1. Introduction
Austenitic stainless steels (ASS) are frequently used as construction materials for various components in the chemical, petrochemical and pharmaceutical industries [
1,
2,
3,
4,
5]. Moreover, both low- and normal-carbon-grade types of 304 and 316 ASS have been widely used to construct in-core structures, primary pressure boundary components and also auxiliary systems in nuclear power plants. The main reason for this is their combination of excellent mechanical properties (ductility), machinability and corrosion resistance, especially in high-temperature water [
6,
7,
8]. On the other hand, ASS have lower yield strength compared to other stainless steels. Alloy elements in ASS affect the structure, mechanical and corrosion properties. Elements such as Cr, Mo and Si stabilise ferrite, whereas Ni, Mn, N and C stabilise austenite. High contents of Cr and Mo ensure the good corrosion resistance of ASS. Ni stabilises austenite at normal and low temperatures as well as during plastic deformation. It also provides ASS with excellent toughness.
Though resistant to uniform corrosion, ASS are prone to localized corrosion and stress corrosion cracking (SCC) depending on the structural, compositional and morphological characteristics of the grain boundaries, e.g., on the state of intergranular precipitation [
9,
10,
11,
12].
When ASS are subjected to long-term exposure to a temperature range of 500 °C to 900 °C or slowly cooled from elevated temperatures, the precipitation of a large number of phases occurs (M
23C
6 carbide, sigma, chi and Laves phases) and causes the sensitisation of the steel [
1,
4,
12,
13,
14,
15,
16,
17,
18,
19]. The precipitation of chromium-rich phases along the grain boundaries causes the formation of chromium-depleted zones. If the chromium content near the grain boundaries drops under the passivity limit of 12 wt. %, the steel becomes sensitised [
9,
20]. Sensitisation is the basic reason for intergranular corrosion (IGC) and intergranular stress corrosion cracking (IGSCC) [
12].
M
23C
6 carbide is usually the first phase to be formed in ASS. Significant amounts of carbides can form after a few minutes in a temperature range of 650 °C to 750 °C, depending on the carbon content. However, in both stabilised and non-stabilised austenitic stainless steels, there is at least partial dissolution of M
23C
6 carbide after long ageing times. In non-stabilised steels, the dissolution can also occur if there is significant precipitation of secondary phases such as sigma, chi and Laves phases. M
23C
6 carbide precipitates at grain boundaries, followed by incoherent and coherent twin boundaries and finally at dislocations within the grains. Sigma, which is a common phase in AISI 316L steel, precipitates at temperatures ranging from 550 °C to 900 °C at grain boundaries, twin boundaries and triple points, as well as inside austenite grains [
17,
18,
21]. The kinetics of sigma phase precipitation is very slow, so it can take hundreds to thousands of hours for precipitates to form [
21]. The chi phase, as a minor phase in AISI 316L steel, was observed to precipitate mainly at grain boundaries, at incoherent and coherent twin boundaries and on dislocations inside of the grains at temperatures close to 750 °C [
11]. Chi phase precipitation is faster than the precipitation of the sigma phase due to easier nucleation as well as the ability to dissolve carbon [
21]. A long ageing time also led to the precipitation of a minor Laves phase (Fe
2Mo) in AISI 316L steel with a Mo content of 2–3 wt. %. The Laves phase has regularly shaped particles that precipitate mostly inside of the grains. Sporadically, it can precipitate at the grain boundaries. Cold work (CW), after solution annealing and before ageing, also accelerates the nucleation of M
23C
6 carbide, the sigma phase and the chi phase [
21].
The chemical composition, cold work degree, grain size and time–temperature exposure have significant effects on the sensitisation of ASS [
1,
2,
4,
11]. Time–temperature sensitisation (TTS) diagrams are used to evaluate the influence of these parameters on sensitisation. The TTS diagram has the shape of a C-curve that divides the state of the steel into sensitised or non-sensitised. The nose of this C-curve represents the critical temperature with the minimum time of sensitisation [
21].
The main goal of this study was to determine the relations between AISI 316L steel conditions of thermal deformation treatment and the state of precipitation. The primary focus is on the identification of the type, distribution and chemical composition of secondary phases.
2. Materials and Methods
The chemical composition of the examined AISI 316L (Böhler, Vienna, Austria) steel is given in
Table 1. Solution annealing for 1 h at 1100 °C was applied to the material with subsequent water quenching to eliminate the formation of new precipitates. In this way, treated steel is further referred to as AISI 316L (0% CW). The cold working of AISI 316L (0% CW) was applied at ambient temperature with a deformation of 40% compared to the original sheet thickness. The sample after cold working is further referred to as AISI 316L (40% CW).
AISI 316L (0% CW) steel was annealed using an MLW LM212.11 muffle furnace (VEB Elektro, Berlin, Germany) at 650 °C for 5, 10, 30, 100, 300 and 1000 h to analyse the influence of isothermal annealing on the precipitation of secondary phases. Precipitation is expected after shorter times in austenitic stainless steel after cold work; therefore, AISI 316L (40% CW) steel was annealed at 650 °C for 1, 1.5, 2, 5 and 10 h.
The samples for microstructural analysis were prepared by a standard metallographic procedure (polished up to ~1 μm). Electrolytic etching for 10–30 s in 10% oxalic acid at a 1 A.cm−2 current density was applied as a final step. Microstructural analysis was realised using a light microscope (NEOPHOT 32, Carl Zeiss AG, Stuttgart, Germany). To determine the sensitivity to intergranular corrosion, samples were tested according to ASTM A 262, practice A (oxalic acid etch test). The same metallographic procedure, however, with 90 s etching time, was applied during the corrosion test. To evaluate the intergranular corrosion, three criteria were monitored:
No corrosion at the grain boundaries (step structure);
Grains partially surrounded by deeply etched boundaries (dual structure);
Grains completely surrounded by deeply etched boundaries (ditch structure).
Samples meeting criteria 1 or 2 were considered to be non-sensitised. Samples were classified as sensitised when meeting criteria 3 [
22].
Carbon extraction replicas were used for transmission electron microscopy (TEM) in order to identify secondary phases. TEM analysis was performed using a JEOL 200 CX microscope with an energy-dispersive X-ray spectrometer (EDX) (JEOL Ltd., Tokyo, Japan). Samples were prepared in several steps to perform TEM analysis. After grinding and polishing, etching in 10 mL of H2SO4, 10 mL of HNO3, 20 mL of HF and 50 mL of H2O for 2 to 3 min was realised. Then, a thin layer of carbon was applied to the surface to be further removed from the samples in an 8% solution of HCl in ethanol.
EDX analysis was realised on every type of secondary phase at least 10 times for each sample. In the evaluation of EDX spectra, the standardless method for thin specimens was used.
Thermo-Calc software v.TCW5 (Thermo-Calc Software, version TCW5, Solna, Sweden) [
23] using the TCFE6 database was used to calculate the phase equilibria of the system corresponding to the investigated steel in the temperature range of 500–1000 °C. In the calculation procedure, the total Gibbs energy of the system consisting of contributions of individual phases was minimised at constant temperature and pressure. The particular phases were modelled as a sum of the reference levels of Gibbs energy, the entropy term, excess Gibbs energy and the magnetic term (if plausible, the magnetic ordering). The elements C, N, Cr, Ni, Mn, Mo, Si and Fe were considered in calculations, as well as the phases, such as liquid, delta-ferrite (b.c.c.), austenite (f.c.c.), the Laves phase (h.c.p.), M
6C (f.c.c.), M
23C
6 (f.c.c.), M
7C
3 (orthorhombic), M
3C
2 (orthorhombic), MC (f.c.c.), M
2N (h.c.p.), the sigma phase (tetragonal) and the chi phase (b.c.c.).
4. Discussion
The susceptibility of AISI 316L to intergranular corrosion was evaluated by the oxalic acid etch test. TTS diagrams were created based on the results of this test (
Figure 2a,b) for AISI 316L (0% CW) and AISI 316L (40% CW), respectively.
Table 6 summarises the parameters of C-curves’ critical areas, meaning the critical temperature (T
crit), where sensitisation occurs in the shortest annealing time (t
min). The influence of 40% cold working on the sensitisation of AISI 316L was determined based on these parameters.
Parvathavarthini et al. [
1] studied the sensitisation of AISI 316LN steel (0.043% C, 17.18% Cr, 10.23% Ni, 1.85% Mo and 0.075% N). They set the minimum time necessary to sensitise the steel to t
min ~ 4.4 h at a critical temperature T
krit of ~ 650 °C. In comparison to our results, the differences may be caused by the higher C and N contents in AISI 316LN. In a different paper, Parvathavarthini et al. [
24] set t
min for AISI 316L steel (0.02% C, 18.5% Cr, 11.5% Ni, 2.3% Mo and 0.07% N) to 40 h at a critical temperature of 650 °C. The longer sensitisation time for their AISI 316L (40 h) in comparison to our AISI 316L (10 h) may be caused by the higher N content. Parvathavarthini et al. [
1] investigated the effect of the transformation degree on the sensitisation of AISI 316LN steel (0.043% C, 17.18% Cr, 10.23% Ni, 1.85% Mo and 0.075% N). The critical temperature and minimum time required to sensitise this steel after 25% deformation were 680 °C and 3.6 h. The differences compared to our results could be caused by the lower degree of deformation and increased C and N contents in AISI 316LN steel.
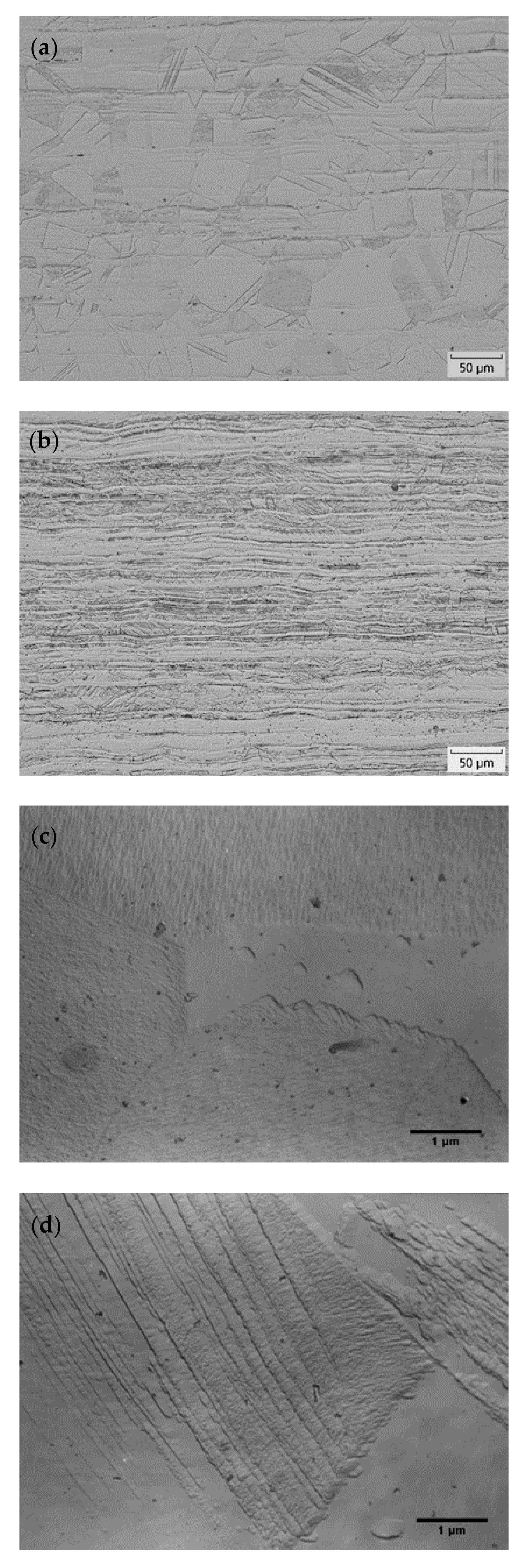
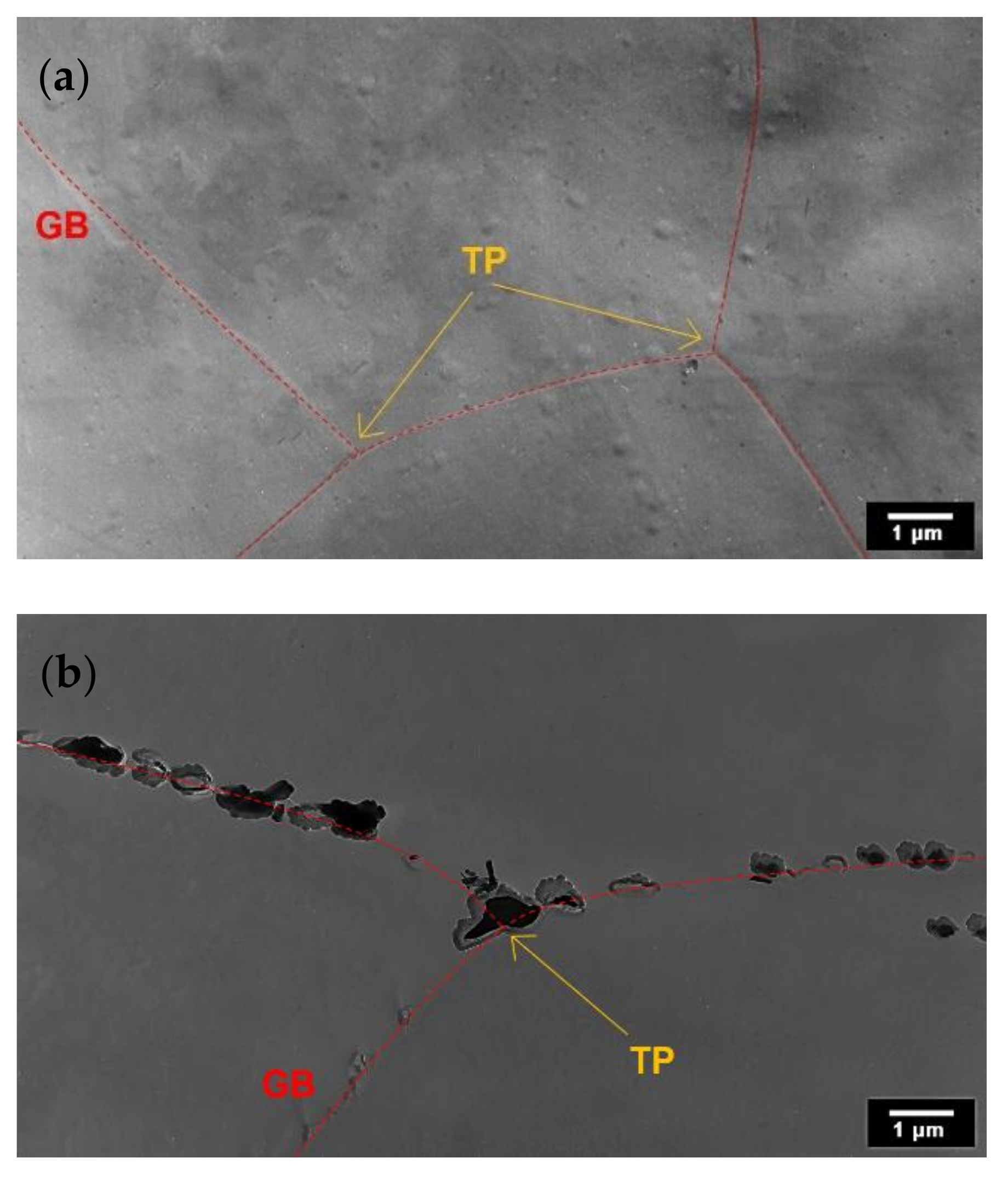
After annealing at 650 °C for 5 h, clear grain boundaries without the presence of precipitated secondary phases were observed in AISI 316L (0% CW). With the extension of the annealing time to 10 h, the precipitation of M
23C
6 carbide was observed at triple points and along the austenitic grain boundaries. Rarely, a chi phase precipitating mainly near the δ-ferrite and austenite-phase interface was observed. All four types of secondary phases, as well as sensitisation, were observed in the sample after a 100 h annealing time. After a 300 h annealing time, M
23C
6 carbide, the Laves phase and the sigma phase were identified; however, the chi phase was not identified anymore. Based on these results, it can be concluded that the chi phase is a temporary precipitate. Matula et al. [
16] identified M
23C
6 carbide and the Laves phase after a 500 h annealing time at 650 °C in AISI 316L steel (0.016% C, 16.7% Cr, 10.3% Ni, 2.1% Mo and 0.067% N). The authors rarely observed M
6C carbide or the chi phase along the grain boundaries after a long annealing time. Sahlaoui et al. [
25] identified M
23C
6 carbide as the first phase after 40 h exposure in AISI 316L steel (0.022% C, 17.3% Cr, 13.4% Ni, 2.13% Mo and 0.035% N), followed by the Laves phase and the sigma phase for longer exposures. Parvathavarthini et al. [
1] confirmed the presence of secondary phases in AISI 316LN steel (0.043% C, 17.18% Cr, 10.23% Ni, 1.85% Mo and 0.075% N) with 0% to 25% CW. M
23C
6 carbide, the chi phase and the Laves phase were identified for 0% CW steel after a 500 h annealing time at 650 °C. These results are partially consistent with our results.
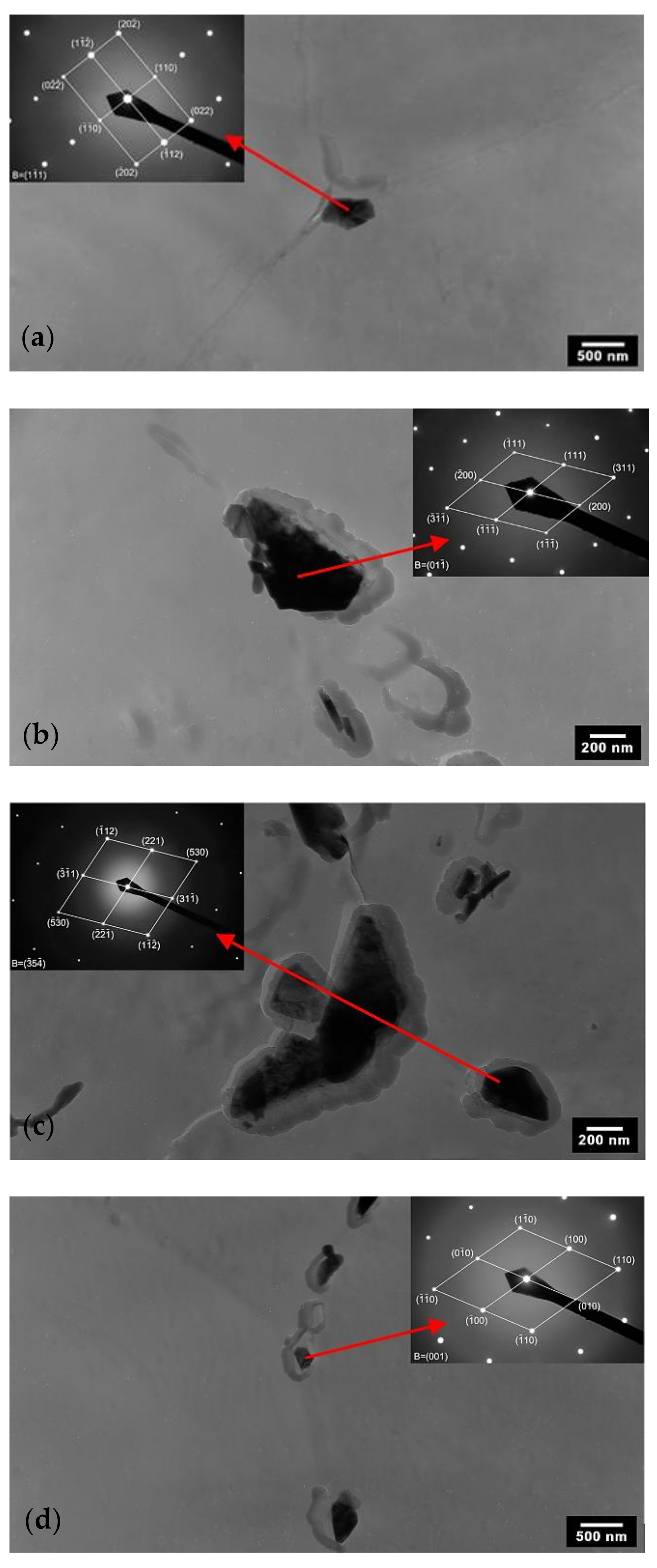
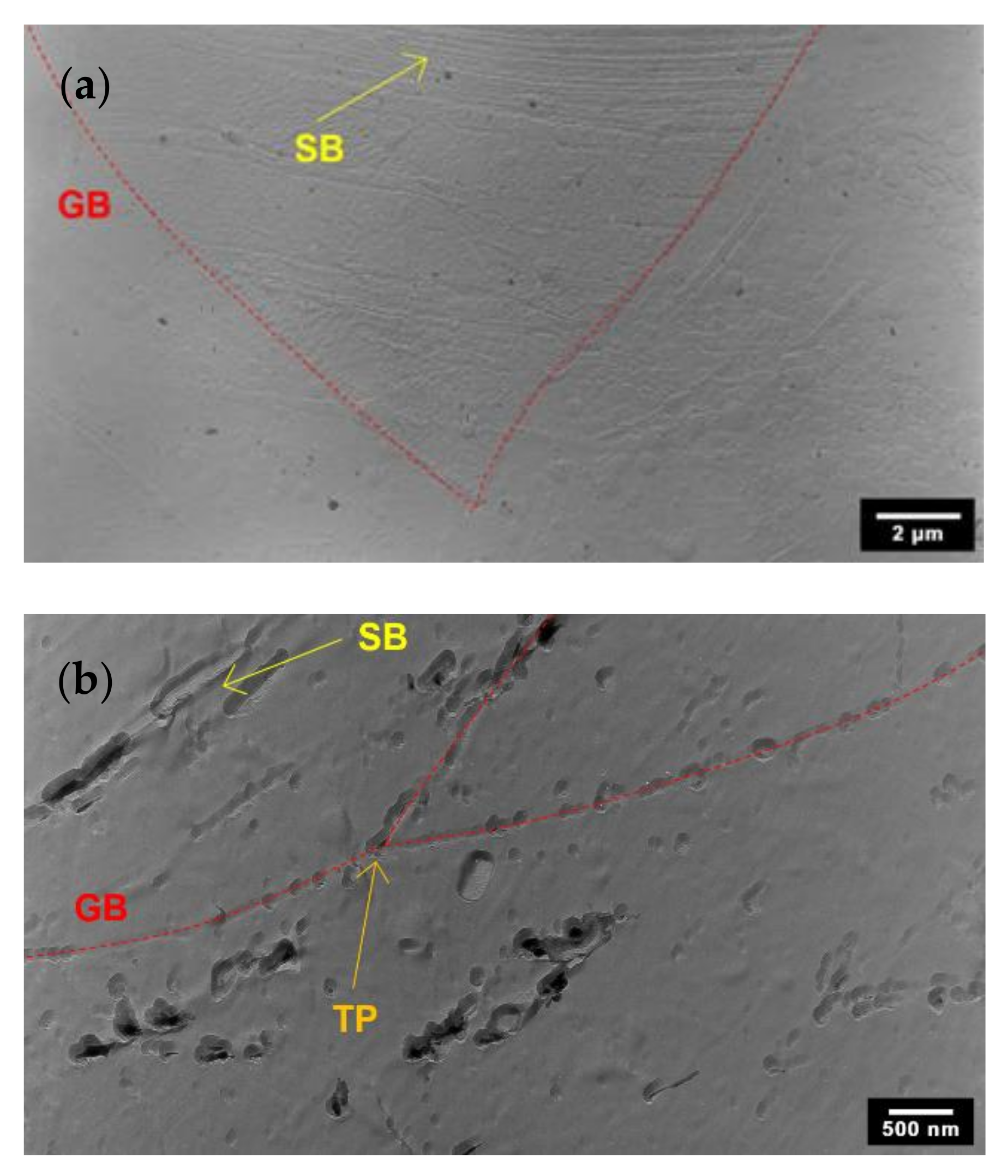
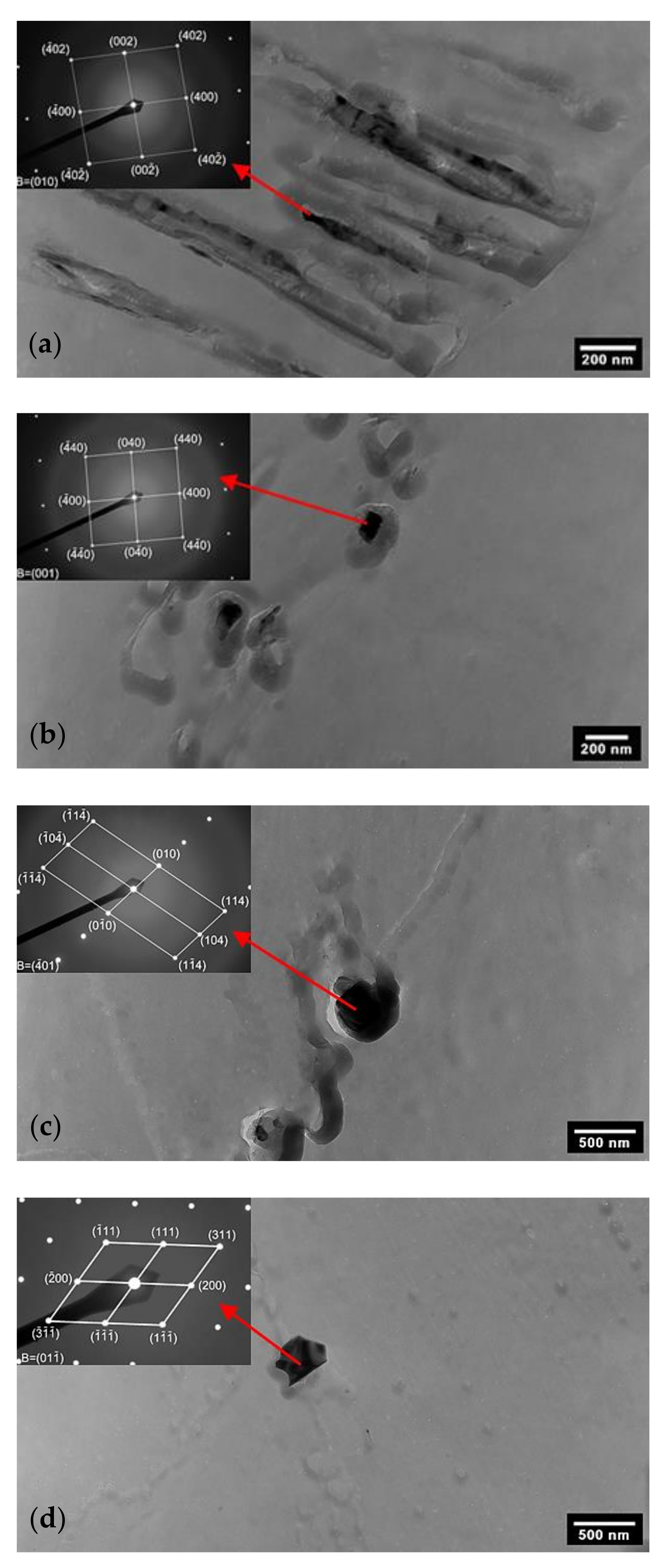
Regarding AISI 316L (40% CW) steel, four types of secondary phases were identified at an annealing temperature of 650 °C by TEM analysis. It can be concluded that the amounts of precipitated secondary phases in the microstructure at this temperature increased with increasing exposure time, which is consistent with the conclusions of other authors [
11,
13,
21]. The sigma phase precipitated first on shear bands after a 1 h annealing time at 650 °C. Subsequently, the chi phase and M
23C
6 carbide started to precipitate after 2 h and 5 h, respectively. The Laves phase was identified after 10 h, at which time the transition between the sensitised and non-sensitised states was determined based on a corrosion test. Comparing these results with other authors’ data is difficult because the authors examined steels either undeformed or less deformed (up to 25% deformation). Besides M
23C
6 carbide, the chi phase and the Laves phase, which were present in the 0% CW state of AISI 316LN steel (0.043% C, 17.18% Cr, 10.23% Ni, 1.85% Mo and 0.075% N), Parvathavarthini et al. [
1] also identified carbonitride at the 25% CW state after a 500 h annealing time at 650 °C. However, the presence of phases was not examined at times shorter than 500 h.
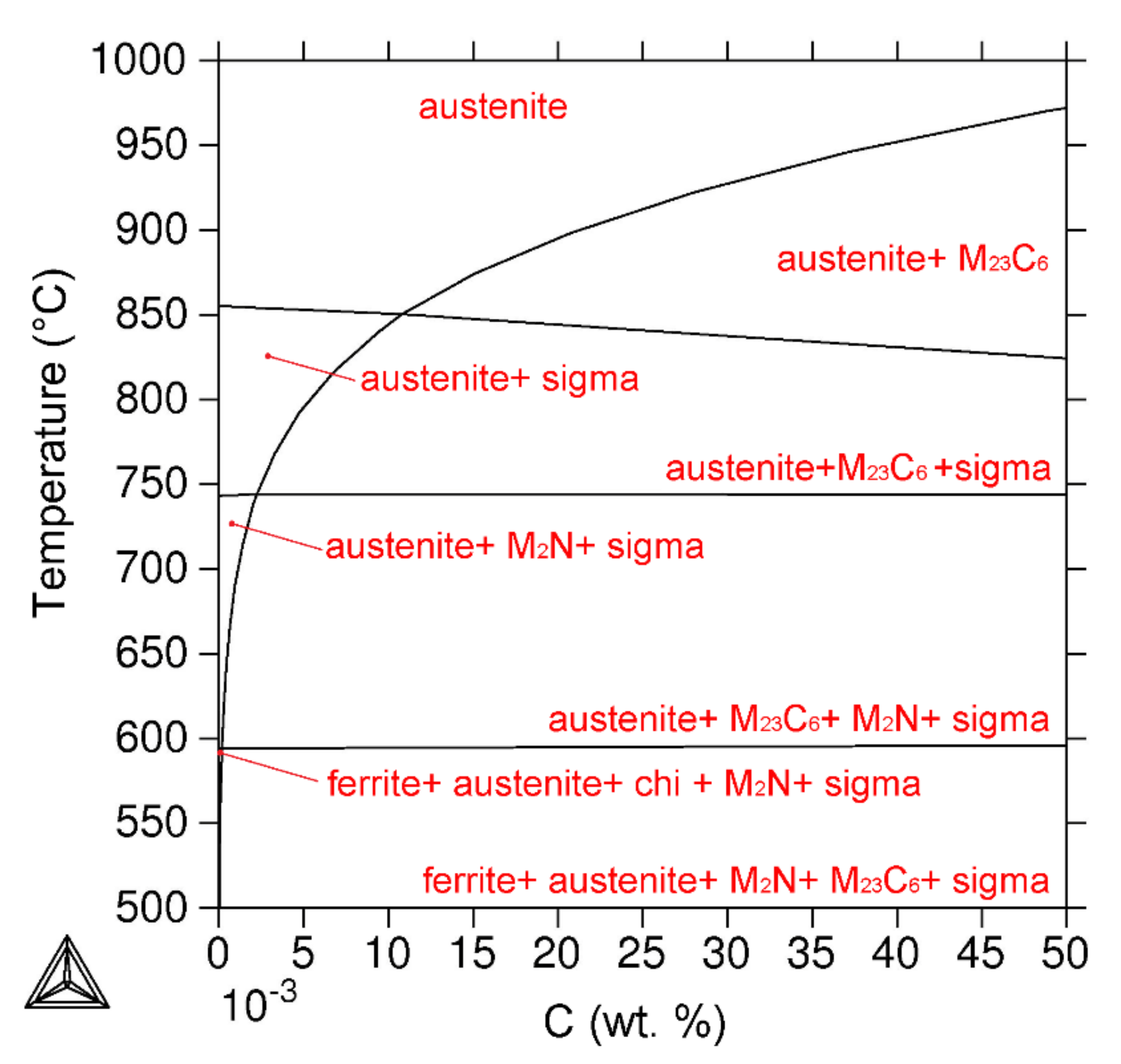
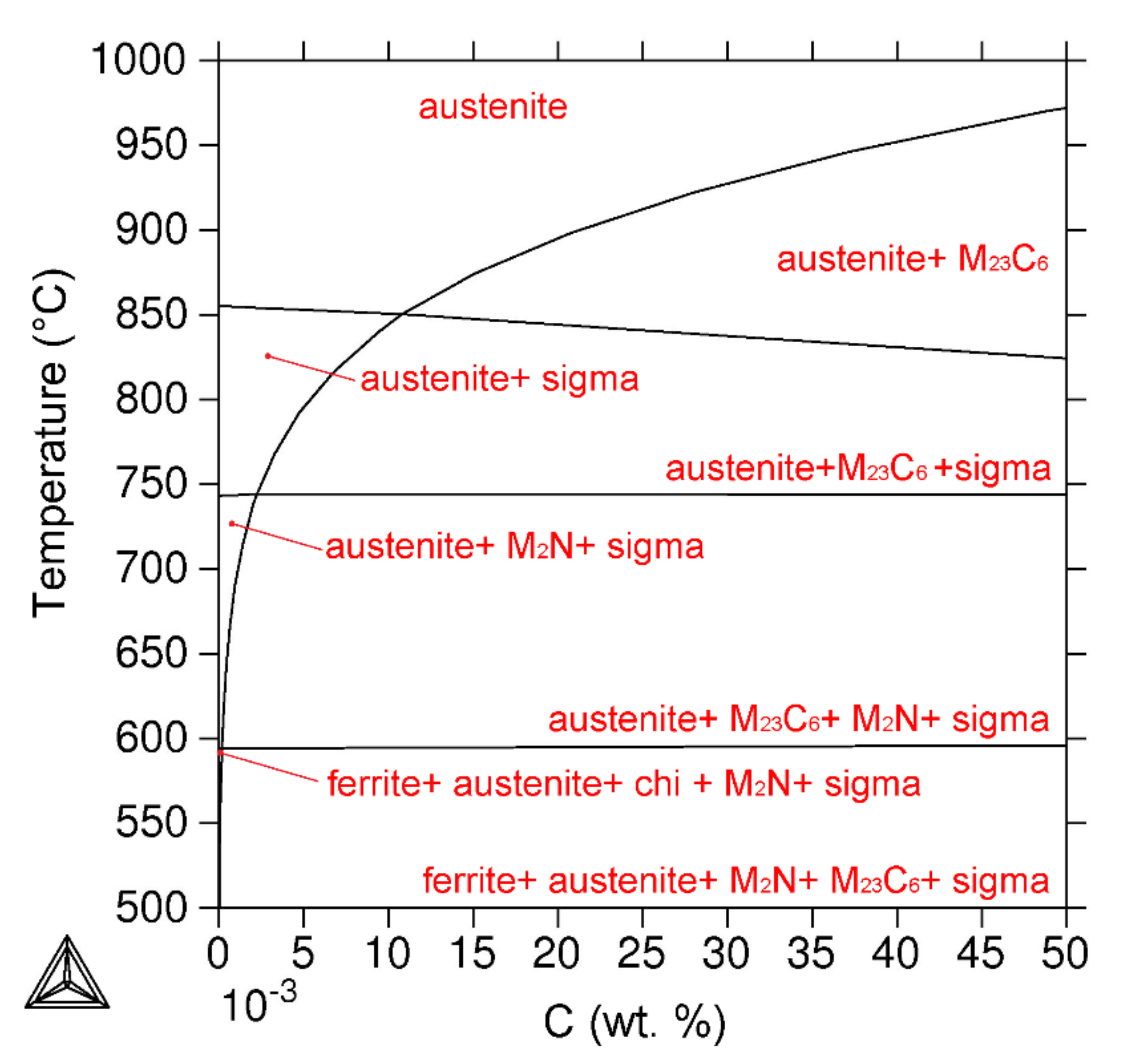
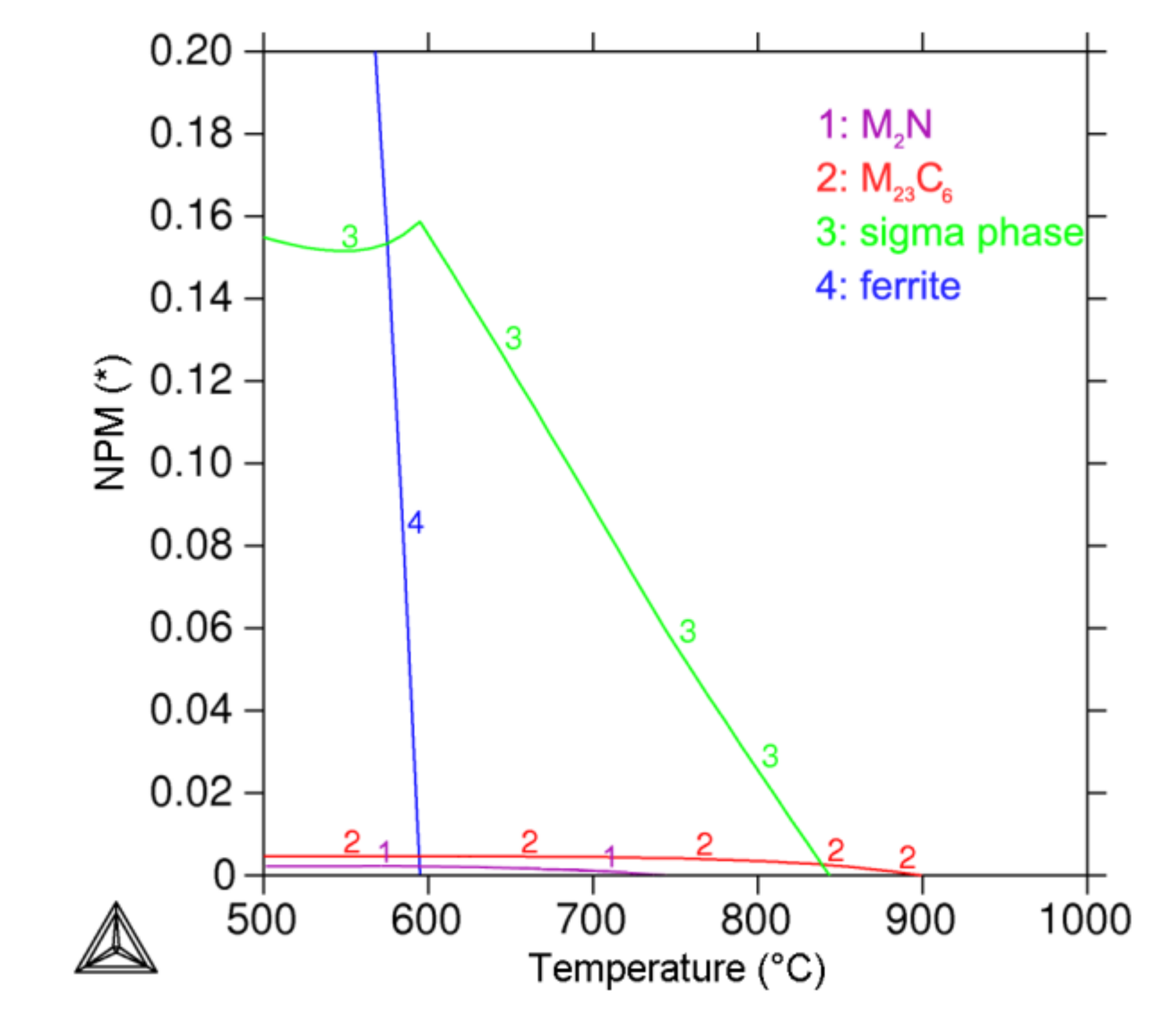
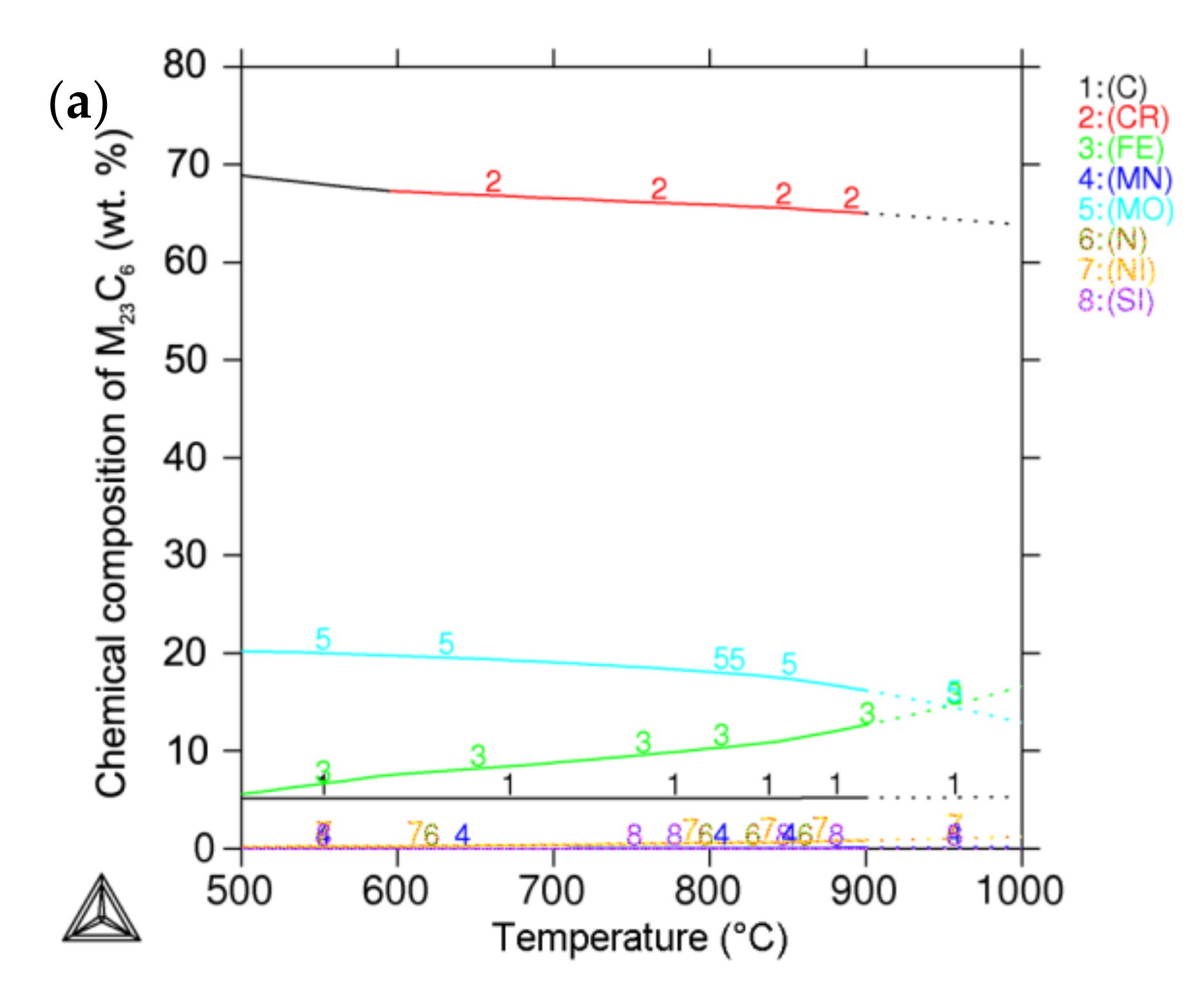
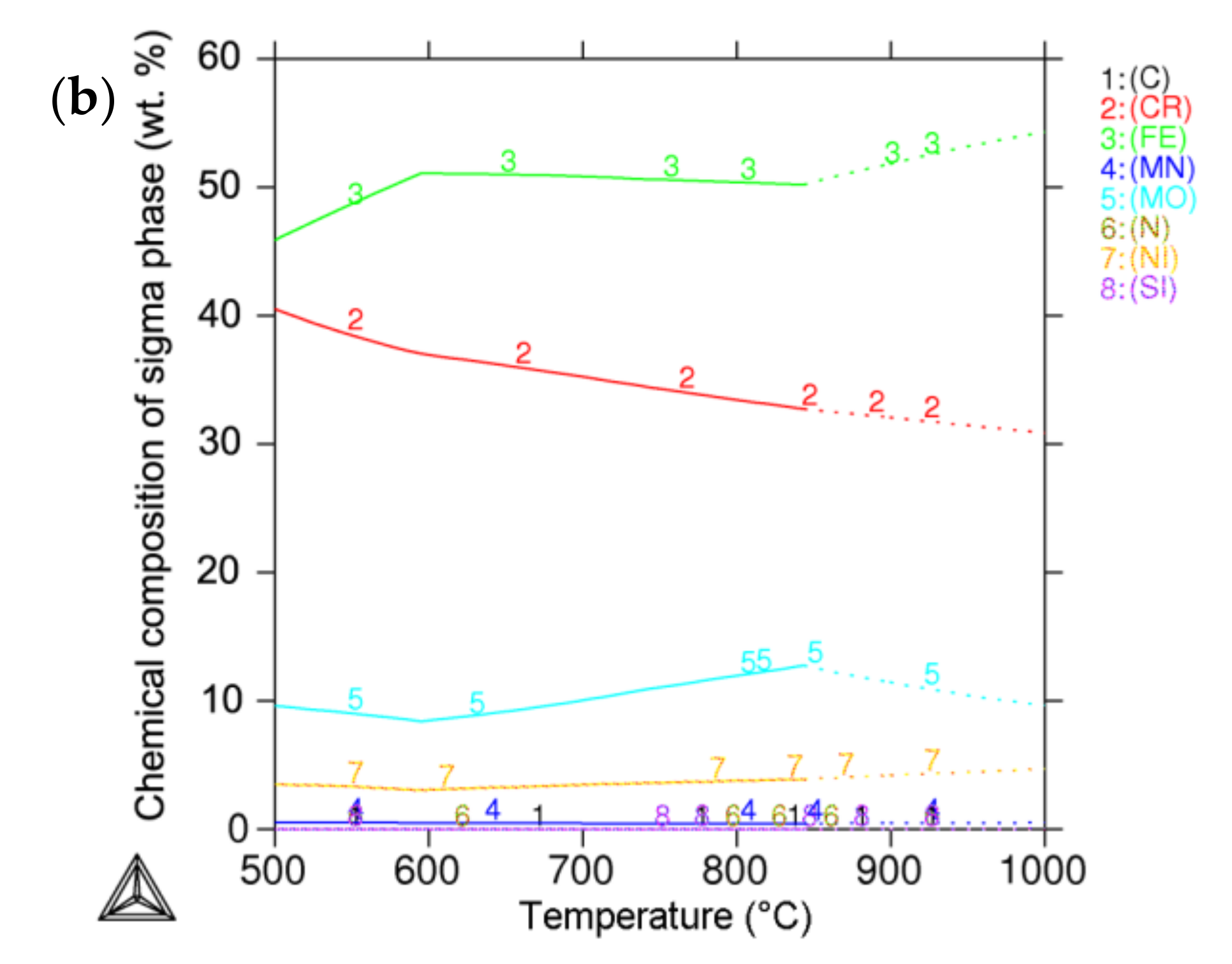
The thermodynamic predictions of phase equilibria for the system corresponding to AISI 316L steel showed partial agreement with the experimental results of AISI 316L (0% CW). According to the prediction, M
23C
6 carbide, M
2N nitride and the sigma phase are the secondary phases co-existing with austenite in equilibrium at 650 °C (
Figure 8). Experimental confirmation of the presence of M
23C
6 carbide and the sigma phase after a 1000 h annealing time is in accordance with the results from the Thermo-Calc software. The chi phase was not identified during longer annealing times, so we can consider it a non-equilibrium intermetallic phase (temporary precipitate), which is in agreement with the software prediction. According to the results, it can be concluded that an annealing time of 1000 h is not sufficient to reach the equilibrium state of the steel. Based on software calculations, we assume that at longer annealing times, the Laves phase will not be identified anymore, and the M
2N nitride will start to precipitate. Therefore, the amounts of M
23C
6, M
2N and sigma phases in equilibrium should increase at the expense of non-equilibrium intermetallic phases.
The comparison of the secondary phases’ chemical compositions measured in the AISI 316L (0% CW) sample with the values calculated using the Thermo-Calc software showed significant agreement. In the case of the sigma phase, the values of Fe, Mo and Ni are almost identical. The differences are within the range of the EDX analysis measurement error. A small difference was observed in the Cr value of the sigma phase. The Cr values for M23C6 carbide were almost identical; however, certain differences were observed regarding Fe and Mo values. We were not able to accurately measure the N and C values by EDX analysis because these are light elements; moreover, a TEM carbon replica was used as a sample for the EDX analysis, and therefore, carbon content measurement is not applicable.
Kherrouba et al. [
26] determined the sigma phase chemical composition (50.98% Fe, 30.50% Cr, 9.71% Ni and 13.25% Mo) in AISI 316Ti steel (800°C/8 h annealing conditions) using EDX analysis. They compared this composition with the simulation results of MatCalc (46.43% Fe, 39.39% Cr, 5.09% Ni and 8.83% Mo) and found that the sigma phase was rich in Cr and Mo. Their measured values of the sigma phase’s chemical composition are consistent with our measurement. Regarding the predicted values of the sigma phase’s chemical composition calculated by MatCalc software, similarities in Mo and Ni values were observed; however, the differences in Fe and Cr values were more significant. Ben Rhouma et al. [
27] used EDX analysis to measure the chemical composition of the sigma phase (50.0% Fe, 35.8% Cr, 2,7% Ni, 8.7% Mo, 2.0% Mn and 0.8% Si), chi phase (50.0% Fe, 25.0% Cr, 3.0% Ni, 18.1% Mo, 2.5% Mn and 1.4% Si) and Laves phase (27.6% Fe, 33.0% Cr, 4.5% Ni, 30.0% Mo, 1.4% Mn and 3.5% Si) for AISI 316L steel, which was exposed to a temperature of 650 °C for 10,000 h. The measured values of the chemical composition of the sigma phase are similar to our values. On the other hand, significant differences in Fe, Cr and Mo contents could be observed in the chi phase and Laves phase. The chemical composition of secondary phases in AISI 316L (650 °C/30,000 h) steel was published by Sahlaoui et al. [
18]. M
23C
6 carbide precipitated at the grain boundaries (14.1% Fe, 73.0% Cr, 2.9% Ni, 8.6% Mo, 1.2% Mn and 0.2% Si) and inside the grains (15.1% Fe, 61.5% Cr, 3.9% Ni, 16.6% Mo, 2.5% Mn and 0.4% Si), while differences in Cr and Mo contents were noticed. The sigma phase (47.7% Fe, 38.5% Cr, 3.4% Ni, 8.8% Mo, 1.1% Mn and 0.5% Si) precipitated at the grain boundary, close to M
23C
6 carbide and the Laves phase (41.7% Fe, 17.5% Cr, 3.8% Ni, 34.5% Mo, 0.7% Mn and 1.8% Si). In the case of carbide, their results are in good agreement with ours, but significant differences are noticeable in the sigma phase and Laves phase. This could be due to the fact that the steel was annealed for 30,000 h.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}