

A Tailored Preparation Method of Variable Strength for Ultra-High-Strength Steel Sheet and Mapping Mechanism between Process and Property



Abstract
:1. Introduction
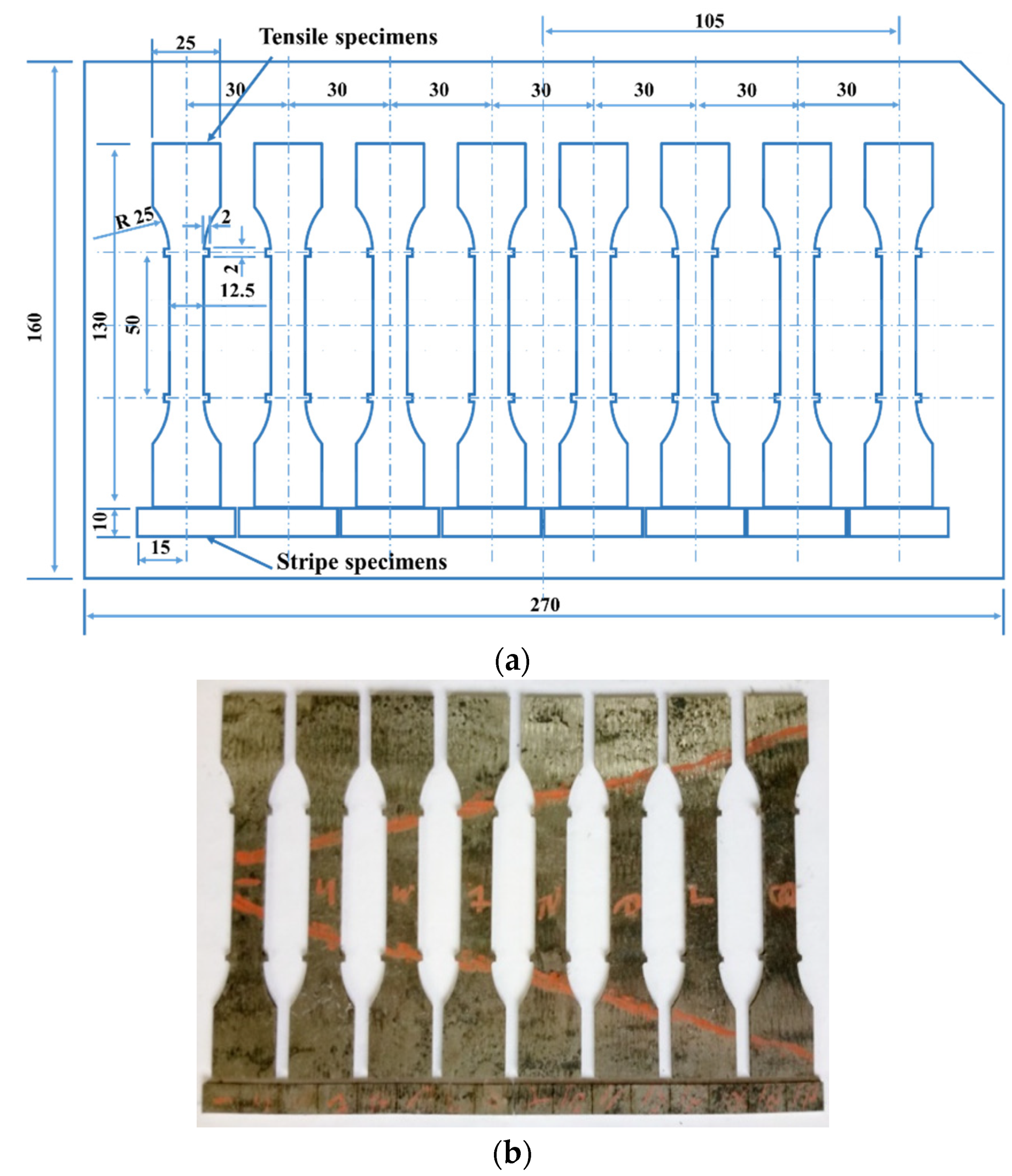
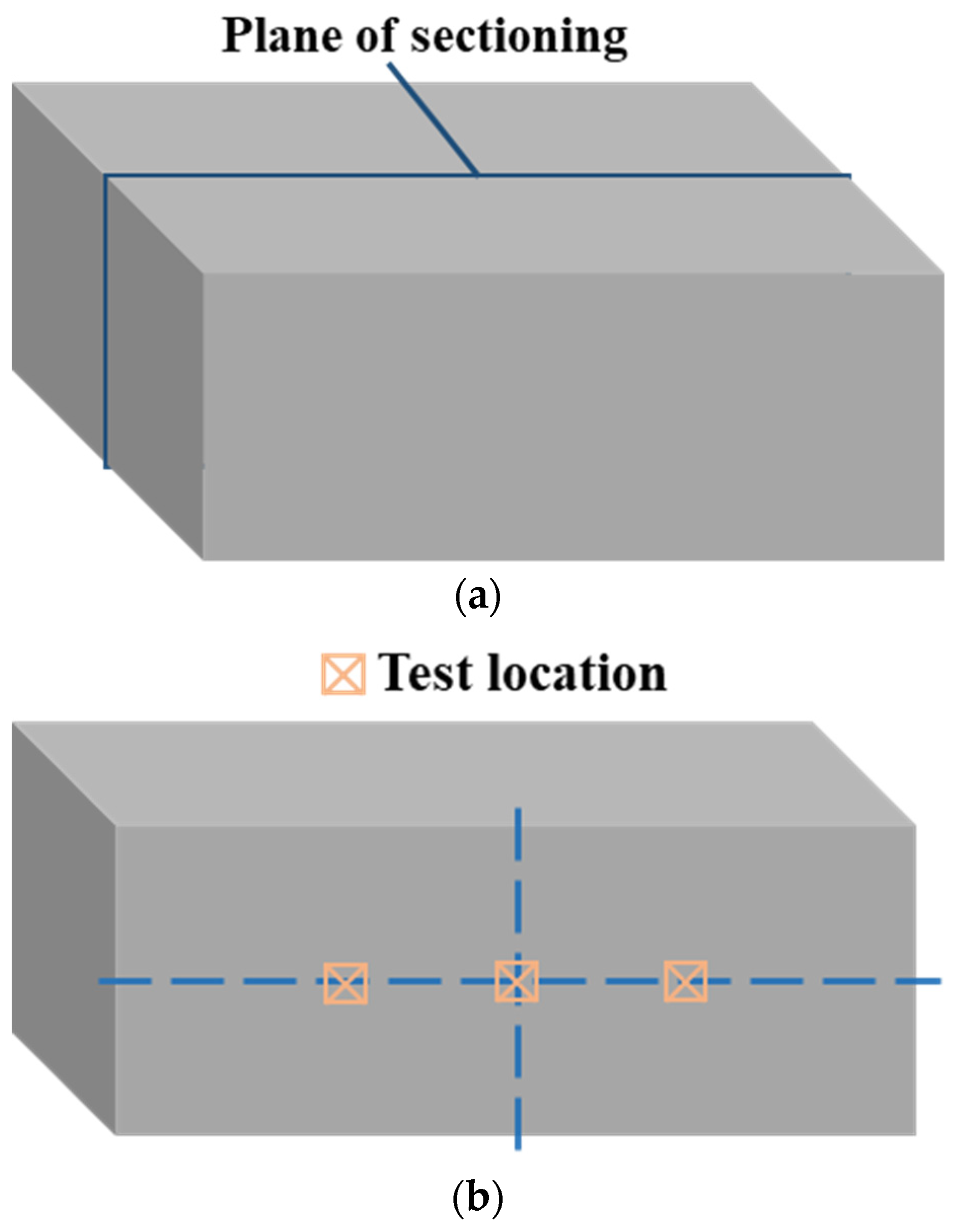
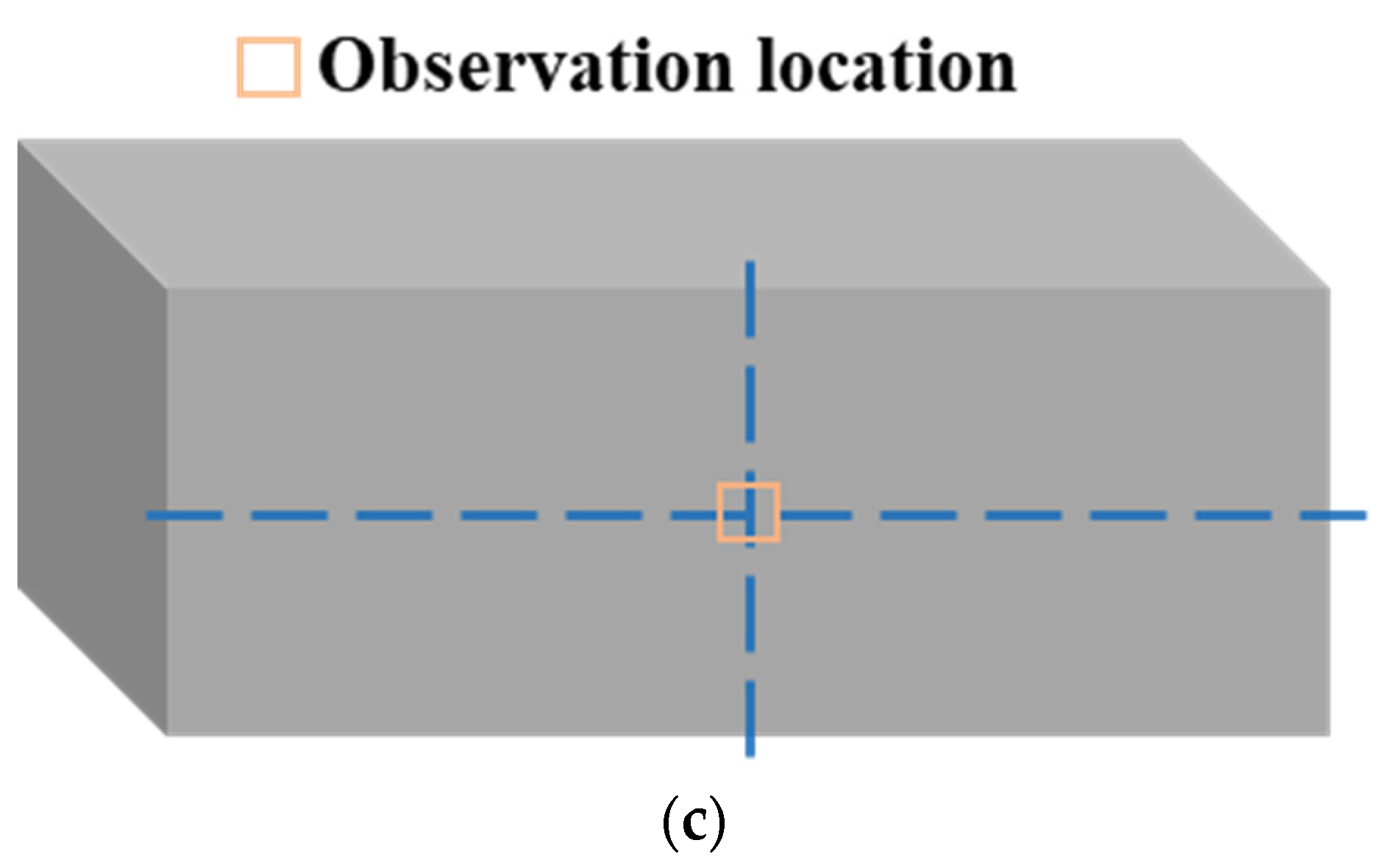
2. Experimental Materials and Methods
3. Clarification of the Mapping Relationship in Conjunction with Microstructure Characterization and Tensile Test
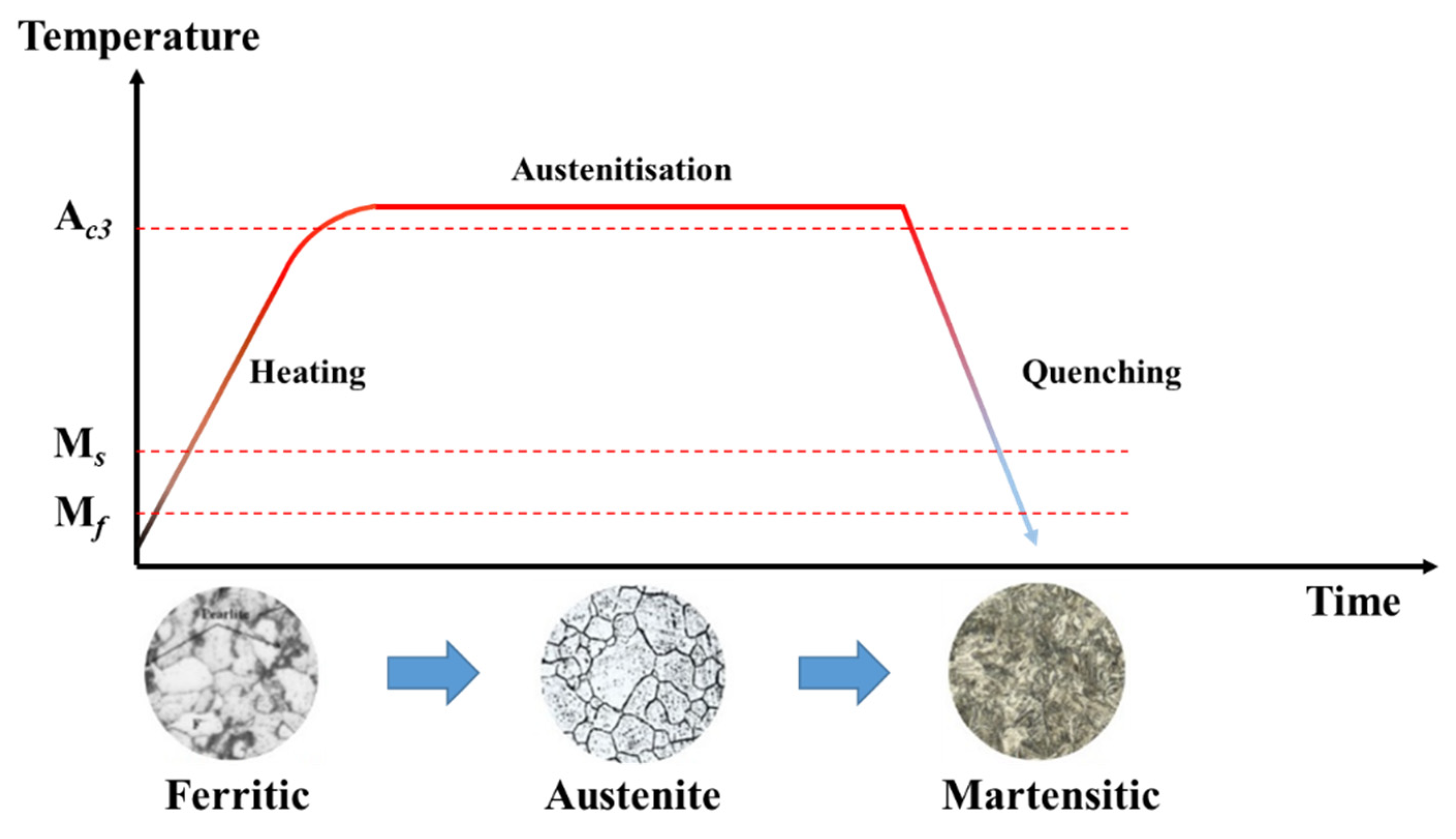
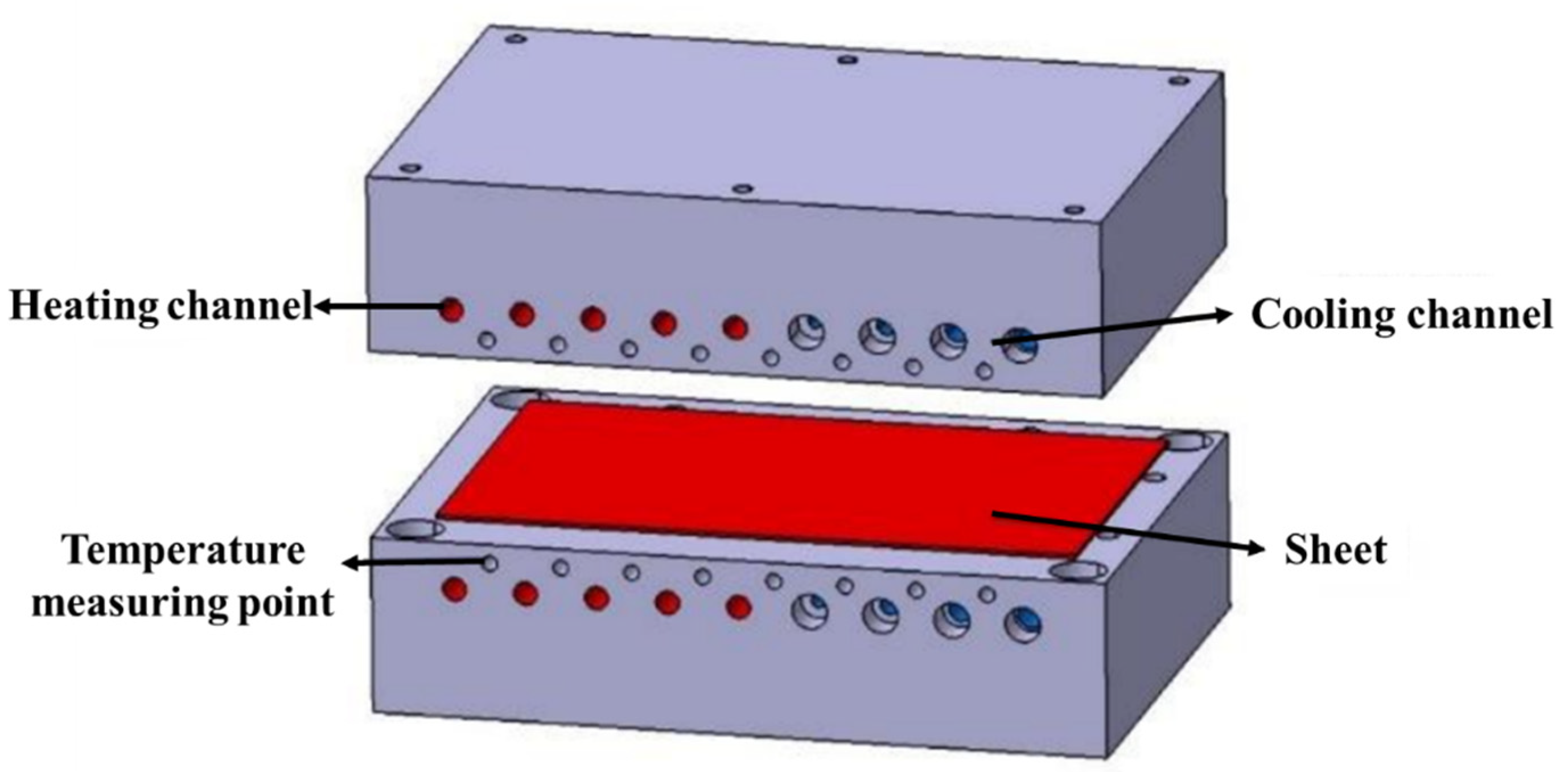
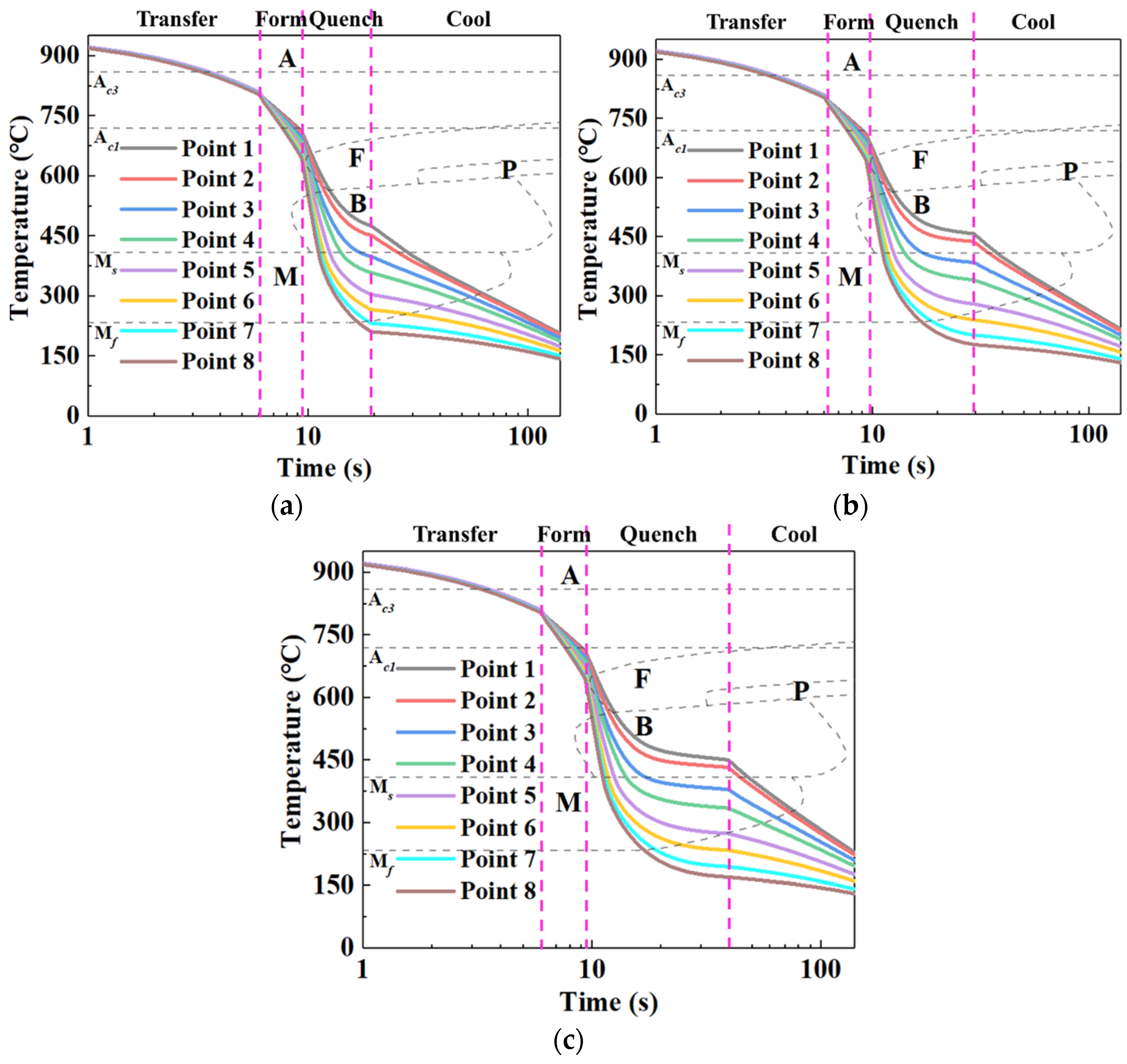
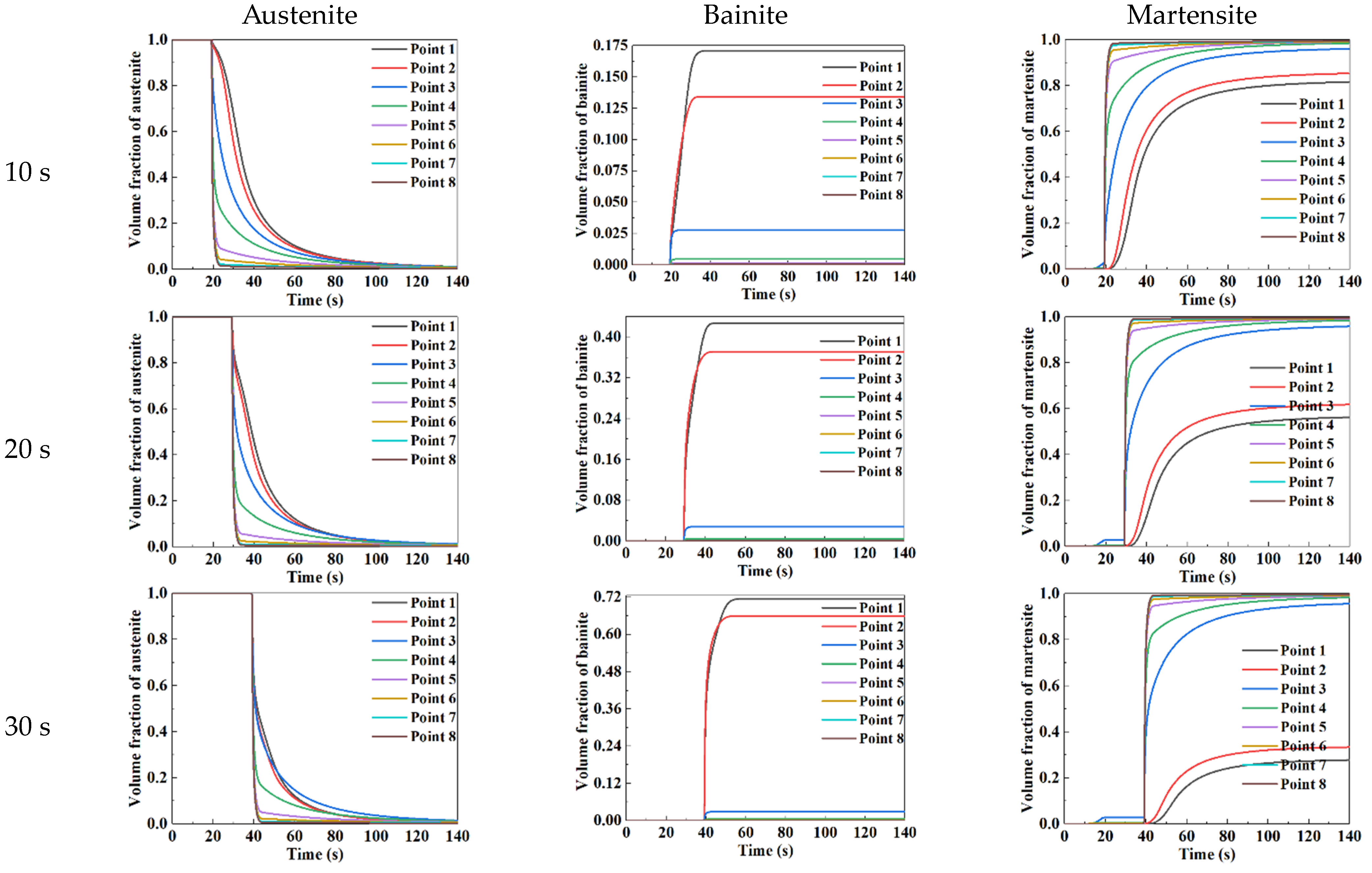
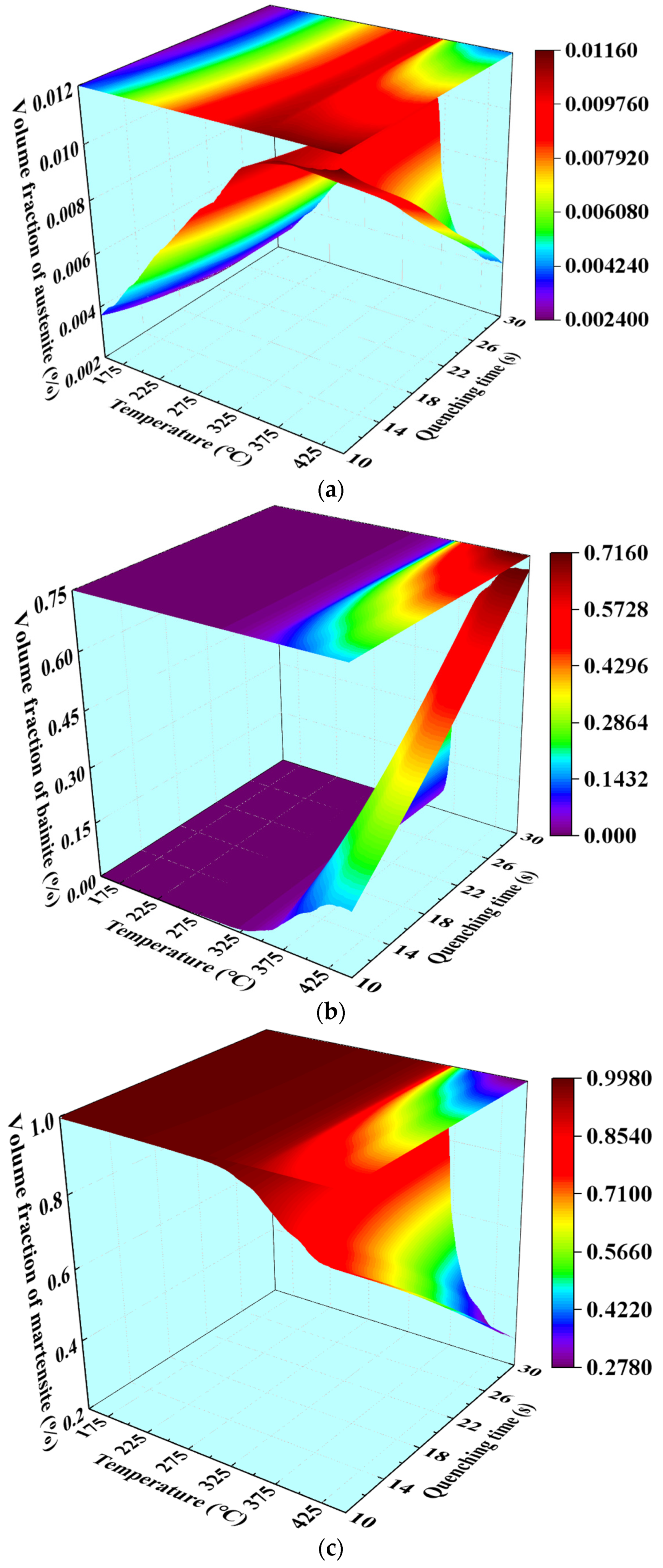
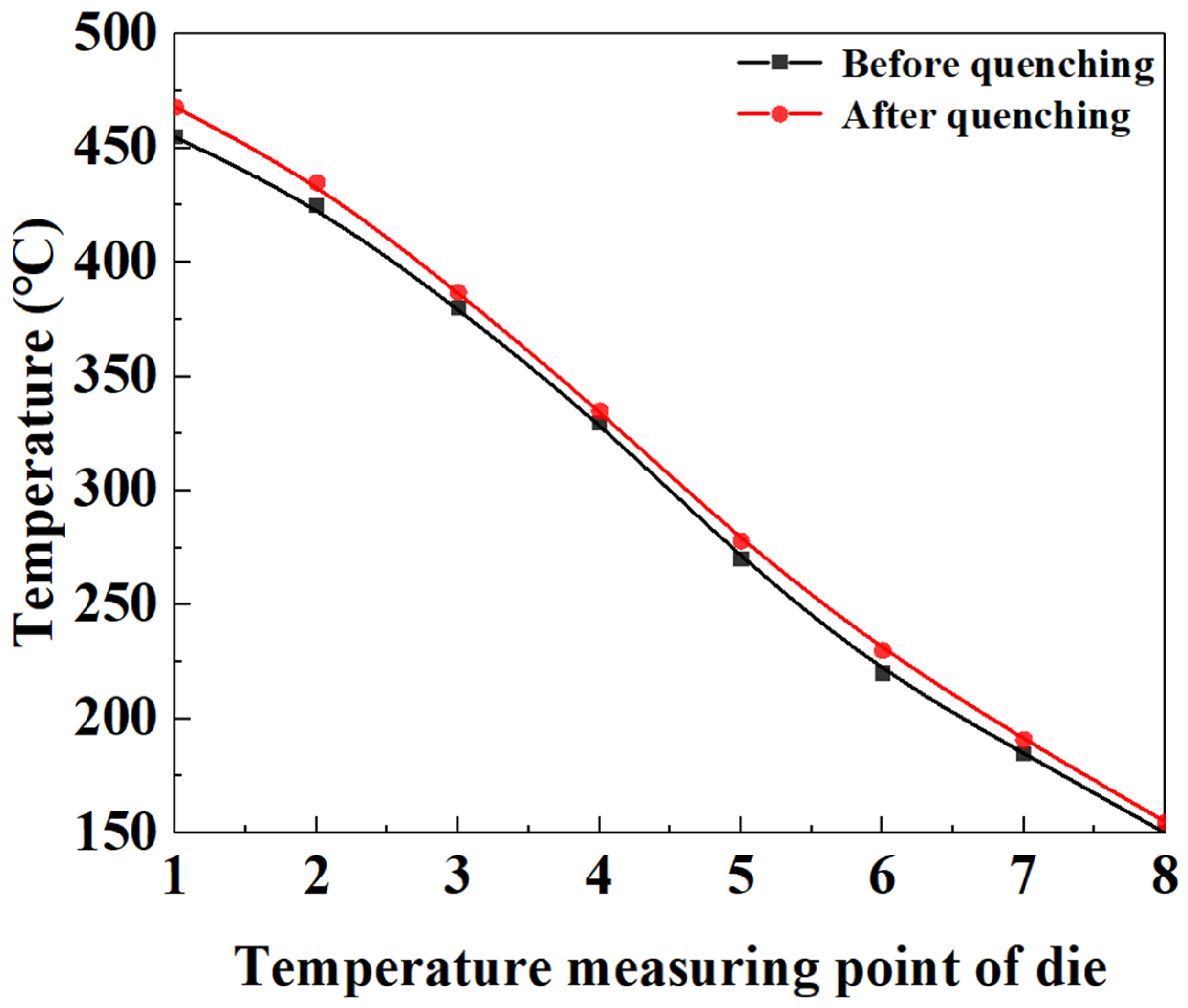
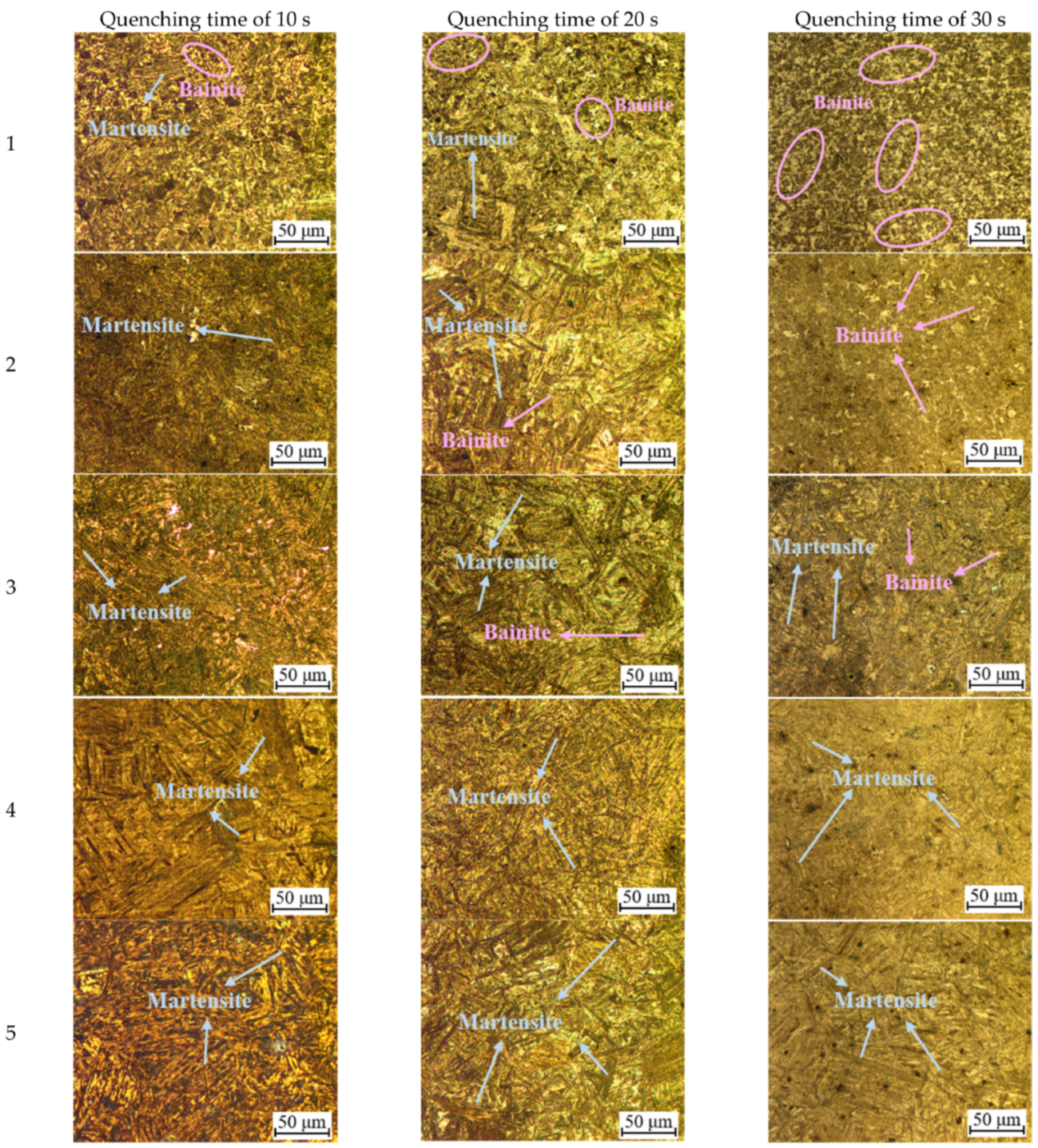
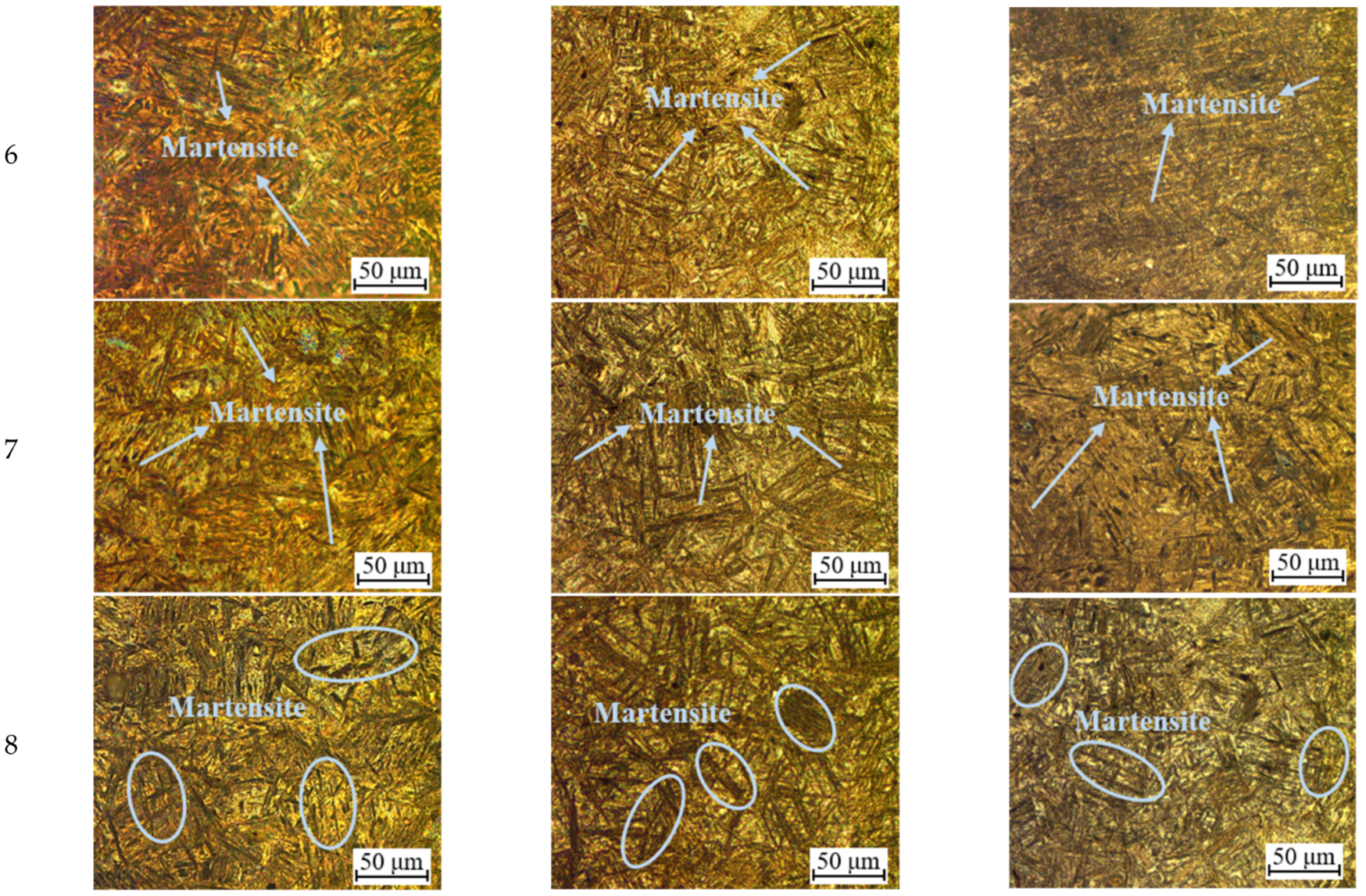
3.1. Effect of Quenching Time and the Temperature of Die on Phase Transformation
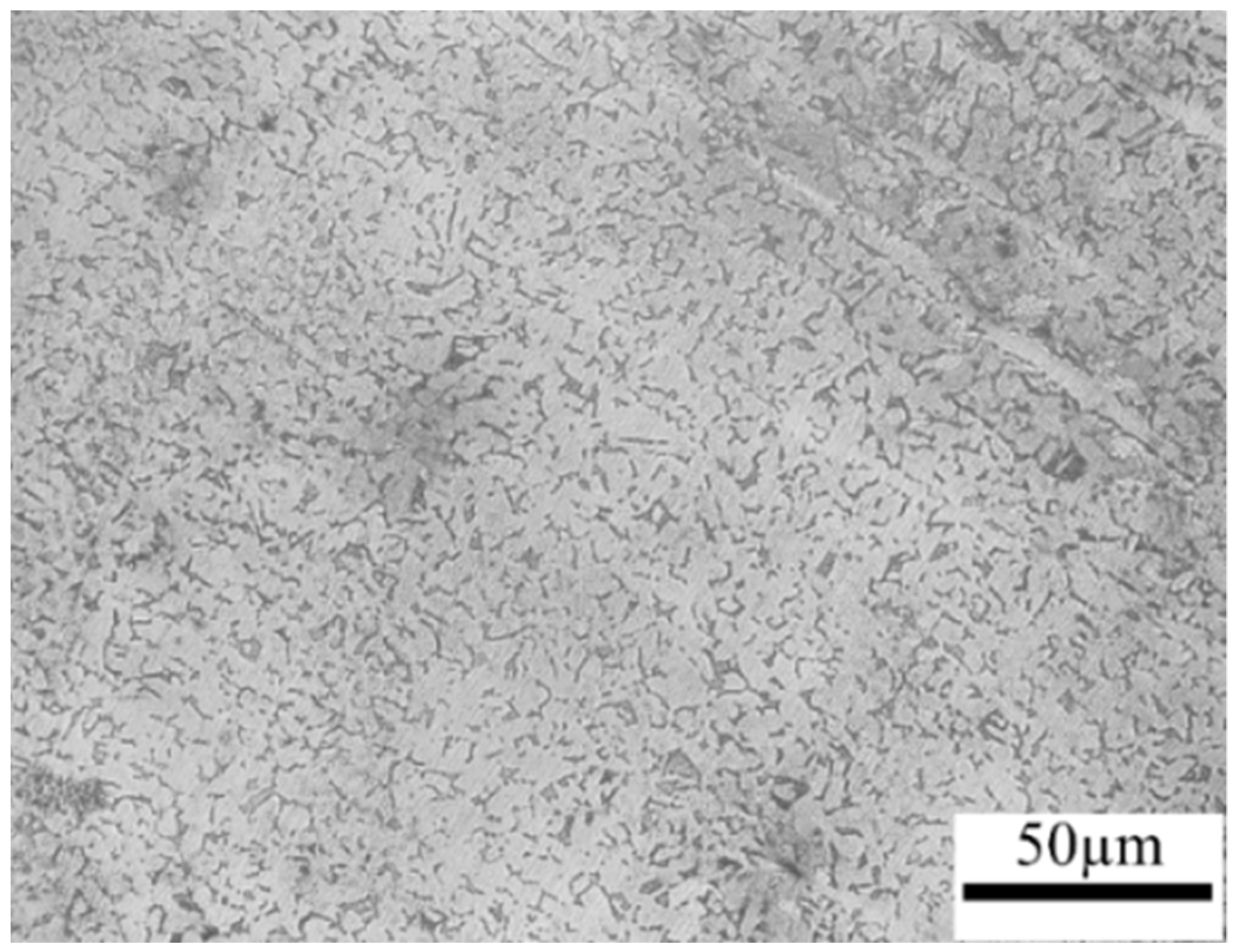
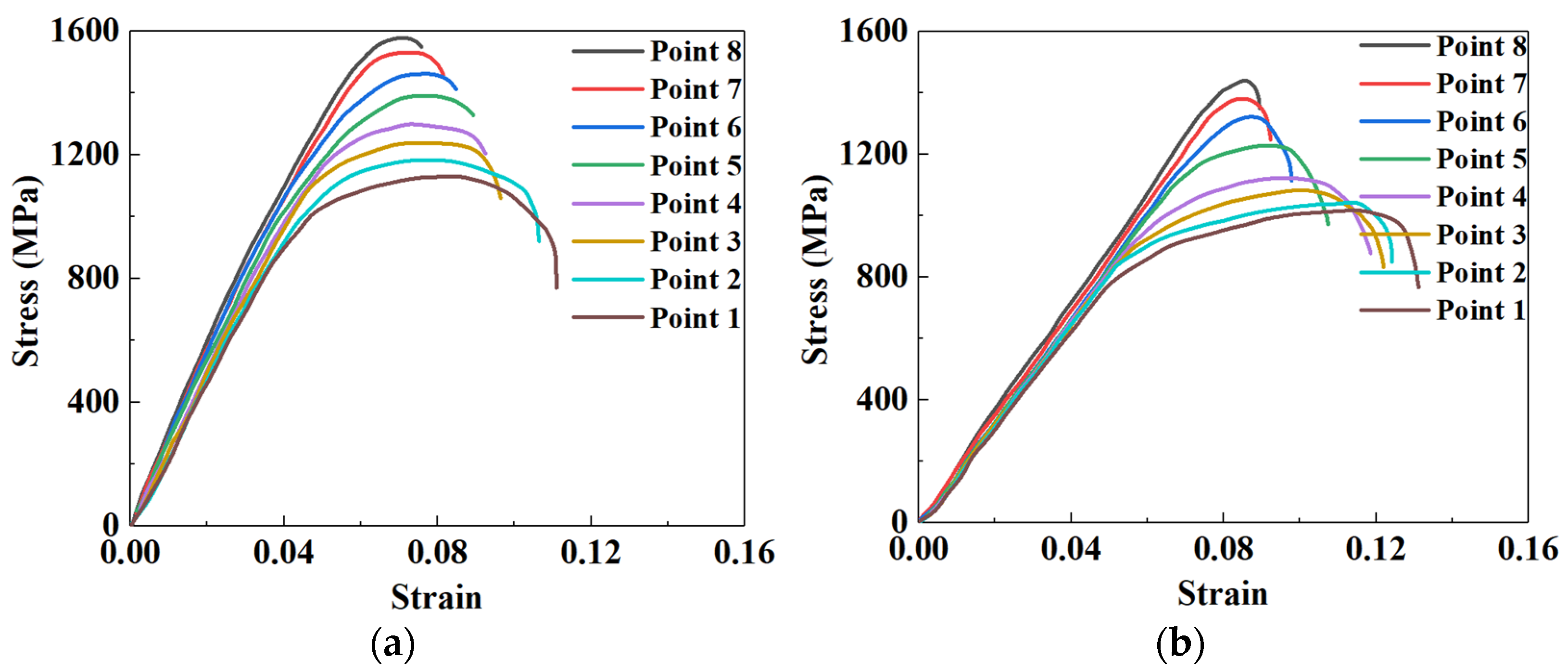
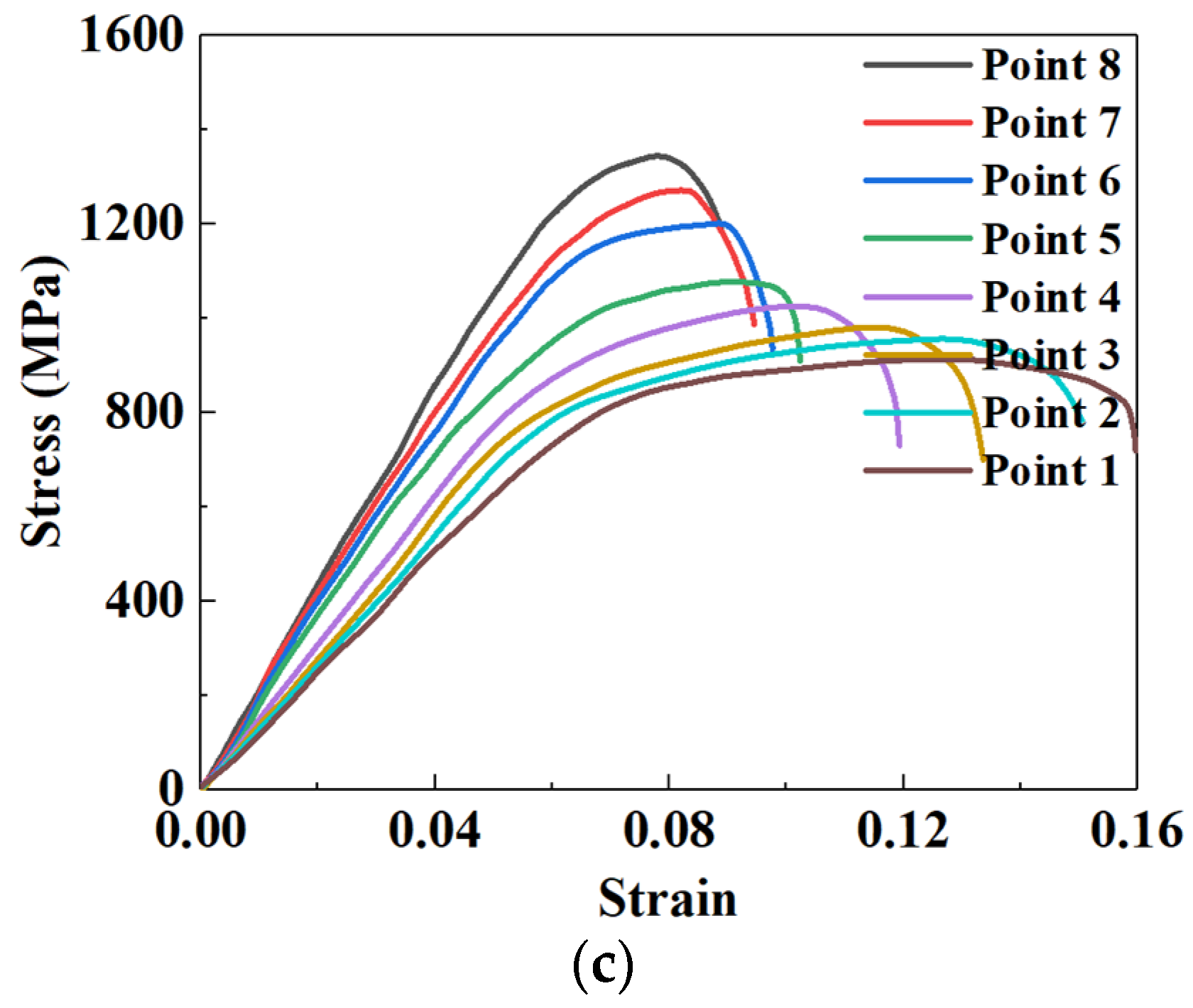
3.2. Microstructure Characterization and Mechanical Property Test
3.3. Construction of the Relationship of Quenching Parameter and Mechanical Property
4. Design and Simulation of B-Pillar for Hot Stamping
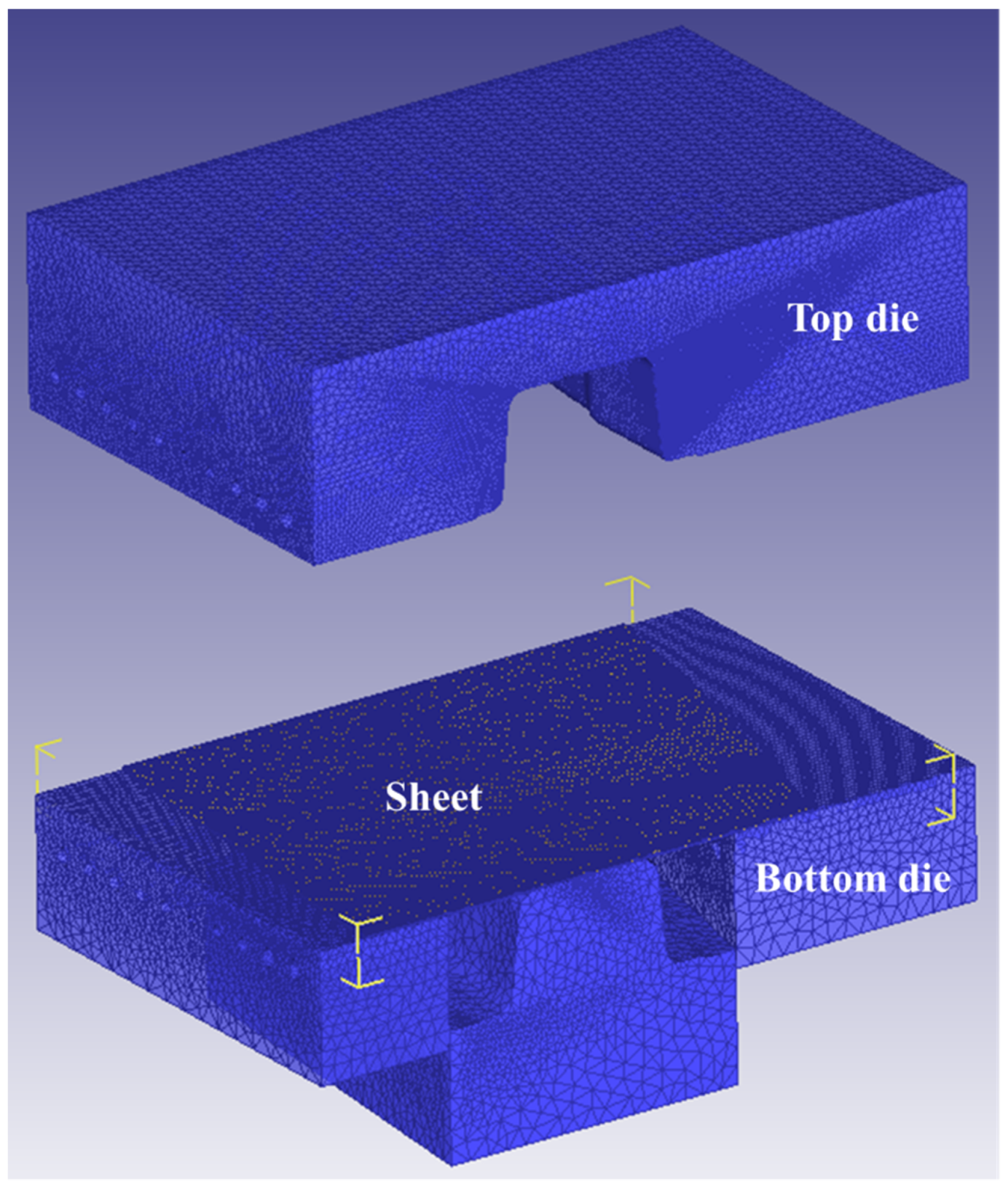
4.1. Parameter Design and FE Model Construction of B-Pillar
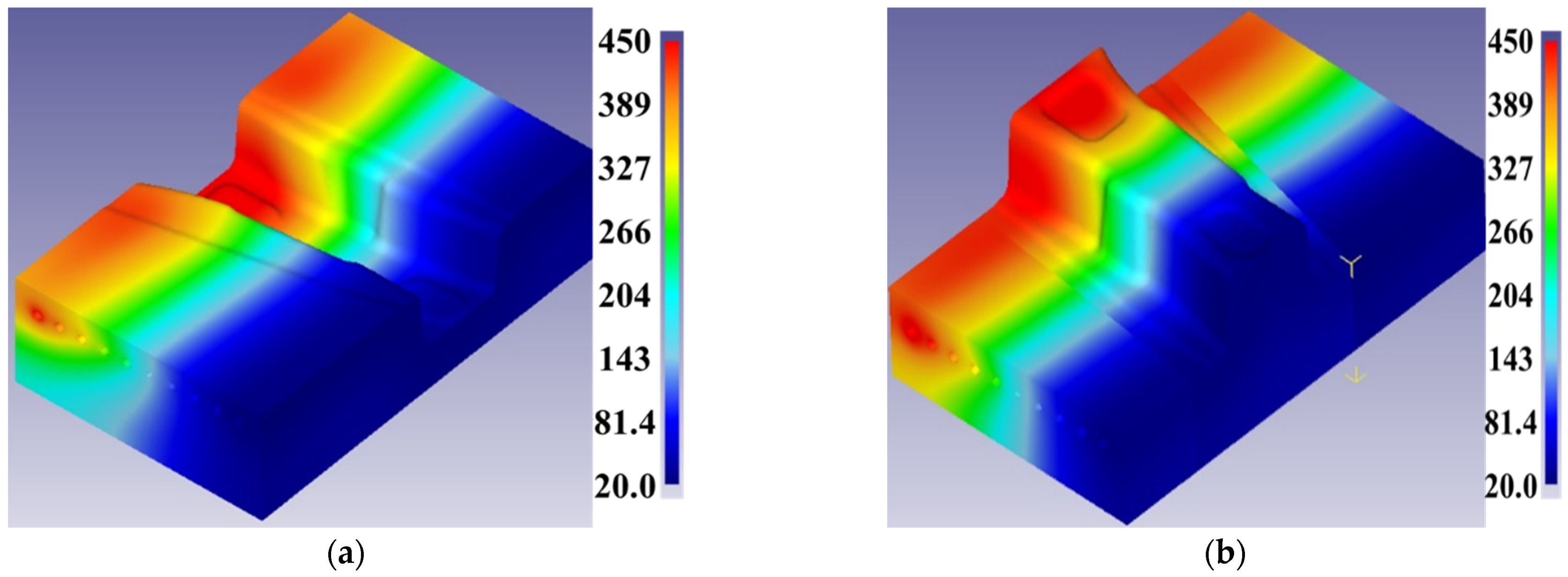
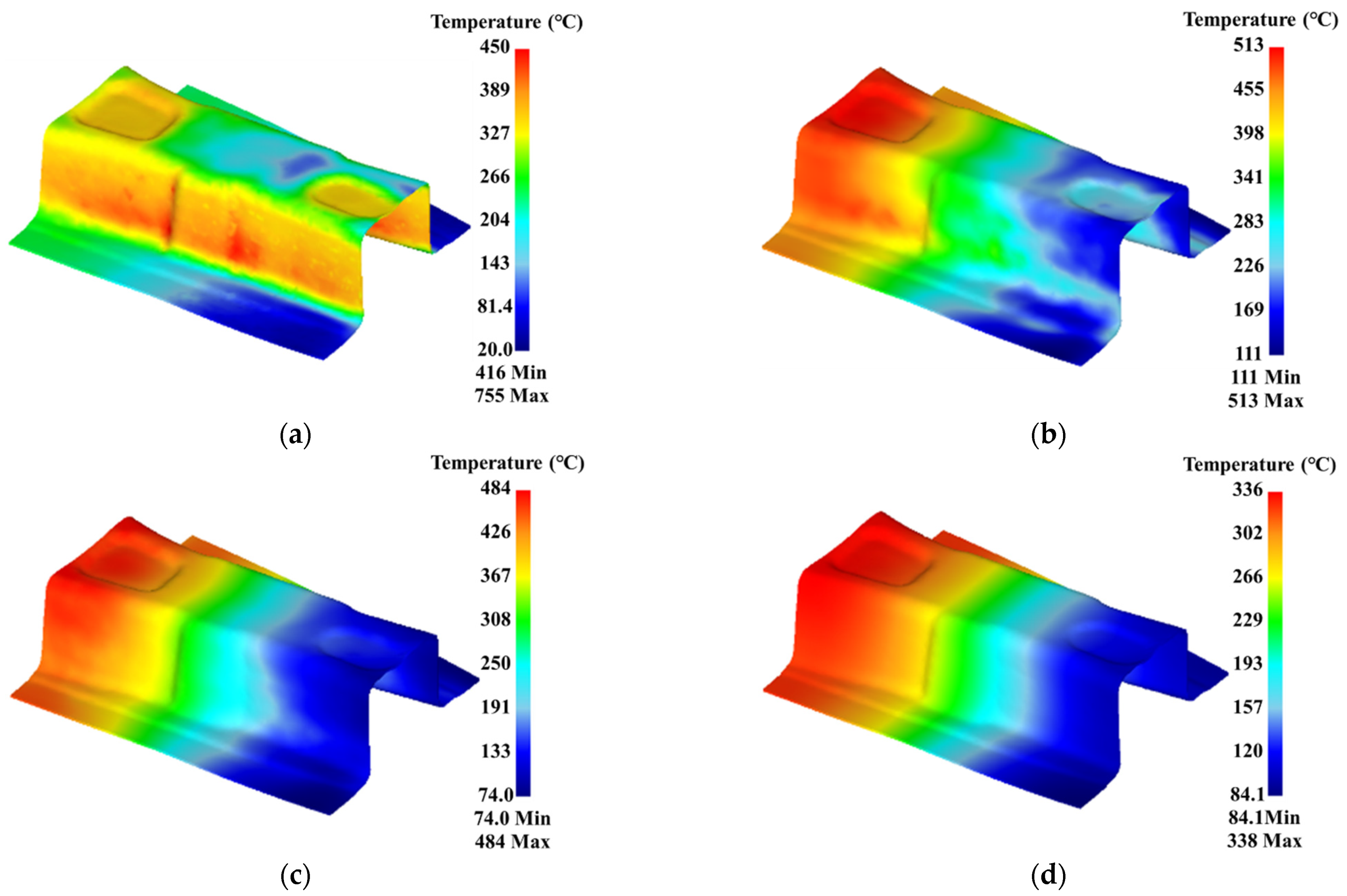
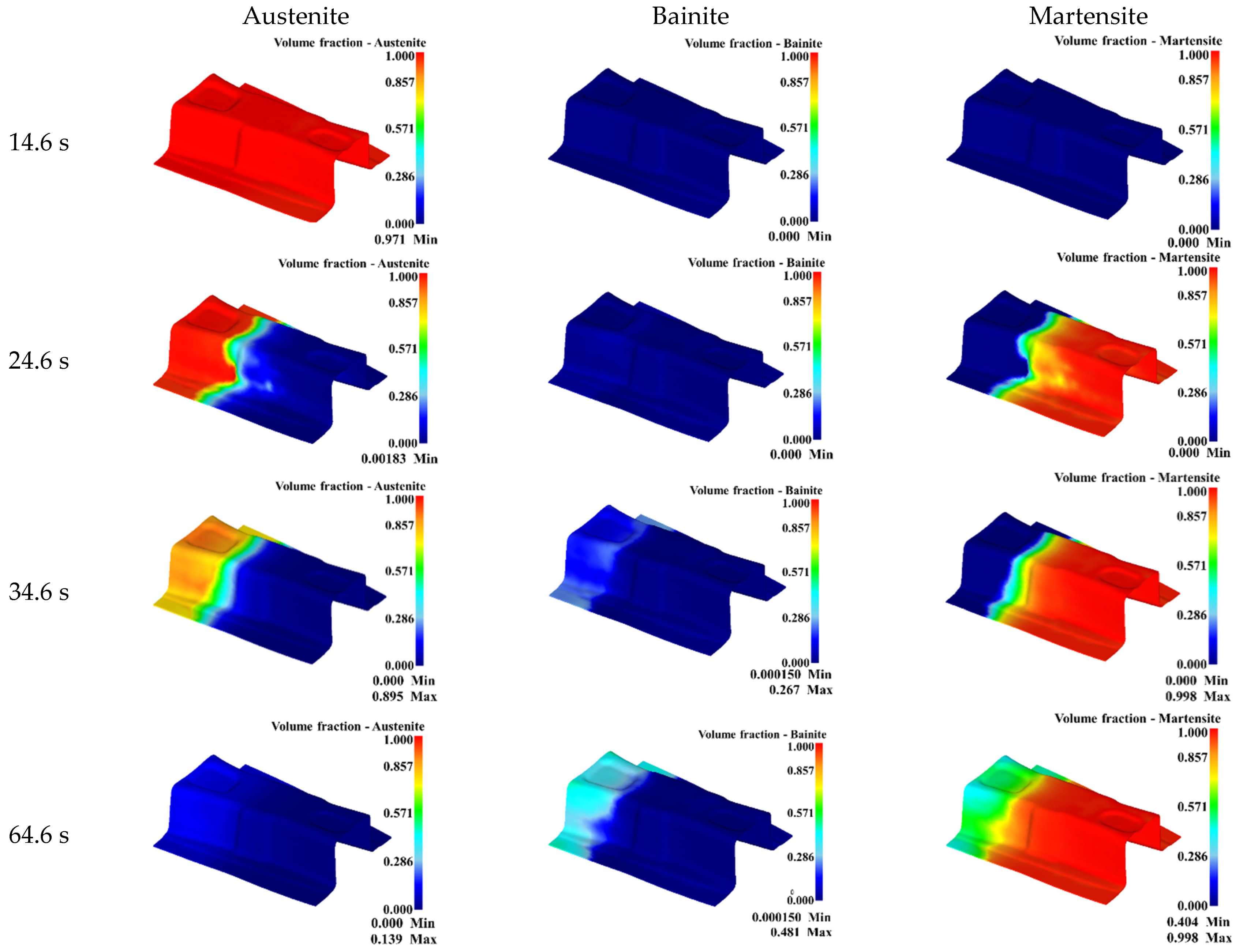
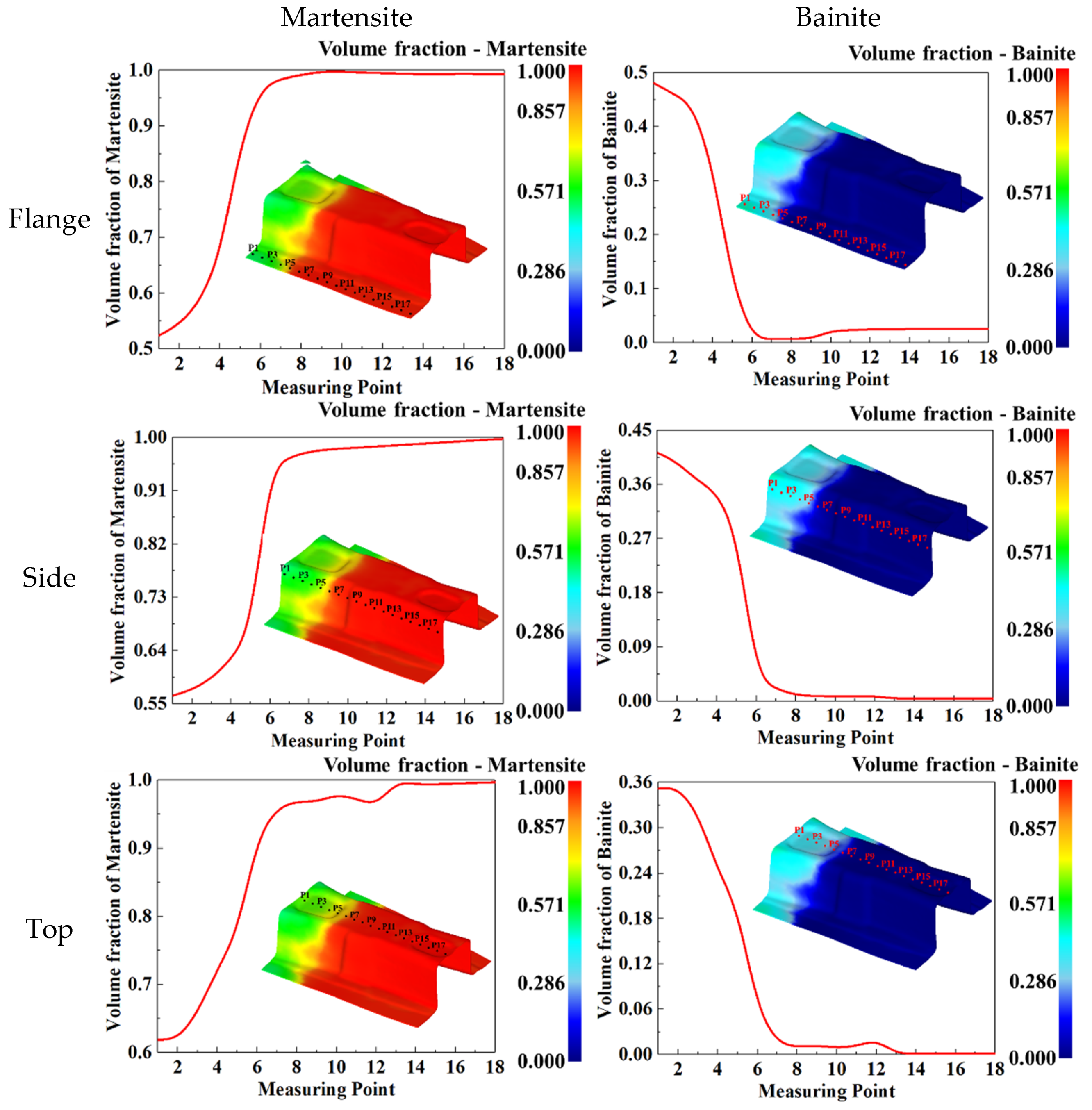
4.2. Analysis of Simulation Results
5. Conclusions
- (1)
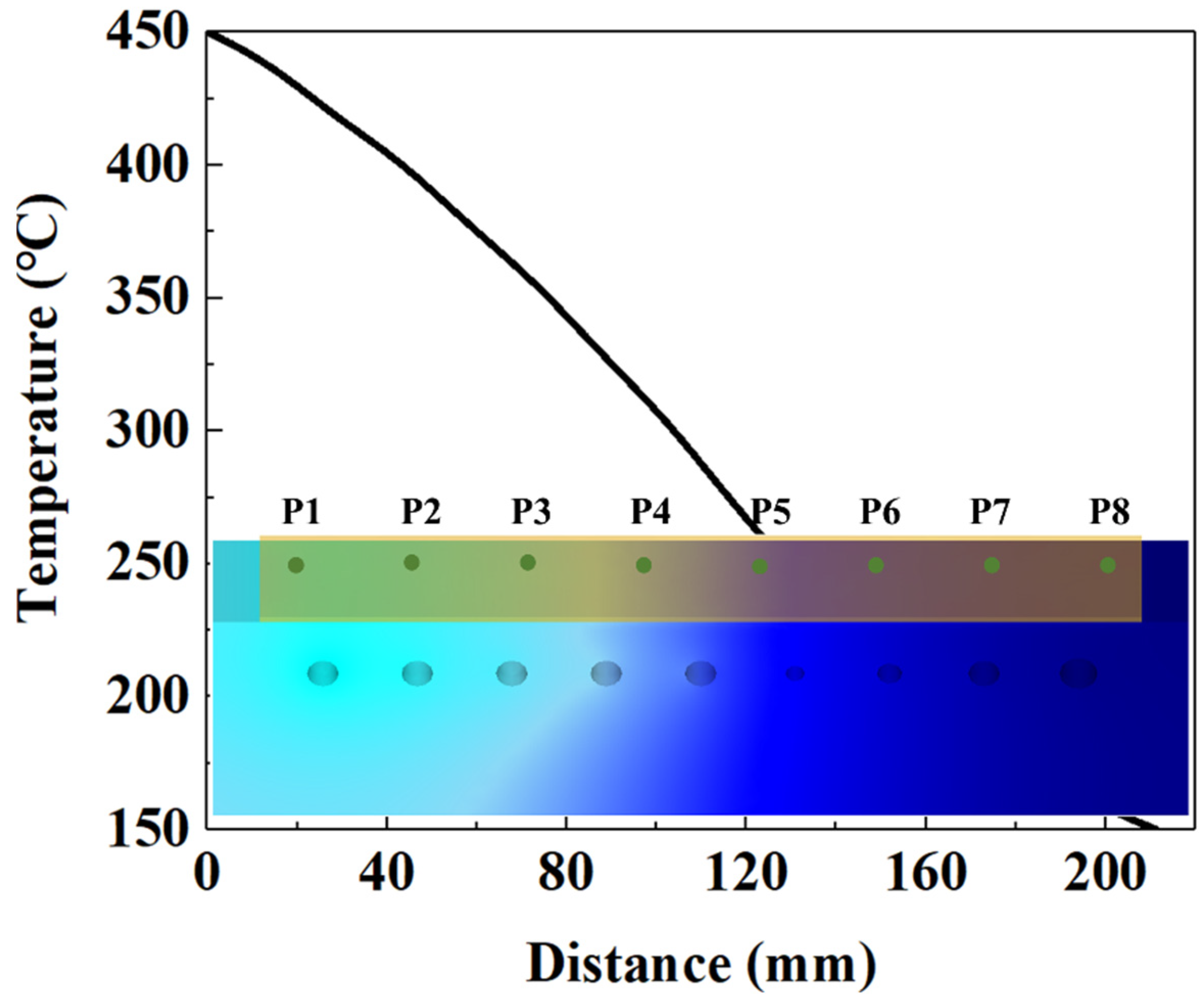
- The bainite transformation gradually predominates with the longer quenching time in the die’s high-temperature zone, and the martensitic transformation predominates in the die’s low-temperature zone. Moreover, the relationships of the temperature die, quenching time, and each phase were characterized as a 3D mapping surface.
- (2)
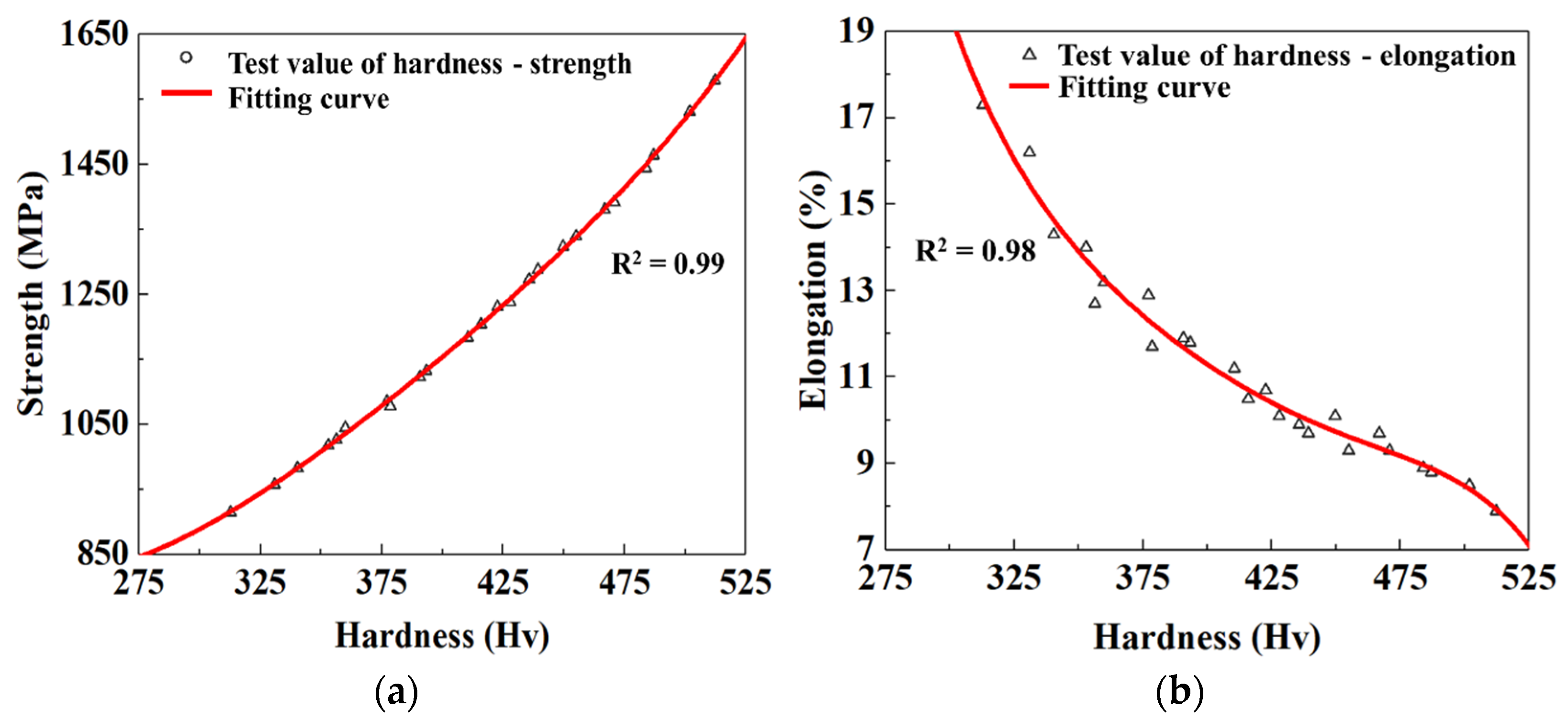
- The relationship curves of hardness and tensile strength, and hardness and elongation at break were fitted, respectively; it was shown that the tensile strength increases with the increasing hardness, and the elongation at break decreases.
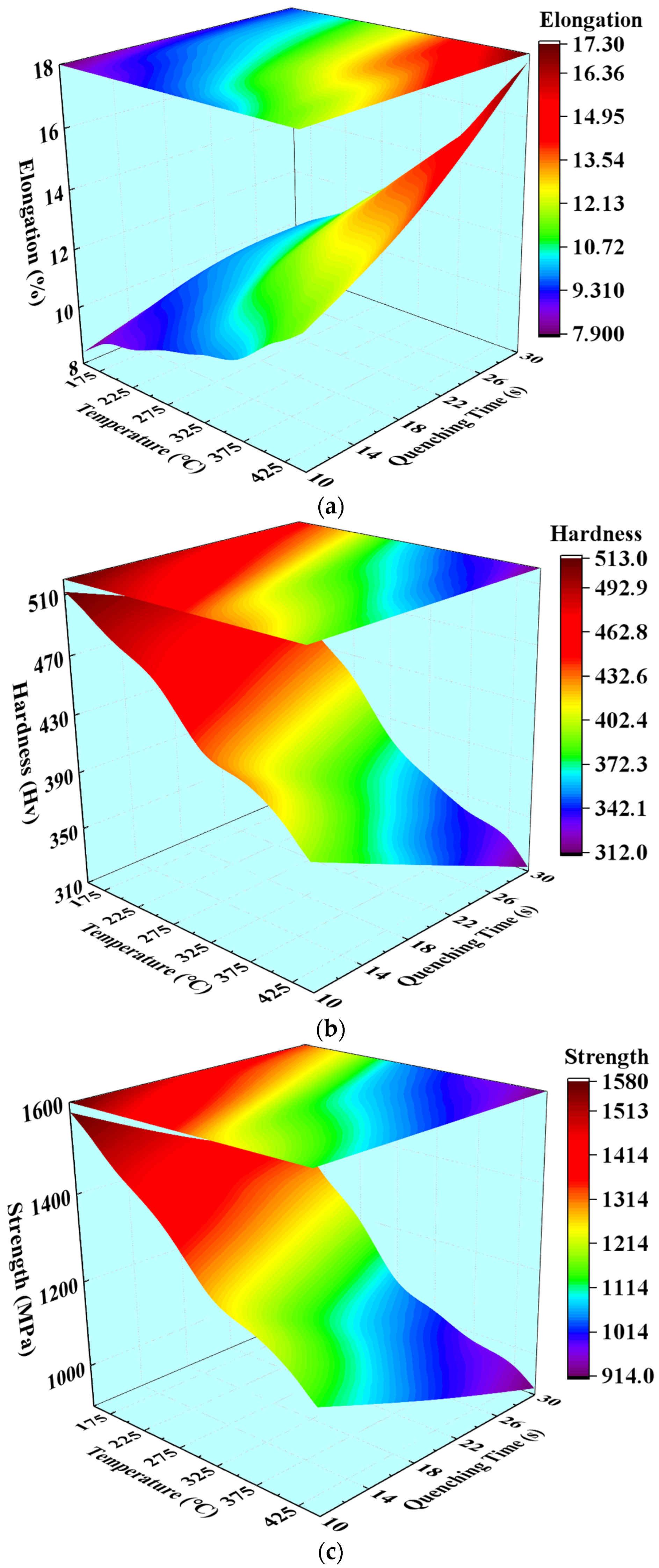
- (3)
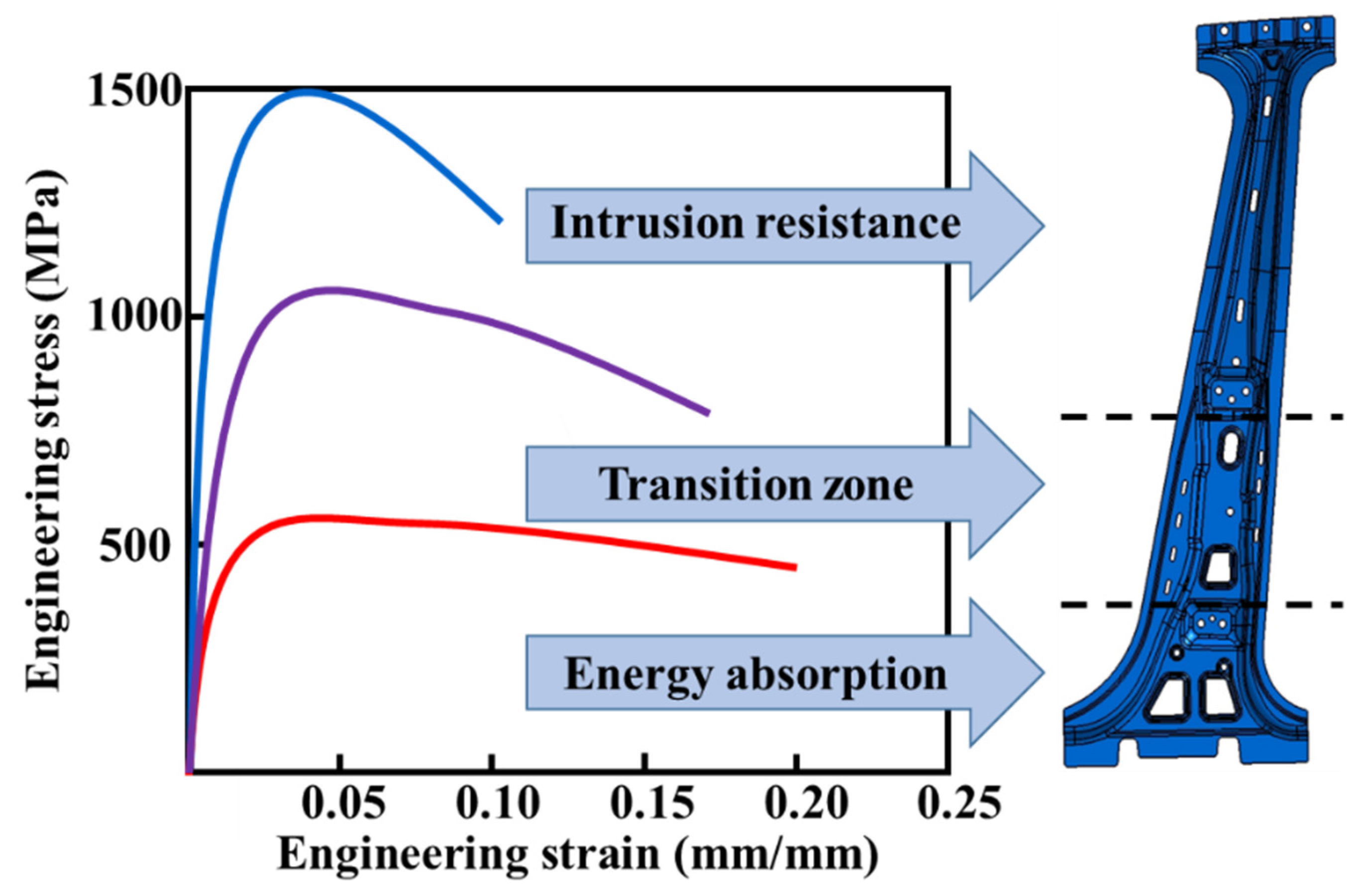
- Three 3D mapping surfaces are constructed to clarify the corresponding relationships of hardness, tensile strength, and elongation at break, varying with the temperature die and quenching time. Tensile strength and hardness increase with decreasing quenching time and the temperature die, and the elongation at break decreases.
- (4)
- The quenching parameters of the B-pillar in different serving conditions were designed, and an FE simulation was carried out to verify. The verification results indicated that the required phase and mechanical properties of BR1500HS were achieved by using the designed quenching parameters. This design principle of the processing parameters also can contribute to the local adjustment of phase and mechanical properties for other steels.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gao, Y.H.; Liu, S.Z.; Hu, X.B.; Ren, Q.Q.; Li, Y.; Dravid, V.P.; Wang, C.X. A novel low cost 2000 MPa grade ultra-high strength steel with balanced strength and toughness. Mater. Sci. Eng. A 2019, 759, 298–302. [Google Scholar] [CrossRef]
- Guo, X.; Liu, S.; Xu, J.; Wang, S.; Fu, L.; Chai, Z.; Lu, H. Effect of step cooling process on microstructures and mechanical properties in thermal simulated CGHAZ of an ultra-high strength steel. Mater. Sci. Eng. A 2021, 540, 141827. [Google Scholar] [CrossRef]
- Bao, L.; Liu, W.J.; Wang, B.; Li, H.; You, X.; Zhou, Q. Experimental investigation on partition controllable induction heating-hot stamping process of high-strength boron alloyed steel plates with designable temperature patterns. J. Mater. Res. Technol. 2020, 9, 13963–13976. [Google Scholar] [CrossRef]
- Mori, K. Smart hot stamping of ultra-high strength steel parts. Trans. Nonferr Metal. Soc. 2012, 22, 496–503. [Google Scholar] [CrossRef]
- Mu, Y.; Zhou, J.; Wang, B.; Wang, Q.; Ghiotti, A.; Bruschi, S. Numerical Simulation of Hot Stamping by Partition Heating Based on Advanced Constitutive Modelling of 22MnB5 Behaviour. Finite Elem. Anal. Des. 2018, 147, 34–44. [Google Scholar] [CrossRef]
- Nikravesh, M.; Naderi, M.; Akbari, G.H. Influence of hot plastic deformation and cooling rate on martensite and bainite start temperatures in 22MnB5 steel. Mater. Sci. Eng. A 2012, 540, 24–29. [Google Scholar] [CrossRef]
- Maikranz-Valentin, M.; Weidig, U.; Schoof, U. Components with Optimised Properties due to Advanced Thermo-mechanical Process Strategies in Hot Sheet Metal Forming. Steel Res. Int. 2008, 79, 92–97. [Google Scholar] [CrossRef]
- Wilsius, J.; Tavernier, B.; Abou-Khalil, D. Experimental and numerical investigation of various hot stamped B-pillar concepts based on usibor 1500P. In Proceedings of the 3rd International Conference on Hot Sheet Metal Forming of High-Performance Steel, Kassel, Germany, 13–17 June 2011; pp. 427–435. [Google Scholar]
- Ma, N.; Hu, P.; Zhao, Y.H. Research on tailored microstructure material in hot forming and its application. In Proceedings of the 3rd International Conference on Hot Sheet Metal Forming of High-Performance Steel, Kassel, Germany, 13–17 June 2011; pp. 331–340. [Google Scholar]
- Casas, B.; Latre, D.; Rodriguez, N.; Valls, I. Tailor made tool materials for the present and upcoming tooling solutions in hot sheet metal forming. In Proceedings of the 1st International Conference on Hot Sheet Metal Forming of High-Performance Steel, Kassel, Germany, 22–24 October 2008; pp. 23–35. [Google Scholar]
- Mori, K.; Okuda, Y. Tailor die quenching in hot stamping for producing ultra high strength steel formed parts having strength distribution. CIRP Ann. Manuf. Technol. 2010, 59, 291–294. [Google Scholar] [CrossRef]
- George, R.; Bardelcik, A.; Worswick, M.J. Hot forming of Boron steels using heated and cooled tooling for tailored properties. J. Mater. Process. Technol. 2012, 212, 2386–2399. [Google Scholar] [CrossRef]
- Bardelcik, A.; Worswick, M.J.; Winkler, S.; Wells, M. A strain rate sensitive constitutive model for quenched boron steel with tailored properties. Int. J. Impact Eng. 2012, 50, 49–62. [Google Scholar] [CrossRef]
- Neumann, R.; Schuster, S.; Gibmeier, J.; Böhlke, T. Two-scale simulation of the hot stamping process based on a Hashin–Shtrikman type mean field model. J. Mater. Process. Technol. 2019, 267, 124–140. [Google Scholar] [CrossRef]
- Li, Y.; Chen, Y.; Li, S. Phase transformation testing and modeling for hot stamping of boron steel considering the effect of the prior austenite deformation. Mater. Sci. Eng. A 2021, 821, 141447. [Google Scholar] [CrossRef]
- Zhou, J.; Yang, X.; Mu, Y.; Liu, S.; Wang, B. Numerical simulation and experimental investigation of tailored hot stamping of boron steel by partial heating. J. Mater. Res. Technol. 2021, 14, 1347–1365. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, K.; Liu, Y.; Zhu, B.; Zhang, Y.; Li, S. Multi-scale simulation for hot stamping quenching & partitioning process of high-strength steel. J. Mater. Process. Technol. 2019, 269, 150–162. [Google Scholar]
- Tang, B.; Wang, Q.; Wang, Z.; Zheng, W. The influence of deformation history on microstructure and microhardness during the hot stamping process of boron steel B1500HS. Int. J. Mater. Prod. Technol. 2013, 46, 255–268. [Google Scholar] [CrossRef]
- Quan, G.Z.; Zhan, Z.Y.; Zhang, L.; Wu, D.S.; Luo, G.C.; Xia, Y.F. A study on the multi-phase transformation kinetics of ultra-highstrength steel and application in thermal-mechanical-phase coupling simulation of hot stamping process. Mater. Sci. Eng. A 2016, 673, 24–38. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Ni | P | Mo | S | B | Al | Ti | Cu | V | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.23 | 0.25 | 1.35 | 0.19 | 0.028 | 0.015 | 0.04 | 0.006 | 0.003 | 0.04 | 0.03 | 0.016 | 0.004 | balance |
| Temperature Gradient of Die | Initial Forming Temperature | Quenching Time |
|---|---|---|
| 450–150 °C | 800 °C | 10 s |
| 450–150 °C | 800 °C | 20 s |
| 450–150 °C | 800 °C | 30 s |
| Temperature (°C) | 20 | 100 | 300 | 400 | 600 | 800 | 1000 |
|---|---|---|---|---|---|---|---|
| Young’s modulus (GPa) | 212 | 207 | 193 | 166 | 150 | 134 | 118 |
| Poisson ratio | 0.284 | 0.286 | 0.293 | 0.298 | 0.31 | 0.325 | 0.343 |
| Thermal conductivity, (W/(m·°C)) | 34.1 | 36.3 | 36.7 | 32.8 | 35.6 | 38.2 | 39.6 |
| Specific heat (J/(Kg·°C)) | 629 | 630 | 560 | 580 | 700 | 755 | 810 |
| Time | Property | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|---|
| 10 | Tensile strength (MPa) | 1132.7 | 1183.5 | 1237.8 | 1288.2 | 1391.7 | 1464.2 | 1531.2 | 1579.1 |
| Hardness (Hv) | 393.3 ± 2.5 | 410.4 ± 1.4 | 427.9 ± 2.7 | 439.2 ± 3.2 | 470.7 ± 3.3 | 486.9 ± 4.1 | 501.7 ± 1.2 | 512.1 ± 3.9 | |
| Elongation at break (%) | 11.8 | 11.2 | 10.1 | 9.7 | 9.3 | 8.8 | 8.5 | 7.9 | |
| 20 | Tensile strength (MPa) | 1017.9 | 1044.4 | 1085.3 | 1123.0 | 1230.9 | 1323.7 | 1380.8 | 1443.9 |
| Hardness (Hv) | 352.8 ± 2.1 | 359.9 ± 2.6 | 377.1 ± 3.1 | 390.6 ± 1.7 | 422.6 ± 1.9 | 449.6 ± 3.4 | 466.7 ± 2.1 | 483.8 ± 2.1 | |
| Elongation at break (%) | 14.0 | 13.2 | 12.9 | 11.9 | 10.7 | 10.1 | 9.7 | 8.9 | |
| 30 | Tensile strength (MPa) | 914.8 | 957.6 | 983.0 | 1026.8 | 1077.7 | 1204.0 | 1273.3 | 1339.6 |
| Hardness (Hv) | 312.7 ± 3.2 | 330.8 ± 2.2 | 340.2 ± 2.5 | 356.2 ± 3.7 | 378.5 ± 2.1 | 415.8 ± 2.8 | 435.6 ± 1.7 | 454.9 ± 1.5 | |
| Elongation at break (%) | 17.3 | 16.2 | 14.3 | 12.7 | 11.7 | 10.5 | 9.9 | 9.3 |
| Segment | Tensile Strength (MPa) | Temperature of Die (°C) |
|---|---|---|
| I | 1000 | 450 |
| II (1) | 1000~1450 | 150~450 |
| II (2) | 1450~1500 | 50~150 |
| III | 1500 | 50 |
| IV | 1200 | 280 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Quan, G.-Z.; Yu, Y.-Z.; Zhang, Y.; Zhang, Y.-Q.; Xiong, W. A Tailored Preparation Method of Variable Strength for Ultra-High-Strength Steel Sheet and Mapping Mechanism between Process and Property. Materials 2022, 15, 6620. https://doi.org/10.3390/ma15196620
Quan G-Z, Yu Y-Z, Zhang Y, Zhang Y-Q, Xiong W. A Tailored Preparation Method of Variable Strength for Ultra-High-Strength Steel Sheet and Mapping Mechanism between Process and Property. Materials. 2022; 15(19):6620. https://doi.org/10.3390/ma15196620
Chicago/Turabian StyleQuan, Guo-Zheng, Yan-Ze Yu, Yu Zhang, Yu-Qing Zhang, and Wei Xiong. 2022. "A Tailored Preparation Method of Variable Strength for Ultra-High-Strength Steel Sheet and Mapping Mechanism between Process and Property" Materials 15, no. 19: 6620. https://doi.org/10.3390/ma15196620
APA StyleQuan, G.-Z., Yu, Y.-Z., Zhang, Y., Zhang, Y.-Q., & Xiong, W. (2022). A Tailored Preparation Method of Variable Strength for Ultra-High-Strength Steel Sheet and Mapping Mechanism between Process and Property. Materials, 15(19), 6620. https://doi.org/10.3390/ma15196620