
Recent Progress on Regulating Strategies for the Strengthening and Toughening of High-Strength Aluminum Alloys


Abstract
:1. Introduction
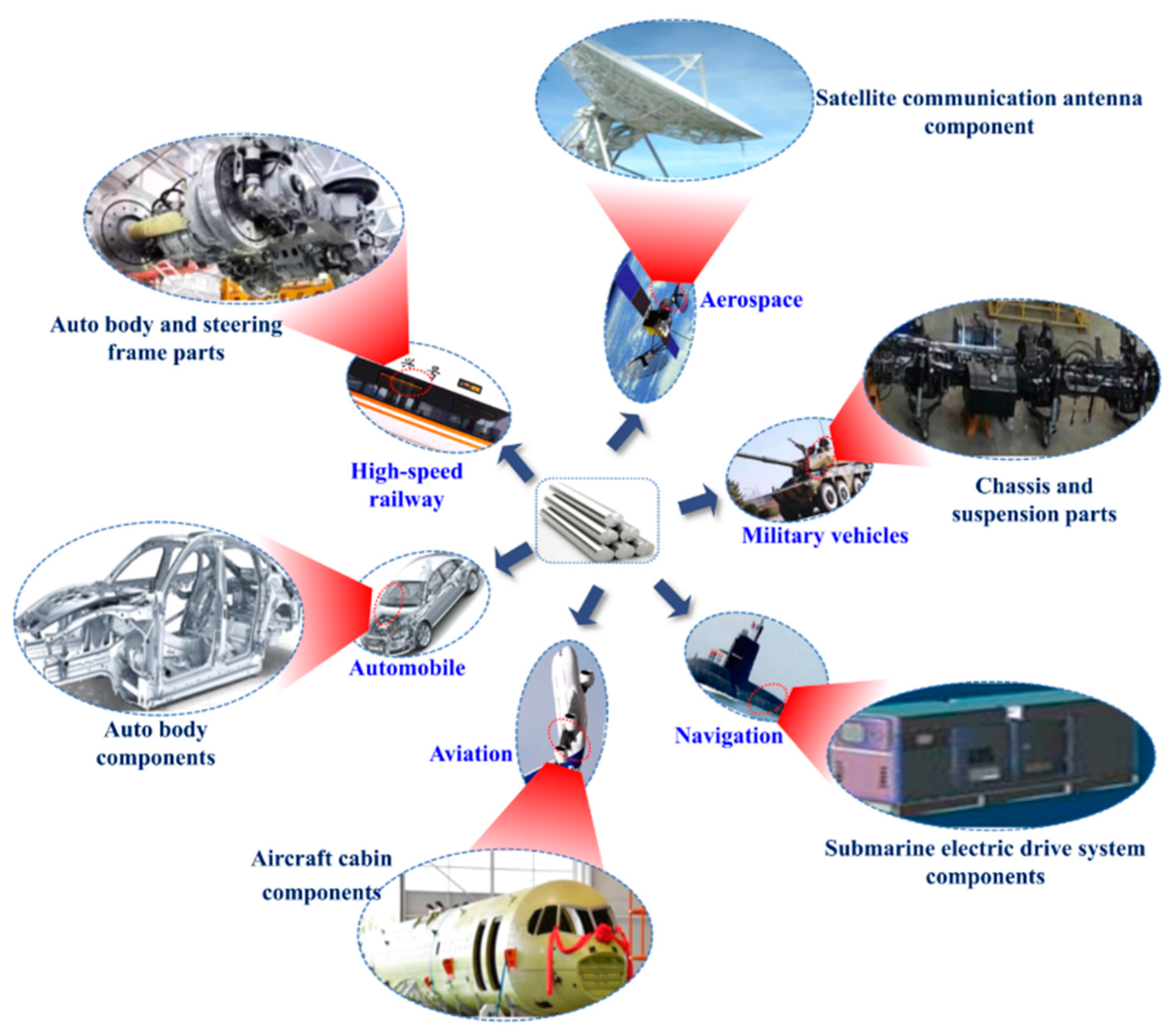
2. Usage of High-Strength Aluminum Alloys in the Industrial Field
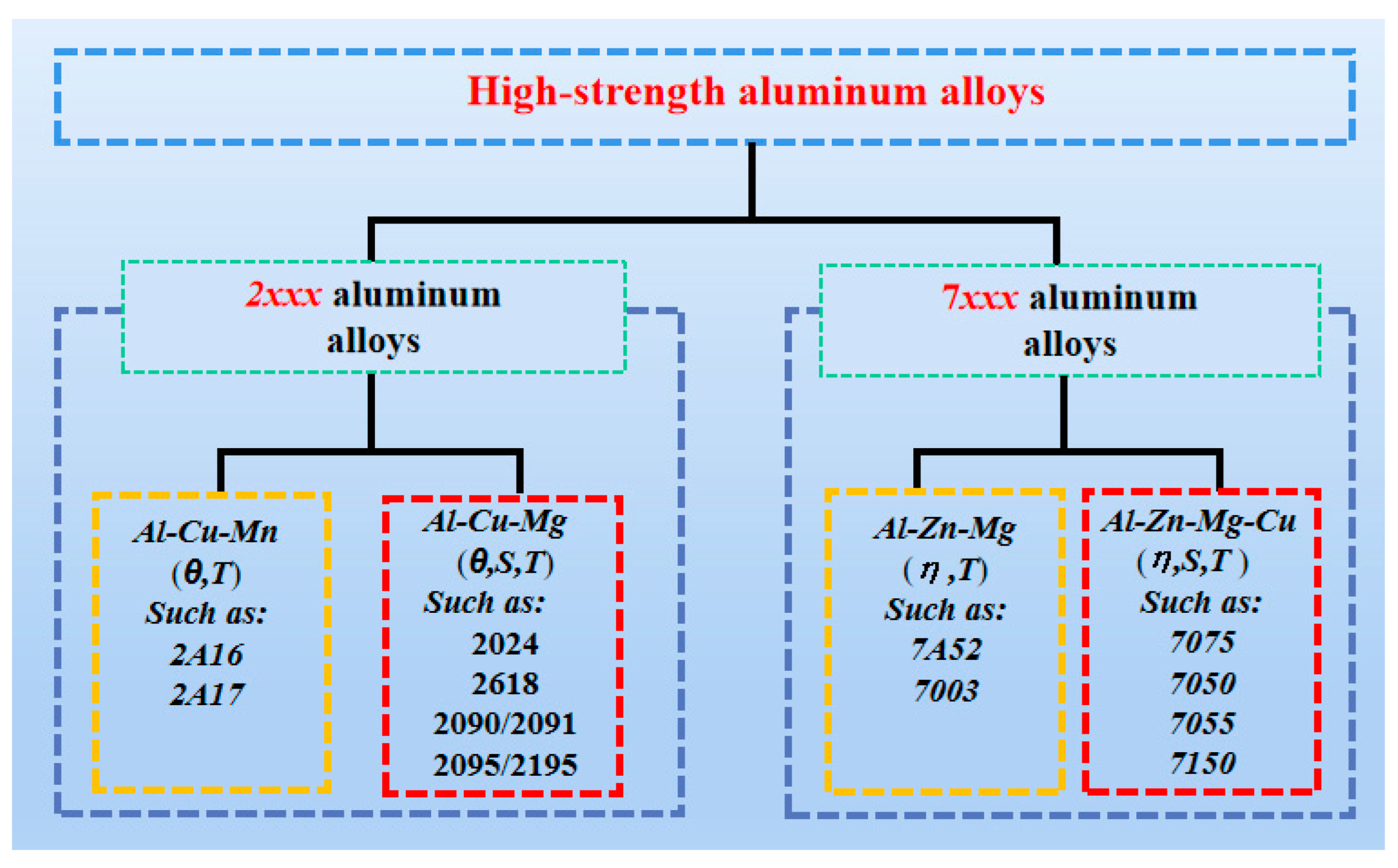
2.1. Classification of High-Strength Aluminum Alloys
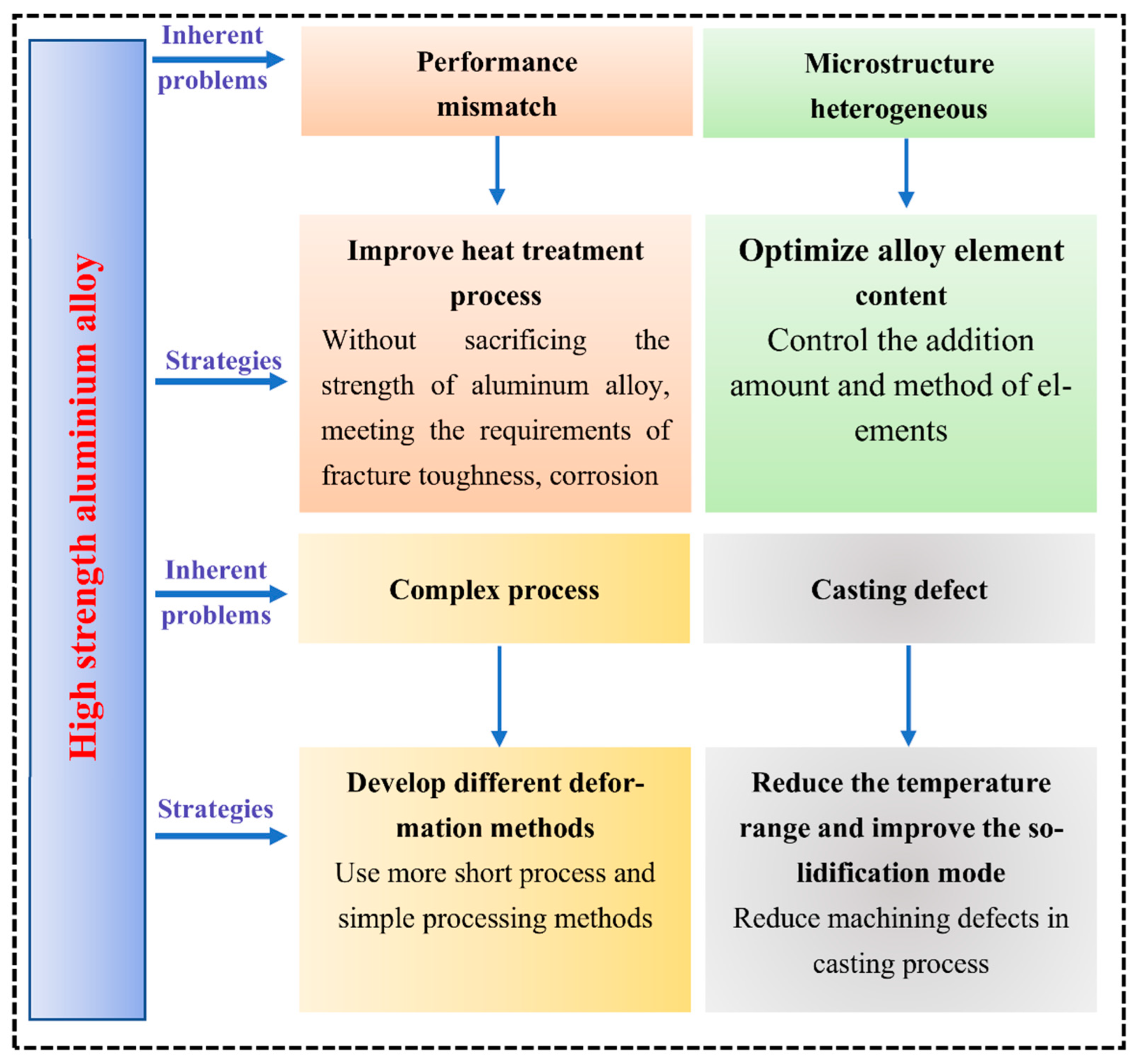
2.2. Challenges for the Use of High-Strength Aluminum Alloys
- (1)
- During the production of HSAA, there is a mismatch between strength and fracture toughness.
- (2)
- HSAA with high specifications and high contents of alloying elements often show uneven microstructure and performance. When the microstructure and performance of some parts are uneven, the overall performance is affected.
- (3)
- In the preparation of HSAA materials, the manufacturing process is sophisticated, the materials consumption is large, and the performance loss is large. The overall preparation of HSAA is usually a cumbersome process.
- (4)
- For high-strength cast aluminum alloys, there always exist casting defects, such as segregation, hot cracking, porosity, and shrinkage, which usually appear during the casting procedure.
- (1)
- Improve the heat treatment process. Satisfy the fracture toughness, corrosion resistance, and fatigue performance requirements without sacrificing the strength of the aluminum alloy.
- (2)
- Optimize the content of the alloying components. Strictly control the added amounts and addition methods of elements to make the structure of large-scale HSAA more uniform.
- (3)
- Develop effective deformation methods. Use short processes and simple processing methods.
- (4)
- Reduce the temperature range during the casting process and improve the alloy solidification method so as to diminish the risk of processing defects resulting from the casting process.
3. Strengthening and Toughening Characteristics of High-Strength Aluminum Alloys
3.1. Strengthening Mechanisms for HSAA
3.1.1. Solid Solution Strengthening
3.1.2. Dislocation Strengthening
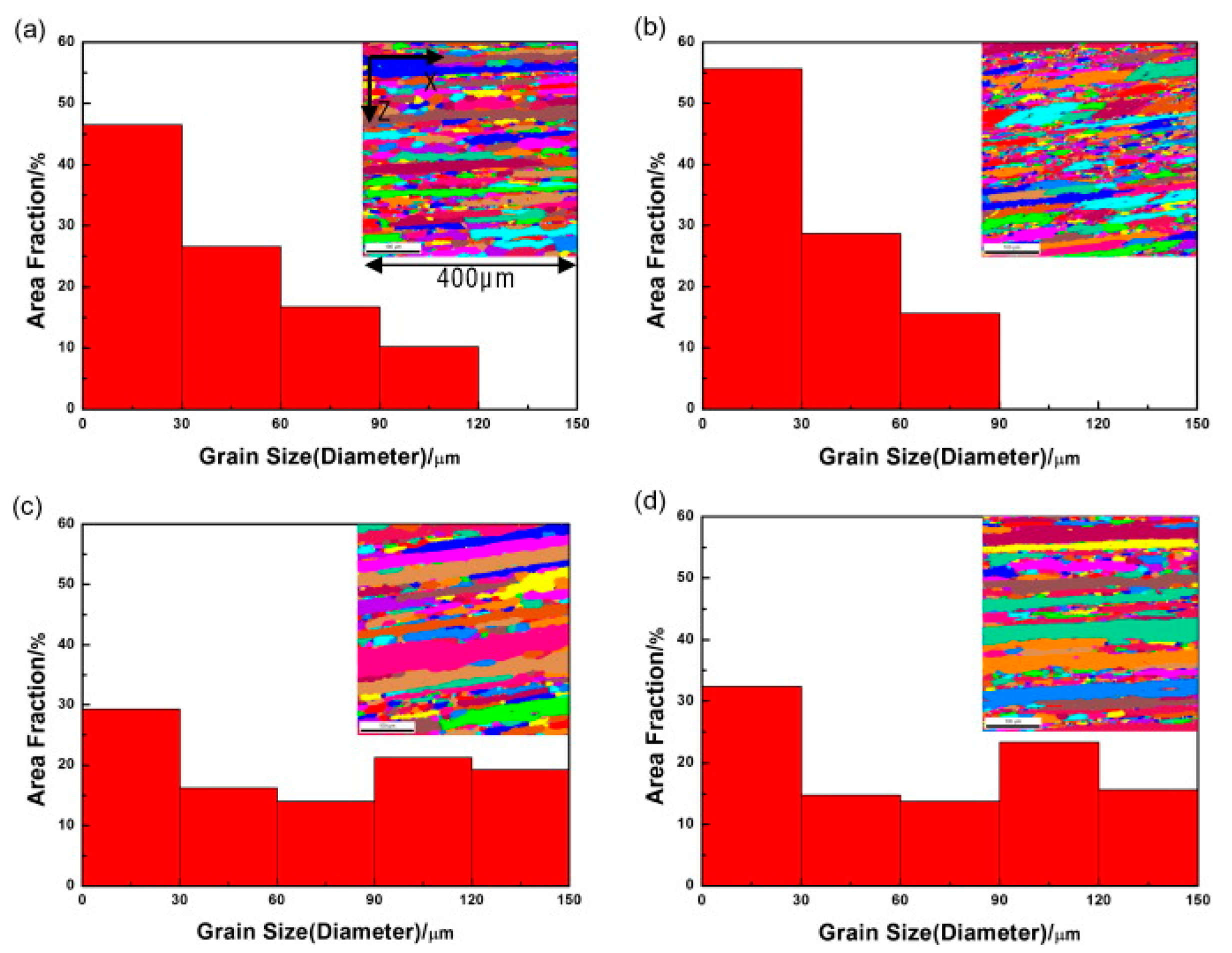
3.1.3. Fine Grain Strengthening
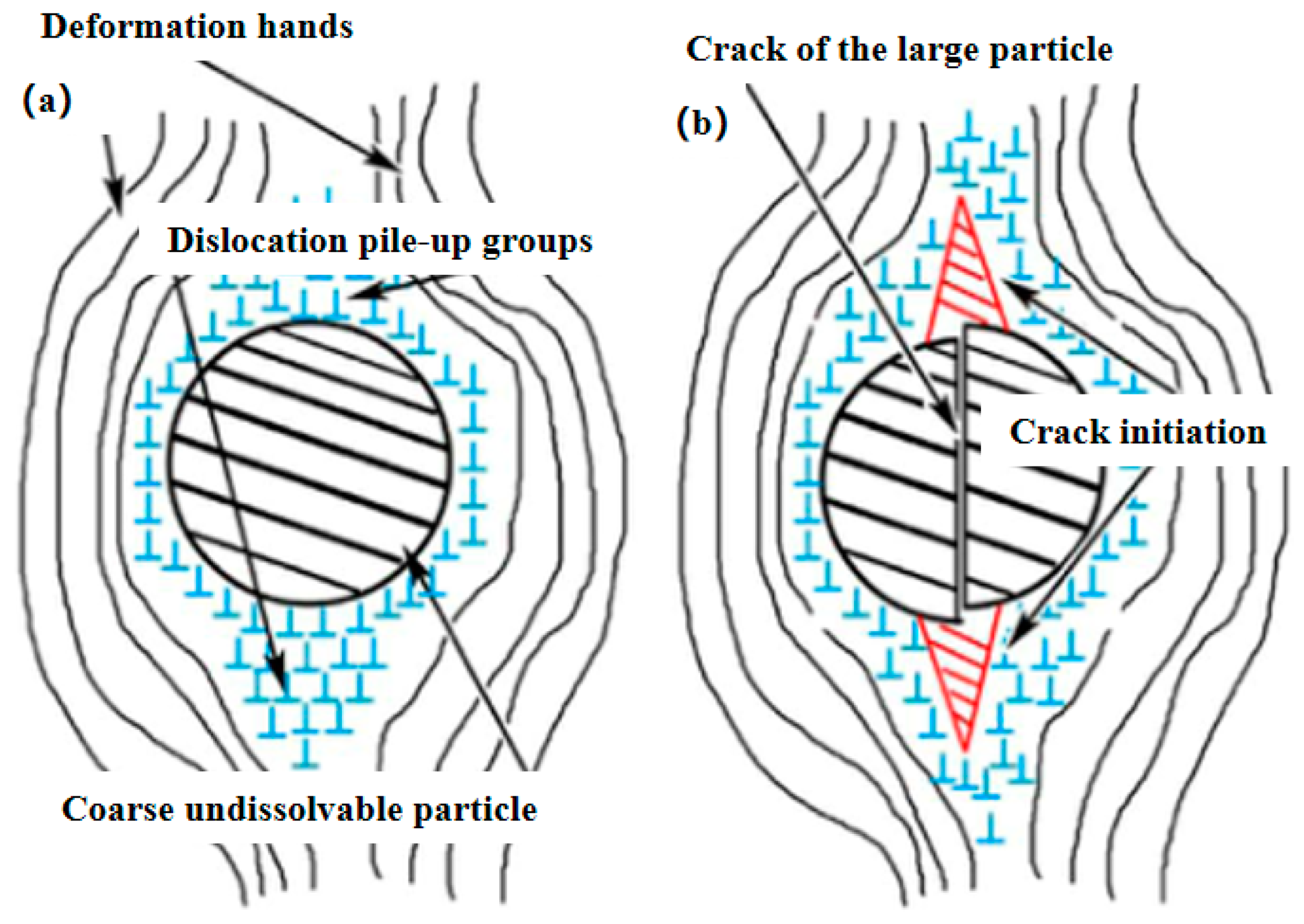
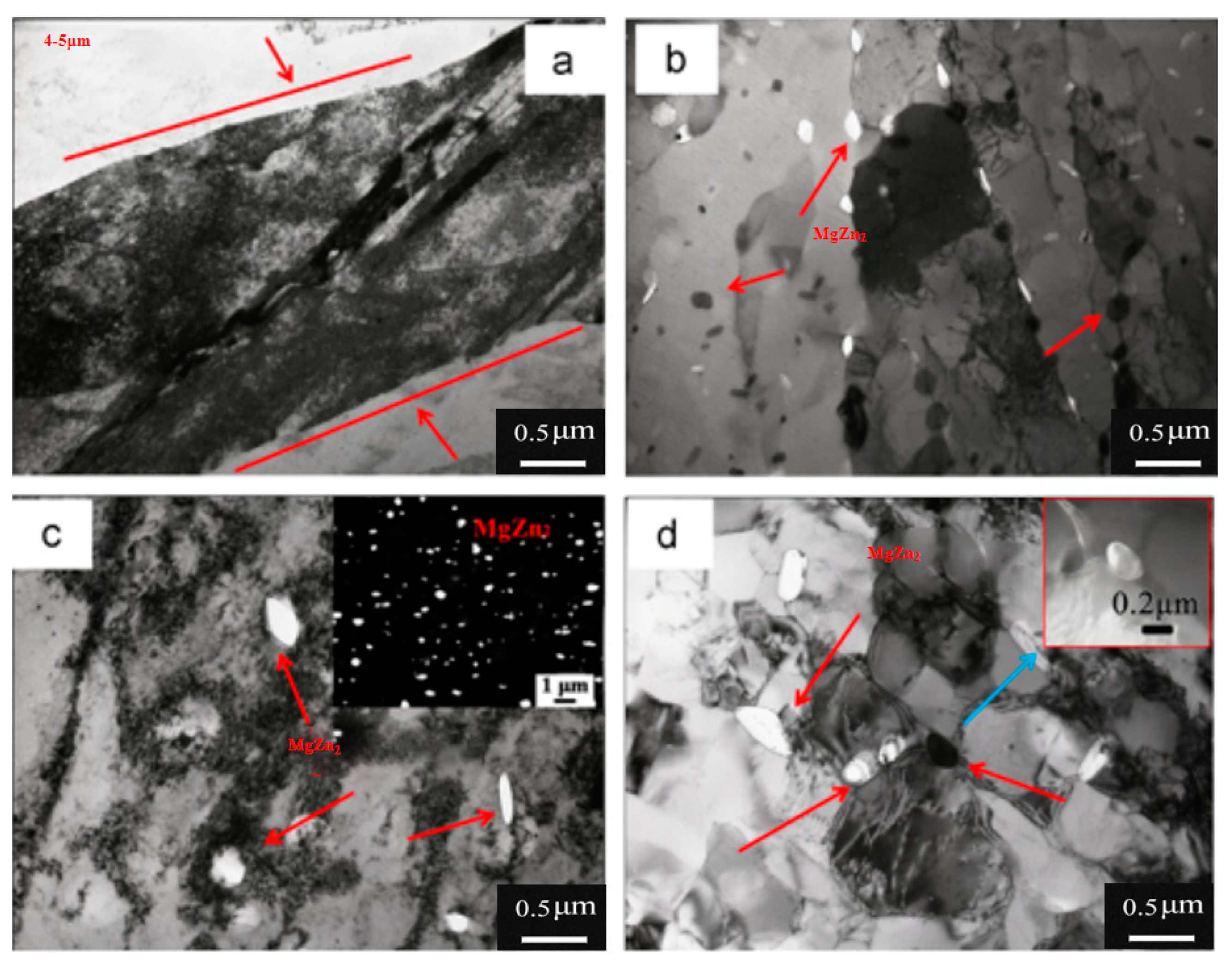
3.1.4. Second Phase Strengthening
3.2. Toughness Mechanisms of High Strength Aluminum Alloys
3.2.1. Fracture Toughness
3.2.2. Impact Toughness
3.3. Strengthening and Toughening Models for High-Strength Aluminum Alloys
4. Regulating Strategies for the Strengthening and Toughening of High-Strength Aluminum Alloys
4.1. Alloying Treatments
4.2. Novel Heat Treatment Processes
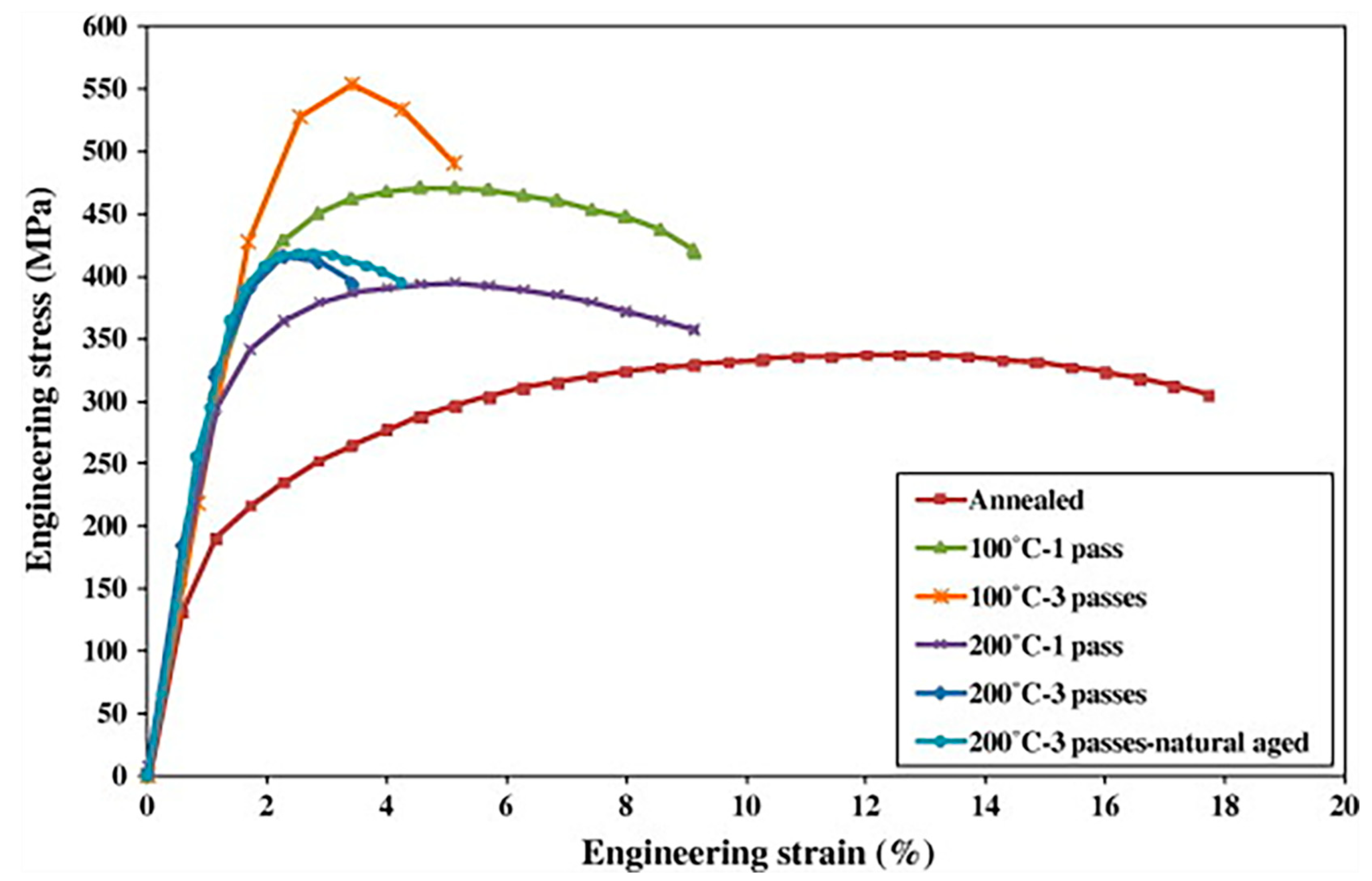
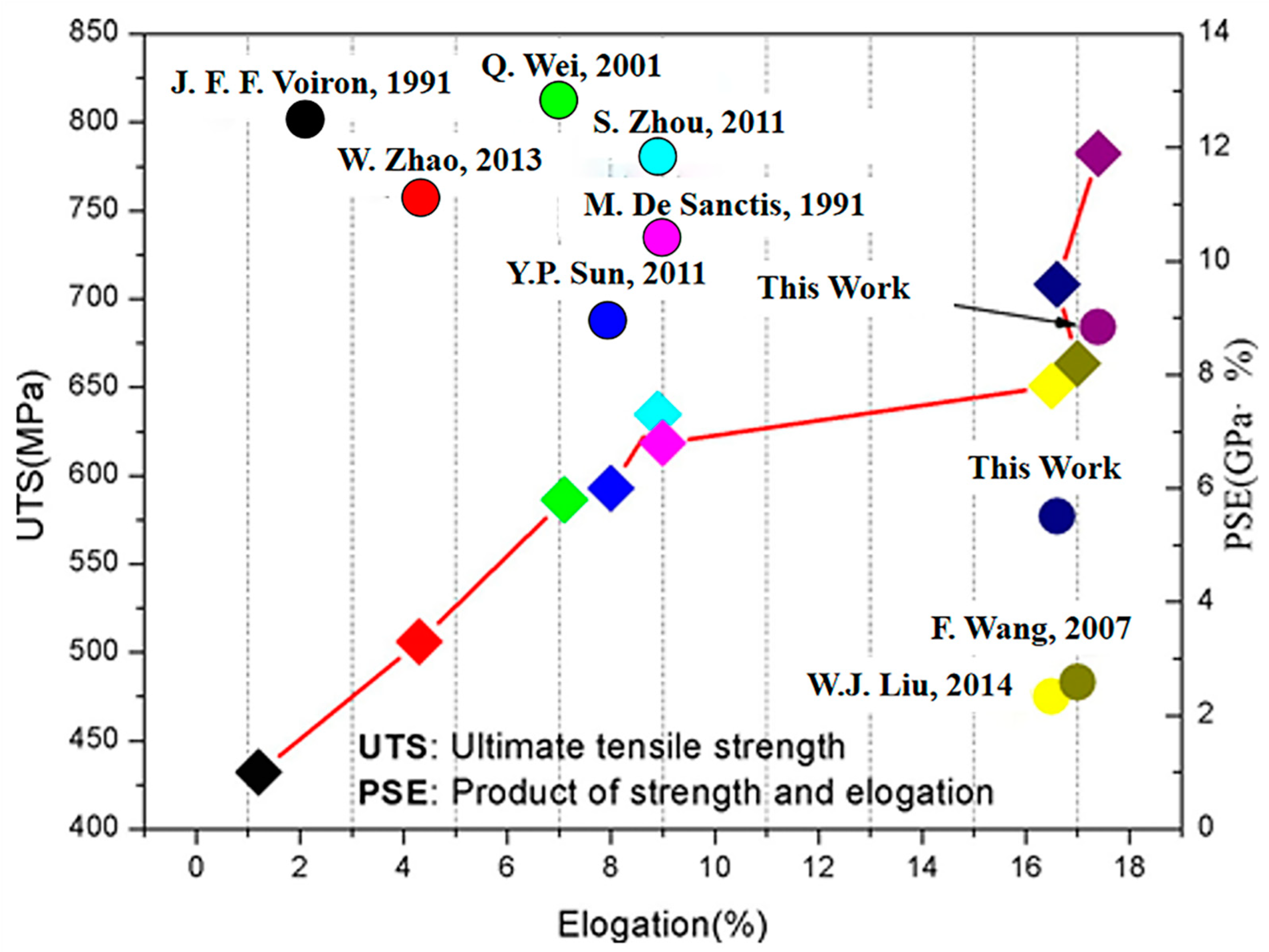
4.3. Different Deformation Strategies
- (1)
- Coarse primary phases cause fractures in alloys;
- (2)
- Dispersed phases inhibit matrix re-crystallization and control the matrix structure;
- (3)
- Intracrystalline aging precipitates (of approximately 10 nm) strengthen and toughen of alloys;
- (4)
- Precipitates of grain boundary aging dominate local areas of alloy (stress) corrosion and cracking.
5. New Ideas for Strengthening and Toughening High-Strength Aluminum Alloys
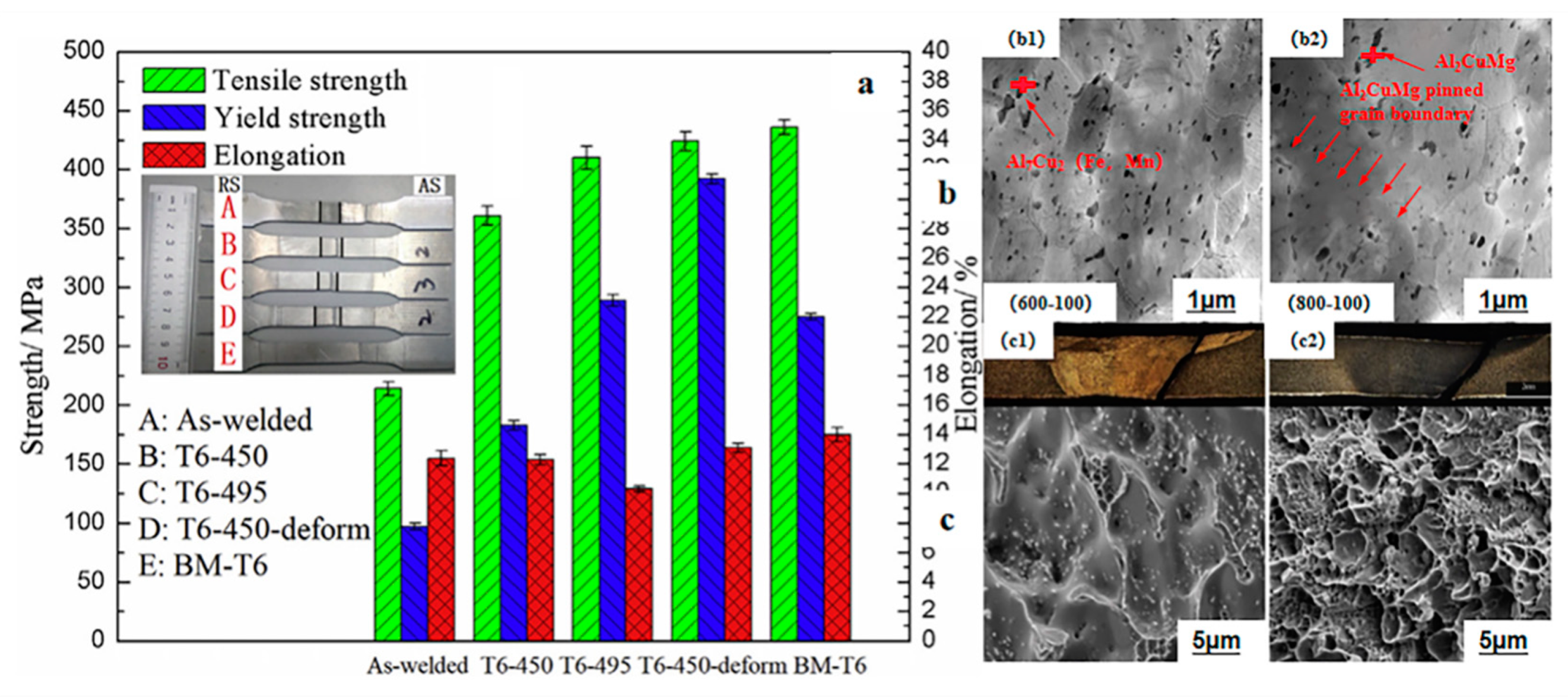
5.1. Pre-Aged Hardening Warm Forming (PHF) Process
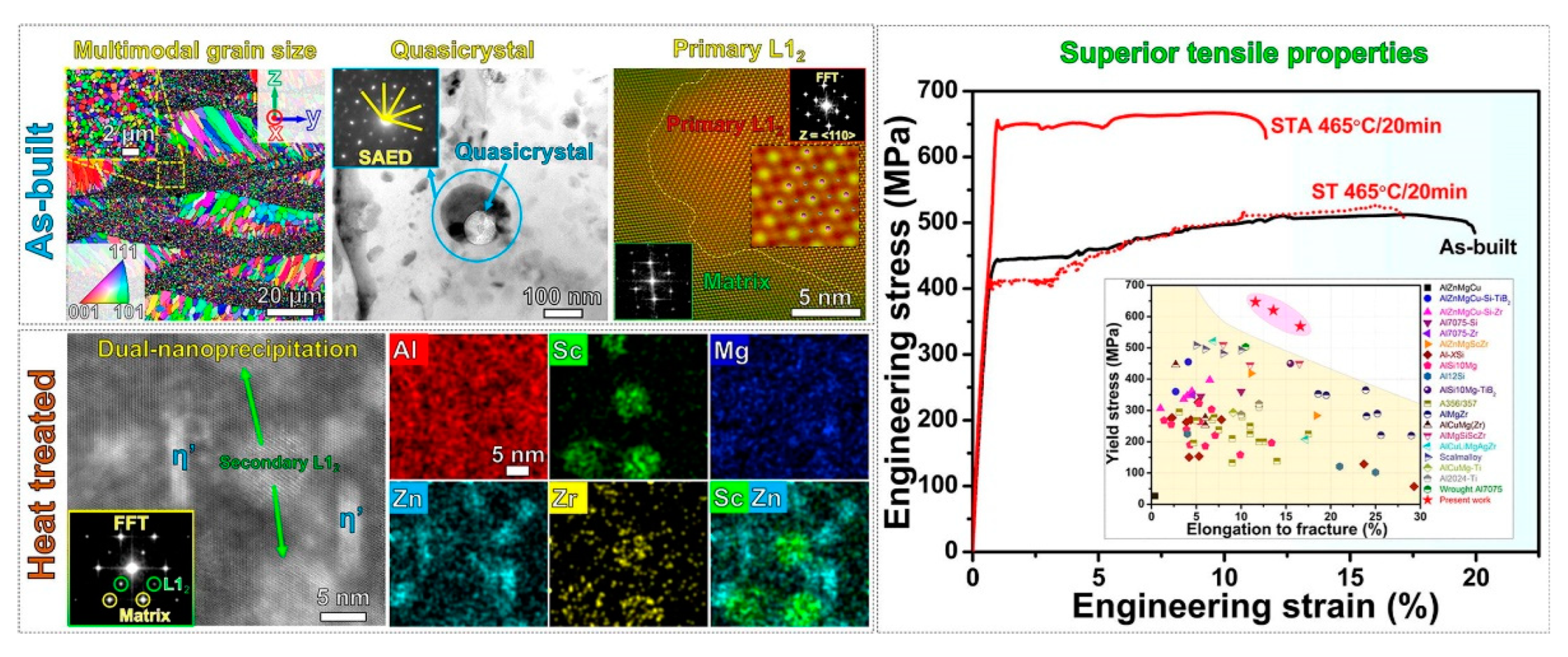
5.2. Composition Design for New Aluminum Alloy via SLM Process
5.3. Nanotwin Alloys Obtained via DC Magnetic Sputtering
6. Conclusions and Prospects
- (1)
- In the HSAA matrix, there are grain boundary precipitates, micron-scale crystallization precipitates, sub-micron high-temperature precipitates, and even nano-scale intragranular aging precipitates. The mechanisms by which the morphology, size, quantity, and distribution of these phases influence the mechanical properties and corrosion resistance of HSAA need to be further studied.
- (2)
- In terms of alloying elements, the influences of the ratio of Zn, Mg, and Cu, the contents of trace elements, and the contents of rare earth elements on the optimization of comprehensive mechanical properties of HSAA are still controversial. The coordination of element content is an urgent problem to be relieved. Further reductions in the content of Fe, Si and other impurities, improvement in the purity of alloys, and improvements in the strength, fracture toughness, fatigue resistance and stress corrosion cracking resistance of high-strength aluminum alloys are needed. When the contents of Fe and Si are less than 0.1%, the above properties will be greatly improved.
- (3)
- Heat treatment optimizes the mechanical properties by adjusting the size and number of grains, along with the mechanism by which the size and distribution of the second phase particles at the grain boundaries influence the corrosion resistance, which are issues worthy of study. First, it is necessary to continue to optimize the aging treatment process to obtain the best combination of strength, toughness and corrosion resistance of alloys; second, optimized two-stage or multi-stage aging is still in the primary application stage, and the application of existing achievements should be accelerated.
- (4)
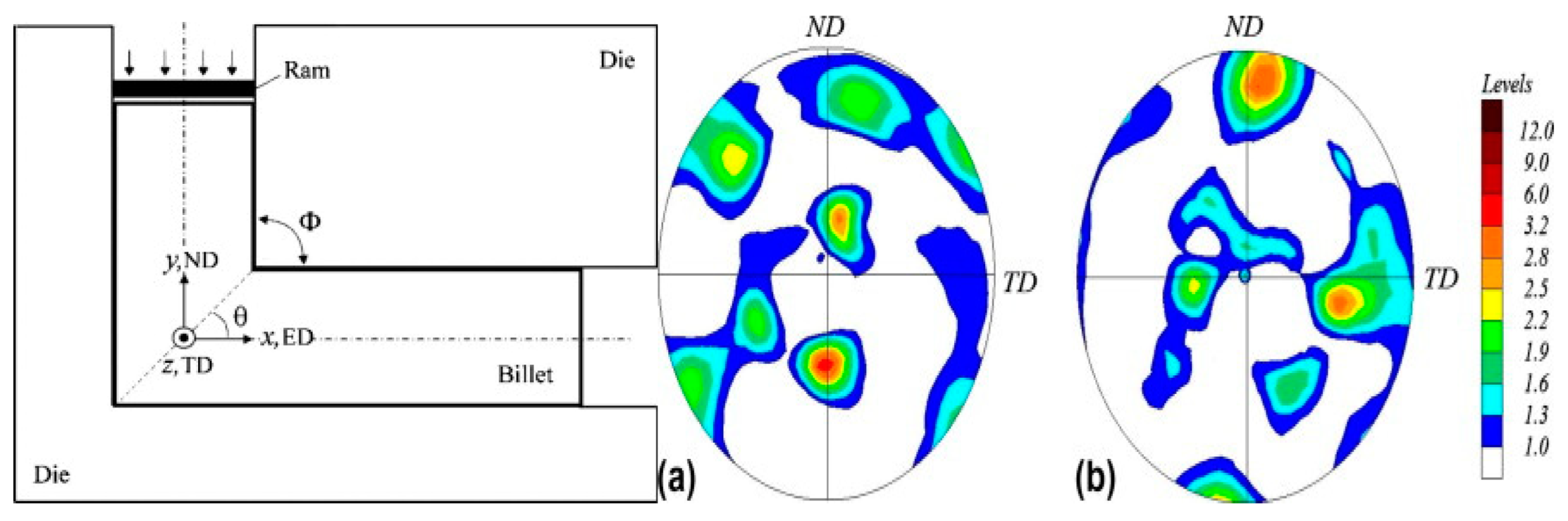
- New deformation methods can significantly refine grains, inhibit segregation, make precipitates evenly distributed and improve the supersaturation of various elements. Therefore, the research and development of new deformation methods is also crucial for future breakthroughs. It is necessary to adopt and study various advanced and special processing methods, such as superplastic forming, precision die forging, isothermal die forging, semi-solidification die forging, isothermal extrusion, and thick plate forging and rolling, to improve the comprehensive and special properties of alloys.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liddicoat, P.V.; Liao, X.Z.; Zhao, Y.; Zhu, Y.; Murashkin, M.Y.; Lavernia, E.J.; Valiev, R.Z.; Ringer, S.P. Nanostructural hierarchy increases the strength of aluminum alloys. Nat. Commun. 2010, 1, 63. [Google Scholar] [CrossRef] [Green Version]
- Norder, J.; George, R.; Butcher, C.; Worswick, M.J. Friction characterization and application to warm forming of a high strength 7000-series aluminum sheet. J. Mater. Process. Technol. 2021, 293, 117066. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, B.; Li, X.Y.; Lu, K. Suppressing atomic diffusion with the Schwarz crystal structure in supersaturated Al-Mg alloys. Science 2021, 373, 683–687. [Google Scholar] [CrossRef] [PubMed]
- Beyerlein, I.J.; Mayeur, J.R.; Zheng, S.; Mara, N.A.; Wang, J.; Misra, A. Emergence of stable interfaces under extreme plastic deformation. Proc. Natl. Acad. Sci. USA 2014, 111, 4386–4390. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shi, Y.; Pan, Q.; Li, M.; Huang, X.; Li, B. Influence of alloyed Sc and Zr, and heat treatment on microstructures and stress corrosion cracking of Al–Zn–Mg–Cu alloys. Mater. Sci. Eng. A 2015, 621, 173–181. [Google Scholar] [CrossRef]
- Han, N.M.; Zhang, X.M.; Liu, S.D.; He, D.G.; Zhang, R. Effect of solution treatment on the strength and fracture toughness of aluminum alloy 7050. J. Alloys Compd. 2011, 509, 4138–4145. [Google Scholar] [CrossRef]
- Meyer, L.W.; Schönherr, R.; Hockauf, M. Increasing strength, ductility and impact toughness of ultrafine-grained 6063 aluminium alloy by combining ECAP and a high-temperature short-time aging. J. Phys. Confer. Ser. 2010, 240, 012123. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Murashkin, M.Y.; Sabirov, I. A nanostructural design to produce high-strength Al alloys with enhanced electrical conductivity. Scr. Mater. 2014, 76, 13. [Google Scholar] [CrossRef]
- Meikle, G. Aluminium Alloys in Aircraft Structures; North Atlantic Treaty Organization: Paris, France, 1957. [Google Scholar]
- Pantelakis, S.G.; Chamos, A.; Kermanidis, A. A critical consideration for the use of Al-cladding for protecting aircraft aluminum alloy 2024 against corrosion. Theor. Appl. Fract. Mech. 2012, 57, 36–42. [Google Scholar] [CrossRef]
- Tekkaya, A.; Ben Khalifa, N.; Grzancic, G.; Hölker, R. Forming of Lightweight Metal Components: Need for New Technologies. Procedia Eng. 2014, 81, 28–37. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.; Güner, A.; Ben Khalifa, N.; Tekkaya, A. Granular media-based tube press hardening. J. Mater. Process. Technol. 2015, 228, 145–159. [Google Scholar] [CrossRef]
- Marre, M.; Gies, S.; Maevus, F.; Tekkaya, A. Joining of lightweight frame structures by die-less hydroforming. Int. J. Mater. Form. 2010, 3, 1031–1034. [Google Scholar] [CrossRef]
- Polmear, I.J. Aluminium Alloys—A Century of Age Hardening. Mater. Forum 2004, 28, 13. [Google Scholar]
- Dursun, T.; Soltis, C. Recent developments in advanced aircraft aluminum alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Wanhill, R. Aerospace Applications of Aluminum–Lithium Alloys. Alum.-Lithium Alloys 2014, 15, 503–535. [Google Scholar]
- Huo, W.; Hou, L.; Zhang, Y.; Zhang, J. Warm formability and post-forming microstructure/property of high-strength AA 7075-T6 Al alloy. Mater. Sci. Eng. A 2016, 675, 44–54. [Google Scholar] [CrossRef]
- Chung, T.; Yo-Lun, Y.; Huang, B.; Shi, Z.; Lin, J.; Ohmura, T.; Yang, J.-R. Transmission electron microscopy investigation of separated nucleation and in-situ nucleation in AA7050 aluminum alloy. Acta Mater. 2018, 149, 377–387. [Google Scholar] [CrossRef]
- Chookajorn, T.; Murdoch, H.A.; Schuh, C.A. Design of stable nanocrystalline alloys. Science 2012, 337, 951–954. [Google Scholar] [CrossRef] [Green Version]
- Hahn, M.; Gies, S.; Tekkaya, A. Light enough or go lighter? Mater. Des. 2018, 163, 107545. [Google Scholar] [CrossRef]
- Rosenthal, S.; Maaß, F.; Kamaliev, M.; Hahn, M.; Gies, S.; Tekkaya, A.E. Lightweight in Automotive Components by Forming Technology. Automot. Innov. 2020, 3, 195–209. [Google Scholar] [CrossRef]
- Dubourg, L.; Merati, A.; Jahazi, M. Process Optimisation and Mechanical Properties of Friction Stir Lap Welds of 7075-T6 Stringers on 2024-T3 Skin. Mater. Des. 2010, 31, 3324–3330. [Google Scholar] [CrossRef]
- Zhang, X.; Misra, A. Superior thermal stability of coherent twin boundaries in nanotwinned metals. Scr. Mater. 2012, 66, 860–865. [Google Scholar] [CrossRef]
- Yuan, Z.; Guo, Z.; Xiong, S.M. Effect of as-cast microstructure heterogeneity on the aging behavior of a high-pressure die-cast A380 alloy. Mater. Charact. 2018, 135, 278–286. [Google Scholar] [CrossRef]
- Chen, M.; Ma, E.; Hemker, K.J.; Sheng, H.; Wang, Y.; Cheng, X. Deformation twinning in nanocrystalline aluminum. Science 2003, 300, 1275–1277. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhou, X. Enhanced thermal stability of nano grained metals below a critical grain size. Science 2018, 360, 526–530. [Google Scholar] [CrossRef] [Green Version]
- Hu, T.; Ma, K.; Topping, T.D.; Schoenung, J.M.; Lavernia, E.J. Precipitation phenomena in an ultrafine-grained Al alloy. Acta Mater. 2013, 61, 2163. [Google Scholar] [CrossRef]
- Ryen, Ø. Strengthening Mechanisms in Solid Solution Aluminum Alloys. Metall. Mater. Transact. 2005, 37, 1999–2006. [Google Scholar] [CrossRef]
- Buha, J.; Lumley, R.N.; Crosky, A.G. Secondary aging in an aluminum alloy 7050. Mater. Sci. Eng. A. 2008, 492, 1–10. [Google Scholar] [CrossRef]
- Jiao, H.; Chen, K.; Chen, S.; Yang, Z.; Xie, P.; Chen, S. Effect of Cu on the Fracture and Exfoliation Corrosion Behavior of Al-Zn-Mg-Cu Alloy. Metals 2018, 8, 1048. [Google Scholar] [CrossRef] [Green Version]
- García-Hernández, J.L.; Garay-Reyes, C.G.; Gómez-Barraza, I.K.; Ruiz-Esparza-Rodríguez, M.A.; Gutiérrez-Castañeda, E.J.; Estrada-Guel, I.; Maldonado-Orozco, M.C.; Martínez-Sánchez, R. Influence of plastic deformation and Cu/Mg ratio on the strengthening mechanisms and precipitation behavior of AA2024 aluminum alloys. J. Mater. Res. Technol. 2019, 8, 5471–5475. [Google Scholar] [CrossRef]
- Jiang, L.; Li, J.K.; Liu, G.; Wang, R.H.; Chen, B.A.; Zhang, J.Y.; Cao, X.Z. Length-scale dependent microalloying effects on precipitation behaviors and mechanical properties of Al–Cu alloys with minor Sc addition. Mater. Sci. Eng. A 2015, 637, 139. [Google Scholar] [CrossRef]
- Zhang, Q.; Luan, X.; Dhawan, S. Development of the post-form strength prediction model for a high-strength 6xxx aluminium alloy with pre-existing precipitates and residual dislocations. Int. J. Plast. 2019, 119, 230–248. [Google Scholar] [CrossRef]
- Zheng, S.; Beyerlein, I.J.; Carpenter, J.S.; Kang, K.; Wang, J.; Han, W.; Mara, N.A. High-strength and thermally stable bulk nanolayered composites due to twin-induced interfaces. Nat. Commun. 2013, 4, 1696. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, J.; Soh, A.K. Enhanced ductility of surface nano-crystallized materials by modulating grain size gradient. Model. Simul. Mater. Sci. Eng. 2012, 20, 085002. [Google Scholar] [CrossRef]
- Lu, K. Stabilizing nanostructures in metals using grain and twin boundary architectures. Nat. Rev. Mater. 2016, 1, 16019. [Google Scholar] [CrossRef]
- Zuo, J.; Hou, L.; Shi, J.; Cui, H.; Zhuang, L.; Zhang, J. The mechanism of grain refinement and plasticity enhancement by an improved thermomechanical treatment of 7055 Al alloy. Mater. Sci. Eng. A 2017, 702, 42. [Google Scholar] [CrossRef]
- Huo, W.; Hou, L.; Lang, Y.; Cui, H.; Zhuang, L.; Zhang, J. Improved thermo-mechanical processing for effective grain refinement of high-strength AA 7050 Al alloy. Mater. Sci. Eng. A 2015, 626, 86. [Google Scholar] [CrossRef]
- Zhang, R.H.; Zhu, B.H.; Zheng, X.P. Research on the Second Phase of Spray Forming Al-8.5Fe-1.3V-1.7Si Aluminum Alloy. Adv. Mater. Res. 2014, 886, 36. [Google Scholar] [CrossRef]
- Wen, K.; Xiong, B.; Zhang, Y.; Li, Z.; Li, X.; Huang, S.; Yan, L.; Yan, H.; Liu, H. Over-aging influenced matrix precipitate characteristics improve fatigue crack propagation in a high Zn-containing Al-Zn-Mg-Cu alloy. Mater. Sci. Eng. A 2018, 716, 42. [Google Scholar] [CrossRef]
- Morgeneyer, T.F.; Besson, J.; Proudhon, H.; Starink, M.J.; Sinclair, I. Experimental and numerical analysis of toughness anisotropy in AA2139 Al-alloy sheet. Acta Mater. 2009, 57, 3902. [Google Scholar] [CrossRef]
- Shaterani, P.; Zarei-Hanzaki, A.; Fatemi-Varzaneh, S.M.; Hassas-Irani, S.B. The second phase particles and mechanical properties of 2124 aluminum alloy processed by accumulative back extrusion. Mater. Des. 2014, 58, 535. [Google Scholar] [CrossRef]
- Zhong, W.; Hooshmand, M.S.; Ghazisaeidi, M.; Windl, W.; Zhao, J.-C. An integrated experimental and computational study of diffusion and atomic mobility of the aluminum–magnesium system. Acta Mater. 2020, 189, 214. [Google Scholar] [CrossRef]
- Yu, P.; Wu, C.; Shi, L. Analysis and characterization of dynamic recrystallization and grain structure evolution in friction stir welding of aluminum plates. Acta Mater. 2021, 207, 116692. [Google Scholar] [CrossRef]
- Khanbareh, H. Analysis of the fractal dimension of grain boundaries of AA7050 aluminum alloys and its relationship to fracture toughness. J. Mater. Sci. 2012, 47, 6246–6253. [Google Scholar] [CrossRef] [Green Version]
- Qin, C.; Gou, G.Q.; Che, X.L. Effect of composition on tensile properties and fracture toughness of Al–Zn–Mg alloy (A7N01S-T5) used in high speed trains. Mater. Des. 2016, 91, 278–285. [Google Scholar] [CrossRef]
- Cepeda-Jiménez, C.M.; Garcia-Infanta, J.; Pozuelo, M.; Ruano, O.; Carreno, F. Impact toughness improvement of high-strength aluminium alloy by intrinsic and extrinsic fracture mechanisms via hot roll bonding. Scr. Mater. 2009, 61, 407–410. [Google Scholar] [CrossRef] [Green Version]
- Tajally, M.; Huda, Z.; Masjuki, H.H. A comparative analysis of tensile and impact-toughness behavior of cold-worked and annealed 7075 aluminum alloy. Inter. J. Imp. Eng. 2010, 37, 425–432. [Google Scholar] [CrossRef]
- Sinha, S.; Nene, S.S.; Frank, M.; Liu, K.; Lebensohn, R.A.; Mishra, R.S. Deformation mechanisms and ductile fracture characteristics of a friction stir processed transformative high entropy alloy. Acta Mater. 2020, 184, 164. [Google Scholar] [CrossRef]
- Tajally, M.; Emadoddin, E. Mechanical and anisotropic behaviors of 7075 aluminum alloy sheets. Mater. Des. 2011, 32, 1594. [Google Scholar] [CrossRef]
- Ji, S.; Yang, H.; Cui, X.; Fan, Z. Macro-heterogeneities in microstructures, concentrations, defects and tensile properties of die cast Al–Mg–Si alloys. Mater. Sci. Technol. 2017, 33, 2223. [Google Scholar] [CrossRef]
- Kamp, N.; Sinclair, I.; Starink, M.J. Toughness-strength relations in the overaged 7449 al-based alloy. Metall. Mater. Trans. A 2002, 33, 1125–1136. [Google Scholar] [CrossRef] [Green Version]
- Starink, M.; Wang, S. A model for the yield strength of overaged Al–Zn–Mg–Cu alloys. Acta Mater. 2003, 51, 5131–5150. [Google Scholar] [CrossRef] [Green Version]
- Shercliff, H.; Ashby, M. A process model for age hardening of aluminium alloys—I. The model. Acta Metall. Mater. 1990, 38, 1789–1802. [Google Scholar] [CrossRef]
- Starink, M.; Wang, P.; Sinclair, I.; Gregson, P.J. Microstructure and strengthening of Al-Li-Cu-Mg alloys and MMCS: II. Modelling of yield strength. Acta Mater. 1999, 47, 3855–3868. [Google Scholar] [CrossRef] [Green Version]
- Spriano, S.; Doglione, R.; Baricco, M. Texture, hardening and mechanical anisotropy in A.A. 8090-T851 plate, Materials Science and Engineering A-structural Materials Properties Microstructure and Processing. Mater. Sci. Eng. A Struct. Mater. 1998, 257, 134–138. [Google Scholar] [CrossRef]
- Long, X.; Bai, Y.; Algarni, M.; Choi, Y.; Chen, Q. Study on the Strengthening Mechanisms of Cu/CNT Nano Composites. Mater. Sci. Eng. A 2015, 645, 347–356. [Google Scholar] [CrossRef]
- Liu, D.; Xiong, B.; Bian, F.; Li, Z.; Li, X.; Zhang, Y.; Wang, Q.; Xie, G.; Wang, F.; Liu, H. Quantitative study of nanoscale precipitates in Al–Zn–Mg–Cu alloys with different chemical compositions. Mater. Sci. Eng. A 2015, 639, 245. [Google Scholar] [CrossRef]
- Lan, J.; Shen, X.; Liu, J.; Hua, L. Strengthening mechanisms of 2A14 aluminum alloy with cold deformation prior to artificial aging. Mater. Sci. Eng. A 2019, 745, 517. [Google Scholar] [CrossRef]
- Starink, M.J.; Milkereit, B.; Zhang, Y.; Rometsch, P.A. Predicting the quench sensitivity of Al–Zn–Mg–Cu alloys: A model for linear cooling and strengthening. Mater. Des. 2015, 88, 958. [Google Scholar] [CrossRef] [Green Version]
- Trimble, D.; O’Donnell, G.E. Constitutive Modelling for elevated temperature flow behaviour of AA7075. Mater. Des. 2015, 76, 150. [Google Scholar] [CrossRef]
- Lu, K. Nanomaterials. Making strong nanomaterials ductile with gradients. Science 2014, 345, 1455–1456. [Google Scholar] [CrossRef] [PubMed]
- Xu, D.; Li, Z.; Wang, G.; Li, X.; Lv, X.; Zhang, Y.; Fan, Y.; Xiong, B. Phase transformation and microstructure evolution of an ultra-high strength Al-Zn-Mg-Cu alloy during homogenization. Mater. Charact. 2017, 131, 285. [Google Scholar] [CrossRef]
- Kou, H.; Lu, J.; Li, Y. High-strength and high-ductility nanostructured and amorphous metallic materials. Adv. Mater. 2014, 26, 5518–5524. [Google Scholar] [CrossRef] [PubMed]
- She, H.; Shu, D.; Wang, J.; Sun, B.D. Influence of multi-microstructural alterations on tensile property inhomogeneity of 7055 aluminum alloy medium thick plate. Mater. Charact. 2016, 113, 189. [Google Scholar] [CrossRef]
- Marlaud, T.; Deschamps, A.; Bley, F.; Lefebvre, W.; Baroux, B. Influence of alloy composition and heat treatment on precipitate composition in Al–Zn–Mg–Cu alloys. Acta Mater. 2010, 58, 248. [Google Scholar] [CrossRef]
- Chen, Z.; Mo, Y.; Nie, Z. Effect of Zn Content on the Microstructure and Properties of Super-High Strength Al-Zn-Mg-Cu Alloys. Metall. Mater. Trans. A 2013, 44, 3910. [Google Scholar] [CrossRef]
- Deng, Y.-L.; Wan, L.; Zhang, Y.-Y.; Zhang, X.-M. Influence of Mg content on quench sensitivity of Al–Zn–Mg–Cu aluminum alloys. J. Alloys Compd. 2011, 509, 4636. [Google Scholar] [CrossRef]
- Chen, J.-S.; Li, X.-W.; Xiong, B.-Q.; Zhang, Y.-A.; Li, Z.-H.; Yan, H.-W.; Liu, H.-W.; Huang, S.-H. Quench sensitivity of novel Al–Zn–Mg–Cu alloys containing different Cu contents. Rare Met. 2017, 39, 1395. [Google Scholar] [CrossRef]
- Xi, H.; Jihua, C.; Hongge, Y. Effects of minor Sr addition on microstructure and mechanical properties of the as-cast Mg-4.5Zn-4.5Sn-2Al-based alloy system. J. Alloys Compd. 2013, 579, 39–44. [Google Scholar] [CrossRef]
- Lin, L.; Liu, Z.; Bai, S.; Zhou, Y.; Liu, W.; Lv, Q. Effects of Ge and Ag additions on quench sensitivity and mechanical properties of an Al–Zn–Mg–Cu alloy. Mater. Sci. Eng. A 2017, 682, 640. [Google Scholar] [CrossRef]
- Gao, T.; Zhang, Y.; Liu, X. Influence of trace Ti on the microstructure, age hardening behavior and mechanical properties of an Al–Zn–Mg–Cu–Zr alloy. Mater. Sci. Eng. A 2014, 598, 293. [Google Scholar] [CrossRef]
- Guo, X.; Ji, R.; Weng, G.J.; Zhu, L.L.; Lu, J. Computer simulation of strength and ductility of nanotwin-strengthened coarse-grained metals. Model. Simul. Mater. Sci. Eng. 2014, 22, 075014. [Google Scholar] [CrossRef]
- Jiang, B.-B.; Wang, Q.; Dong, C. A cluster-formula composition design approach based on the local short-range order in solid solution structure. Acta Phys. Sin. 2017, 66, 026102. [Google Scholar] [CrossRef]
- Teng, G.B.; Liu, C.Y.; Ma, Z.Y.; Zhou, W.B.; Wei, L.L.; Chen, Y.; Li, J.; Mo, Y.F. Effects of minor Sc addition on the microstructure and mechanical properties of 7055 Al alloy during aging. Mater. Sci. Eng. A 2018, 713, 61. [Google Scholar] [CrossRef]
- Werinos, M.; Antrekowitsch, H.; Ebner, T.; Prillhofer, R.; Curtin, W.A.; Uggowitzer, P.J.; Pogatscher, S. Design strategy for controlled natural aging in Al–Mg–Si alloys. Acta Mater. 2016, 118, 296. [Google Scholar] [CrossRef] [Green Version]
- Luo, J.; Luo, H.; Li, S.; Wang, R.; Ma, Y. Effect of pre-ageing treatment on second nucleating of GPII zones and precipitation kinetics in an ultrafine grained 7075 aluminum alloy. Mater. Des. 2020, 187, 108402. [Google Scholar] [CrossRef]
- Lin, Y.C.; Zhang, J.-L.; Liu, G.; Liang, Y.-J. Effects of pre-treatments on aging precipitates and corrosion resistance of a creep-aged Al–Zn–Mg–Cu alloy. Mater. Des. 2015, 83, 866. [Google Scholar] [CrossRef]
- Han, N.; Zhang, X.; Liu, S.; Ke, B.; Xin, X. Effects of pre-stretching and ageing on the strength and fracture toughness of aluminum alloy 7050. Mater. Sci. Eng. A 2011, 528, 3714. [Google Scholar] [CrossRef]
- Li, B.; Wang, X.; Chen, H.; Hu, J.; Huang, C.; Gou, G. Influence of heat treatment on the strength and fracture toughness of 7N01 aluminum alloy. J. Alloys Compd. 2016, 678, 160. [Google Scholar] [CrossRef]
- Xu, X.; Zheng, J.; Li, Z.; Luo, R.; Chen, B. Precipitation in an Al-Zn-Mg-Cu alloy during isothermal aging: Atomic-scale HAADF-STEM investigation. Mater. Sci. Eng. A 2017, 691, 60. [Google Scholar] [CrossRef]
- He, H.; Yi, Y.; Huang, S.; Guo, W.; Zhang, Y. Effects of thermomechanical treatment on grain refinement, second-phase particle dissolution, and mechanical properties of 2219 Al alloy. J. Mater. Process. Technol. 2020, 278, 116506. [Google Scholar] [CrossRef]
- Huo, W.T.; Shi, J.T.; Hou, L.G.; Zhang, J.S. An improved thermo-mechanical treatment of high-strength Al–Zn–Mg–Cu alloy for effective grain refinement and ductility modification. J. Mater. Process. Technol. 2017, 239, 303. [Google Scholar] [CrossRef]
- Liu, D.; Xiong, B.; Bian, F.; Li, Z.; Li, X.; Zhang, Y.; Wang, F.; Liu, H. Quantitative study of precipitates in an Al–Zn–Mg–Cu alloy aged with various typical tempers. Mater. Sci. Eng. A 2013, 588, 1. [Google Scholar] [CrossRef]
- Wen, K.; Fan, Y.; Wang, G.; Jin, L.; Li, X.; Li, Z.; Zhang, Y.; Xiong, B. Aging behavior and precipitate characterization of a high Zn-containing Al-Zn-Mg-Cu alloy with various tempers. Mater. Des. 2016, 101, 16. [Google Scholar] [CrossRef]
- Liu, Y.; Liang, S.; Jiang, D. Influence of repetitious non-isothermal aging on microstructure and strength of Al-Zn-Mg-Cu alloy. J. Alloys Compd. 2016, 689, 632. [Google Scholar] [CrossRef]
- Wang, X.; Pan, Q.; Xiong, S.; Liu, L. Prediction on hot deformation behavior of spray formed ultra-high strength aluminum alloy—A comparative study using constitutive models. J. Alloys Compd. 2018, 735, 1931. [Google Scholar] [CrossRef]
- Moghaddam, M.; Zarei-Hanzaki, A.; Pishbin, M.H.; Shafieizad, A.H.; Oliveira, V.B. Characterization of the microstructure, texture and mechanical properties of 7075 aluminum alloy in early stage of severe plastic deformation. Mater. Character 2016, 119, 137. [Google Scholar] [CrossRef]
- Gopala Krishna, K.; Sivaprasad, K.; Venkateswarlu, K.; Hari Kumar, K.C. Microstructural evolution and aging behavior of cryorolled Al–4Zn–2Mg alloy. Mater. Sci. Eng. A 2012, 535, 129. [Google Scholar] [CrossRef]
- Meng, X.; Huang, Y.; Cao, J.; Shen, J.; dos Santos, J.F. Recent progress on control strategies for inherent issues in friction stir welding. Prog. Mater. Sci. 2021, 115, 100706. [Google Scholar] [CrossRef]
- Si, C.; Tang, X.; Zhang, X.; Wang, J.; Wu, W. Microstructure and mechanical properties of low-pressure spray-formed Zn-rich aluminum alloy. Mater. Express 2017, 7, 273. [Google Scholar] [CrossRef]
- Liu, B.; Lei, Q.; Xie, L.; Wang, M.; Li, Z. Microstructure and mechanical properties of high product of strength and elongation Al-Zn-Mg-Cu-Zr alloys fabricated by spray deposition. Mater. Des. 2016, 96, 217–223. [Google Scholar] [CrossRef]
- Divinski, S.V.; Reglitz, G.; Rösner, H.; Estrin, Y.; Wilde, G. Ultra-fast diffusion channels in pure Ni severely deformed by equal-channel angular pressing. Acta Mater. 2011, 59, 1974. [Google Scholar] [CrossRef]
- Shaeri, M.H.; Salehi, M.T.; Seyyedein, S.H.; Abutalebi, M.R.; Park, J.K. Microstructure and mechanical properties of Al-7075 alloy processed by equal channel angular pressing combined with aging treatment. Mater. Des. 2014, 57, 250. [Google Scholar] [CrossRef]
- Shaeri, M.H.; Salehi, M.T.; Seyyedein, S.H. Characterization of microstructure and deformation texture during equal channel Angular pressing of Al–Zn–Mg–Cu alloy. J. Alloys Compd. 2013, 576, 350–357. [Google Scholar] [CrossRef]
- Hu, Z.L.; Wang, X.S.; Yuan, S.J. Quantitative investigation of the tensile plastic deformation characteristic and microstructure for friction stir welded 2024 aluminum alloy. Mater. Charact. 2012, 73, 114. [Google Scholar] [CrossRef]
- Zhang, W.; Ding, H.; Cai, M.; Yang, W.; Li, J. Ultra-grain refinement and enhanced low-temperature superplasticity in a friction stir-processed Ti-6Al-4V alloy. Mater. Sci. Eng. A 2018, 727, 90. [Google Scholar] [CrossRef]
- Da Silva, A.A.M.; Arruti, E.; Janeiro, G.; Aldanondo, E.; Alvarez, P.; Echeverria, A. Material flow and mechanical behaviour of dissimilar AA2024-T3 and AA7075-T6 aluminium alloys friction stir welds. Mater. Des. 2011, 32, 2021. [Google Scholar] [CrossRef]
- Yuan, S.J.; Hu, Z.L.; Wang, X.S. Formability and microstructural stability of friction stir welded Al alloy tube during subsequent spinning and post weld heat treatment. Mater. Sci. Eng. A 2012, 558, 586. [Google Scholar] [CrossRef]
- Hu, Z.L.; Dai, M.L.; Pang, Q. Influence of Welding Combined Plastic Forming on Microstructure Stability and Mechanical Properties of Friction Stir-Welded Al-Cu Alloy. J. Mater. Eng. Perform. 2018, 27, 4036. [Google Scholar] [CrossRef]
- Pang, Q.; Zhang, J.H.; Huq, M.J.; Hu, Z.L. Characterization of microstructure, mechanical properties and formability for thermomechanical treatment of friction stir welded 2024-O. alloys. Mater. Sci. Eng. A 2019, 765, 138303. [Google Scholar] [CrossRef]
- Liu, J.; Yao, P.; Zhao, N.; Shi, C.; Li, H.; Li, X.; Xi, D.; Yang, S. Effect of minor Sc and Zr on recrystallization behavior and mechanical properties of novel Al–Zn–Mg–Cu alloys. J. Alloys Compd. 2016, 657, 717. [Google Scholar] [CrossRef]
- Xu, Y.; Wang, J.C.; Guo, S.J.; Li, X.T.; Xue, G.X. Effects of water-restricted panel on the casting process of high strength aluminum alloy ingots. J. Mater. Process. Technol. 2011, 211, 78. [Google Scholar] [CrossRef]
- Hua, L.; Zhang, W.; Ma, H.; Hu, Z. Investigation of formability, microstructures and post-forming mechanical properties of heat-treatable aluminum alloys subjected to pre-aged hardening warm forming. Int. J. Mach. Tool. Manuf. 2021, 169, 103799. [Google Scholar] [CrossRef]
- Zheng, K.; Dong, Y.; Zheng, J.-H.; Foster, A.; Lin, J.; Dong, H.; Dean, T.A. The effect of hot form quench (HFQ®) conditions on precipitation and mechanical properties of aluminium alloys. Mater. Sci. Eng. A 2019, 761, 138017. [Google Scholar] [CrossRef]
- Li, N.; Shao, Z.T.; Lin, J.G.; Dean, T.A. Investigation of Uniaxial Tensile Properties of AA6082 under HFQ® Conditions. Key Eng. Mater. 2016, 716, 337. [Google Scholar] [CrossRef]
- El Fakir, O.; Wang, L.; Balint, D.; Dear, J.P.; Lin, J.; Dean, T.A. Numerical study of the solution heat treatment, forming, and in-die quenching (HFQ) process on AA5754. Int. J. Mach. Tool. Manuf. 2014, 87, 39. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.P.; Li, H.H.; Hu, Z.L.; Hua, L. Investigation on the deformation behavior and post-formed microstructure/properties of AA7075-T6 alloy under pre-hardened hot forming process. Mater. Sci. Eng. A 2020, 792, 139749. [Google Scholar] [CrossRef]
- Hua, L.; Yuan, P.G.; Zhao, N.; Hu, Z.L.; Ma, H.J. Microstructure and mechanical properties of 6082 aluminum alloy processed by preaging and hot forging. Trans. Nonferrous Met. Soc. China 2022, 32, 790–800. [Google Scholar] [CrossRef]
- Zhu, Z.; Ng, F.L.; Seet, H.L.; Lu, W.; Liebscher, C.H.; Rao, Z.; Raabe, D.; Ling Nai, S.M. Superior mechanical properties of a selective-laser-melted AlZnMgCuScZr alloy enabled by a tunable hierarchical microstructure and dual-nanoprecipitation. Mater. Today 2021, 52, 90–101. [Google Scholar] [CrossRef]
- Li, Q.; Xue, S.; Wang, J.; Shao, S.; Kwong, A.H.; Giwa, A.; Fan, Z.; Liu, Y.; Qi, Z.; Ding, J. High-Strength Nanotwinned Al Alloys with 9R Phase. Adv. Mater. 2018, 30, 1704629. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.F.; Xue, S.; Li, Q. Microstructure and mechanical behavior of nanotwinned AlTi alloys with 9R phase. Scr. Mater. 2018, 148, 5–9. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stage | Capacities | Key Technologies and Characteristic Microstructure | Typical Aluminum Alloy |
|---|---|---|---|
| 1st generation 1930s~1950s | Static intension | Cr, Mn additions Coherent/semi-coherent precipitates | 2024-T4 7075-T6 2618 |
| 2nd generation 1950s~1960s | Stress corrosion cracking resistance, damage tolerance | Over-aging Grain-boundary precipitates | 7075-T76/T74 |
| 3rd generation 1970s~1980s | High strength, corrosion resistance | Purifying, Zr additions Fine constituent particles | 7050-T74 2090/2091 |
| 4th generation 1990s | High strength, corrosion resistance, more damage tolerance | Further purifying, three-step aging; Discontinuous distribution of grain, narrow precipitation-free zone (PFZ) | 7150-T77 7055-T77 2095/2195 |
| 5th generation 2000s~now | High strength, low quench sensitivity | Lowering solvus, high-density metastable phases | 2099/2199 2050/2060 |
| Sample No. | Si | Fe | Cu | Factor A | Factor B | Factor C | Al | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Zn | Mg | Mn | Cr | Zr | Ti | |||||
| #1 | 0.11 | 0.15 | 0.08 | 4.34 | 1.43 | 0.27 | 0.13 | 0.12 | 0.07 | Bal. |
| #2 | 0.09 | 0.15 | 0.08 | 4.33 | 1.47 | 0.36 | 0.24 | 0.16 | 0.03 | Bal. |
| #3 | 0.08 | 0.16 | 0.08 | 4.69 | 1.63 | 0.22 | 0.14 | 0.17 | 0.03 | Bal. |
| #4 | 0.09 | 0.16 | 0.07 | 4.54 | 1.59 | 0.34 | 0.24 | 0.13 | 0.09 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, J.; Pang, Q.; Hu, Z.; Sun, Q. Recent Progress on Regulating Strategies for the Strengthening and Toughening of High-Strength Aluminum Alloys. Materials 2022, 15, 4725. https://doi.org/10.3390/ma15134725
Zheng J, Pang Q, Hu Z, Sun Q. Recent Progress on Regulating Strategies for the Strengthening and Toughening of High-Strength Aluminum Alloys. Materials. 2022; 15(13):4725. https://doi.org/10.3390/ma15134725
Chicago/Turabian StyleZheng, Jia, Qiu Pang, Zhili Hu, and Qian Sun. 2022. "Recent Progress on Regulating Strategies for the Strengthening and Toughening of High-Strength Aluminum Alloys" Materials 15, no. 13: 4725. https://doi.org/10.3390/ma15134725