
Evaluation of the Properties and Microstructure of Thick-Walled Welded Joint of Wear Resistant Materials

Abstract
:1. Introduction
2. Materials and Methodology
3. Research Results and Analysis
3.1. Non-Destructive Testing
3.2. Destructive Testing
4. Conclusions
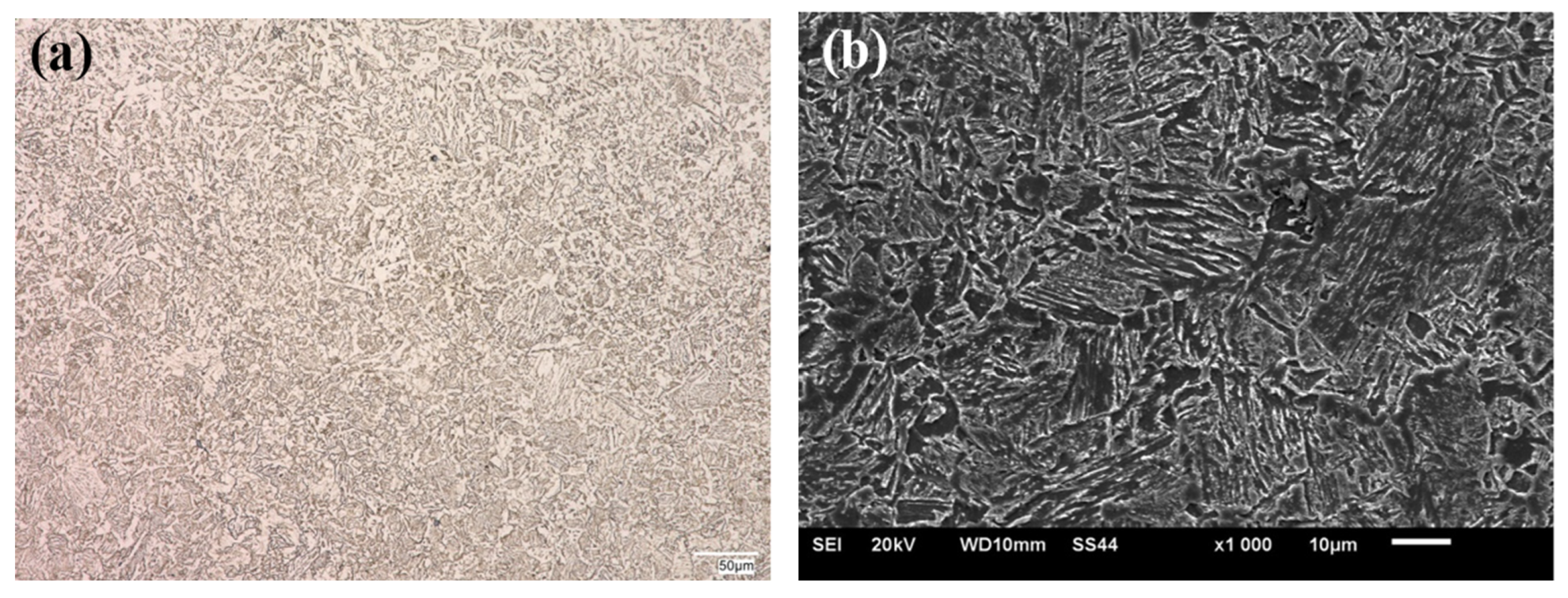
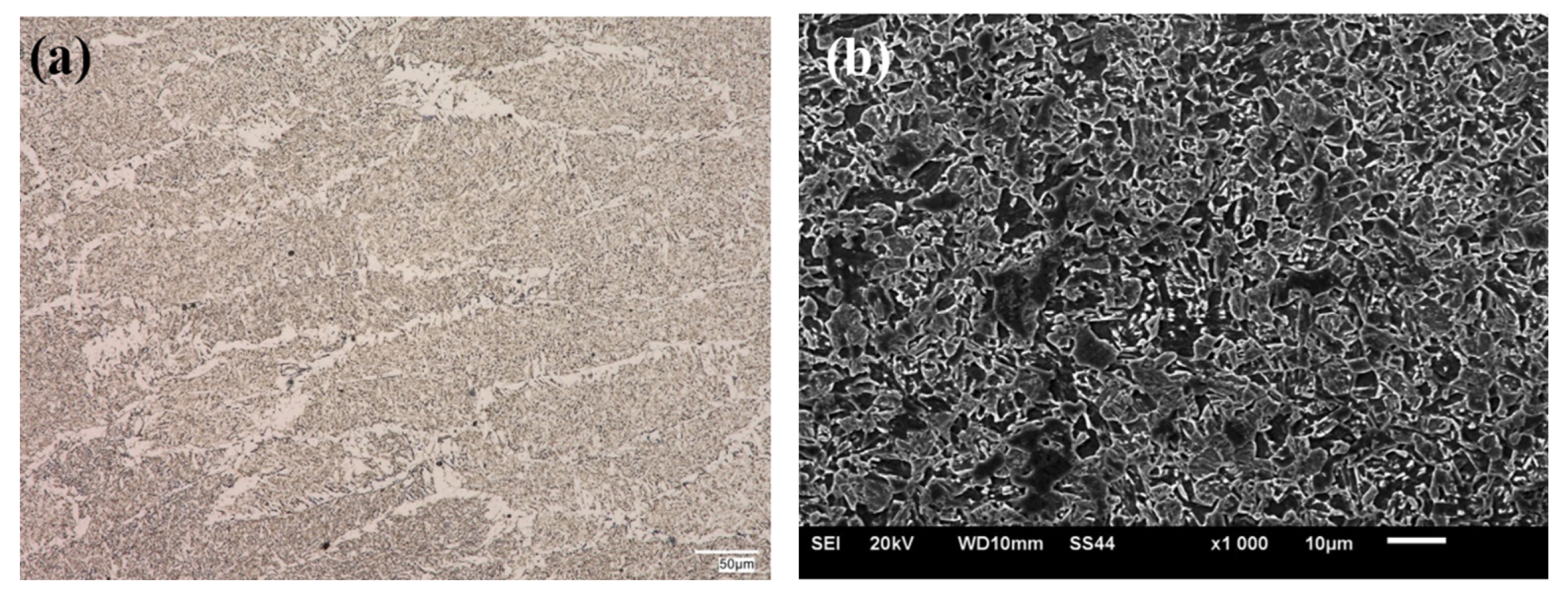
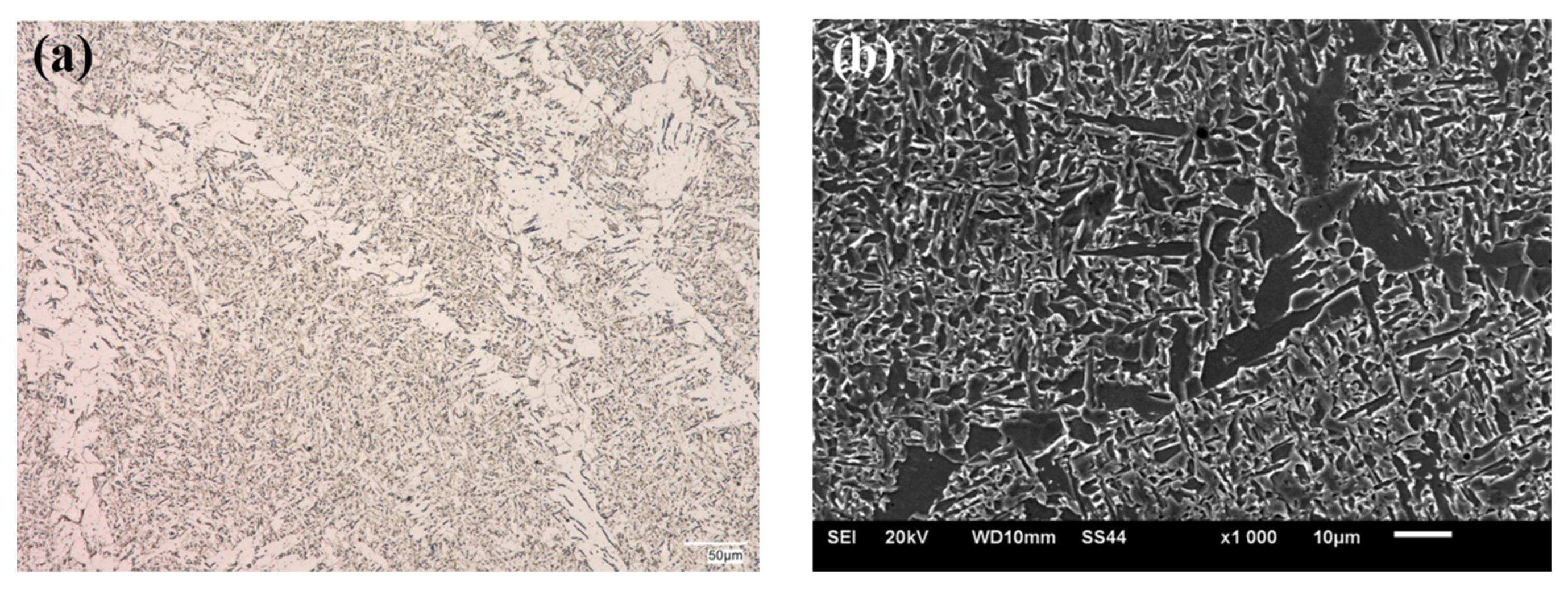
- In the weld face region of the examined joint, the tests showed the occurrence of a structure with a dominant volume fraction of martensite/bainite ensuring the achievement of the expected properties.
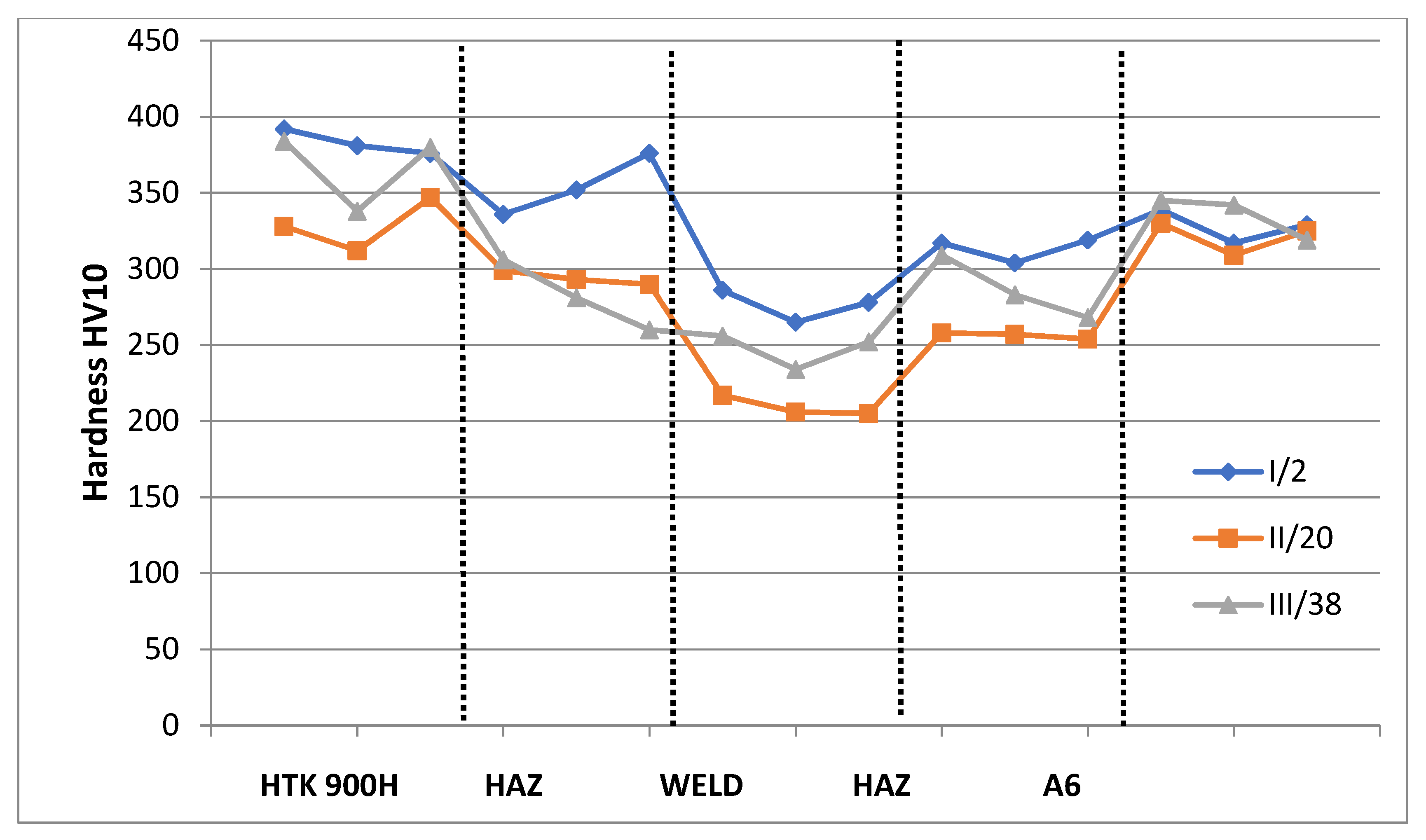
- The hardness of the examined joints in the weld face region in both of the Heat-Affected Zones (HAZ) was similar to that of the base materials and amounted to 383 HV10 for HTK 900H, from 336 to 376 HV10 for HAZ, whereas 328 HV10 for the A6 alloy, and from 304 to 319 HV10 for A6 alloy in HAZ. The lowest hardness value in the weld (276 HV10) results from applying the SG3 wire as additional material.
- The obtained joint was characterized by high ductility. The energy of cracking in HAZ of the HTK 900H steel amounted to 159 J, in A6 alloy-86 J, and in the weld-159 J.
- The use of the high-performance welding process carried out under automated conditions and the skilful heat input control produce a joint with both the required hardness, which ensures the abrasive wear resistance in the weld face area and the high resistance to dynamic loads.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References and Notes
- Engineer’s Guide Welding; WNT Publication: Warsaw, Poland, 2005; Volume 1.
- Stout, R.D.; D’Orville Doty, W. Weldability of Steels; Hassell Street Press: Sheridan, WY, USA, 2021. [Google Scholar]
- Dudziński, W.; Konat, Ł.; Pękalski, G. Structural and strength characteristics of wear-resistant martensitic steels. Arch. Foundry Eng. 2008, 8, 21–26. [Google Scholar]
- Krawczyk, R. An analysis of the quality of the thick-walled S355J2+N steel joint welded by the MAG method. Arch. Metall. Mater. 2017, 62, 833–839. [Google Scholar] [CrossRef] [Green Version]
- Bayock, F.N.; Kah, P.; Mvola, B.; Layus, P. Experimental review of thermal analysis of dissimilar welds of High-Strength Steel. Rev. Adv. Mater. Sci. 2019, 58, 38–49. [Google Scholar] [CrossRef] [Green Version]
- Słania, J.; Krawczyk, R.; Wójcik, S. Quality requirements put on the Inconel 625 austenite layer used on the sweet pile walls of the boiler’s evaporator to utilize waste thermally. Arch. Metall. Mater. 2015, 60, 677–685. [Google Scholar] [CrossRef]
- Konat, Ł.; Białobrzewska, B.; Białek, P. Effect of welding process on microstructural and mechanical characteristicsof Hardox 600 steel. Metals 2017, 7, 349. [Google Scholar] [CrossRef] [Green Version]
- Konat, Ł. Structural aspects of execution and thermal treatment of welded joints of Hardox Extreme steel. Metals 2019, 9, 915. [Google Scholar] [CrossRef] [Green Version]
- Krawczyk, R.; Słania, J.; Golański, G.; Nawrocki, J. Analysis of the reasons for crack in a tank of the hydraulic system. Eng. Fail. Anal. 2020, 116, 1–8. [Google Scholar] [CrossRef]
- Hobbacher, A. High strength steels: Development and application. Australas. Weld. J. 2011, 1, 6. [Google Scholar]
- Frydman, S.; Konat, Ł.; Pękalski, G. Structure and hardness changes in welded joints of Hardox steels. Arch. Civ. Mech. Eng. 2008, 8, 15–27. [Google Scholar] [CrossRef]
- Shi, G.; Hu, F.; Shi, Y. Recent research advances of high strength steel structures and codification of design specification in China. Int. J. Steel Struct. 2014, 14, 873–887. [Google Scholar] [CrossRef]
- Konat, Ł. Technological, microstructural and strength aspects of welding and post-weld heat treatment of martensitic, wear-resistant Hardox 600 steel. Materials 2021, 14, 4541. [Google Scholar] [CrossRef] [PubMed]
- Gupta, A.; Sharma, V.; Kumar, P.; Thakur, A. Investigating the effect of ferritic filler materials on the mechanical and metallurgical properties of Hardox 400 steel welded joints. Mater. Today Proc. 2021, 30, 1640–1646. [Google Scholar] [CrossRef]
- Teker, T.; Gencdogan, D. Heat affected zone and weld metal analysis of Hardox 450 and ferritic stainless steel double side TIG-joints. Mater. Test. 2021, 63, 923–928. [Google Scholar] [CrossRef]
- Ozturan, A.B.; Irsel, G.; Guzey, B.N. Study of the microstructure and mechanical property relationships of gas metal arc welded dissimilar Hardox 450 and S355J2C+N steel joints. Mater. Sci. Eng. A 2022, 856, 143486. [Google Scholar] [CrossRef]
- Tasalloti, H.; Kah, P.; Martikainen, J. Effect of heat input on dissimilar welds of ultra high strength steel and duplex stainless steel: Microstructural and compositional analysis. Mater. Charact. 2017, 123, 29–41. [Google Scholar] [CrossRef]
- Klimaszewska, K.; Golański, G.; Lis, R.; Słania, J. Quality assessment of dissimilar welded joint of Hardox 450 and Strenx 700 steel. Weld. Technol. Rev. 2018, 9, 9–12. [Google Scholar]
- Manufacturer’s material certificate for HTK 900H steel, PSG Silesia, Poland, 2020, t = 40 mm.
- Manufacturer’s material certificate for A6 trough-shaped profile castings, Uniwersal-Lit, Belarus, 2020, t = 40 mm.
- Manufacturer’s material certificate for SG3 welding electrode SG3, ItalFil, Italy, 2020, ϕ 1.2 mm.
- Rosisini, L.F.S.; Valenzuela, R.; Spinelli, J.E. Double-wire tandem GMAW welding process of HSLA50 steel. J. Manuf. Process. 2019, 45, 227–233. [Google Scholar] [CrossRef]
- Wu, W.; Zhao, M.; Wang, H.; Zhang, X.; Wu, T. Twin-wire pulsed tandem gas metal arc welding of API X80 steel linepipe. Inter. J. Corr. 2018, 2018, 7284246. [Google Scholar] [CrossRef]
- Larkin, N.; Pan, Z.; van Duin, S.; Li, H.; Norrish, J. Tandem gas metal arc welding for low distortion butt-welds. Adv. Mater. Res. 2011, 337, 511–516. [Google Scholar]
- Pan, Z.; Larkin, N.; Li, H. Evaluation of tandem gas metal arc welding for low distortion butt-weld in naval shipbuilding. Australas. Weld. J. 2013, 58, 35–41. [Google Scholar]
- Hedegard, J.; Tolf, E.; Andersson, J. Improved quality, productivity and versatility for Tandem-MAG process. Svetsaren 2005, 60, 34–37. [Google Scholar]
- Sterjovski, Z.; Donato, J.; Li, H. The effect of travel speed and CTWD on the bead profile and microstructure of tandem GMA steel welds. Australas. Weld. J. 2011, 56, 40–46. [Google Scholar]
- Sterjovski, Z.; Donato, J.; Munro, C.; Lane, N.; Larkin, N.; Luzin, V. Application of pulsed tandem gas metal arc welding for fabrication of high strength steel panels in naval surface vessels. Australas. Weld. J. 2011, 56, 37–48. [Google Scholar]
- EN ISO 17637:2017-02; Non-Destructive Testing of Welds. Visual Testing of Fusion-Welded Joints. PKN Publ.: Warsaw, Poland, 2017.
- EN ISO 17638:2017-01; Non-Destructive Testing of Welds. Magnetic Particle Testing. PKN Publ.: Warsaw, Poland, 2017.
- EN ISO 17640:2019-01; Non-Destructive Testing of Welds. Ultrasonic Testing. Techniques, Testing Levels, and Assessment. PKN Publ.: Warsaw, Poland, 2019.
- EN ISO 17639:2013-12; Destructive Tests on Welds in Metallic Materials—Macroscopic and Microscopic Examination of Welds. PKN Publ.: Warsaw, Poland, 2013.
- EN ISO 5817:2014-05; Welding—Fusion-Welded Joints in Steel, Nickel, Titanium and Their Alloys (Beam Welding Excluded)—Quality Levels for Imperfections. PKN Publ.: Warsaw, Poland, 2014.
- EN ISO 15613-2006; Specification and Qualification of Welding Procedures for Metallic Materials. Qualification Based on Pre-Production Welding Test. PKN Publ.: Warsaw, Poland, 2006.
- EN ISO 148-1:2017-02; Metallic Materials—Charpy Pendulum Impact Test—Part 1: Test Method. PKN Publ.: Warsaw, Poland, 2017.
- EN ISO 15614-1:2017-08; Specification and Qualification of Welding Procedures for Metallic Materials—Welding Procedure Test. Part 1: Arc and Gas Welding of Steels and Arc Welding of Nickel and Nickel Alloys. PKN Publ.: Warsaw, Poland, 2017.
- EN ISO 9015-1:2011; Destructive Tests on Welds in Metallic Materials—Hardness Testing—Part 1: Hardness Test on Arc Welded Joints. PKN Publ.: Warsaw, Poland, 2011.
- Frydman, S.; Konat, Ł.; Łętkowska, B.; Pękalski, G. Impact resistance and fractography of low-alloy martensitic steels. Arch. Foundry Eng. 2008, 8, 89–94. [Google Scholar]
- Białobrzeska, B.; Konat, Ł.; Jasiński, R. The influence of austenite grain size on the mechanical properties of low-alloy steel with boron. Metals 2017, 7, 26. [Google Scholar] [CrossRef] [Green Version]
- Li, D.; Wu, K.; Dong, H.; Isayew, O.; Hress, O. Coarse grained heat-affected zone microstructure and brittleness of Ti-Nb-B microalloyed high toughness and wear resistant steel. Metals 2019, 9, 289. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.; Wang, M.; Shi, J.; Hui, W.; Dong, H. Effect of microstructural refinement on the toughness of low carbon martensitic steel. Scr. Mater. 2008, 58, 492–495. [Google Scholar] [CrossRef]
- Konat, Ł.; Zemlik, M.; Jasiński, R.; Grycer, D. Austenite grain growth in a welded joint of high-strength martensitic abrasion-resistant steel Hardox 450. Materials 2021, 14, 2850. [Google Scholar] [CrossRef]
- Liu, W.; Li, J.; Shi, C.; Wang, C. Effect of micro-alloying element boron on the strengthening of high-strength steel Q690D. Metallogr. Microstruct. Anal. 2015, 4, 102–108. [Google Scholar] [CrossRef]
- Dziurka, R.; Łętkowska, B.; Zbyrad-Kołodziej, W. Effect of austenitizng temperature on the microstructure and hardness of Hardox 450 steel. Weld. Technol. Rev. 2018, 90, 136–141. [Google Scholar]
- Baltazar Hernandez, V.H.; Nayak, S.S.; Zhou, Y. Tempering of martensite in dual-phase steels and its effects of softening behaviour. Metall. Mater. Trans. A 2011, 42A, 3115–3129. [Google Scholar] [CrossRef]
- Krawczyk, R. An analysis of the joints’ properties of fine-grained steel welded by the MAG and SAW methods. Arch. Metall. Mater. 2016, 61, 1295–1302. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Type | Chemical Composition, % wt. | Mechanical Properties | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Mn | Si | Cr | Mo | Ni | P | S | CEV | TS MPa | YS MPa | El. % | KV−20 J | HB | |
| HTK 900H | 0.15 | 1.25 | 0.31 | 0.73 | 0.21 | 0.03 | 0.025 | 0.01 | 0.45 | 1250 | 980 | 12 | 56 | 400 |
| A6 | 0.28 | 1.30 | 0.24 | - | - | - | 0.028 | 0.01 | 0.46 | 870 | 720 | 13 | 78 | 300 |
| Material Type | Chemical Composition, % wt. | |||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Mo | Nb | |
| HTK 900H | 0.17 | 0.31 | 1.28 | 0.012 | 0.005 | 0.74 | 0.23 | 0.03 |
| A6 | 0.28 | 0.31 | 1.35 | 0.036 | 0.011 | 0.12 | - | - |
| Material Type | Chemical Composition, % wt. | Mechanical Properties | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Mn | Si | Cr | Mo | Ni | TS MPa | YS MPa | El. % | KV−20 J | |
| SG3 | 0.08 | 1.64 | 0.88 | 0.03 | 0.01 | 0.04 | 620 | 500 | 26 | 80 |
| No. | Sample Designation | Sample Dimensions | Impact Energy | Fracture Appearance | Rating | |||
|---|---|---|---|---|---|---|---|---|
| a [mm] | b [mm] | S [mm2] | KV [J] | Average KV | ||||
| 1 | BW40/VWT 0/28-1 | 10 | 8 | 80 | 95 | 96 | nd | A |
| 2 | BW40/VWT 0/14-2 | 10 | 8 | 80 | 76 | nd | ||
| 3 | BW40/VWT 0/2-3 | 10 | 8 | 80 | 118 | nd | ||
| 4 | BW40/VHT H 0/28-1 | 10 | 8 | 80 | 158 | 159 | nd | A |
| 5 | BW40/VHT H 0/14-2 | 10 | 8 | 80 | 184 | nd | ||
| 6 | BW40/VHT H 0/2-3 | 10 | 8 | 80 | 136 | nd | ||
| 7 | BW40/VHT A 0/28-1 | 10 | 8 | 80 | 85 | 86 | nd | A |
| 8 | BW40/VHT A 0/14-2 | 10 | 8 | 80 | 124 | nd | ||
| 9 | BW40/VHT A 0/2-3 | 10 | 8 | 80 | 48 | nd | ||
| No. | Sample Designation | Measurement Line No. | Results | Acceptance | |||||
|---|---|---|---|---|---|---|---|---|---|
| BM1 | HAZ1 | S | HAZ2 | BM2 | YES | NO | |||
| 1 | HV10/BW40 | I/2 | 392 | 336 | 286 | 317 | 339 | X | - |
| 381 | 352 | 265 | 304 | 317 | |||||
| 376 | 376 | 278 | 319 | 329 | |||||
| II/20 | 328 | 299 | 217 | 258 | 330 | ||||
| 312 | 293 | 206 | 257 | 309 | |||||
| 347 | 290 | 205 | 254 | 325 | |||||
| III/38 | 384 | 306 | 256 | 309 | 345 | ||||
| 338 | 281 | 234 | 283 | 342 | |||||
| 380 | 260 | 252 | 268 | 319 | |||||
| BM1-HTK 900H | BM2-A6 | ||||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krawczyk, R.; Słania, J.; Golański, G.; Zieliński, A. Evaluation of the Properties and Microstructure of Thick-Walled Welded Joint of Wear Resistant Materials. Materials 2022, 15, 7009. https://doi.org/10.3390/ma15197009
Krawczyk R, Słania J, Golański G, Zieliński A. Evaluation of the Properties and Microstructure of Thick-Walled Welded Joint of Wear Resistant Materials. Materials. 2022; 15(19):7009. https://doi.org/10.3390/ma15197009
Chicago/Turabian StyleKrawczyk, Ryszard, Jacek Słania, Grzegorz Golański, and Adam Zieliński. 2022. "Evaluation of the Properties and Microstructure of Thick-Walled Welded Joint of Wear Resistant Materials" Materials 15, no. 19: 7009. https://doi.org/10.3390/ma15197009