1. Introduction
In industries such as the automotive and aerospace sectors, reduction in fuel utilisation and the emission of harmful gases is one of the priorities for years to come. This can be achieved by using lightweight materials, such as aluminium and its alloys, instead of traditional iron-based alloys. Amongst various joining techniques, initially, resistance spot welding (RSW), laser welding, etc., were employed for joining aluminium and its alloys [
1,
2]. However, these welding processes have many disadvantages, such as porosity, cracking, severe wear of the electrode tip, etc. As a result, various industries were on the lookout for alternative methods, and the automobile industry came up with a process known as friction stir spot welding (FSSW). FSSW is a most promising method for joining various materials, because it does not add weight to the material to be joined, and is also a cost-effective method [
3,
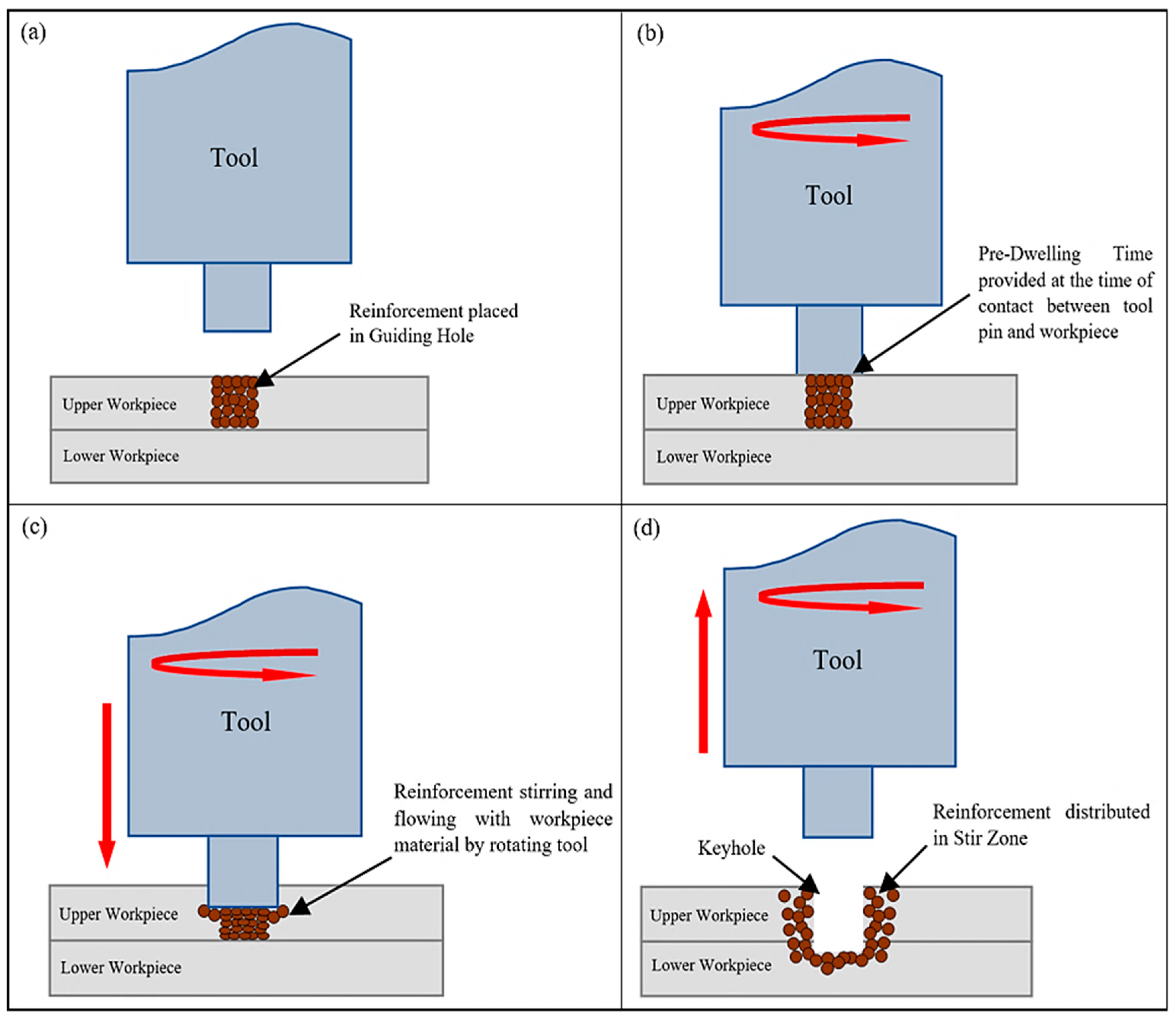
4]. FSSW starts with plunging the rotating tool into the workpieces, and after reaching a predefined depth the tool rotates and stirs the material in the stirring zone. During stirring, the temperature of the workpiece material rises due to friction, and reaches a value where the workpiece becomes soft and plastically deformed. When this process is ideally employed, the mixing of the workpiece material takes place without any significant change in its phase and microstructure, proving that the process is a solid-state joining process [
5]. This can be attributed to the fact that the melting of the material leads to coarsening of the grains as grain boundaries break down during melting, and when the material cools down, those grains combine to form bigger grains, affecting the material properties. However, during the FSSW process, the material only deforms plastically, and finer grains are formed. A schematic of the FSSW process is shown in
Figure 1. The quality of the weld produced by the FSSW process depends on various parameters, such as plunge depth, tool rotation speed, dwell time, plunge rate, tool configuration, etc.
Many research investigations have been carried out on the effects of process parameters on the output characteristics of welded joints, such as micro-hardness, tensile–shear load, etc. Uematsu et al. [
6] described an inverse relationship of tool rotation speed and tool holding time with respect to tensile–shear strength, i.e., tensile–shear strength improved with the decrease in tool rotation speed and increase in tool holding time. However, cross-tension strength was inversely proportional to both. Gerlich et al. [
7] also made a similar observation about tool rotation speed and strain rate, i.e., the weld strength increased with the decrease in tool rotation speed and increase in strain rate. In addition, they observed that size of the welded area did not change at higher tool rotation speeds. Conversely, Lathabai et al. [
8] and Yuan et al. also [
9] noted a bell-shaped curve between weld strength and tool rotation speed. Hence, higher tool rotation speed resulted in lower weld strength. This may be attributed to the increased heat input with the increase in the tool rotational speed, leading to coarsening of the grains in the weld zone, which resulted in reduced weld strength [
10].
During FSSW, the tool experiences thrust forces while plunging into the workpiece, leading to wear of the tool and damage to the microstructure of the workpiece material. Hence, to reduce this damage and improve the performance of the process, researchers have investigated different methods of preheating workpieces before starting the plunging stage [
11]. Shen et al. [
12] used resistance heating rods for preheating, and observed an increase in the bonding area and reduction in the number of voids. Another investigation was carried out by Shen et al. [
13] on the effects of preheating and different configurations of dissimilar aluminium–magnesium (Al–Mg) workpieces on weld strength. It was concluded that weld strength was improved with preheating in the case of Mg as the upper workpiece because of increased bond width, whereas in the case of Al as the upper workpiece, a decrease in weld strength was observed because of increased intermetallic compounds as compared to having Mg on top. Another method of preheating—i.e., heating with induction coil—was used by Sun et al. [
14], and an enhancement in weld strength was observed. Hence, it can be stated that preheating assists in improving the mechanical properties of FSSW. However, the processes used for preheating the FSSW require special equipment, making the process cumbersome and costly. Therefore, this issue needs consideration, in order to provide a technique to preheat the weld in a simple and cost-effective manner.
It can be concluded from the literature that improving weld strength is priority, and in order to achieve this, the incorporation of reinforcements in the weld zone during FSSW has been found to be a reliable option. Initially, friction stir processing was used to alter the surface properties of materials such as brass, aluminium, etc., using nano- and micro-reinforcement particles. The use of these particles resulted in a substantial reduction in the grain size of the welded samples [
15,
16,
17]. After that, the technique was used for improving the performance of FSSW. Researchers have reported different studies on the effects of distribution of reinforcements such as B
4C, SiC, etc., combined with other parameters such as tool rotation speed, dwell time, etc., on the mechanical and microstructural properties of FSSW [
18]. Among various reinforcements, SiC is considered a valuable contender because of its properties, such as lower thermal expansion coefficient, higher melting point, etc. Investigations have been carried on FSSW of aluminium alloys [
19], magnesium alloys [
20], copper [
21], and other materials reinforced with silicon carbide during welding, and researchers have observed an increase in weld strength as well as the micro-hardness of welds, with homogeneous distribution of SiC particles in the welded area. Hence, it can be concluded that the incorporation of SiC particles in FSSW is a prominent method of enhancing the weld properties. However, the incorporation of SiC particles alone is not enough; their homogeneous distribution in the welded area is also a major contributor. This can be achieved by proper stirring and mixing of the SiC particles with plastically deformed workpiece materials by selecting appropriate process parameters.
With regards to the above discussion, it is clear that tool rotation speed, along with preheating or pre-dwelling time, helps in achieving material flow by generating the required amount of heat via friction, which can help in homogeneous mixing of reinforcements in the welded area, and serves the purpose of improving weld performance. However, selecting the right combination of levels of these parameters is a complicated task. Hence, optimisation of parameters is necessary to simplify the selection of parameters to obtain improved results. Therefore, various mathematical and statistical models have been developed in order to reduce the human resources and time consumed during experimentation [
22]. Acharya et al. [
23] welded dissimilar materials using FSSW and optimised the process parameters using the Taguchi method. Bozkurt and Bilici [
24] also used the Taguchi method to optimise the process parameters to weld dissimilar aluminium alloys. An attempt was made by Bilici et al. [
25] to optimize FSSW tool materials and process parameters using the Taguchi method. Meanwhile, Pradhan et al. [
26] attempted a hybrid RSM–WASPAS–grey wolf technique to determine the optimal process parameters for dissimilar FSSW.
The Taguchi method is a robust statistical tool that is frequently used for optimising and analysing industrial processes. The Taguchi method can be applied for cost-effective system design, and it also helps to understand the impact of individual and combined process parameters [
25]. Meanwhile, multi-criteria decision-making (MCDM) has proven to be a dynamic decision-making method that considers several factors in order to choose the appropriate process parameters. Hence, both techniques have proven to be better and more economical techniques for optimisation. However, there is limited literature available on the optimisation of the FSSW process using MCDM or hybrid MCDM–Taguchi techniques.
This paper presents a combined technique of the Taguchi method and multi-criteria decision making (MCDM)—i.e., weighted aggregated sum product assessment (WASPAS)—to optimise process parameters and analyse the results obtained at optimal values. The best-suited hybrid MCDM–Taguchi model—i.e., the WASPAS–Taguchi model—was established for understanding the effects and importance of process parameters on output quality characteristics, i.e., tensile–shear load and micro-hardness.
5. Confirmation Test and Comparison of FSSW with and without SiC Particles Obtained under Optimal Process Parameters
In order to verify the predicted optimal parameters (3.5 mm guiding hole diameter, 1700 rpm tool rotation speed, and 14 s of pre-dwelling time), experimental runs were carried out under optimal conditions, and both tensile–shear load and micro-hardness were calculated as output responses. The obtained values of tensile–shear load and micro-hardness were 5145 N and 101 Hv0.1, respectively, which were greater than the tensile–shear load and micro-hardness value of the other nine experiments. Hence, the authenticity of the optimised results obtained via the hybrid WASPAS–Taguchi method was verified.
The morphological analysis of FSSW under optimal parameters was carried out, and the results are shown in
Figure 12. The macrograph of the weld showed a clear SZ and hook on either side of the keyhole, bent upwards like a mountain. A homogeneous distribution of SiC particles could be seen from the SEM analysis of the weld, as shown in
Figure 12d. The SiC particles showed complete bonding with the base material, and EDS analysis showed evidence of their presence and the results are identical with the same [
37,
38,
39]. This shows that the optimal parameters helped in inducing sufficient heat for the flow of the material and thorough mixing of the reinforcements and the matrix. There were no voids or partially bonded regions obtained. Hence, a stronger weld was obtained under optimal parameters as compared to the other nine experiments, confirming the success of the established model and these results are completely identical with the previous studies [
40,
41,
42].
Thus, the objective of the present study was to analyse the consequences of adding SiC particles in conventional FSSW in terms of the mechanical and microstructural behaviour of the weld. To carry out our investigation, the results of FSSW with SiC were compared with conventional FSSW, both obtained under optimal conditions. The sample without SiC gave a tensile-shear load of 4169 N and micro-hardness of 85 Hv0.1; when compared with the results of welding with SiC, it was evident that the incorporation of SiC particles as reinforcement increased the weld strength by 23.41% and hardness by 18.8%, as shown in
Figure 13 and
Figure 14, respectively. The enhancement of the properties of the weld with SiC was obtained because of the amazing properties of reinforcement. The low thermal expansion coefficient of SiC offered resistance to the growth of aluminium grains when surrounded by SiC particles. In addition, the difference in the thermal expansion coefficients of SiC and aluminium led to the formation of strain fields or residual stress fields around the SiC particles during cooling of the weld which is comparable with the existing works [
42,
43,
44]. The formation of strain fields led to piling up of dislocations, and when the welded samples were exposed to tensile–shear loading, the SiC particles and piled-up dislocations acted as a barricade and prevented crack propagation. Consequently, greater load was required to break through the SiC particles and accumulated dislocations. The increase in the number of dislocations occurred due to partial relief of the stresses caused by the different thermal expansion coefficients of SiC and the aluminium alloy [
35,
44,
45]. Moreover, the SiC particles acted as a guard, and prevented damage to the aluminium alloy grains which shows similar findings with the existing works [
46,
47,
48]. This process continued until the applied load increased to a level where the SiC–aluminium interface was damaged. It can be inferred that the fracture of the joint first started with damage to the SiC–aluminium interface, and then the crack propagated through the rest of the base material [
36,
49,
50]. Furthermore, the increase in micro-hardness was due to the reduced grain size, as SiC particles help in obtaining a fine grain structure and, according to the Hall–Petch effect, hardness is inversely proportional to grain size; therefore, the micro-hardness of the weld with SiC particles was greater than that of the conventional weld. Additionally, the hardness of SiC particles is greater than that of grains of aluminium, which increased the combined hardness of the composite made in the SZ during welding.


 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}