
Improving the Properties of Magnetite Green Pellets with a Novel Organic Composite Binder


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Magnetite Concentrate
2.1.2. Binders
2.2. Methods
2.2.1. Pelletizing Tests
2.2.2. Batch Drying Experiments
2.2.3. FTIR and TG-DSC Analysis
3. Results and Discussion
3.1. Effect of Different Binders on Green Pellets Quality
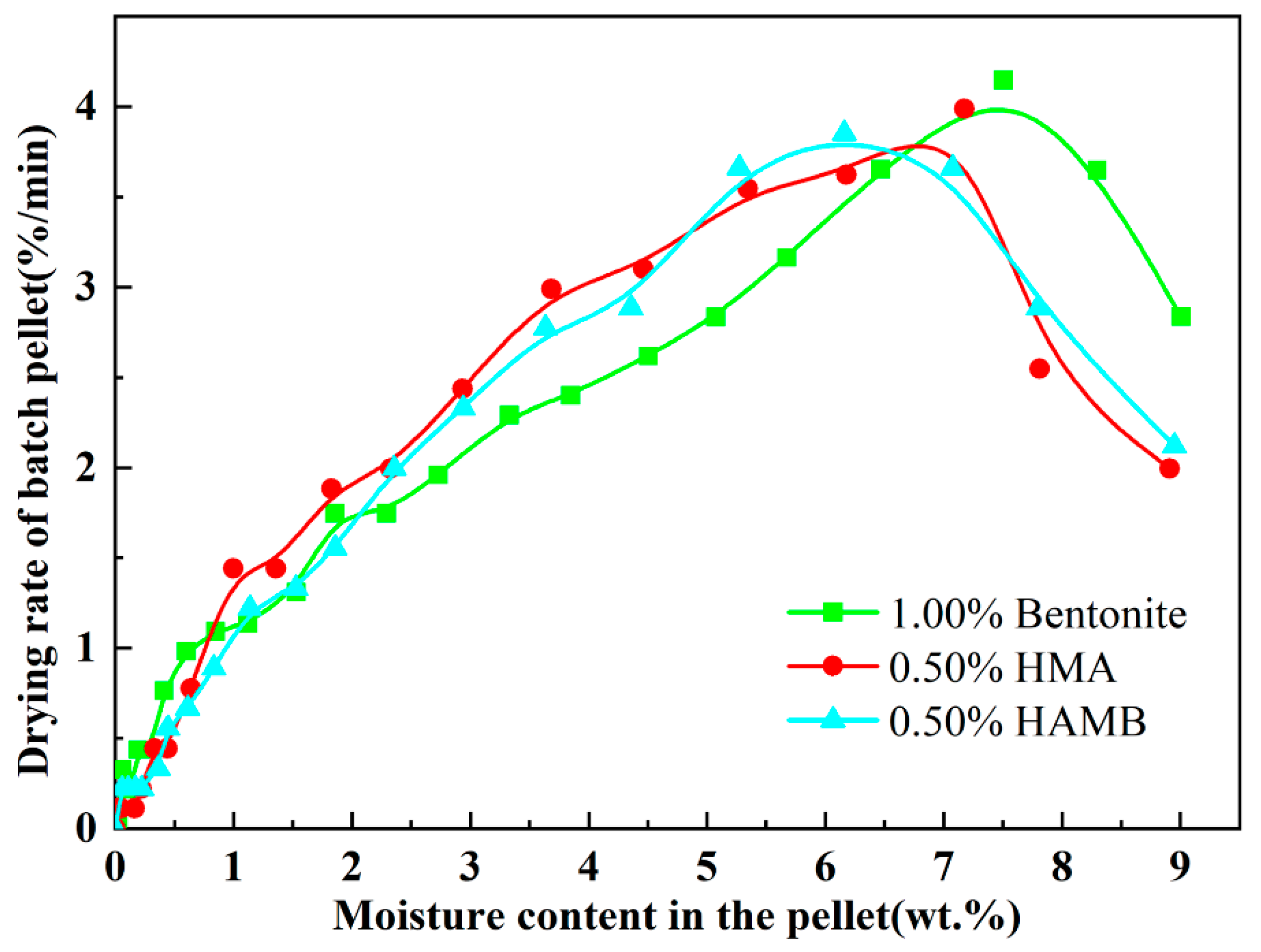
3.2. Drying Dynamics of Green Pellets
3.2.1. Green Pellets with Bentonite
3.2.2. Green Pellets with Humic Substance-Based Binders
3.3. Variations in Strength of Green Pellets during Drying Process
3.4. Thermal Performance of Binders
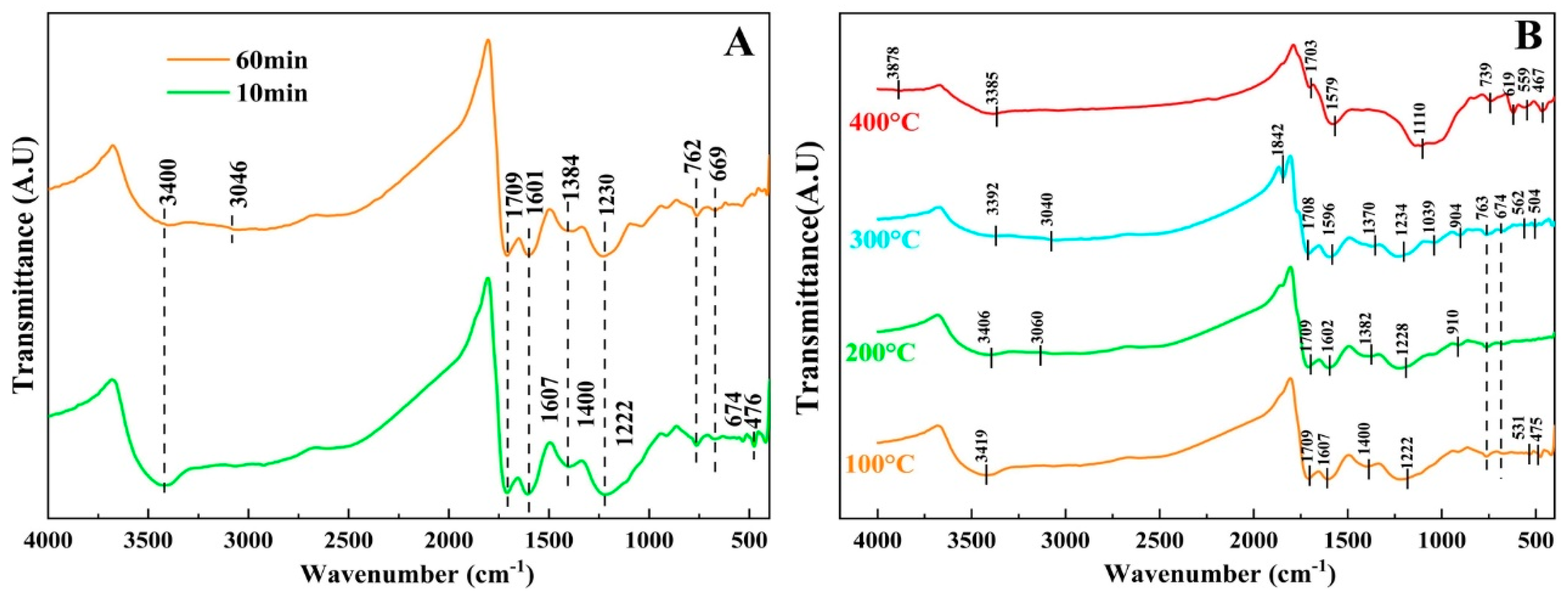
3.4.1. FTIR Analysis of the MHA
3.4.2. TG-DSC Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Eisele, T.C.; Kawatra, S.K. A review of binders in iron ore pelletization. Miner. Process. Extr. Met. Rev. 2003, 24, 1–90. [Google Scholar] [CrossRef]
- Kawatra, S.K.; Claremboux, V. Iron Ore Pelletization: Part I. Fundamentals. Miner. Process. Extr. Met. Rev. 2022, 43, 529–544. [Google Scholar] [CrossRef]
- Mourão, J.M. The growing importance of pelletizing for iron ore mining and iron production. In Proceedings of the 2nd International Symposium on Iron Ore, São Luís, Brazil, 22–26 September 2008. [Google Scholar]
- Kawatra, S.K.; Ripke, S.J. Laboratory studies for improving green ball strength in bentonite—Bonded magnetite concentrate pellets. Int. J. Miner. Process. 2003, 72, 429–441. [Google Scholar] [CrossRef]
- Halt, J.A.; Kawatra, S.K. Review of organic binders for iron ore concentrate agglomeration. Miner. Metall. Process. 2014, 31, 73–94. [Google Scholar] [CrossRef]
- Kawatra, S.K.; Claremboux, V. Iron Ore Pelletization: Part II. Inorganic Binders. Miner. Process. Extr. Met. Rev. 2021, 43, 813–832. [Google Scholar] [CrossRef]
- Srivastava, U.; Kawatra, S.K.; Eisele, T.C. Study of organic and inorganic binders on strength of iron oxide pellets. Metall. Mater. Trans. B. 2013, 44, 1000–1009. [Google Scholar] [CrossRef]
- Halt, J.A.; Kawatra, S.K. Can Modified Starch be Used as A Binder For Iron Ore Pellets? Miner. Process. Extr. Met. Rev. 2017, 38, 73–82. [Google Scholar] [CrossRef]
- Ripke, S.J.; Kawatra, S.K. Can fly-ash extend bentonite binder for iron ore agglomeration? Int. J. Miner. Process. 2000, 60, 181–198. [Google Scholar] [CrossRef]
- Sivrikaya, O.; Arol, A.I. Pelletization of magnetite ore with colemanite added organic binders. Powder Technol. 2011, 210, 23–28. [Google Scholar] [CrossRef]
- Qiu, G.; Jiang, T.; Li, H.; Wang, D. Functions and molecular structure of organic binders for iron ore pelletization. Colloids Surf. A Physicochem. Eng. Asp. 2003, 224, 11–22. [Google Scholar] [CrossRef]
- McDonald, J.E.D.; Roache, S.C.; Kawatra, S.K. Repurposing mine tailings: Cold bonding of siliceous iron ore tailings. Miner. Metall. Process. 2016, 33, 47–52. [Google Scholar] [CrossRef]
- Pensini, E.; Yip, C.M.; O’Carroll, D.; Sleep, B.E. Carboxymethyl cellulose binding to mineral substrates: Characterization by atomic force microscopy-based Force spectroscopy and quartz-crystal microbalance with dissipation monitoring. J. Colloid Interface Sci. 2013, 402, 58–67. [Google Scholar] [CrossRef] [PubMed]
- Jiang, T.; Han, G.; Zhang, Y.; Huang, Y.; Li, G.; Guo, Y.; Yang, Y. Improving extraction yield of humic substances from lignite with anthraquinone in alkaline solution. J. Cent. South Univ. Technol. 2011, 18, 68–72. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhou, Y.; Liu, B.; Li, G.; Jiang, T. Roasting characteristics of specularite pellets with modified humic acid based (MHA) binder under different oxygen atmospheres. Powder Technol. 2014, 261, 279–287. [Google Scholar] [CrossRef]
- Zhou, Y.; Wattanaphan, P.; Kawatra, S.K. Application of Modified Humic Acid (MHA) Binder in the Pelletizing of Fluxed Hematite Concentrate. Miner. Process. Extr. Met. Rev. 2017, 38, 126–131. [Google Scholar] [CrossRef]
- Zhou, Y.; Kawatra, S.K. Humic Substance-based Binder in Iron Ore Pelletization: A Review. Process. Extr. Met. Rev. 2017, 38, 321–337. [Google Scholar] [CrossRef]
- Jiang, T.; Han, G.; Zhang, Y.; Li, G.; Huang, Y. A further study on the interaction between one of organic active fractions of the MHA binder and iron ore surface. Int. J. Miner. Process. 2011, 100, 172–178. [Google Scholar] [CrossRef]
- Qiu, G.; Jiang, T.; Fan, X.; Zhu, D.; Huang, Z. Effects of binders on balling behaviors of iron ore concentrates. Scand. J. Metall. 2004, 33, 39–46. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhang, Y.; Li, P.; Li, G.; Jiang, T. Comparative study on the adsorption interactions of humic acid onto natural magnetite, hematite and quartz: Effect of initial HA concentration. Powder Technol. 2014, 251, 1–8. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhang, Y.; Li, G.; Wu, Y.; Jiang, T. A further study on adsorption interaction of humic acid on natural magnetite, hematite and quartz in iron ore pelletizing process: Effect of the solution pH value. Powder Technol. 2015, 271, 155–166. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhang, Y.; Jiang, T.; Li, G.; Zhang, D. Effects of MHA binder on roasting behaviors of oxidized pellets from specularite concentrate. In Proceedings of the 3rd International Symposium on High-Temperature Metallurgical Processing, Orlando, FL, USA, 11–15 March 2012; pp. 507–514. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhang, Y.; Li, G.; Jiang, T. Effects of metal cations on the fulvic acid (FA) adsorption onto natural iron oxide in iron ore pelletizing process. Powder Technol. 2016, 302, 90–99. [Google Scholar] [CrossRef]
- Zhang, Y.; Lu, M.; Su, Z.; Wang, J.; Tu, Y.; Chen, X.; Cao, C.; Gu, F. Interfacial reaction between humic acid and Ca-Montmorillonite: Application in the preparation of a novel pellet binder. Appl. Clay Sci. 2019, 180, 105177. [Google Scholar] [CrossRef]
- Tsukerman, T.; Duchesne, C.; Hodouin, D. On the drying rates of individual iron oxide pellets. Int. J. Miner. Process. 2007, 83, 99–115. [Google Scholar] [CrossRef]
- Halt, J.A.; Kawatra, S.K. Iron ore pellet dustiness part II: Effects of firing route and abrasion resistance on fines and dust generation. Miner. Process. Extr. Met. Rev. 2015, 36, 340–347. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, C.; Lu, M.; Yu, H. Kinetic model research on drying characteristics of artificial magnetite green pellet. J. Cent. South Univ. 2021, 28, 89–99. [Google Scholar] [CrossRef]
- Jiang, T.; Fan, X.H.; Li, G.H. Principle and Technology of Agglomeration of Iron Ores; Central South University Press: Changsha, China, 2015. [Google Scholar]
- Majumder, S.; Natekar, P.V.; Runkana, V. Virtual indurator: A tool for simulation of induration of wet iron ore pellets on a moving grate. Comput. Chem. Eng. 2009, 33, 1141–1152. [Google Scholar] [CrossRef]
- Barati, M. Dynamic simulation of pellet induration process in straight-grate system. Int. J. Miner. Process. 2008, 89, 30–39. [Google Scholar] [CrossRef]
- Patisson, F.; Bellot, J.P.; Ablitzer, D. Study of moisture transfer during the strand sintering process. Metall. Mater. Trans. B 1990, 21, 37–47. [Google Scholar] [CrossRef]
- Fan, X.; Yang, G.; Chen, X.; He, X.; Huang, X.; Gao, L. Effect of carboxymethyl cellulose on the drying dynamics and thermal cracking performance of iron ore green pellets. Powder Technol. 2014, 267, 11–17. [Google Scholar] [CrossRef]
- Forsmo, S.P.E.; Apelqvist, A.J.; Björkman, B.M.T.; Samskog, P.O. Binding mechanisms in wet iron ore green pellets with a bentonite binder. Powder Technol. 2006, 169, 147–158. [Google Scholar] [CrossRef]
- Madejová, J. FTIR techniques in clay mineral studies. Vib. Spectrosc. 2003, 31, 1–10. [Google Scholar] [CrossRef]
- Li, H.; Jiang, T.; Qiu, G.; Wang, D. Molecular structure model and selecting criterion of organic binder for iron ore pellet. J. Cent. South Univ. (Sci. Technol.) 2000, 31, 2–5. (In Chinese) [Google Scholar]
- Cheng, S.X. Chemical Basis of Humic Acid Application; Chemical Industry Press: Beijing, China, 2007. [Google Scholar]
- Zhou, X.P. Overview of Humic Acids; Chemical Industry Press: Beijing, China, 2007. [Google Scholar]
- Sun, Y.; Xu, B.; Zhang, Y.; Liu, B.; Zhou, Y.; Su, Z. Characterization of humic acid modified bentonite binder for iron ore pelletization. In Characterization of Minerals, Metals, and Materials; Springer: Cham, Switzerland, 2016; pp. 201–208. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Total Fe | SiO2 | Al2O3 | CaO | MgO | P | K2O | Na2O | TiO2 | LOI |
|---|---|---|---|---|---|---|---|---|---|
| 67.25 | 5.60 | 0.14 | 0.13 | 0.23 | 0.01 | 0.02 | 0.09 | 0.12 | −2.25 |
| Particle Size Distribution (%) | Balling Index | Specific Surface Area (cm2/g) | ||
|---|---|---|---|---|
| +74 μm | −74~+38 μm | −38 μm | ||
| 0.18 | 6.47 | 93.35 | 0.38 | 1971 |
| Total Fe | SiO2 | Al2O3 | CaO | MgO | K2O | Na2O | LOI |
|---|---|---|---|---|---|---|---|
| 5.67 | 49.43 | 12.93 | 4.19 | 1.89 | 1.59 | 2.609 | 18.71 |
| Fe2O3 | Al2O3 | SiO2 | TiO2 | CaO | MgO | K2O | Na2O | LOI |
|---|---|---|---|---|---|---|---|---|
| 2.29 | 16.37 | 57.63 | 0.16 | 3.63 | 4.45 | 0.31 | 0.06 | 15.01 |
| Binder Type | Pellet Moisture | Dropping Number | Wet Strength | Cracking Temperature |
|---|---|---|---|---|
| Units | % | Times·0.5 m−1 | N·Pellet−1 | °C |
| 1.00% bentonite | 8.87 | 3.8 | 16.91 | 425 |
| 0.50% HMA | 8.99 | 2.3 | 15.32 | 413 |
| 0.50% HAMB | 9.03 | 4.3 | 16.34 | 421 |
| Chemical Groups (mmol/g) | 25 °C | 100 °C | 200 °C | 300 °C | 400 °C |
|---|---|---|---|---|---|
| Carboxyl group | 0.232 | 0.044 | 0.022 | 0.007 | 0.005 |
| Phenolic hydroxyl group | 4.668 | 1.326 | 1.248 | 1.08 | 0.87 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, S.; Zhang, Y.; Su, Z.; Jiang, T. Improving the Properties of Magnetite Green Pellets with a Novel Organic Composite Binder. Materials 2022, 15, 6999. https://doi.org/10.3390/ma15196999
Liu S, Zhang Y, Su Z, Jiang T. Improving the Properties of Magnetite Green Pellets with a Novel Organic Composite Binder. Materials. 2022; 15(19):6999. https://doi.org/10.3390/ma15196999
Chicago/Turabian StyleLiu, Shuo, Yuanbo Zhang, Zijian Su, and Tao Jiang. 2022. "Improving the Properties of Magnetite Green Pellets with a Novel Organic Composite Binder" Materials 15, no. 19: 6999. https://doi.org/10.3390/ma15196999
APA StyleLiu, S., Zhang, Y., Su, Z., & Jiang, T. (2022). Improving the Properties of Magnetite Green Pellets with a Novel Organic Composite Binder. Materials, 15(19), 6999. https://doi.org/10.3390/ma15196999