
Low-Temperature Fibre Direct Compounding of Cellulose Fibres into PA6

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.2.1. Pelletising
2.2.2. Compounding
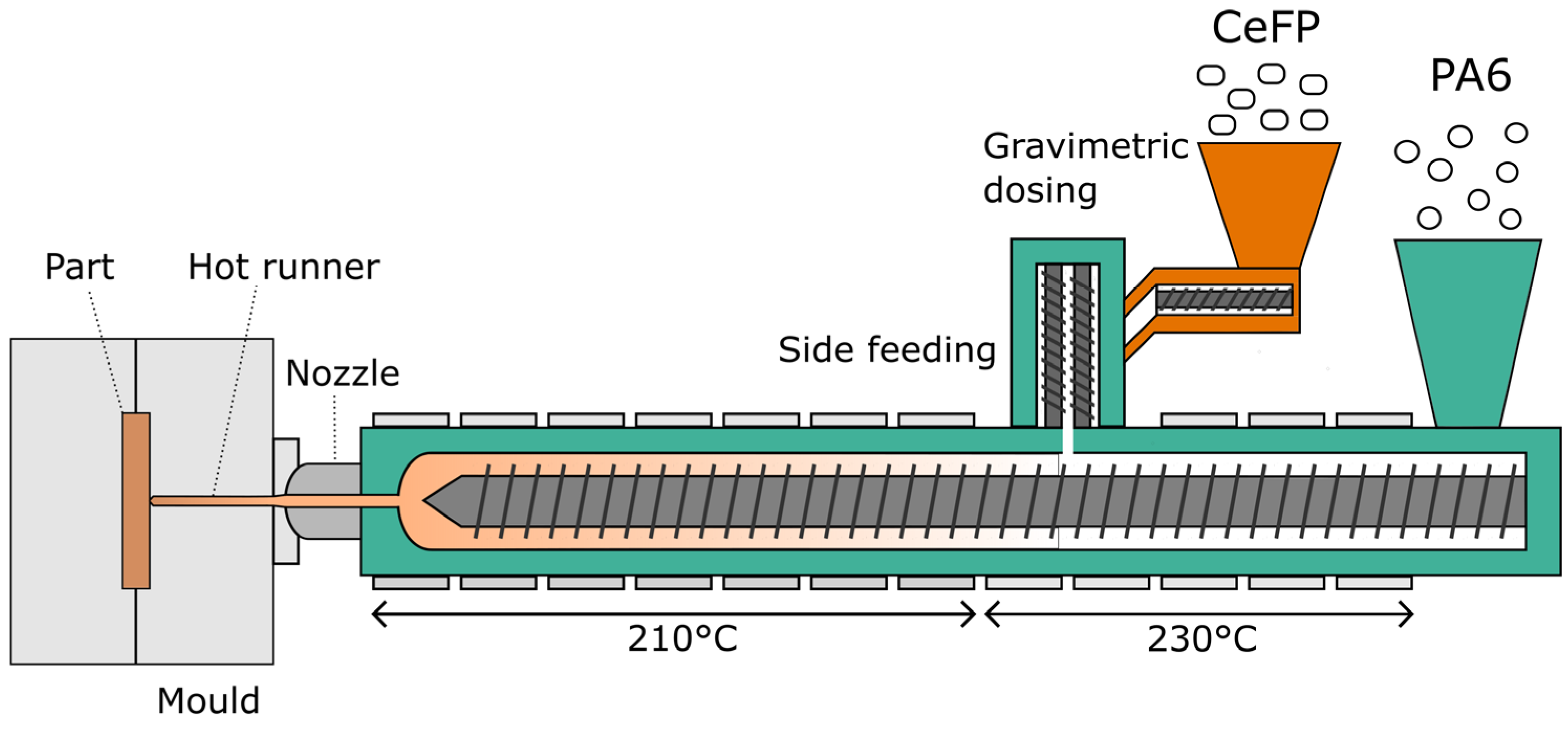
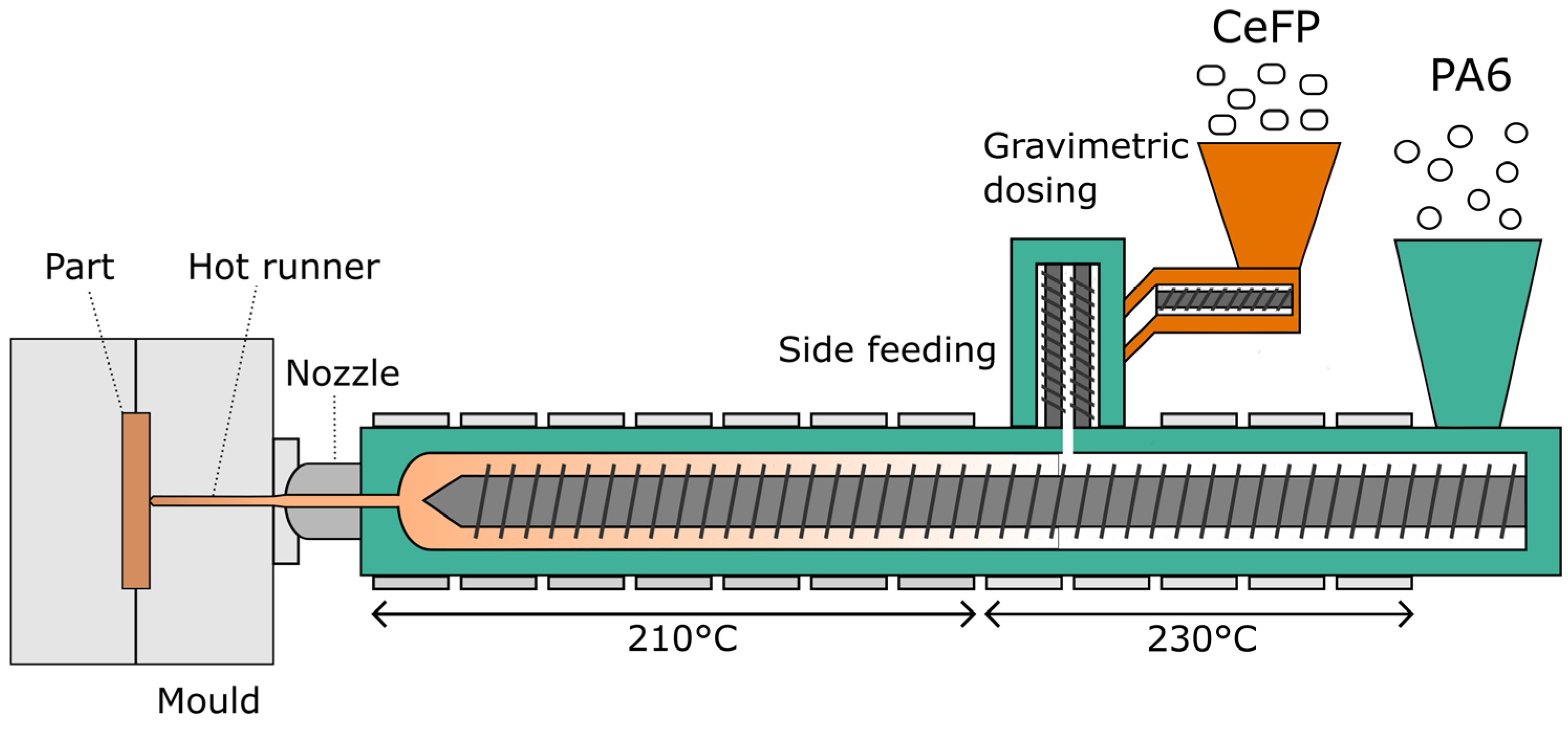
2.2.3. Injection Moulding and Fibre Direct Compounding
2.3. Characterisation
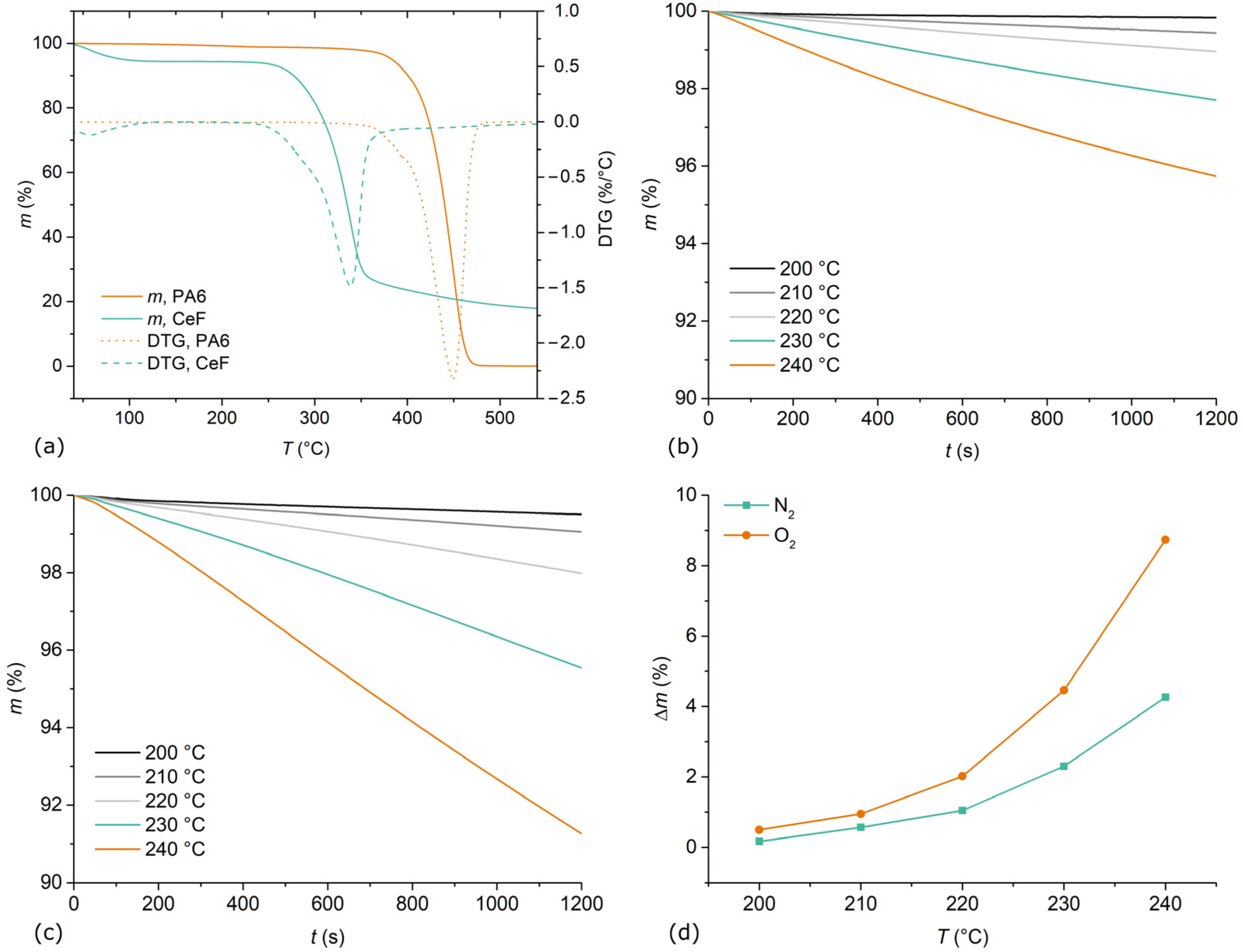
2.3.1. Thermogravimetric Analysis
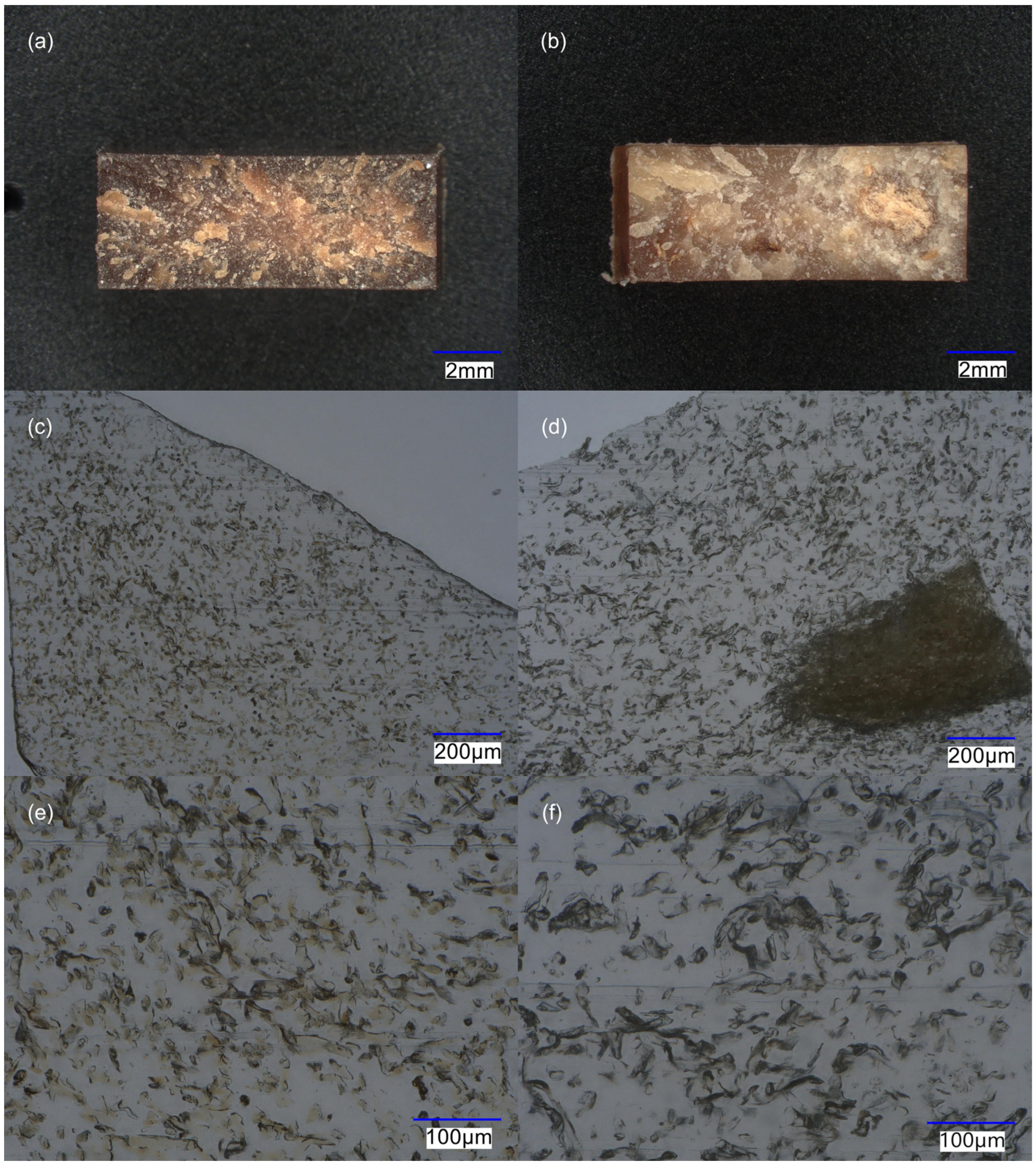
2.3.2. Optical Microscopy
2.3.3. Differential Scanning Calorimetry
2.3.4. Colorimetry
2.3.5. Dynamic Mechanical Analysis
2.3.6. Tensile Test
3. Results
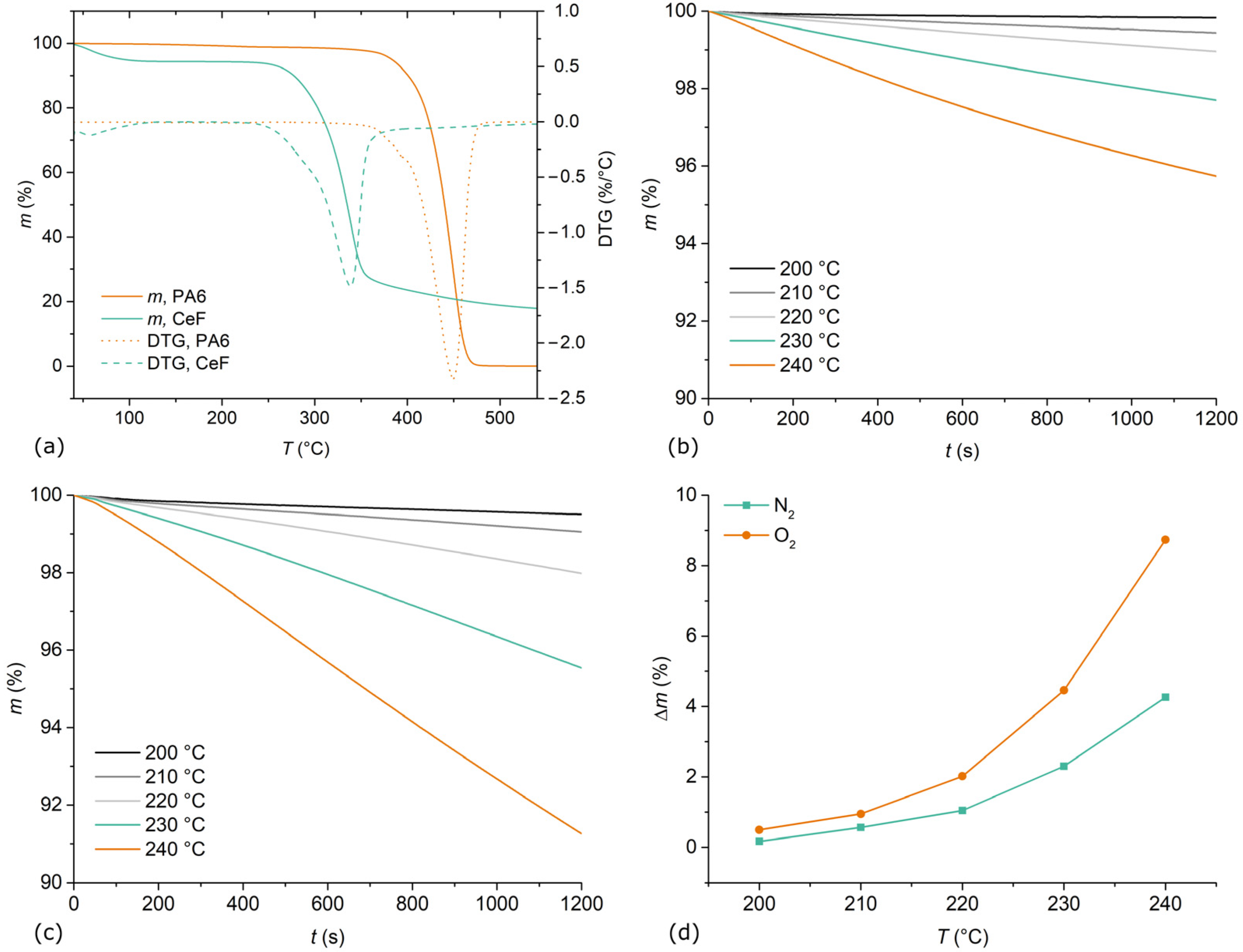
3.1. Decomposition Behaviour
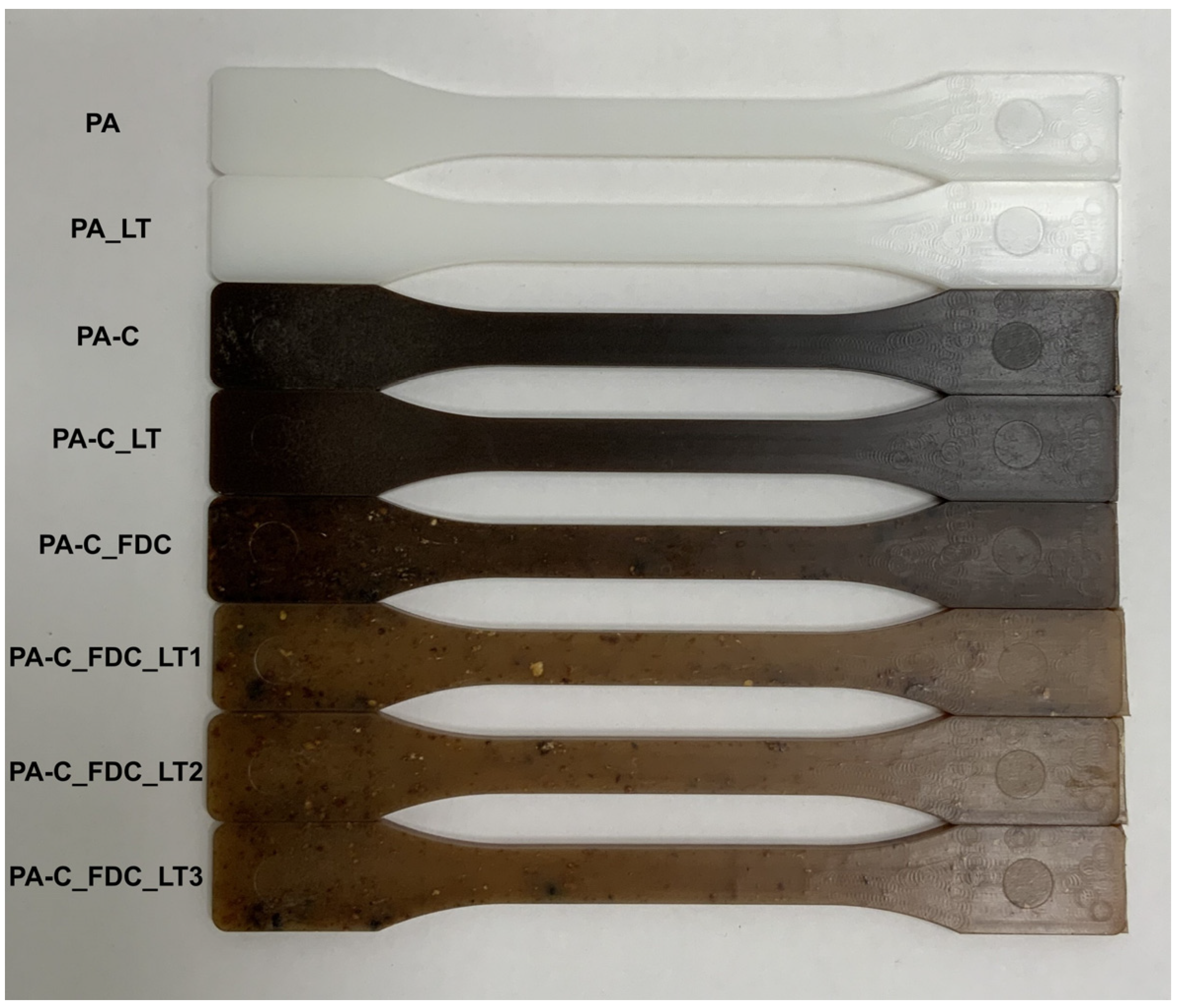
3.2. Macroscopic Overview
3.3. Microstructure
3.4. Crystallisation and Melting Behaviour
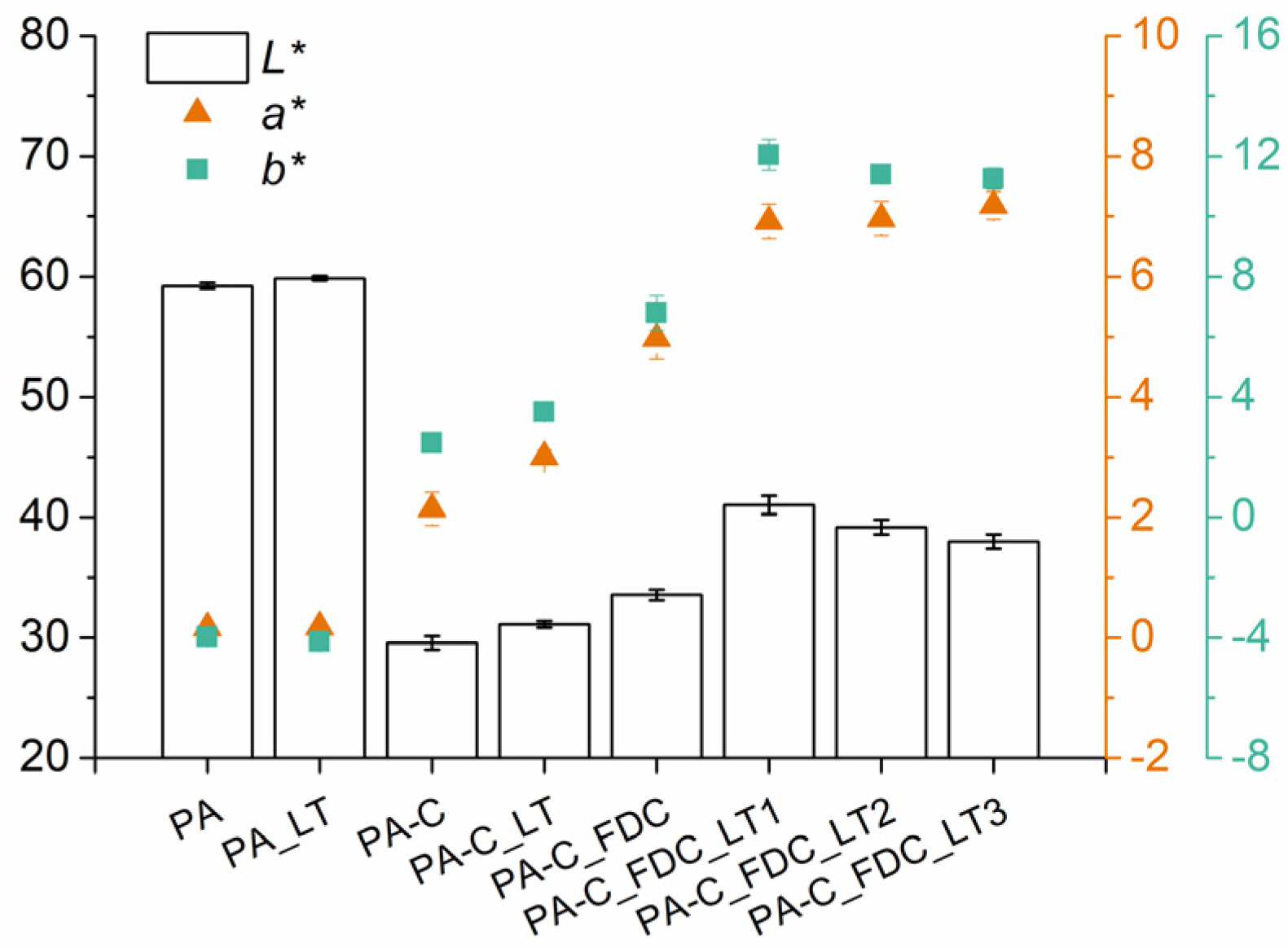
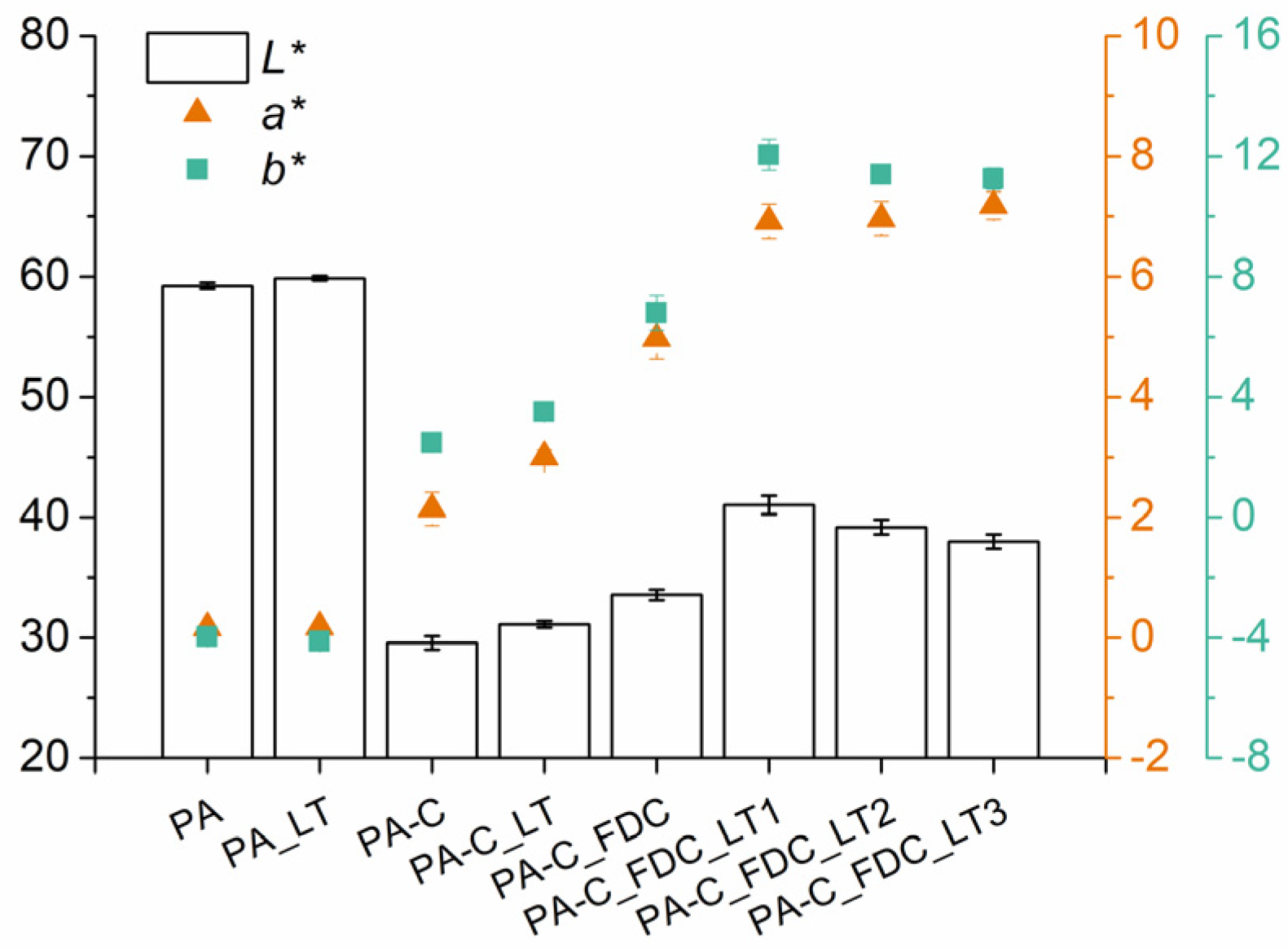
3.5. Colour
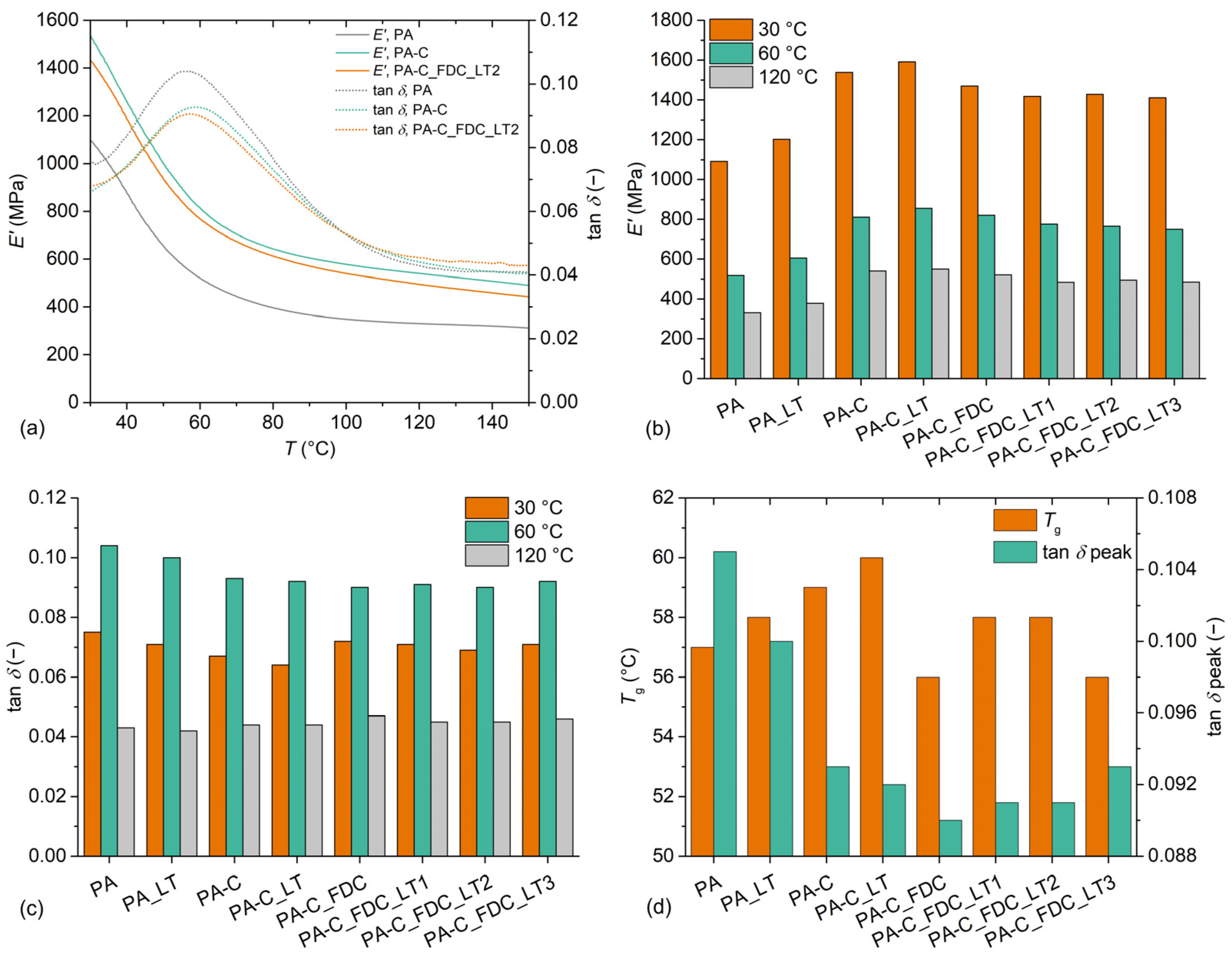
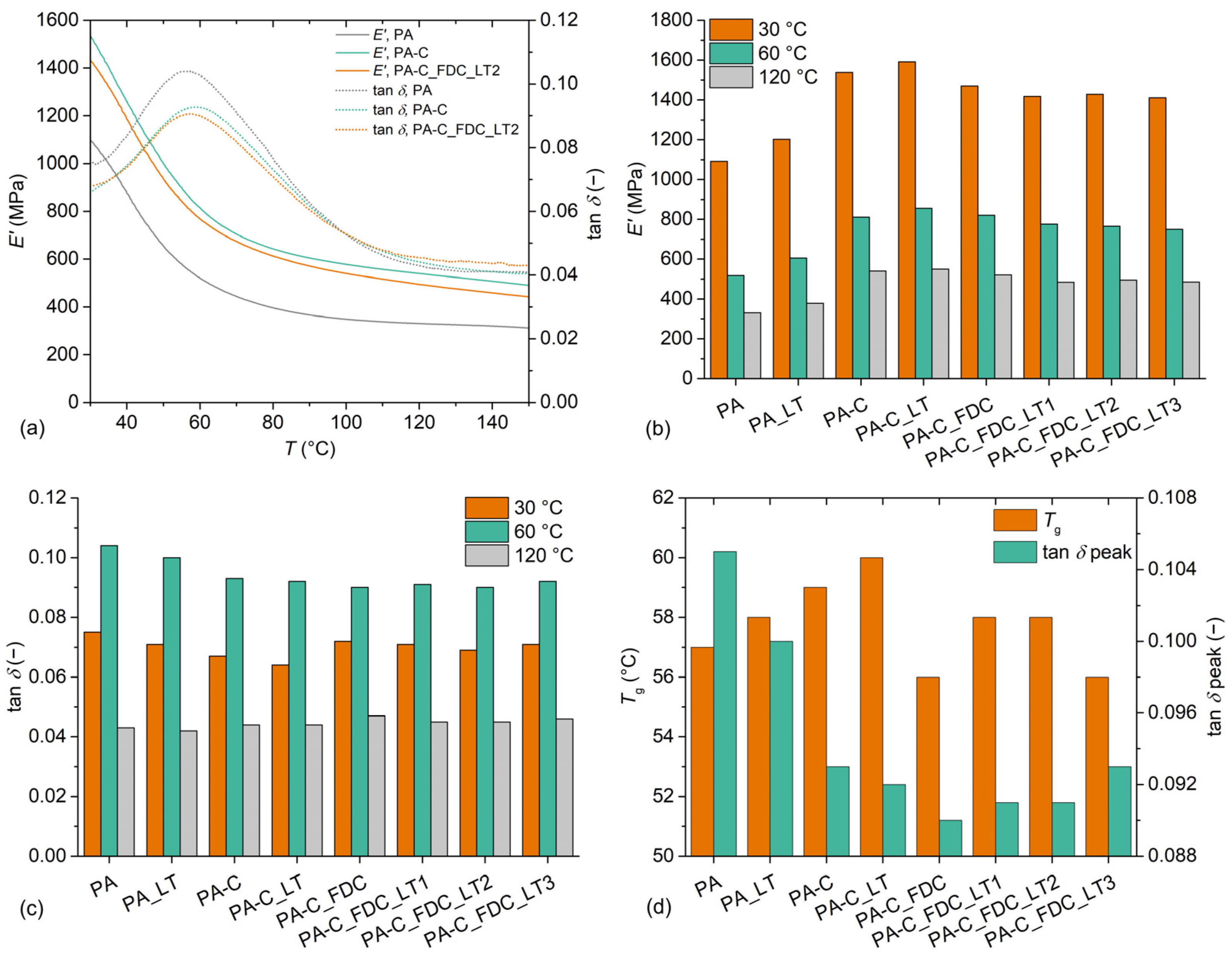
3.6. Dynamic Mechanical Properties
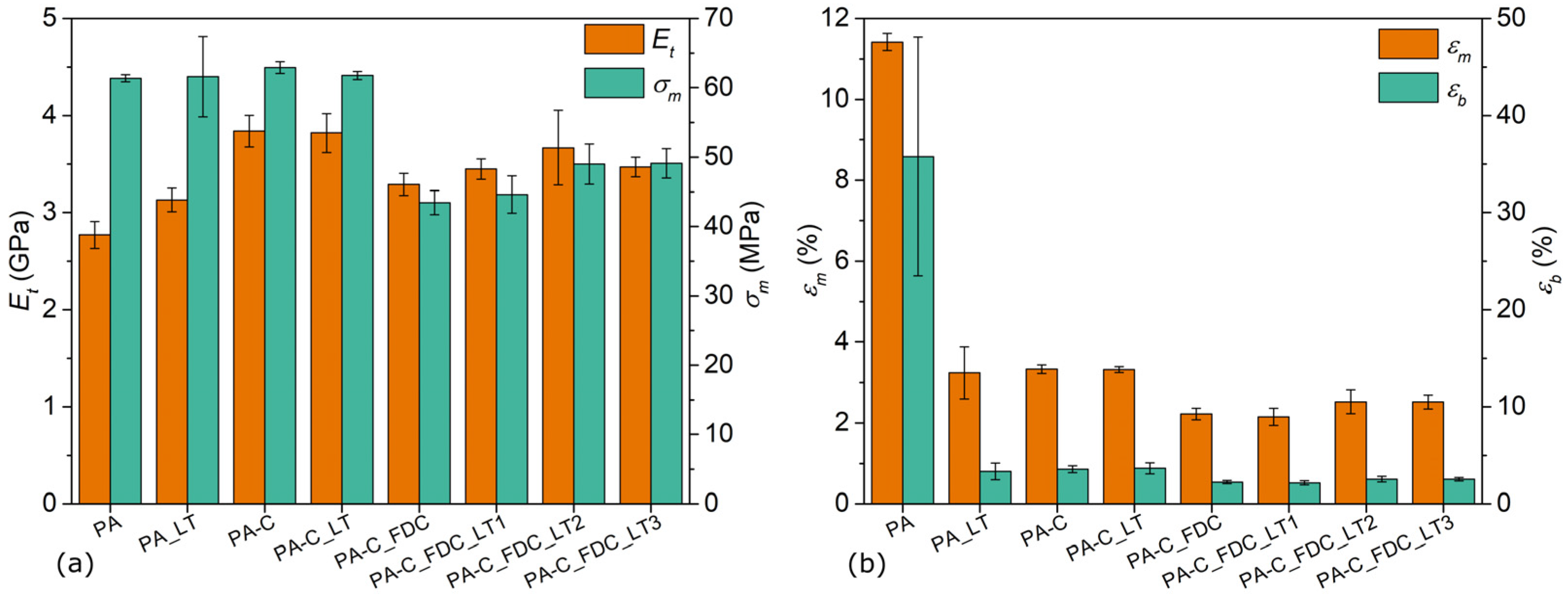
3.7. Tensile Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pickering, K.L.; Efendy, M.G.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef]
- Mohammed, L.; Ansari, M.N.M.; Pua, G.; Jawaid, M.; Islam, M.S. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015, 243947. [Google Scholar] [CrossRef]
- Peças, P.; Carvalho, H.; Salman, H.; Leite, M. Natural Fibre Composites and Their Applications: A Review. J. Compos. Sci. 2018, 2, 66. [Google Scholar] [CrossRef]
- Li, M.; Pu, Y.; Thomas, V.M.; Yoo, C.G.; Ozcan, S.; Deng, Y.; Nelson, K.; Ragauskas, A.J. Recent advancements of plant-based natural fiber–reinforced composites and their applications. Compos. Part B Eng. 2020, 200, 108254. [Google Scholar] [CrossRef]
- Jacobson, R.; Caulfield, D.; Sears, K.; Underwood, J.; Caufield, J. Low Temperature Processing of Ultra-Pure Cellulose Fibers into Nylon 6 and Other Thermoplastics. In Proceedings of the the Sixth International Conference on Woodfiber-Plastic Composites, Madison, WI, USA, 15–16 May 2001. [Google Scholar]
- Feldmann, M.; Bledzki, A.K. Bio-based polyamides reinforced with cellulosic fibres—Processing and properties. Compos. Sci. Technol. 2014, 100, 113–120. [Google Scholar] [CrossRef]
- Gemmeke, N.; Feldmann, M.; Heim, H.P. Processing and characterization of engineering biocomposites based on polybutylenterephthalat (PBT) and polytrimethylentherephthalat (PTT) with regenerated cellulose fibers modified with maleic anhydride grafted polyethylene as a processing agent. Compos. Part A Appl. Sci. Manuf. 2019, 118, 327–335. [Google Scholar] [CrossRef]
- Codou, A.; Guigo, N.; van Berkel, J.G.; de Jong, E.; Sbirrazzuoli, N. Preparation and crystallization behavior of poly(ethylene 2,5-furandicarboxylate)/cellulose composites by twin screw extrusion. Carbohydr. Polym. 2017, 174, 1026–1033. [Google Scholar] [CrossRef] [PubMed]
- Ogunsona, E.O.; Codou, A.; Misra, M.; Mohanty, A.K. A critical review on the fabrication processes and performance of polyamide biocomposites from a biofiller perspective. Mater. Today Sustain. 2019, 5, 100014. [Google Scholar] [CrossRef]
- Slapnik, J.; Lucyshyn, T.; Pinter, G. Relationships between the Decomposition Behaviour of Renewable Fibres and Their Reinforcing Effect in Composites Processed at High Temperatures. Polymers 2021, 13, 4448. [Google Scholar] [CrossRef]
- Radzik, P.; Leszczyńska, A.; Pielichowski, K. Modern biopolyamide-based materials: Synthesis and modification. Polym. Bull. 2020, 77, 501–528. [Google Scholar] [CrossRef] [Green Version]
- Reimschuessel, H.K. Relationships on the effect of water on glass transition temperature and young’s modulus of nylon 6. J. Polym. Sci. Polym. Chem. Ed. 1978, 16, 1229–1236. [Google Scholar] [CrossRef]
- Le Gac, P.-Y.; Arhant, M.; Le Gall, M.; Davies, P. Yield stress changes induced by water in polyamide 6: Characterization and modeling. Polym. Degrad. Stab. 2017, 137, 272–280. [Google Scholar] [CrossRef]
- Deshoulles, Q.; Le Gall, M.; Dreanno, C.; Arhant, M.; Stoclet, G.; Priour, D.; Le Gac, P.Y. Origin of embrittlement in Polyamide 6 induced by chemical degradations: Mechanisms and governing factors. Polym. Degrad. Stab. 2021, 191, 109657. [Google Scholar] [CrossRef]
- Sears, K.D.; Jacobson, R.; Caulfield, D.F.; Underwood, J. Reinforcement of Engineering Themoplastics with High Purity Wood Cellulose Fibers. In Proceedings of the the Sixth International Conference on Woodfiber-Plastic Composites, Madison, WI, USA, 15–16 May 2001. [Google Scholar]
- Jensen, R. Making intelligent use of synergies—IMC injection moulding compounder creates extra added value. Kunstst. Plast Eur. 2001, 91, 40. [Google Scholar]
- Sieverding, M.; Bürkle, E.; Zimmet, R. IMC Technology opens up new fields of application. Kunstst. Plast Eur. 2005, 8, 34–37. [Google Scholar]
- Markarian, J. Long fibre reinforced thermoplastics continue growth in automotive. Plast. Addit. Compd. 2007, 9, 20–24. [Google Scholar] [CrossRef]
- Battisti, M.G.; Friesenbichler, W. Injection-moulding compounding of PP polymer nanocomposites. Stroj. Vestnik/J. Mech. Eng. 2013, 59, 662–668. [Google Scholar] [CrossRef]
- Wöhrle, M. Longer fibers, increased strength. Reinf. Plast. 2018, 62, 279–282. [Google Scholar] [CrossRef]
- Wunderlich, B. Macromol. Physics; Crystal Melting; Academic Press: New York, NY, USA, 1980; Volume 3, ISBN 9780127656038. [Google Scholar]
- Adusumali, R.B.; Reifferscheid, M.; Weber, H.; Roeder, T.; Sixta, H.; Gindl, W. Mechanical properties of regenerated cellulose fibres for composites. Macromol. Symp. 2006, 244, 119–125. [Google Scholar] [CrossRef]
- Ganster, J.; Fink, H.P. Novel cellulose fibre reinforced thermoplastic materials. Cellulose 2006, 13, 271–280. [Google Scholar] [CrossRef]
- Bengtsson, M.; Le Baillif, M.; Oksman, K. Extrusion and mechanical properties of highly filled cellulose fibre-polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1922–1931. [Google Scholar] [CrossRef]
- Le Baillif, M.; Echtermeyer, A. Effect of the preparation of cellulose pellets on the dispersion of cellulose fibers into polypropylene matrix during extrusion. J. Appl. Polym. Sci. 2010, 115, 2794–2805. [Google Scholar] [CrossRef]
- Hietala, M.; Oksman, K. Pelletized cellulose fibres used in twin-screw extrusion for biocomposite manufacturing: Fibre breakage and dispersion. Compos. Part A Appl. Sci. Manuf. 2018, 109, 538–545. [Google Scholar] [CrossRef]
- Piorkowska, E. Crystallization in Polymer Composites and Nanocomposites. In Handbook of Polymer Crystallization; Piorkowska, E., Rutledge, G.C., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2013; pp. 379–398. ISBN 9781118541838. [Google Scholar]
- Feldmann, M. The effects of the injection moulding temperature on the mechanical properties and morphology of polypropylene man-made cellulose fibre composites. Compos. Part A Appl. Sci. Manuf. 2016, 87, 146–152. [Google Scholar] [CrossRef]
- Feldmann, M.; Heim, H.P.; Zarges, J.C. Influence of the process parameters on the mechanical properties of engineering biocomposites using a twin-screw extruder. Compos. Part A Appl. Sci. Manuf. 2016, 83, 113–119. [Google Scholar] [CrossRef]
- Bureau, M.N.; Denault, J.; Cole, K.C.; Enright, G.D. The role of crystallinity and reinforcement in the mechanical behavior of polyamide-6/clay nanocomposites. Polym. Eng. Sci. 2002, 42, 1897–1906. [Google Scholar] [CrossRef]
- Buccella, M.; Dorigato, A.; Pasqualini, E.; Caldara, M.; Fambri, L. Thermo-mechanical properties of Polyamide 6 chemically modified by chain extension with Polyamide/Polycarbonate blend. J. Polym. Res. 2012, 19, 9935. [Google Scholar] [CrossRef]
- Mészáros, L.; Deák, T.; Balogh, G.; Czvikovszky, T.; Czigány, T. Preparation and mechanical properties of injection moulded polyamide 6 matrix hybrid nanocomposite. Compos. Sci. Technol. 2013, 75, 22–27. [Google Scholar] [CrossRef]
- Rosato, D.V.; Rosato, D.V.; Rosato, M.G. Injection Molding Handbook; Springer: Boston, MA, USA, 2000; ISBN 978-1-4613-7077-2. [Google Scholar]
- Gerbig, S.D. The Injection Moulding of Reinforced Thermoplastics. In Developments in Injection Moulding—3; Springer: Dordrecht, The Netherlands, 1985; pp. 243–269. ISBN 9789401086929. [Google Scholar]
- Facca, A.G.; Kortschot, M.T.; Yan, N. Predicting the elastic modulus of natural fibre reinforced thermoplastics. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1660–1671. [Google Scholar] [CrossRef]
- Facca, A.G.; Kortschot, M.T.; Yan, N. Predicting the tensile strength of natural fibre reinforced thermoplastics. Compos. Sci. Technol. 2007, 67, 2454–2466. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing Parameter | Values and Units |
|---|---|
| Flat temperature profile | 230 °C |
| LT profile | 230 °C (nozzle), 210 °C (zone 7–12), 230 °C (zone 1–6) |
| Hot runner temperature | 250 °C |
| Mould temperature | 80 °C |
| Metering volume | 500 cm3 |
| Screw circumferential velocity (vscrew) | 15 m/min |
| Backpressure (Pback) | 3.5 MPa |
| Injection flow rate (Qinj) | 100 cm3/s, 45 cm3/s (last 80 cm3) |
| Switch-over point | 55 cm3 |
| Packing pressure profile | 60 MPa (0.5 s), 50 MPa (5 s), 40 MPa (2 s), 3.5 MPa (1 s) |
| Rest cooling time (tcool) | 45 s |
| Sample | Material | Processing Technique | Processing Parameters Variation |
|---|---|---|---|
| PA | PA6 | IM | / |
| PA_LT | PA6 | LT-IM | / |
| PA-C | PA6/20% CeF | Compounding + IM | / |
| PA-C_LT | PA6/20% CeF | Compounding + LT-IM | / |
| PA-C_FDC | PA6/20% CeF | FDC | / |
| PA-C_FDC_LT1 | PA6/20% CeF | LT-FDC | / |
| PA-C_FDC_LT2 | PA6/20% CeF | LT-FDC | vscrew = 30 m/min, Pback = 4 MPa |
| PA-C_FDC_LT2 | PA6/20% CeF | LT-FDC | Qinj = 200 cm3/s, vscrew = 30 m/min, Pback = 4 MPa |
| Sample | Tc, onset (°C) | Tc (°C) | ΔHc (J/g) | Tm (°C) | ΔHm (J/g) | Xc (%) |
|---|---|---|---|---|---|---|
| PA | 195.3 ± 0.2 | 192.2 ± 0.1 | 70.9 ± 0.5 | 220.8 ± 0.4 | 70.9 ± 0.5 | 30.8 ± 0.2 |
| PA_LT | 195.3 ± 0.1 | 192.3 ± 0.2 | 68.3 ± 5.7 | 221.3 ± 0.9 | 68.3 ± 5.7 | 29.7 ± 2.5 |
| PA-C | 193.9 ± 0.1 | 190.2 ± 0.1 | 54.4 ± 2.6 | 219.8 ± 0.3 | 54.4 ± 2.6 | 29.5 ± 1.4 |
| PA-C_LT | 194.0 ± 0.1 | 190.3 ± 0.0 | 54.1 ± 0.7 | 219.7 ± 0.4 | 54.1 ± 0.7 | 29.4 ± 0.4 |
| PA-C_FDC | 194.3 ± 0.2 | 191.0 ± 0.1 | 60.8 ± 1.6 | 220.2 ± 0.3 | 60.8 ± 1.6 | 33.0 ± 0.9 |
| PA-C_FDC_LT1 | 194.5 ± 0.4 | 191.0 ± 0.5 | 59.8 ± 1.1 | 220.9 ± 0.7 | 59.8 ± 1.1 | 32.5 ± 0.6 |
| PA-C_FDC_LT2 | 194.2 ± 0.4 | 190.7 ± 0.3 | 57.3 ± 1.4 | 219.7 ± 0.8 | 57.3 ± 1.3 | 31.1 ± 0.7 |
| PA-C_FDC_LT2 | 194.5 ± 0.2 | 191.3 ± 0.2 | 58.6 ± 1.4 | 220.0 ± 0.2 | 58.6 ± 1.4 | 31.8 ± 0.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Slapnik, J.; Liu, Y.; Kupfer, R.; Lucyshyn, T.; Nardin, B.; Pinter, G. Low-Temperature Fibre Direct Compounding of Cellulose Fibres into PA6. Materials 2022, 15, 6600. https://doi.org/10.3390/ma15196600
Slapnik J, Liu Y, Kupfer R, Lucyshyn T, Nardin B, Pinter G. Low-Temperature Fibre Direct Compounding of Cellulose Fibres into PA6. Materials. 2022; 15(19):6600. https://doi.org/10.3390/ma15196600
Chicago/Turabian StyleSlapnik, Janez, Yuanxi Liu, Robert Kupfer, Thomas Lucyshyn, Blaž Nardin, and Gerald Pinter. 2022. "Low-Temperature Fibre Direct Compounding of Cellulose Fibres into PA6" Materials 15, no. 19: 6600. https://doi.org/10.3390/ma15196600