Molecular Dynamics Simulation of Fe-Based Metal Powder Oxidation during Laser Powder Bed Fusion

Abstract
:1. Introduction
2. Simulation Processes and Methods
2.1. ReaxFF Force Field
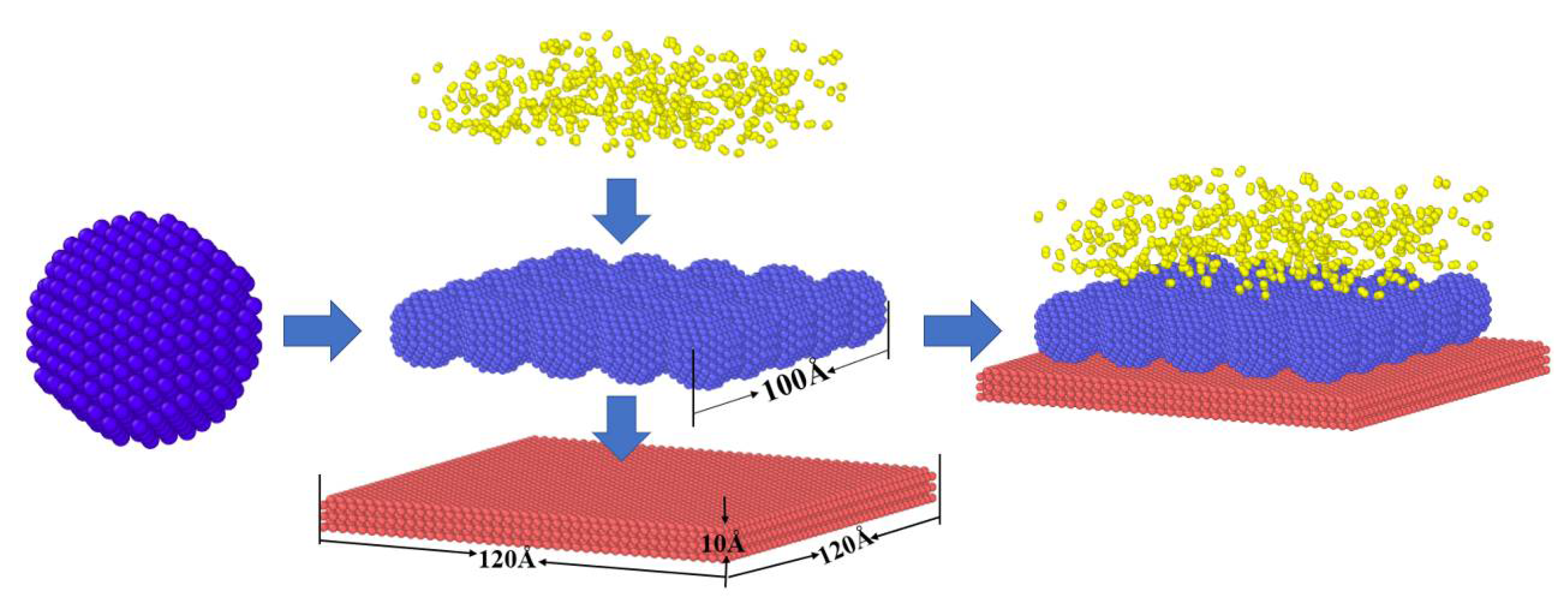
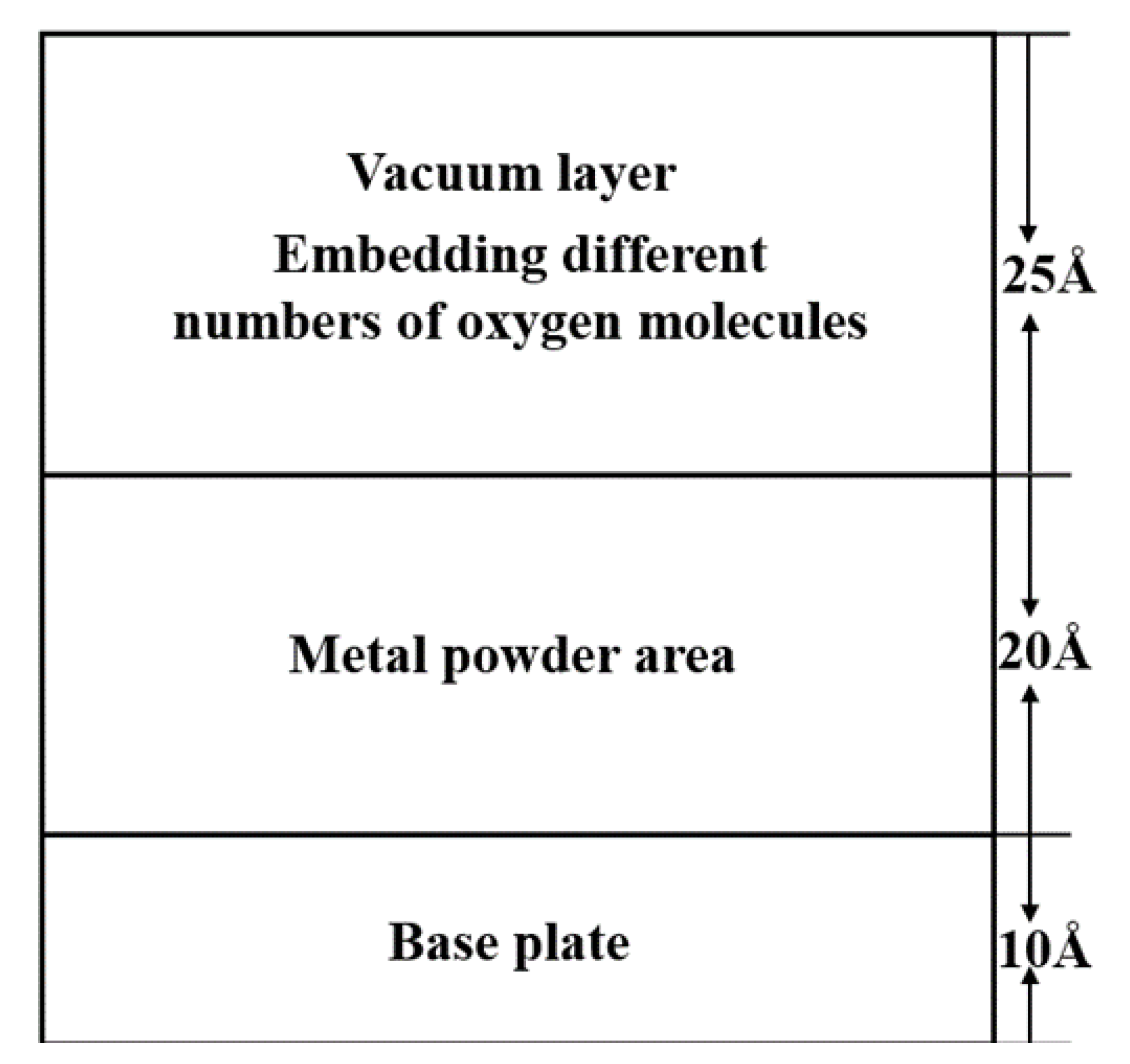
2.2. Model Setup
2.3. Simulation Parameters
2.4. Loading of the Laser Light Source
2.5. Simulation of Laser Powder Bed Fusion Process
3. Results and Discussion
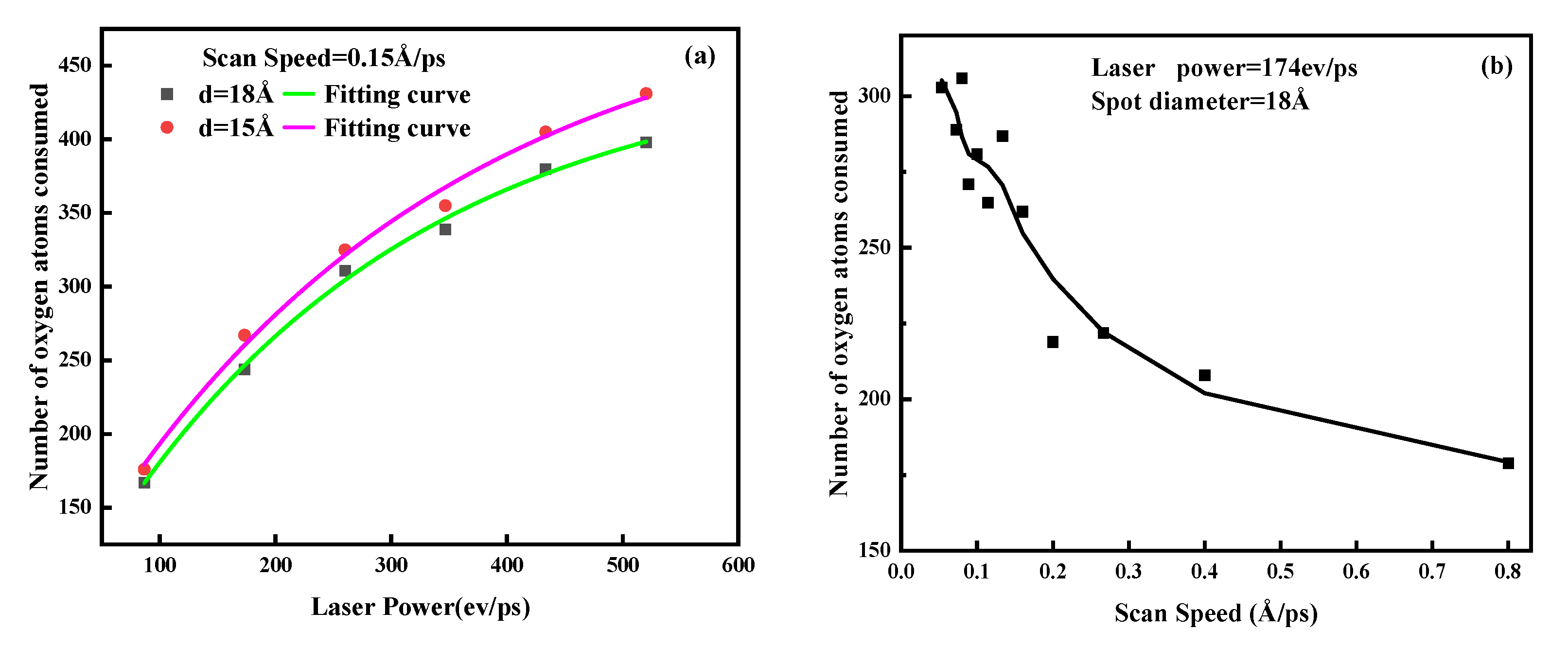
3.1. The Effect of Process Parameters on The Degree of Oxidation
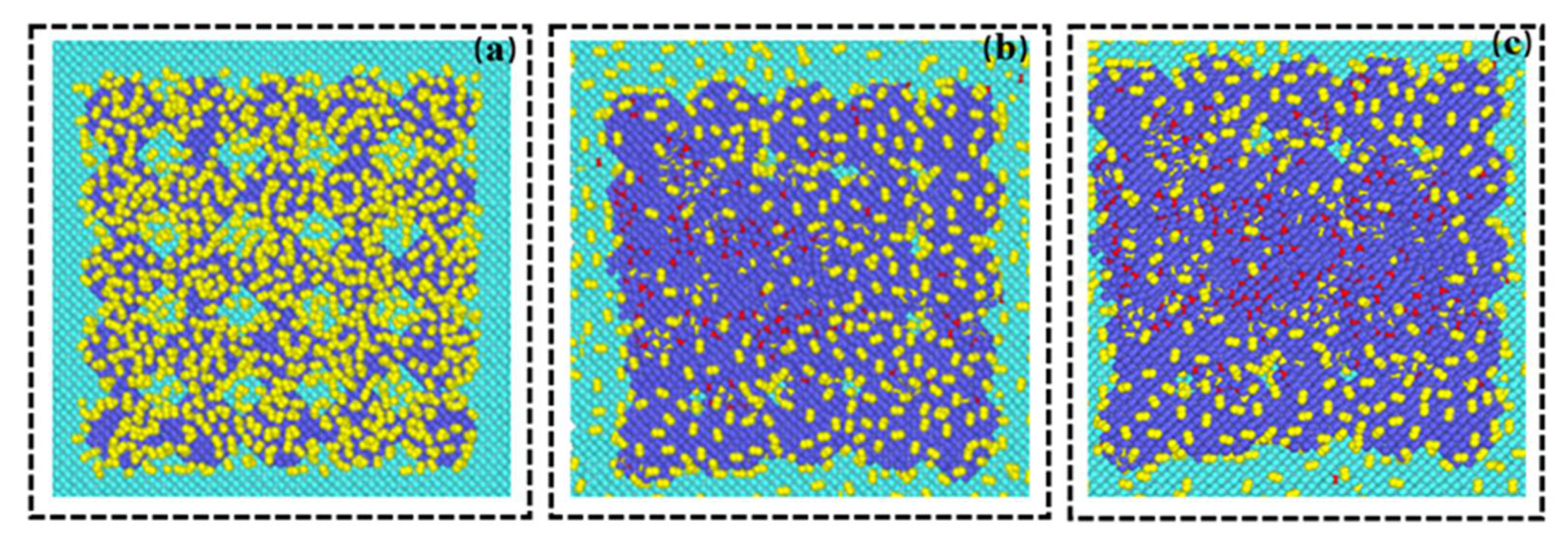
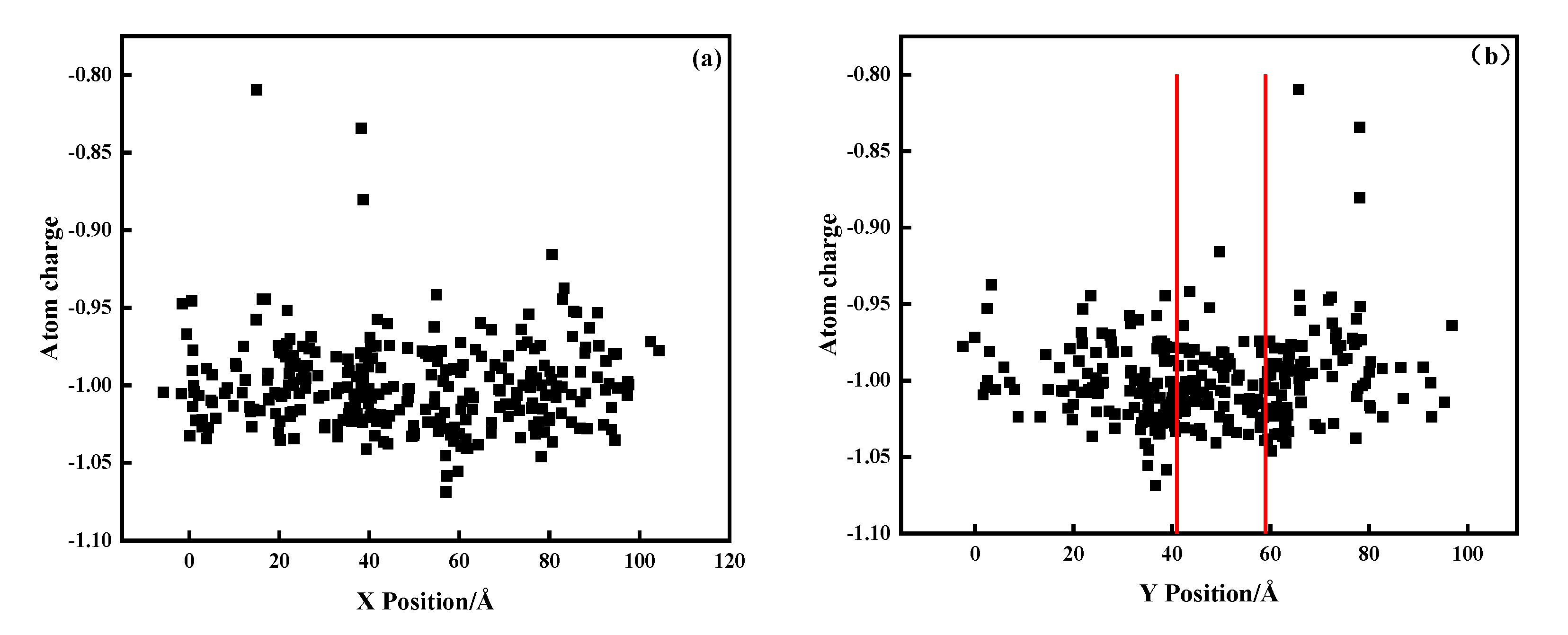
3.2. Oxidation Concentration near the Laser Melt Channel
3.3. Effect of Oxygen Concentration on the Oxidation Degree
3.4. Oxidation Kinetics
4. Conclusions
- (1)
- The L-PBF parameters had a great influence on the degree of metal oxidation. The greater the laser power, the greater the degree of metal oxidation, the greater the scanning speed, and the smaller the degree of metal oxidation. We summarized the influence of parameters in terms of energy density. The laser power and scanning speed affected the input energy density; the greater the energy input per unit time, the higher the temperature of the resulting melt pool, and the larger the melt pool area. The greater the probability of interactions between oxygen molecules and metal atoms on the surface of the molten pool, the greater the degree of metal oxidation.
- (2)
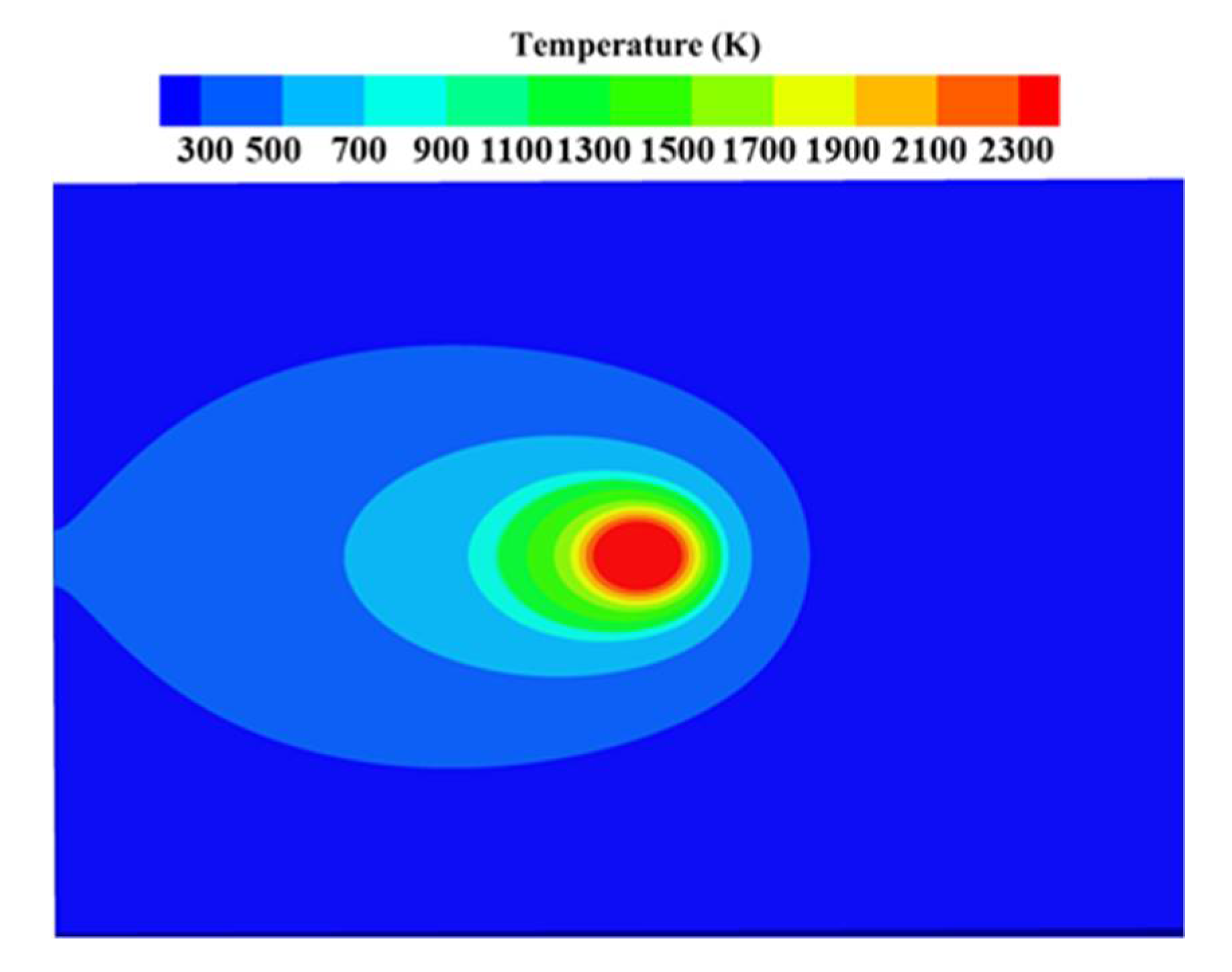
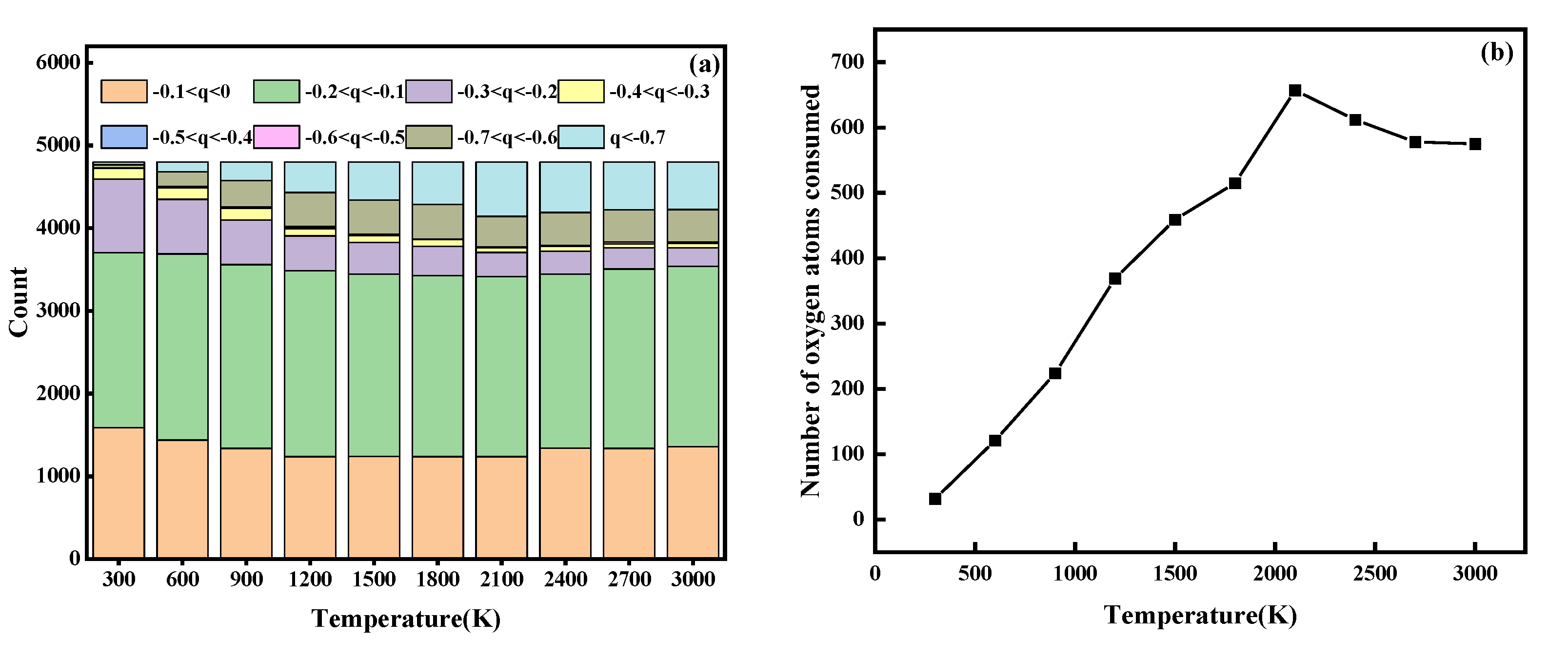
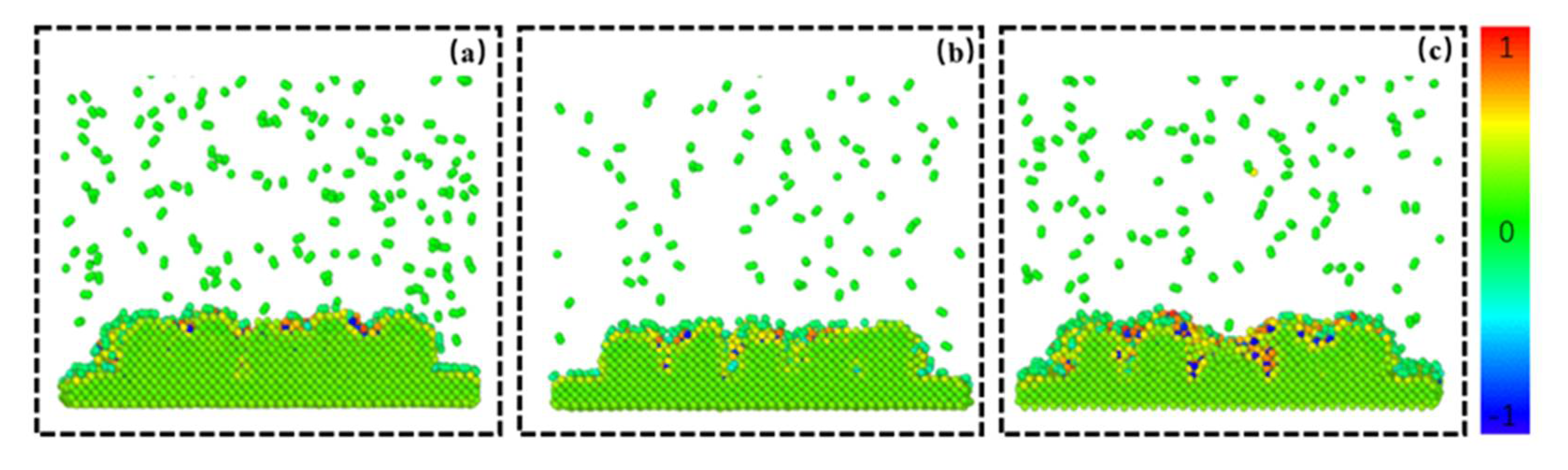
- Due to the existence of thermal radiation and thermal conduction between metal atoms, the energy input by the laser caused a temperature gradient in the molten pool and nearby areas. The temperature distribution area was divided into the melting zone and heat-affected zone. In the heat-affected zone, we observed an oxidation con-centration phenomenon that was related to temperature. The solubility of oxygen molecules in the molten metal increased with the temperature, which increased the probability of contact and dissociation between metal atoms and oxygen molecules, thus increasing the oxidation degree of metal.
- (3)
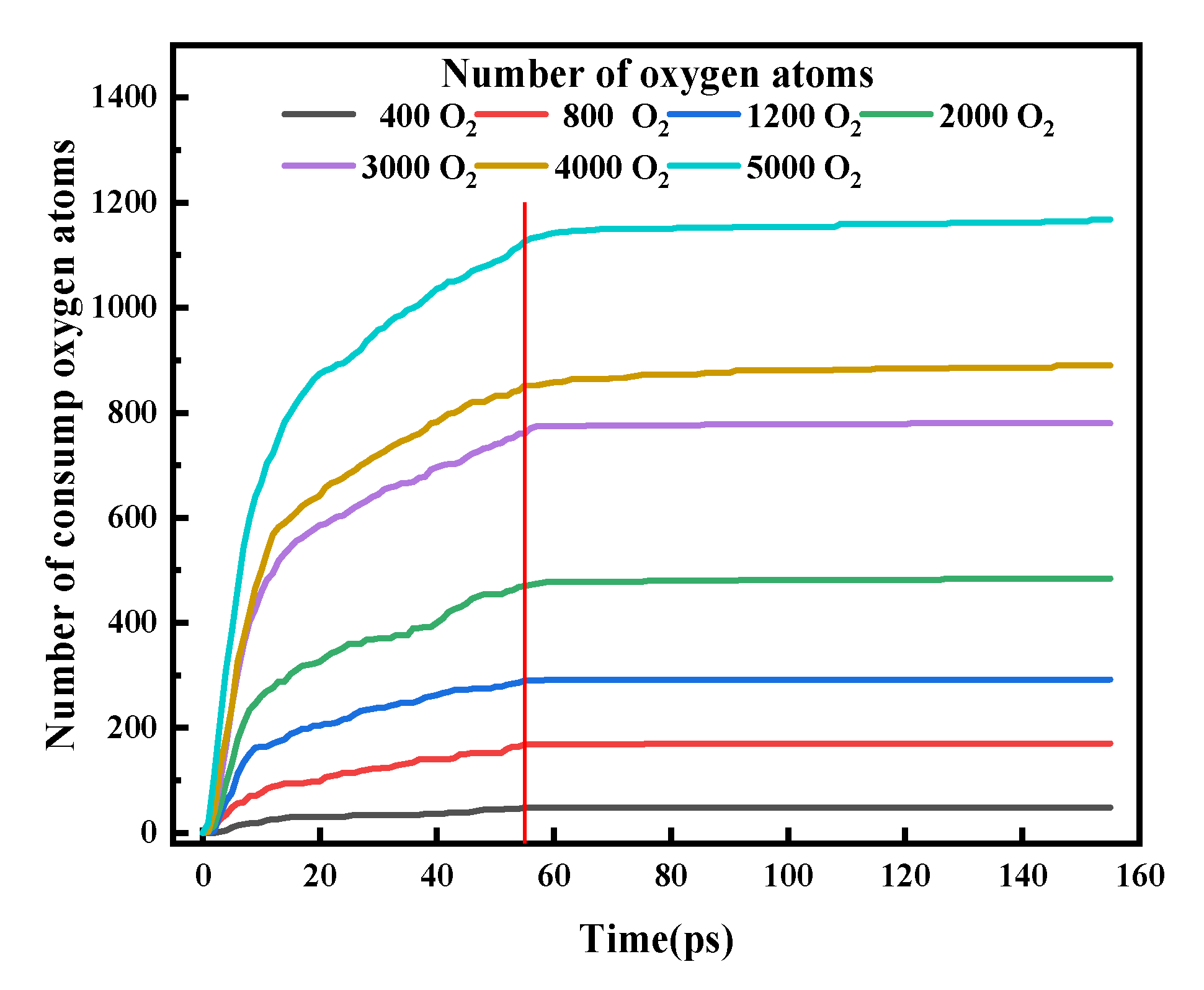
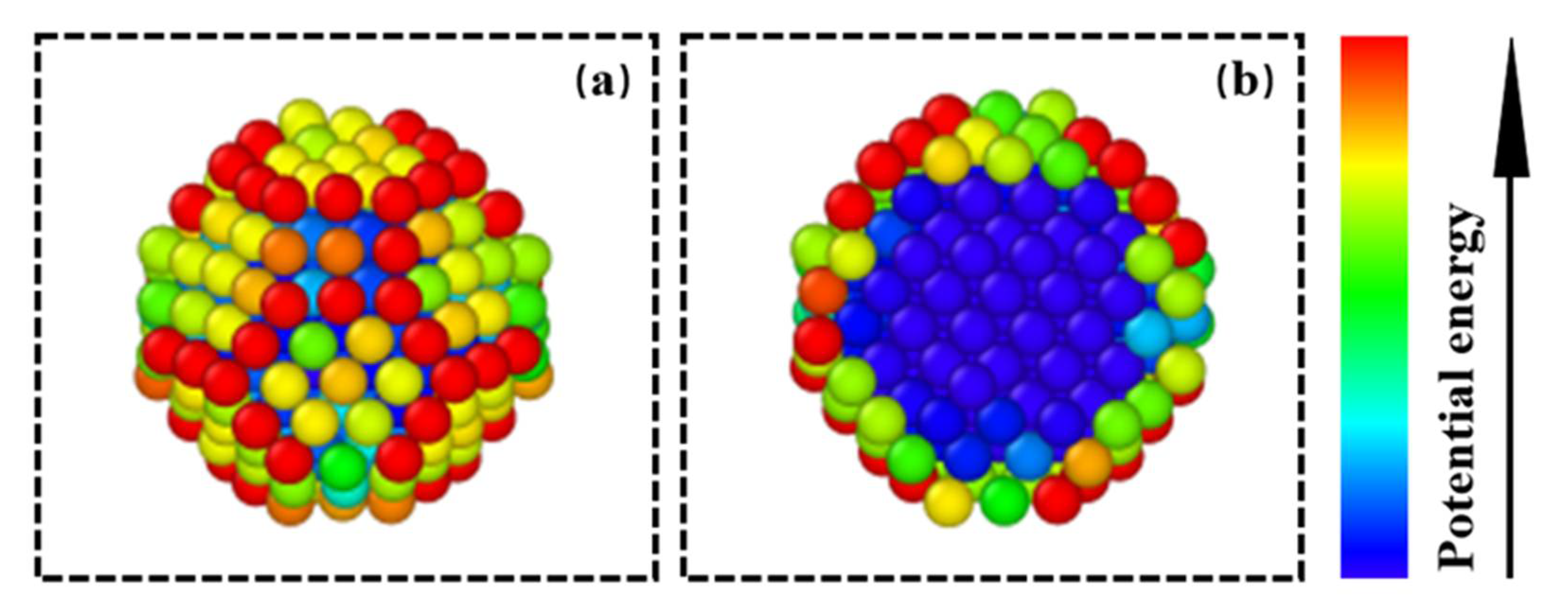
- When studying the effect of oxygen concentration on the oxidation degree, the simulation process was divided into two parts: scanning and cooling. Oxidation mainly occurred during laser scanning and hardly occurred during cooling. The average thickness of the oxide film increased as the oxygen concentration increases. Oxygen atoms diffused in the metal matrix in an unsteady state. Under the same oxygen concentration, the thickness of each part of the oxide film was not the same. The thickness of the oxide film is related to the potential energy of the iron atoms in the region. The atoms located at the edges and corners had higher atomic potential due to their low coordination number, and it was easier to break through the energy barrier generated by the transfer of electrons from metal to oxygen in the early stage of oxidation, so the oxide film near this position was thicker.
- (4)
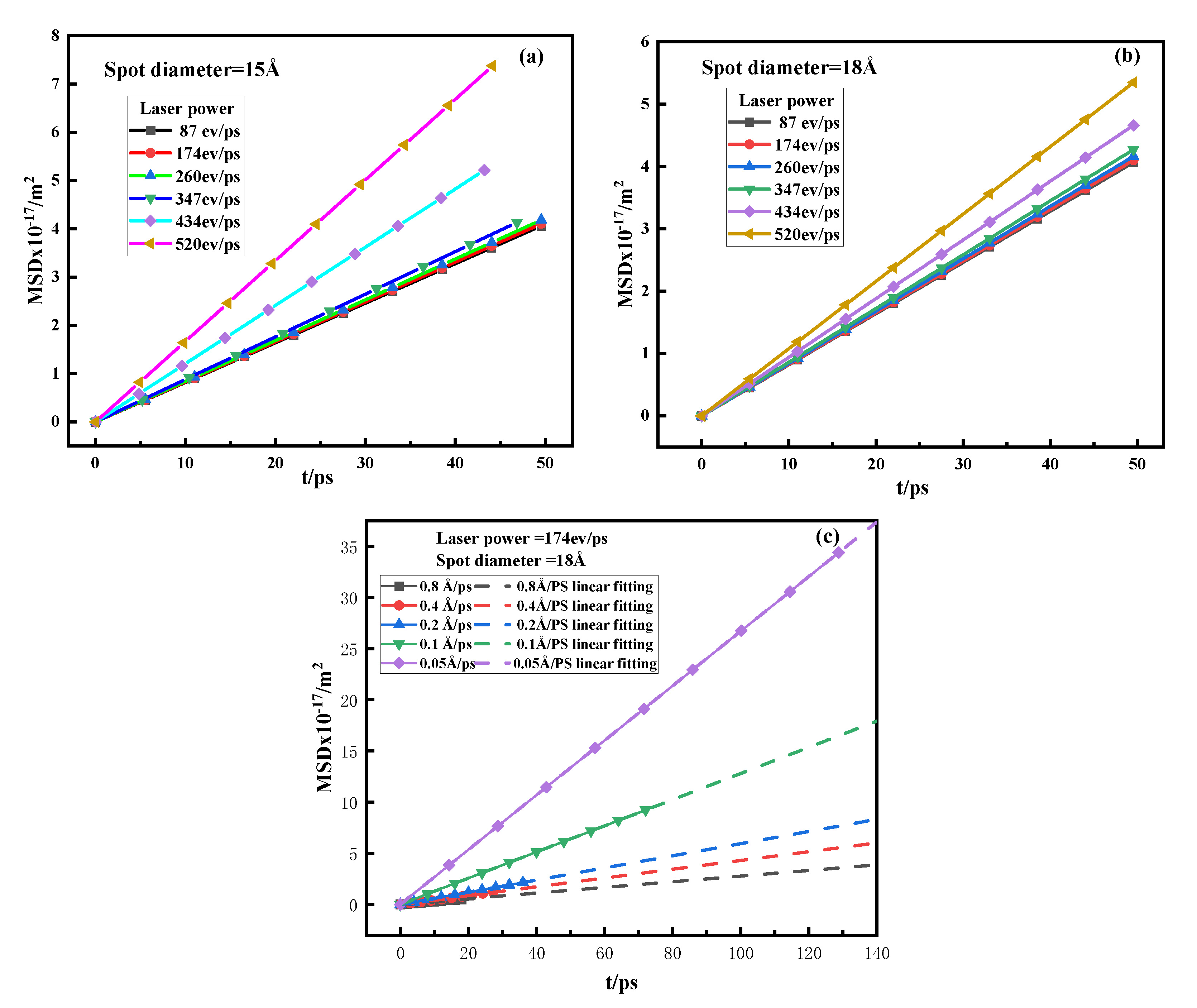
- In the L-PBF process, the oxidation mainly includes the adsorption of oxygen molecules on the metal matrix, the dissociation of the matrix surface, and the diffusion of oxygen or matrix atoms. The diffusion rate of oxygen atoms is much higher than that of iron atoms, the growth of oxide films is mainly dominated by the insertion and diffusion of oxygen atoms in the matrix. By calculating the diffusion coefficient of oxygen atoms under different process parameters, we found that the effect of process parameters on the diffusion coefficient was consistent with the effect on the degree of oxidation. The degree of metal oxidation increased with the increase in the diffusion coefficient. This proves that in L-PBF, the degree of oxidation of the building blocks is mainly controlled by diffusion. Process parameters affect the temperature by affecting the energy input. The higher the temperature, the greater the diffusion coefficient of oxygen atoms in the metal and the greater the degree of oxidation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Keicher, D. Beyond Rapid Prototyping to Direct Fabrication: Forming Metallic Hardware Directly from a CAD Solid Model. Mater. Technol. 1998, 13, 5–7. [Google Scholar] [CrossRef]
- Arcella, F.G.; Froes, F.H. Producing titanium aerospace components from powder using laser forming. JOM 2000, 52, 28–30. [Google Scholar] [CrossRef]
- Bidulsky, R.; Gobber, F.S.; Bidulska, J.; Ceroni, M.; Kvackaj, T.; Grande, M.A. Coated Metal Powders for Laser Powder Bed Fusion (L-PBF) Processing: A Review. Metals 2021, 11, 1831. [Google Scholar] [CrossRef]
- Bhushan, B.; Caspers, M. An overview of additive manufacturing (3D printing) for microfabrication. Microsyst. Technol. 2017, 23, 1117–1124. [Google Scholar] [CrossRef]
- Vaezi, M.; Seitz, H.; Yang, S. A review on 3D micro-additive manufacturing technologies. Int. J. Adv. Manuf. Technol. 2012, 67, 1721–1754. [Google Scholar] [CrossRef]
- Ziętala, M.; Durejko, T.; Polański, M.; Kunce, I.; Płociński, T.; Zieliński, W.; Łazińska, M.; Stępniowski, W.; Czujko, T.; Kurzydłowski, K.J.; et al. The microstructure, mechanical properties and corrosion resistance of 316L stainless steel fabricated using laser engineered net shaping. Mater. Sci. Eng. A 2016, 677, 1–10. [Google Scholar] [CrossRef]
- Järvinen, J.-P.; Matilainen, V.; Li, X.; Piili, H.; Salminen, A.; Mäkelä, I.; Nyrhilä, O. Characterization of Effect of Support Structures in Laser Additive Manufacturing of Stainless Steel. Phys. Procedia 2014, 56, 72–81. [Google Scholar] [CrossRef]
- Badrossamay, M.; Childs, T. Further studies in selective laser melting of stainless and tool steel powders. Int. J. Mach. Tools Manuf. 2007, 47, 779–784. [Google Scholar] [CrossRef]
- Wang, D.; Yang, Y.; Liu, R.; Xiao, D.; Sun, J. Study on the designing rules and processability of porous structure based on selective laser melting (SLM). J. Mater. Process. Technol. 2013, 213, 1734–1742. [Google Scholar] [CrossRef]
- Lou, X.; Song, M.; Emigh, P.W.; Othon, M.A.; Andresen, P.L. On the stress corrosion crack growth behaviour in high temperature water of 316L stainless steel made by laser powder bed fusion additive manufacturing. Corros. Sci. 2017, 128, 140–153. [Google Scholar] [CrossRef]
- Lou, X.; Othon, M.A.; Rebak, R.B. Corrosion fatigue crack growth of laser additively-manufactured 316L stainless steel in high temperature water. Corros. Sci. 2017, 127, 120–130. [Google Scholar] [CrossRef]
- Anderson, S.; Baca, G.; O’Connor, M. NEET-AMM Final Technical Report on Laser Direct Manufacturing (LDM) for Nuclear Power Components; U.S. Department of Energy: Washington, DC, USA, 2015; p. 2015. [CrossRef]
- Ozawa, S.; Morohoshi, K.; Hibiya, T. Influence of Oxygen Partial Pressure on Surface Tension of Molten Type 304 and 316 Stainless Steels Measured by Oscillating Droplet Method Using Electromagnetic Levitation. ISIJ Int. 2014, 54, 2097–2103. [Google Scholar] [CrossRef]
- He, L.; Zhao, H.; Niu, W. Understanding the effect of oxygen on weld pool and keyhole in laser beam welding. J. Laser Appl. 2018, 30, 012003. [Google Scholar] [CrossRef]
- Lou, X.; Andresen, P.L.; Rebak, R.B. Oxide inclusions in laser additive manufactured stainless steel and their effects on impact toughness and stress corrosion cracking behavior. J. Nucl. Mater. 2018, 499, 182–190. [Google Scholar] [CrossRef]
- Leung, C.L.A.; Marussi, S.; Towrie, M.; Atwood, R.C.; Withers, P.J.; Lee, P.D. The effect of powder oxidation on defect formation in laser additive manufacturing. Acta Mater. 2018, 166, 294–305. [Google Scholar] [CrossRef]
- Tan, J.H.; Wong, W.L.E.; Dalgarno, K.W. An overview of powder granulometry on feedstock and part performance in the selective laser melting process. Addit. Manuf. 2017, 18, 228–255. [Google Scholar] [CrossRef]
- Gu, D.; Dai, D. Role of melt behavior in modifying oxidation distribution using an interface incorporated model in selective laser melting of aluminum-based material. J. Appl. Phys. 2016, 120, 083104. [Google Scholar] [CrossRef]
- Yasa, E.; Deckers, J.; Kruth, J.P. The investigation of the influence of laser re-melting on density, surface quality and microstructure of selective laser melting parts. Rapid Prototyp. J. 2011, 17, 312–327. [Google Scholar] [CrossRef]
- Yang, X.; Gao, F.; Tang, F.; Hao, X.; Li, Z. Effect of Surface Oxides on the Melting and Solidification of 316L Stainless Steel Powder for Additive Manufacturing. Met. Mater. Trans. A-Phys. Metall. Mater. Sci. 2021, 52, 4518–4532. [Google Scholar] [CrossRef]
- Jia, Q.; Gu, D. Selective laser melting additive manufactured Inconel 718 superalloy parts: High-temperature oxidation property and its mechanisms. Opt. Laser Technol. 2014, 62, 161–171. [Google Scholar] [CrossRef]
- Na, T.-W.; Kim, W.R.; Yang, S.-M.; Kwon, O.; Park, J.M.; Kim, G.-H.; Jung, K.-H.; Lee, C.-W.; Park, H.-K.; Kim, H.G. Effect of laser power on oxygen and nitrogen concentration of commercially pure titanium manufactured by selective laser melting. Mater. Charact. 2018, 143, 110–117. [Google Scholar] [CrossRef]
- Steen, W.M.; Mazumder, J. Laser Material Processing, 4th ed.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 248–251. [Google Scholar]
- Błoński, P.; Kiejna, A.; Hafner, J. Dissociative adsorption ofO2molecules on O-precovered Fe(110) and Fe(100): Density-functional calculations. Phys. Rev. B 2008, 77, 155424. [Google Scholar] [CrossRef]
- Clavier, G.; Desbiens, N.; Bourasseau, E.; Lachet, V.; Brusselle-Dupend, N.; Rousseau, B. Computation of elastic constants of solids using molecular simulation: Comparison of constant volume and constant pressure ensemble methods. Mol. Simul. 2017, 43, 1413–1422. [Google Scholar] [CrossRef]
- Yang, S.; Yun, S.-H.; Oda, T. Molecular dynamics simulation on stability and diffusivity of hydrogen around a symmetric tilt grain boundary in bcc-Fe. Fusion Eng. Des. 2018, 131, 105–110. [Google Scholar] [CrossRef]
- Wu, M.; Zhang, X.; Ma, F.; Dong, S.; Yang, W.; Jiang, J. Influence of different configurations of Fe nanoparticles on the melting point: A molecular dynamics simulation. Bull. Mater. Sci. 2021, 44, 1–9. [Google Scholar] [CrossRef]
- Van Duin, A.C.T.; Dasgupta, S.; Lorant, F.; Goddard, W.A. ReaxFF: A Reactive Force Field for Hydrocarbons. J. Phys. Chem. A 2001, 105, 9396–9409. [Google Scholar] [CrossRef]
- Senftle, T.P.; Hong, S.; Islam, M.; Kylasa, S.B.; Zheng, Y.; Shin, Y.K.; Junkermeier, C.; Engel-Herbert, R.; Janik, M.J.; Aktulga, H.M.; et al. The ReaxFF Reactive Force-Field: Development, Applications and Future Directions. NPJ Comput. Mater. 2016, 2, 15011. [Google Scholar] [CrossRef]
- Campbell, T.J.; Aral, G.; Ogata, S.; Kalia, R.K.; Nakano, A.; Vashishta, P. Oxidation of aluminum nanoclusters. Phys. Rev. B 2005, 71, 205413. [Google Scholar] [CrossRef]
- Perron, A.; Garruchet, S.; Politano, O.; Aral, G.; Vignal, V. Oxidation of nanocrystalline aluminum by variable charge molecular dynamics. J. Phys. Chem. Solids 2010, 71, 119–124. [Google Scholar] [CrossRef] [Green Version]
- Hasnaoui, A.; Politano, O.; Salazar, J.M.; Aral, G. Nanoscale oxide growth on Al single crystals at low temperatures: Variable charge molecular dynamics simulations. Phys. Rev. B 2006, 73, 035427. [Google Scholar] [CrossRef]
- Ai, L.; Zhou, Y.; Huang, H.; Lv, Y.; Chen, M. A reactive force field molecular dynamics simulation of nickel oxidation in supercritical water. J. Supercrit. Fluids 2018, 133, 421–428. [Google Scholar] [CrossRef]
- Abell, G.C. Empirical chemical pseudopotential theory of molecular and metallic bonding. Phys. Rev. B Condens Matter 1985, 31, 6184–6196. [Google Scholar] [CrossRef] [PubMed]
- Tersoff, J. New empirical approach for the structure and energy of covalent systems. Phys. Rev. B Condens Matter 1988, 37, 6991–7000. [Google Scholar] [CrossRef] [PubMed]
- Brenner, D.W. Empirical potential for hydrocarbons for use in simulating the chemical vapor deposition of diamond films. Phys. Rev. B Condens Matter 1990, 42, 9458–9471. [Google Scholar] [CrossRef] [PubMed]
- Aryanpour, M.; van Duin, A.C.T.; Kubicki, J.D. Development of a Reactive Force Field for Iron−Oxyhydroxide Systems. J. Phys. Chem. A 2010, 114, 6298–6307. [Google Scholar] [CrossRef]
- Aktulga, H.M.; Fogarty, J.C.; Pandit, S.A.; Grama, A.Y. Parallel Reactive Molecular Dynamics: Numerical Methods and Algorithmic Techniques. Parallel Comput. 2012, 38, 245–259. [Google Scholar] [CrossRef]
- Plimpton, S. Fast Parallel Algorithms for Short-Range Molecular Dynamics. J. Comput. Phys. 1995, 117, 1–19. [Google Scholar] [CrossRef]
- Jiang, Q.; Liu, H.; Li, J.; Yang, D.; Zhang, Y.; Yang, W. Atomic-level understanding of crystallization in the selective laser melting of Fe50Ni50 amorphous alloy. Addit. Manuf. 2020, 34, 101369. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, H.; Mo, J.; Wang, M.; Chen, Z.; He, Y.; Yang, W.; Tang, C. Atomic-scale structural evolution in selective laser melting of Cu50Zr50 metallic glass. Comput. Mater. Sci. 2018, 150, 62–69. [Google Scholar] [CrossRef]
- Jiang, S.; Zhang, Y.; Gan, Y.; Chen, Z.; Peng, H. Molecular dynamics study of neck growth in laser sintering of hollow silver nanoparticles with different heating rates. J. Phys. D Appl. Phys. 2013, 46, 335302. [Google Scholar] [CrossRef]
- Singla, A.K.; Banerjee, M.; Sharma, A.; Singh, J.; Bansal, A.; Gupta, M.K.; Khanna, N.; Shahi, A.; Goyal, D.K. Selective laser melting of Ti6Al4V alloy: Process parameters, defects and post-treatments. J. Manuf. Process. 2021, 64, 161–187. [Google Scholar] [CrossRef]
- Kasperovich, G.; Haubrich, J.; Gussone, J.; Requena, G. Correlation between porosity and processing parameters in TiAl6V4 produced by selective laser melting. Mater. Des. 2016, 105, 160–170. [Google Scholar] [CrossRef]
- Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Biamino, S.; Lombardi, M.; Atzeni, E.; Salmi, A.; Minetola, P.; Iuliano, L.; Fino, P. Overview on Additive Manufacturing Technologies. Proc. IEEE 2017, 105, 593–612. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Maity, T.; Das, J.; Eckert, J. Is the energy density a reliable parameter for materials synthesis by selective laser melting? Mater. Res. Lett. 2017, 5, 386–390. [Google Scholar] [CrossRef]
- Eo, D.-R.; Park, S.-H.; Cho, J.-W. Inclusion evolution in additive manufactured 316L stainless steel by laser metal deposition process. Mater. Des. 2018, 155, 212–219. [Google Scholar] [CrossRef]
- Carter, L.N.; Wang, X.; Read, N.; Khan, R.; Aristizabal, M.; Essa, K.; Attallah, M. Process optimisation of selective laser melting using energy density model for nickel based superalloys. Mater. Sci. Technol. 2016, 32, 657–661. [Google Scholar] [CrossRef]
- Yuan, P.; Gu, D. Molten pool behaviour and its physical mechanism during selective laser melting of TiC/AlSi10Mg nanocomposites: Simulation and experiments. J. Phys. D Appl. Phys. 2015, 48, 5303. [Google Scholar] [CrossRef]
- del Campo, L.; Pérez-Sáez, R.B.; Tello, M.J. Iron oxidation kinetics study by using infrared spectral emissivity measurements below 570 °C. Corros. Sci. 2008, 50, 194–199. [Google Scholar] [CrossRef]
- Vink, T.; Der Kinderen, J.; Gijzeman, O.; Geus, J.; Van Zoest, J. Oxidation of Fe(100): Reconstruction and oxide growth at elevated temperatures. Appl. Surf. Sci. 1986, 26, 357–366. [Google Scholar] [CrossRef]
- Pilling, N.B. The oxidation of metals at high temperature. J. Inst. Met. 1923, 29, 529–582. [Google Scholar]
- Cabeera, N. The Oxidation of Metals. In Semiconductor Surface Physics; Kingston, R.H., Ed.; University of Pennsylvania Press: Philadelphia, PA, USA, 1957; Volume 4, pp. 327–348. Available online: http://www.jstor.org/stable/j.ctv512sg7.23 (accessed on 6 June 2022).
- Bachhav, M.; Pawar, G.; Vurpillot, F.; Danoix, R.; Danoix, F.; Hannoyer, B.; Dong, Y.; Marquis, E.A. Interpreting the Presence of an Additional Oxide Layer in Analysis of Metal Oxides–Metal Interfaces in Atom Probe Tomography. J. Phys. Chem. C 2018, 123, 1313–1319. [Google Scholar] [CrossRef]
- Li, D.-S.; Dai, Q.-X.; Cheng, X.-N.; Wang, R.-R.; Huang, Y. High-Temperature Oxidation Resistance of Austenitic Stainless Steel Cr18Ni11Cu3Al3MnNb. J. Iron Steel Res. Int. 2012, 19, 74–78. [Google Scholar] [CrossRef]
- Subbaraman, R.; Deshmukh, S.A.; Sankaranarayanan, S.K. Atomistic Insights into Early Stage Oxidation and Nanoscale Oxide Growth on Fe(100), Fe(111) and Fe(110) Surfaces. J. Phys. Chem. C 2013, 117, 5195–5207. [Google Scholar] [CrossRef]
- Lu, C.; Ni, S.; Chen, W.-K.; Liao, J.; Zhang, C. A molecular modeling study on small molecule gas transportation in poly (chloro-p-xylylene). Comput. Mater. Sci. 2010, 49, S65–S69. [Google Scholar] [CrossRef]
- Cui, Z.; Zhou, X.; Meng, Q. Atomic-Scale Mechanism Investigation of Mass Transfer in Laser Fabrication Process of Ti-Al Alloy via Molecular Dynamics Simulation. Metals 2020, 10, 1660. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Structure Name | Number of Atoms | Cell Size/Å |
|---|---|---|
| Single ball | 339 | R = 10 |
| Power | 8475 | 100 × 100 × 20 |
| Base | 10335 | 120 × 120 × 10 |
| Oxygen | 3862 | 100 × 100 × 30 |
| Laser Power (ev/ps) | Spot Diameter (Å) | Scan Speed (Å/ps) | |
|---|---|---|---|
| The effect of laser power on the degree of oxidation in Section 3.1. | 87 | 15 and 18 | 0.15 |
| 174 | |||
| 260 | |||
| 347 | |||
| 434 | |||
| 520 | |||
| The effect of scanning speed on the degree of oxidation in Section 3.1. | 174 | 18 | 0.8 |
| 0.4 | |||
| 0.2 | |||
| 0.16 | |||
| 0.10 | |||
| 0.08 | |||
| 0.05 | |||
| Others | 174 | 18 | 0.16 |
| Number of oxygen atoms | Except for 3.3, the number of oxygen atoms is 2000. | ||
| Number of Oxygen Molecules | Maximum Depth of Oxygen Atom/Å | Minimum Depth of Oxygen Atom/Å | Average Thickness of Oxide Film/Å |
|---|---|---|---|
| 400 | 2.8351 | 0.943 | 1.227 |
| 800 | 3.136 | 0.667 | 1.291 |
| 1200 | 4.909 | 0.796 | 1.940 |
| 2000 | 5.207 | 0.761 | 2.066 |
| 3000 | 5.724 | 0.654 | 2.375 |
| 4000 | 6.290 | 0.362 | 2.486 |
| 5000 | 7.653 | 0.484 | 3.012 |
| Laser Power (ev/ps) | 87 | 174 | 260 | 347 | 434 | 520 |
| Spot diameter =15 Å | 1.366 | 1.381 | 1.407 | 1.471 | 2.011 | 2.785 |
| Spot diameter =18 Å | 1.368 | 1.380 | 1.401 | 1.437 | 1.569 | 1.799 |
| Scan Speed (Å/ps) | 0.8 | 0.4 | 0.2 | 0.1 | 0.05 |
| 0.4598 | 0.7147 | 0.9890 | 2.1317 | 4.4492 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Zhou, X. Molecular Dynamics Simulation of Fe-Based Metal Powder Oxidation during Laser Powder Bed Fusion. Materials 2022, 15, 6394. https://doi.org/10.3390/ma15186394
Wang Y, Zhou X. Molecular Dynamics Simulation of Fe-Based Metal Powder Oxidation during Laser Powder Bed Fusion. Materials. 2022; 15(18):6394. https://doi.org/10.3390/ma15186394
Chicago/Turabian StyleWang, Yu, and Xianglin Zhou. 2022. "Molecular Dynamics Simulation of Fe-Based Metal Powder Oxidation during Laser Powder Bed Fusion" Materials 15, no. 18: 6394. https://doi.org/10.3390/ma15186394
APA StyleWang, Y., & Zhou, X. (2022). Molecular Dynamics Simulation of Fe-Based Metal Powder Oxidation during Laser Powder Bed Fusion. Materials, 15(18), 6394. https://doi.org/10.3390/ma15186394