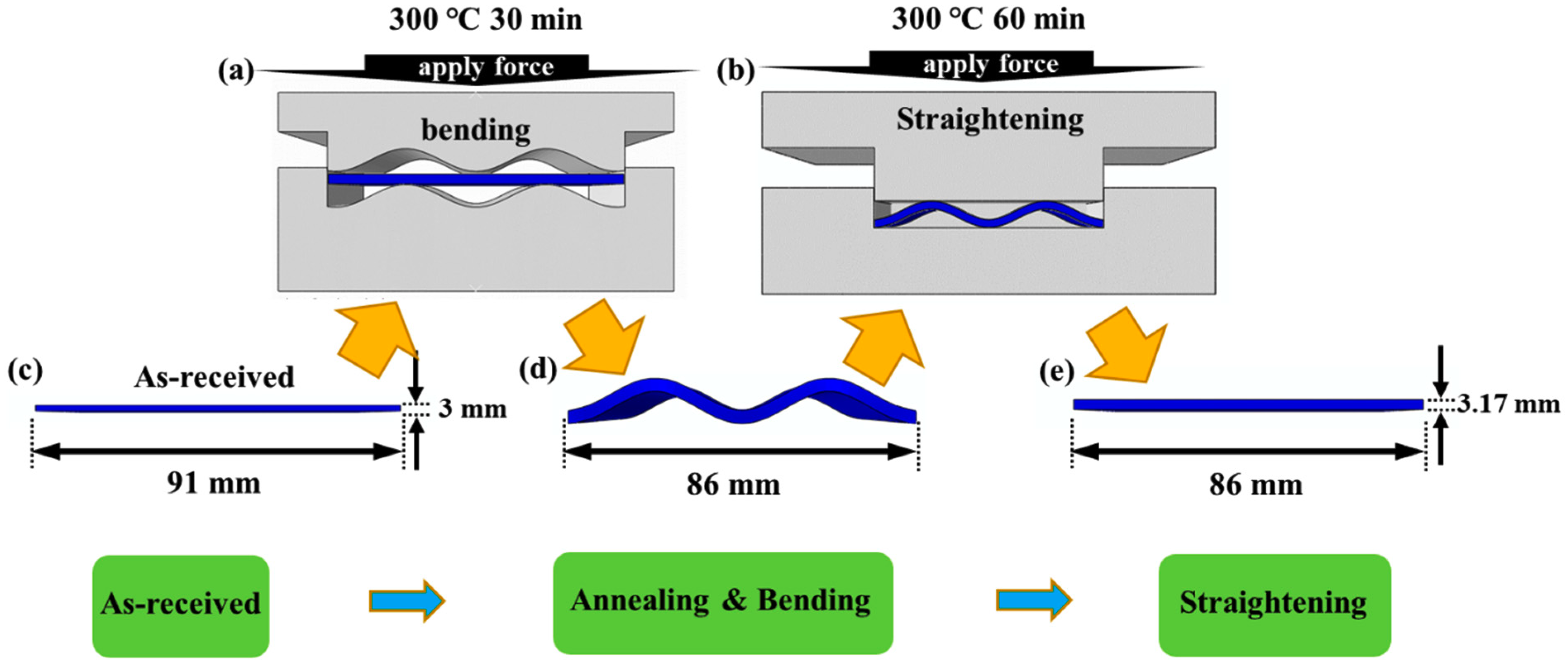
2.1. Material Processing
2.2. Mechanical Property Test
2.3. Material Characterization
3. Results and Analysis
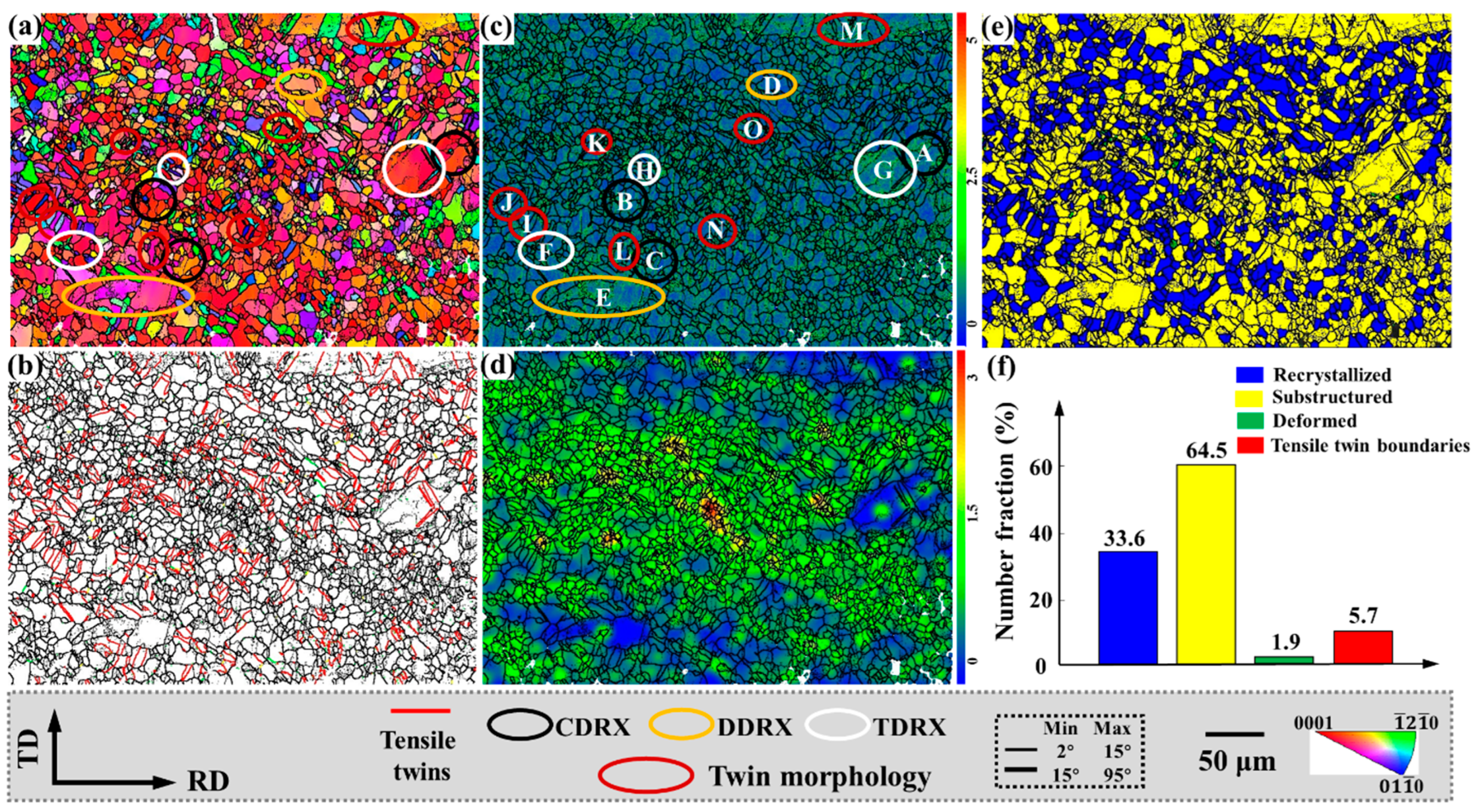
3.1. Microstructure Evolution
3.2. Re-Orientation via DRX
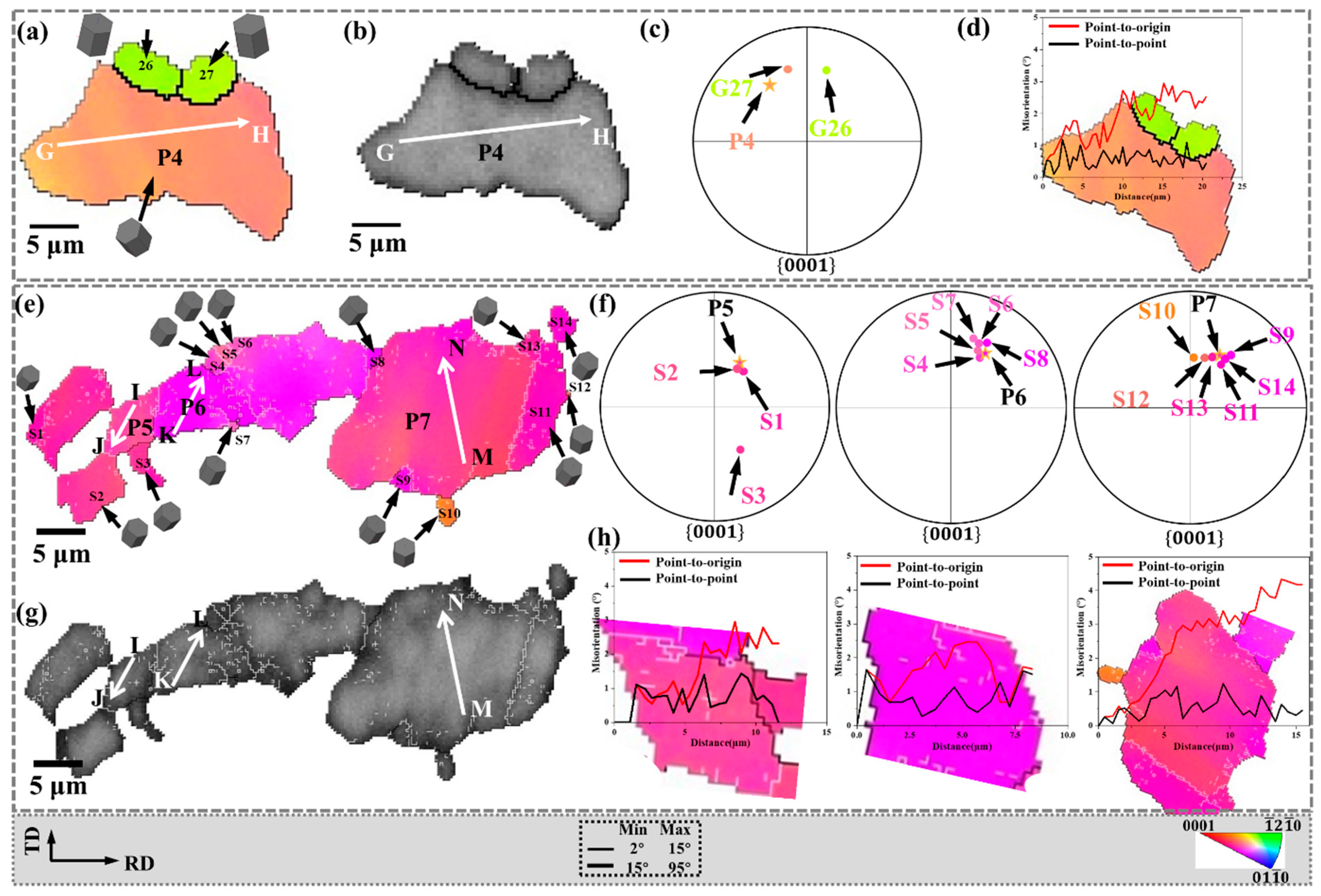
3.2.1. Continuous Dynamic Recrystallization (CDRX) Behaviors
3.2.2. Discontinuous Dynamic Recrystallization (DDRX) Behaviors
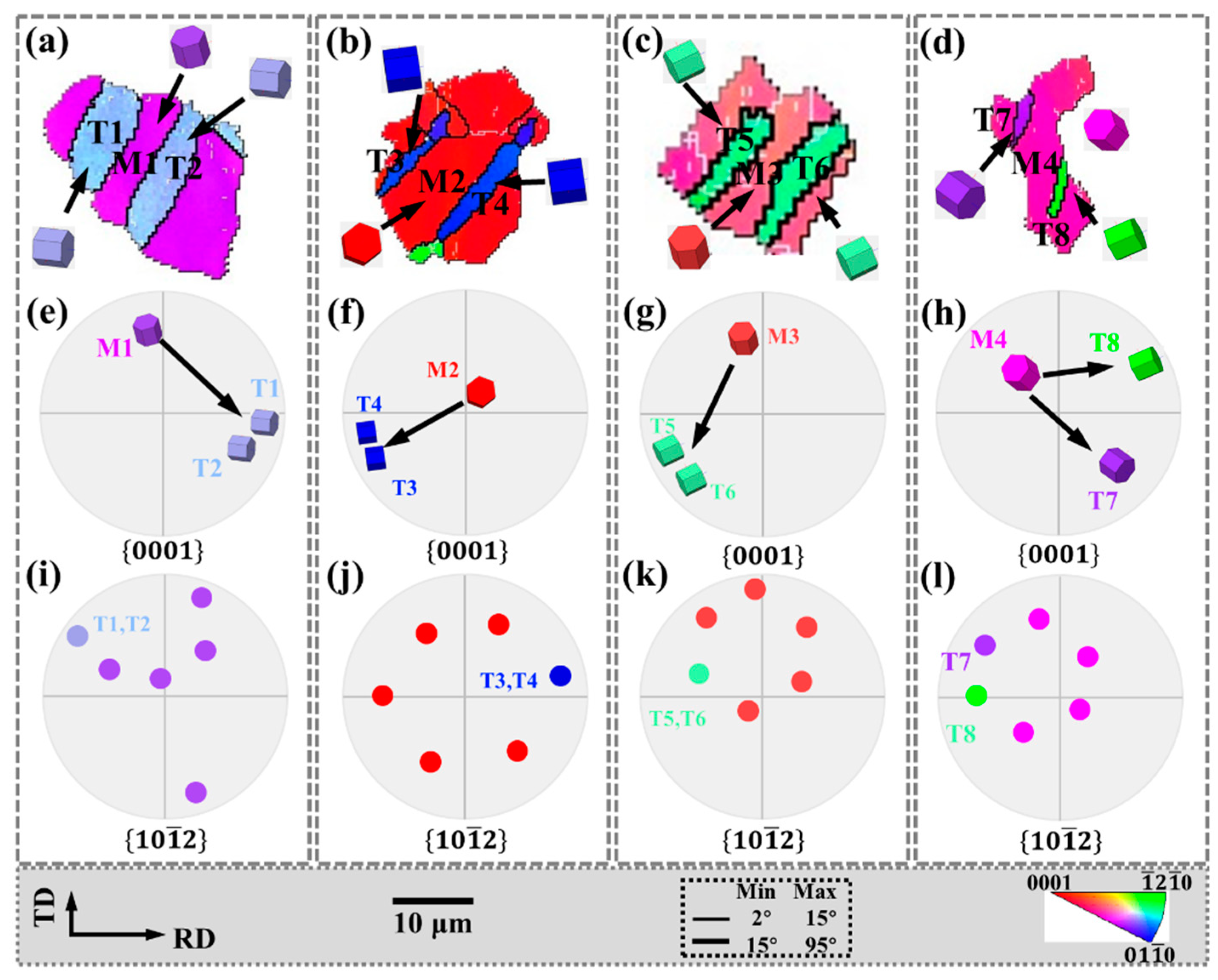
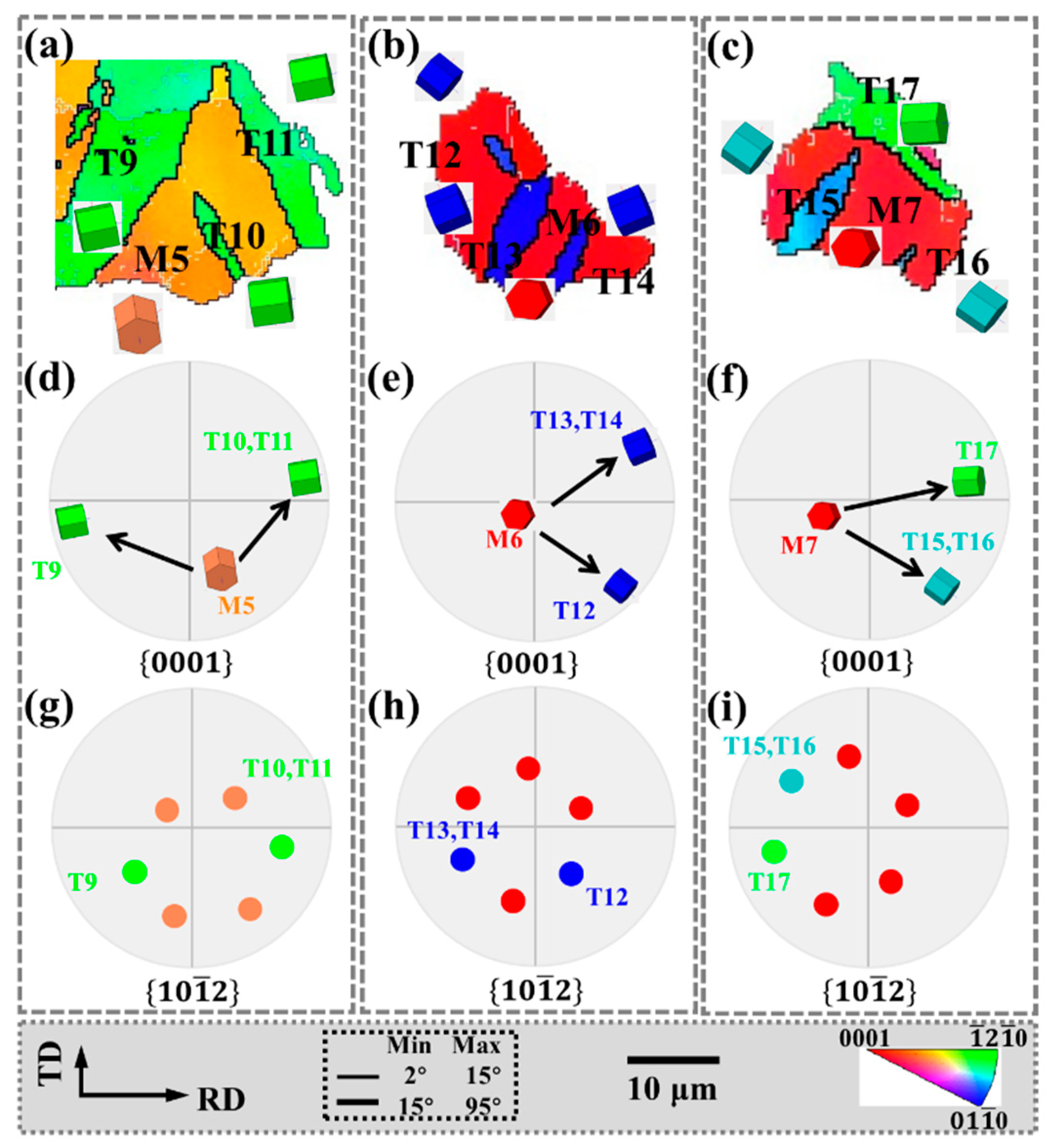
3.3. Texture Component of Tensile Twinning
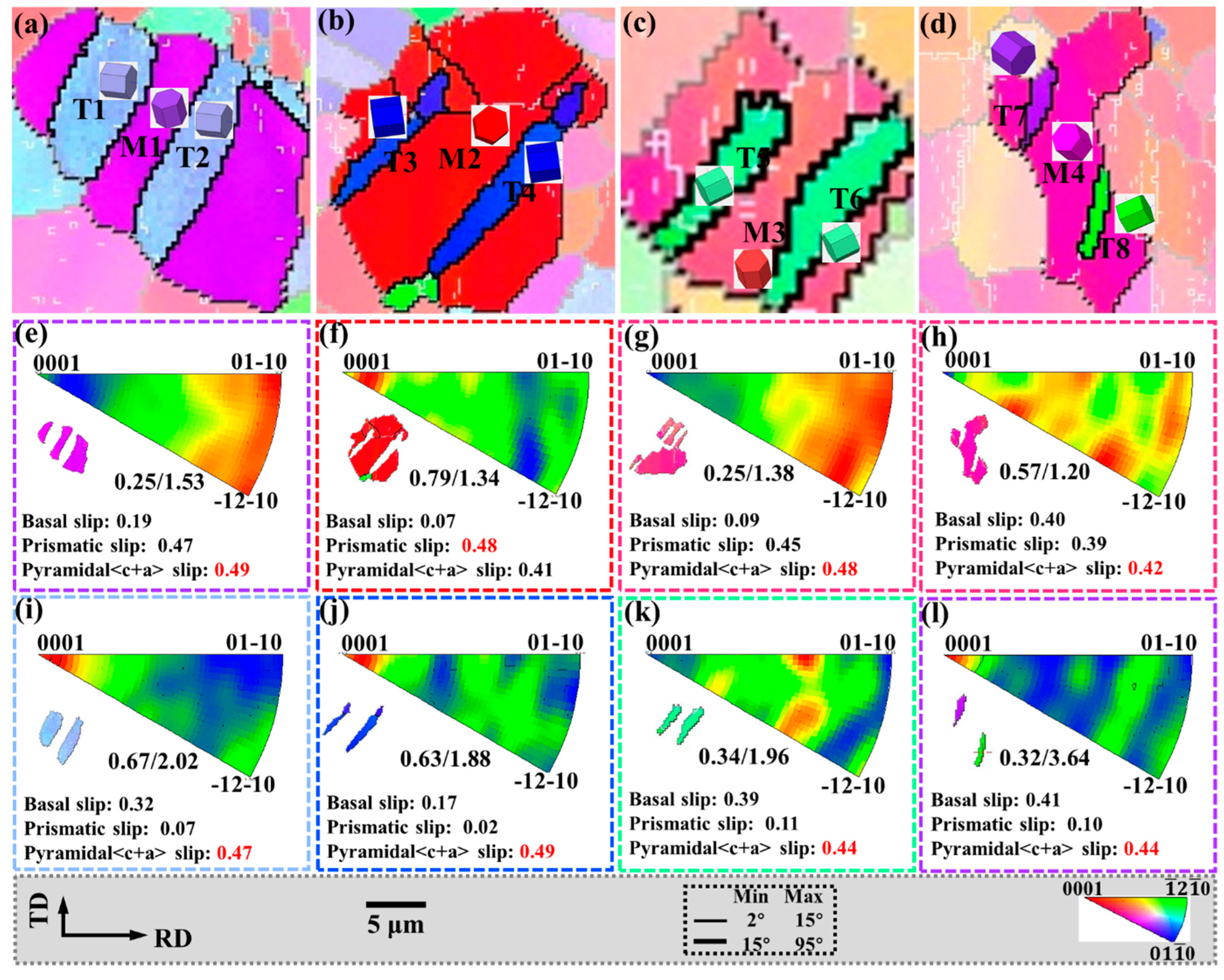
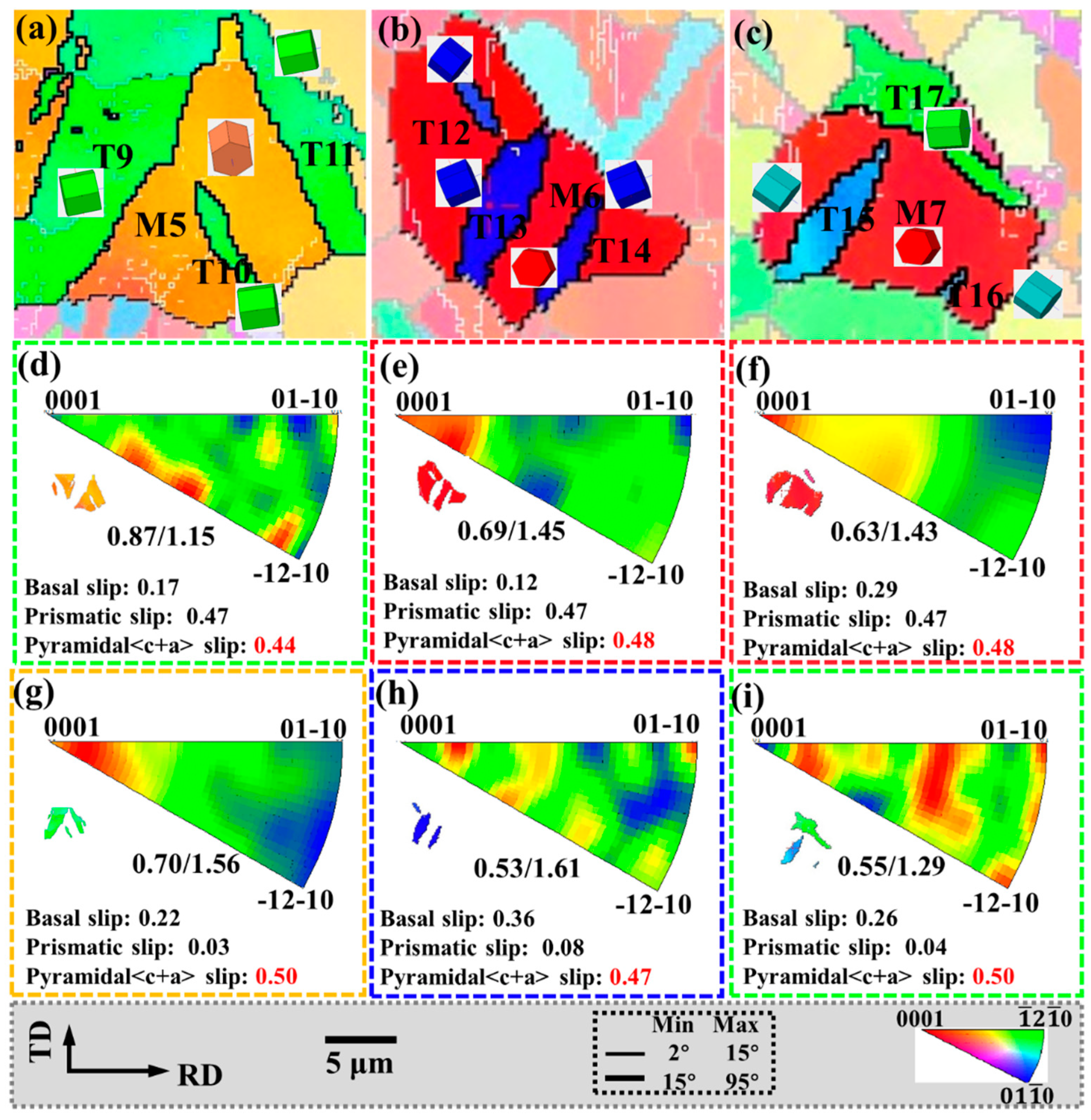
3.4. Relationship between Twinning and Slip
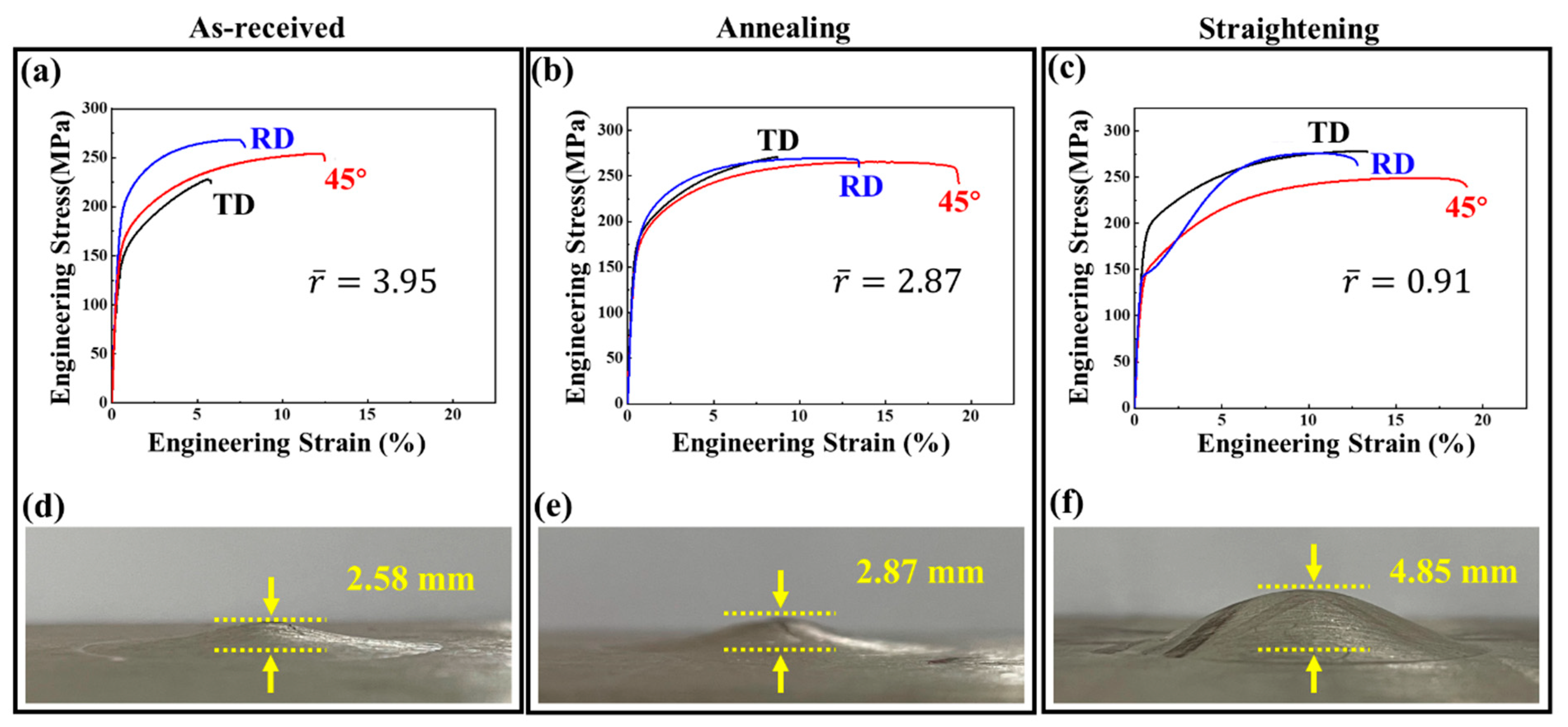
3.5. Mechanical Response after Bending and Straightening
4. Conclusions
- Both twinning and dynamic recrystallization lead to the deflection of the basal plane, which effectively weakens the basal texture. At the same time, various grain orientations also play a positive role in promoting the activation of the non-basal slip system.
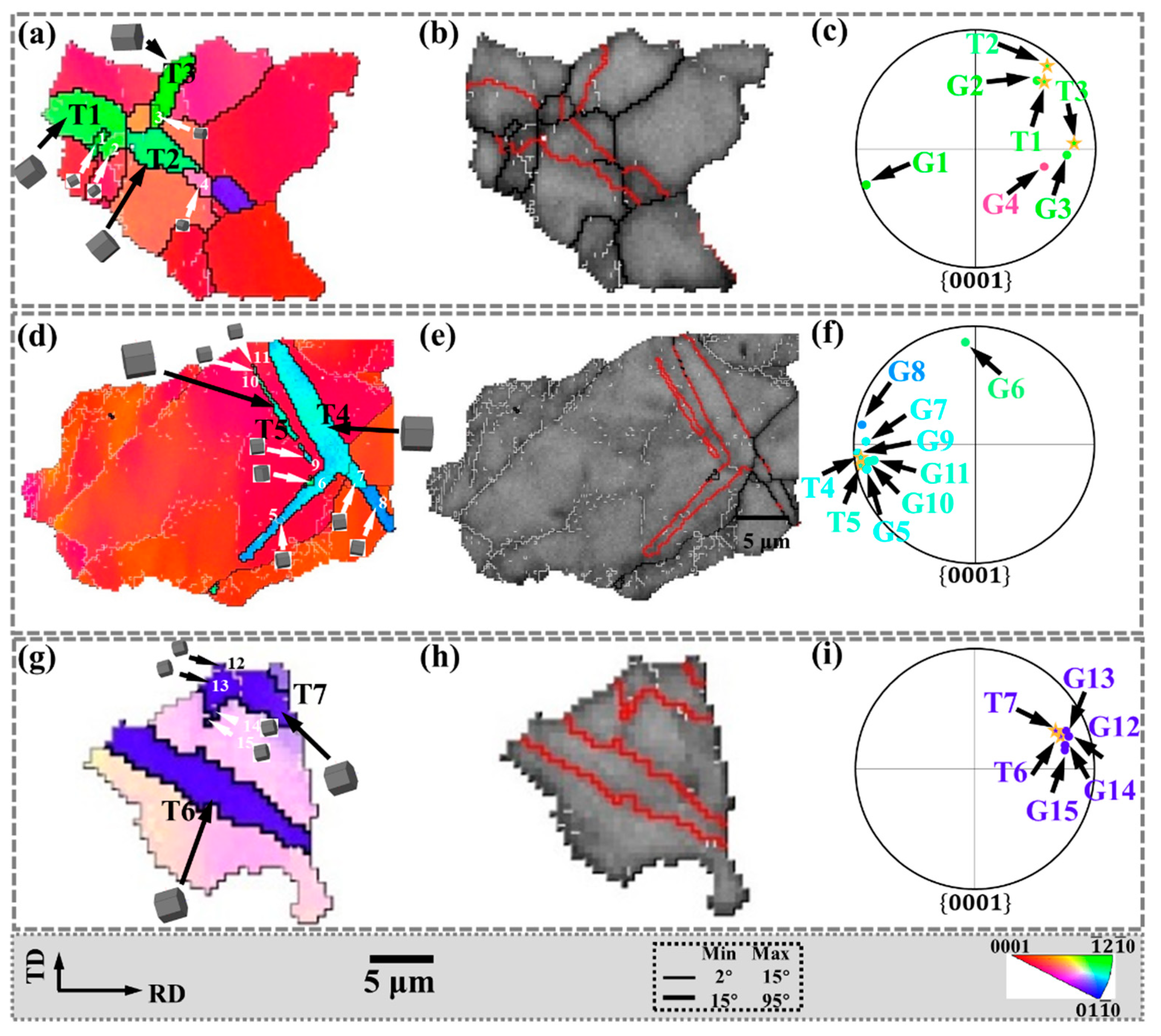
- Part of the continuous dynamic recrystallization (CDRX) and discontinuous dynamic recrystallization (DDRX) inherit the grain orientation of the parent grains, and the other part has random deviations from the parent grains. The vast majority of twin-ning-assisted dynamic recrystallization (TDRX) can effectively inherit the grain orientation of the parent grain and retain the orientation relationship of the twin.
- When the parent grains are basal orientation, the dynamic recrystallization that deviates from the grain orientation of the parent grains is beneficial to the weakening of the basal texture. When the orientation of the parent grains is non-basal plane orientation, the formation of dynamic recrystallization that inherits its orientation will promote the increase of non-basal oriented grains and play a further role in weakening the basal texture.
- After bending and straightening, the combination of pre-set tensile twinning and various dynamic recrystallization processes leads to the deflection of the basal plane. Combined with grain refinement strengthening and dislocation strengthening, the magnesium alloy plate after bending and straightening obtains good comprehensive mechanical properties. In particular, the stamping performance is significantly improved.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tian, J.; Deng, J.; Ma, R.; Chang, Y.; Liang, W.; Ma, J. Pre-control of annealing temperature on the uniformity of deformed structure of wrought magnesium alloy. Mater. Lett. 2021, 305, 130820. [Google Scholar] [CrossRef]
- Prasad, S.V.S.; Verma, K.; Mishra, R.K.; Kumar, V.; Singh, S. The role and significance of Magnesium in modern day research-A review. J. Magnes. Alloy. 2022, 10, 1–61. [Google Scholar] [CrossRef]
- Deng, J.-F.; Tian, J.; Zhou, Y.; Chang, Y.; Liang, W.; Ma, J. Plastic deformation mechanism and hardening mechanism of rolled Rare-Earth magnesium alloy thin sheet. Mater. Des. 2022, 218, 110678. [Google Scholar] [CrossRef]
- Yang, Y.; Xiong, X.; Chen, J.; Peng, X.; Chen, D.; Pan, F. Research advances in magnesium and magnesium alloys worldwide in 2020. J. Magnes. Alloy. 2021, 9, 705–747. [Google Scholar] [CrossRef]
- Tian, J.; Shi, Q.-X.; Meng, L.-X.; Deng, J.-F.; Liang, W.; Ma, J.-Y. Initiation and Suppression of Crack Propagation during Magnesium Alloy Rolling. Materials 2021, 14, 5217. [Google Scholar] [CrossRef]
- Tian, J.; Deng, J.; Shi, Q.; Chang, Y.; Liang, W.; Zhang, W. Effect of Temperature Field and Stress Field of Different Crack Behavior on Twins and Dislocations under Mg Alloy Rolling. Materials 2021, 14, 5668. [Google Scholar] [CrossRef]
- Hou, D.; Zhu, Y.; Wen, H. Roles of twinning and slipping in tensile anisotropy of rolled Mg–3Al–Zn alloy. Mater. Sci. Eng. A 2021, 823, 141748. [Google Scholar] [CrossRef]
- Song, J.; She, J.; Chen, D.; Pan, F. Latest research advances on magnesium and magnesium alloys worldwide. J. Magnes. Alloy. 2020, 8, 1–41. [Google Scholar] [CrossRef]
- Tian, J.; Lu, H.; Zhang, W.; Nie, H.; Shi, Q.; Deng, J.; Liang, W.; Wang, L. An effective rolling process of magnesium alloys for suppressing edge cracks: Width-limited rolling. J. Magnes. Alloy. 2021, in press. [Google Scholar] [CrossRef]
- Song, B.; Guo, N.; Liu, T.; Yang, Q. Improvement of formability and mechanical properties of magnesium alloys via pre-twinning: A review. Mater. Des. 2014, 62, 352–360. [Google Scholar] [CrossRef]
- Foley, D.; Al-Maharbi, M.; Hartwig, K.; Karaman, I.; Kecskes, L.; Mathaudhu, S. Grain refinement vs. crystallographic texture: Mechanical anisotropy in a magnesium alloy. Scr. Mater. 2011, 64, 193–196. [Google Scholar] [CrossRef]
- Huang, X.; Suzuki, K.; Chino, Y. Influences of initial texture on microstructure and stretch formability of Mg–3Al–1Zn alloy sheet obtained by a combination of high temperature and subsequent warm rolling. Scr. Mater. 2010, 63, 395–398. [Google Scholar] [CrossRef]
- Tian, J.; Deng, J.-F.; Chang, Y.; Shi, Q.-X.; Liang, W.; Ma, J. A study of unstable fracture of a magnesium alloy caused by uneven microstructure. Mater. Lett. 2022, 314, 131799. [Google Scholar] [CrossRef]
- Park, S.H.; Hong, S.-G.; Lee, C.S. Enhanced stretch formability of rolled Mg–3Al–1Zn alloy at room temperature by initial {10–12} twins. Mater. Sci. Eng. A 2013, 578, 271–276. [Google Scholar] [CrossRef]
- Jiang, L.; Jonas, J.; Mishra, R.; Luo, A.; Sachdev, A.; Godet, S. Twinning and texture development in two Mg alloys subjected to loading along three different strain paths. Acta Mater. 2007, 55, 3899–3910. [Google Scholar] [CrossRef]
- Xin, Y.; Wang, M.; Zeng, Z.; Huang, G.; Liu, Q. Tailoring the texture of magnesium alloy by twinning deformation to improve the rolling capability. Scr. Mater. 2011, 64, 986–989. [Google Scholar] [CrossRef]
- Huo, Q.; Yang, X.; Sun, H.; Li, B.; Qin, J.; Wang, J.; Ma, J. Enhancement of tensile ductility and stretch formability of AZ31 magnesium alloy sheet processed by cross-wavy bending. J. Alloys Compd. 2013, 581, 230–235. [Google Scholar] [CrossRef]
- Kim, S.-J.; Lee, C.; Koo, J.; Lee, J.; Lee, Y.-S.; Kim, D. Improving the room-temperature formability of a magnesium alloy sheet by texture control. Mater. Sci. Eng. A 2018, 724, 156–163. [Google Scholar] [CrossRef]
- Kim, S.-J.; Yim, C.D.; Lee, Y.-S.; Yoon, J.-H.; Lee, J.H. Controlling the microstructure of magnesium alloy sheet during rolling. Mater. Sci. Eng. A 2014, 596, 216–221. [Google Scholar] [CrossRef]
- Guglielmi, P.O.; Ziehmer, M.; Lilleodden, E.T. On a novel strain indicator based on uncorrelated misorientation angles for correlating dislocation density to local strength. Acta Mater. 2018, 150, 195–205. [Google Scholar] [CrossRef]
- Du, P.; Furusawa, S.; Furushima, T. Continuous observation of twinning and dynamic recrystallization in ZM21 magnesium alloy tubes during locally heated dieless drawing. J. Magnes. Alloy. 2022, 10, 730–742. [Google Scholar] [CrossRef]
- Gui, Y.; Ouyang, L.; Cui, Y.; Bian, H.; Li, Q.; Chiba, A. Grain refinement and weak-textured structures based on the dynamic recrystallization of Mg–9.80Gd–3.78Y–1.12Sm–0.48Zr alloy. J. Magnes. Alloy. 2021, 9, 456–466. [Google Scholar] [CrossRef]
- Dong, B.; Che, X.; Wang, Q.; Meng, M.; Gao, Z.; Ma, J.; Yang, F.; Zhang, Z. Refining the microstructure and modifying the texture of the AZ80 alloy cylindrical tube by the rotating backward extrusion with different rotating revolutions. J. Alloys Compd. 2020, 836, 155442. [Google Scholar] [CrossRef]
- Tang, L.; Liu, C.; Chen, Z.; Ji, D.; Xiao, H. Microstructures and tensile properties of Mg–Gd–Y–Zr alloy during multidirectional forging at 773 K. Mater. Des. 2013, 50, 587–596. [Google Scholar] [CrossRef]
- Zhang, H.; Bai, X.; Hou, M.; Wang, L.; Zhang, Q.; Fan, J.; Wu, Y.; Dong, H.; Xu, B. Enhancing compressive mechanical properties of rolled AZ31 Mg alloy plates by pre-compression. Mater. Sci. Eng. A 2020, 772, 138686. [Google Scholar] [CrossRef]
- Zhang, H.; Yang, M.; Hou, M.; Wang, L.; Zhang, Q.; Fan, J.; Li, W.; Dong, H.; Liu, S.; Xu, B. Effect of pre-existing {101¯2} extension twins on mechanical properties, microstructure evolution and dynamic recrystallization of AZ31 Mg alloy during uniaxial compression. Mater. Sci. Eng. A 2019, 744, 456–470. [Google Scholar] [CrossRef]
- Pan, X.; Wang, L.; Li, Y.; Xue, L.; Lu, P.; Huang, G.; Xing, B.; Zheng, L.; Wang, H.; Qi, F.; et al. Twinning and dynamic recrystallization behaviors during inchoate deformation of pre-twinned AZ31 Mg alloy sheet at elevated temperatures. J. Alloys Compd. 2022, 917, 165495. [Google Scholar] [CrossRef]
- Fatemi-Varzaneh, S.M.; Zarei-Hanzaki, A.; Beladi, H. Dynamic recrystallization in AZ31 magnesium alloy. Mater. Sci. Eng. A 2007, 456, 52–57. [Google Scholar] [CrossRef]
- Kim, S.-H.; Lee, S.; Moon, B.G.; Kim, H.S.; Park, S.H. Variation in dynamic deformation behavior and resultant yield asymmetry of AZ80 alloy with extrusion temperature. J. Mater. Sci. Technol. 2020, 46, 225–236. [Google Scholar] [CrossRef]
- Lin, B.; Zhang, H.; Meng, Y.; Wang, L.; Fan, J.; Zhang, S.; Roven, H.J. Deformation behavior, microstructure evolution, and dynamic recrystallization mechanism of an AZ31 Mg alloy under high-throughput gradient thermal compression. Mater. Sci. Eng. A 2022, 847, 143338. [Google Scholar] [CrossRef]
- Barnett, M.R. Twinning and the ductility of magnesium alloys: Part I: “Tension” twins. Mater. Sci. Eng. A 2007, 464, 1–7. [Google Scholar] [CrossRef]
- Deng, J.-F.; Tian, J.; Chang, Y.; Zhou, Y.; Liang, W.; Ma, J. The role of {10–12} tensile twinning in plastic deformation and fracture prevention of magnesium alloys. Mater. Sci. Eng. A 2022, 853, 143678. [Google Scholar] [CrossRef]
- Zhang, H.; Jérusalem, A.; Salvati, E.; Papadaki, C.; Fong, K.S.; Song, X.; Korsunsky, A.M. Multi-scale mechanisms of twinning-detwinning in magnesium alloy AZ31B simulated by crystal plasticity modeling and validated via in situ synchrotron XRD and in situ SEM-EBSD. Int. J. Plast. 2019, 119, 43–56. [Google Scholar] [CrossRef]
- Xu, S.W.; Kamado, S.; Honma, T. Recrystallization mechanism and the relationship between grain size and Zener–Hollomon parameter of Mg–Al–Zn–Ca alloys during hot compression. Scr. Mater. 2010, 63, 293–296. [Google Scholar] [CrossRef]
- Ma, Q.; Li, B.; Marin, E.; Horstemeyer, S. Twinning-induced dynamic recrystallization in a magnesium alloy extruded at 450 °C. Scr. Mater. 2011, 65, 823–826. [Google Scholar] [CrossRef]
- Li, Y.; Hou, P.; Wu, Z.; Feng, Z.; Ren, Y.; Choo, H. Dynamic recrystallization of a wrought magnesium alloy: Grain size and texture maps and their application for mechanical behavior predictions. Mater. Des. 2021, 202, 109562. [Google Scholar] [CrossRef]
- Zhu, Y.; Hou, D.; Li, Q. Quasi in-situ EBSD analysis of twinning-detwinning and slip behaviors in textured AZ31 magnesium alloy subjected to compressive-tensile loading. J. Magnes. Alloy. 2022, 10, 956–964. [Google Scholar] [CrossRef]
- Chun, Y.B.; Battaini, M.; Davies, C.H.J.; Hwang, S.K. Distribution Characteristics of In-Grain Misorientation Axes in Cold-Rolled Commercially Pure Titanium and Their Correlation with Active Slip Modes. Met. Mater. Trans. A 2010, 41, 3473–3487. [Google Scholar] [CrossRef]
- Mann, G.; Griffiths, J.; Cáceres, C. Hall-Petch parameters in tension and compression in cast Mg–2Zn alloys. J. Alloys Compd. 2004, 378, 188–191. [Google Scholar] [CrossRef]
- Wu, P.D.; Guo, X.Q.; Qiao, H.; Lloyd, D.J. A constitutive model of twin nucleation, propagation and growth in magnesium crystals. Mater. Sci. Eng. A 2015, 625, 140–145. [Google Scholar] [CrossRef]
- El Kadiri, H.; Kapil, J.; Oppedal, A.L.; Hector, L.G.; Agnew, S.R.; Cherkaoui, M.; Vogel, S.C. The effect of twin–twin interactions on the nucleation and propagation of {101¯2} twinning in magnesium. Acta Mater. 2013, 61, 3549–3563. [Google Scholar] [CrossRef]
- Wu, L.; Agnew, S.; Brown, D.; Stoica, G.; Clausen, B.; Jain, A.; Fielden, D.; Liaw, P. Internal stress relaxation and load redistribution during the twinning–detwinning-dominated cyclic deformation of a wrought magnesium alloy, ZK60A. Acta Mater. 2008, 56, 3699–3707. [Google Scholar] [CrossRef]
- Huang, X.; Suzuki, K.; Saito, N. Textures and stretch formability of Mg–6Al–1Zn magnesium alloy sheets rolled at high temperatures up to 793K. Scr. Mater. 2009, 60, 651–654. [Google Scholar] [CrossRef]
- Christian, W.J.; Mahajan, S. Deformation twinning. Prog. Mater. Sci. 1995, 39, 1–157. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | YS/MPa | UTS/MPa | FE/% | r-Value | -Value | IE/mm | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RD | 45° | TD | RD | 45° | TD | RD | 45° | TD | RD | 45° | TD | |||
| AR | 187 | 150 | 134 | 270 | 253 | 230 | 8.1 | 12.9 | 6.3 | 2.76 | 2.50 | 8.05 | 3.95 | 2.58 |
| AS | 166 | 160 | 169 | 270 | 265 | 270 | 13.5 | 19.3 | 8.7 | 1.60 | 2.27 | 5.36 | 2.87 | 2.87 |
| SS | 141 | 132 | 175 | 276 | 250 | 280 | 12.8 | 19.4 | 13.8 | 0.97 | 0.77 | 1.13 | 0.91 | 4.85 |
| Samples | Average Value | σ2 ( Value) | Average IE Value/mm | σ2 (IE) |
|---|---|---|---|---|
| AR | 3.90 ± 0.05 | 1.70 × 10−3 | 2.43 ± 0.4 | 5.34 × 10−2 |
| AS | 2.84 ± 0.05 | 1.67 × 10−3 | 2.85 ± 0.1 | 2.17 × 10−3 |
| SS | 0.93 ± 0.02 | 3.00 × 10−4 | 4.81 ± 0.1 | 1.20 × 10−3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, J.; Tian, J.; Zhou, Y.; Chang, Y.; Liang, W.; Ma, J.
Enhanced Formability of Magnesium Alloy Rolled Plates by
Deng J, Tian J, Zhou Y, Chang Y, Liang W, Ma J.
Enhanced Formability of Magnesium Alloy Rolled Plates by
Deng, Jiafei, Jing Tian, Yancai Zhou, Yuanying Chang, Wei Liang, and Jinyao Ma.
2022. "Enhanced Formability of Magnesium Alloy Rolled Plates by