
MIG and TIG Joining of AA1070 Aluminium Sheets with Different Surface Preparations




Abstract
:1. Introduction
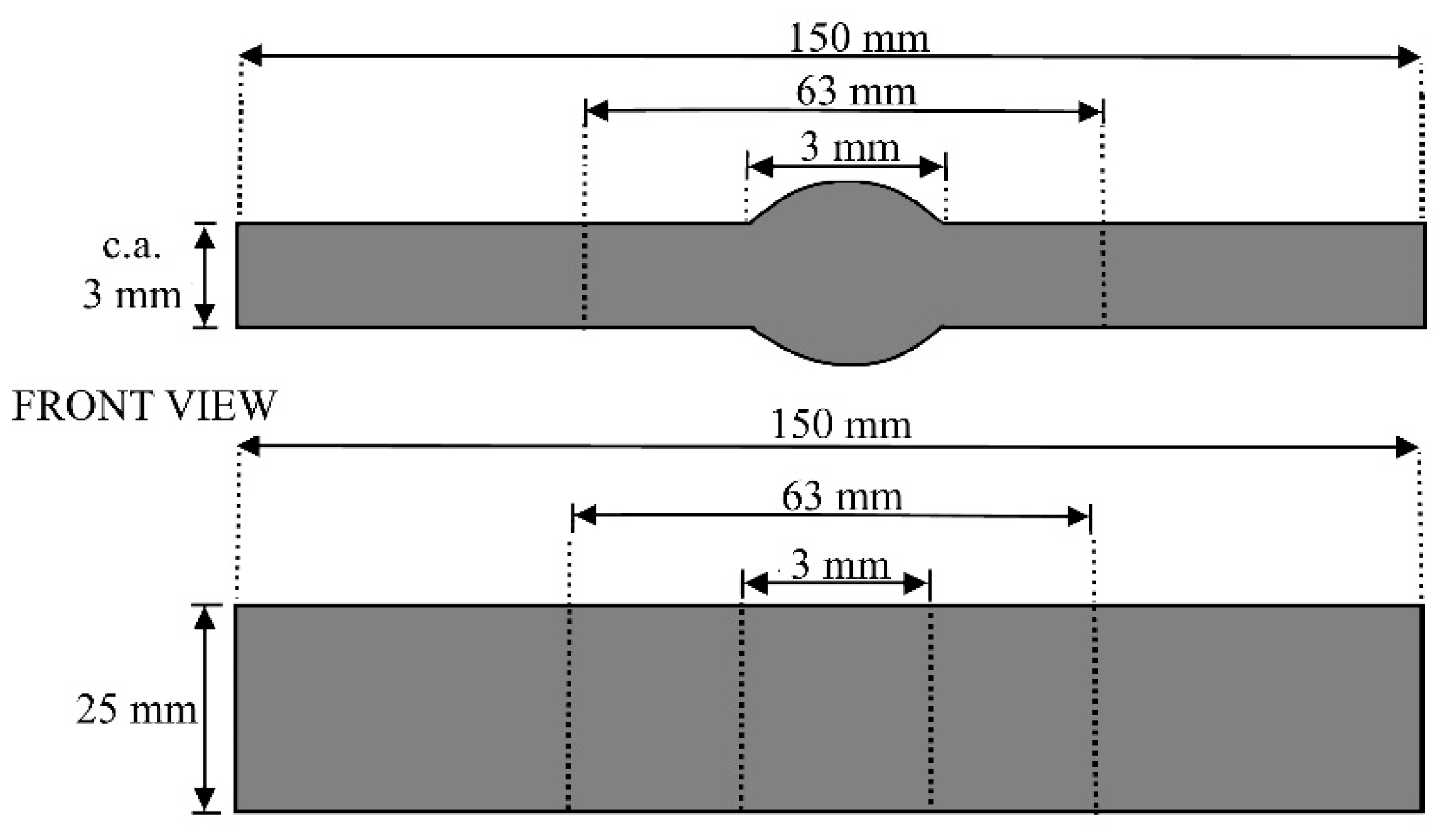
2. Materials and Methods
3. Results
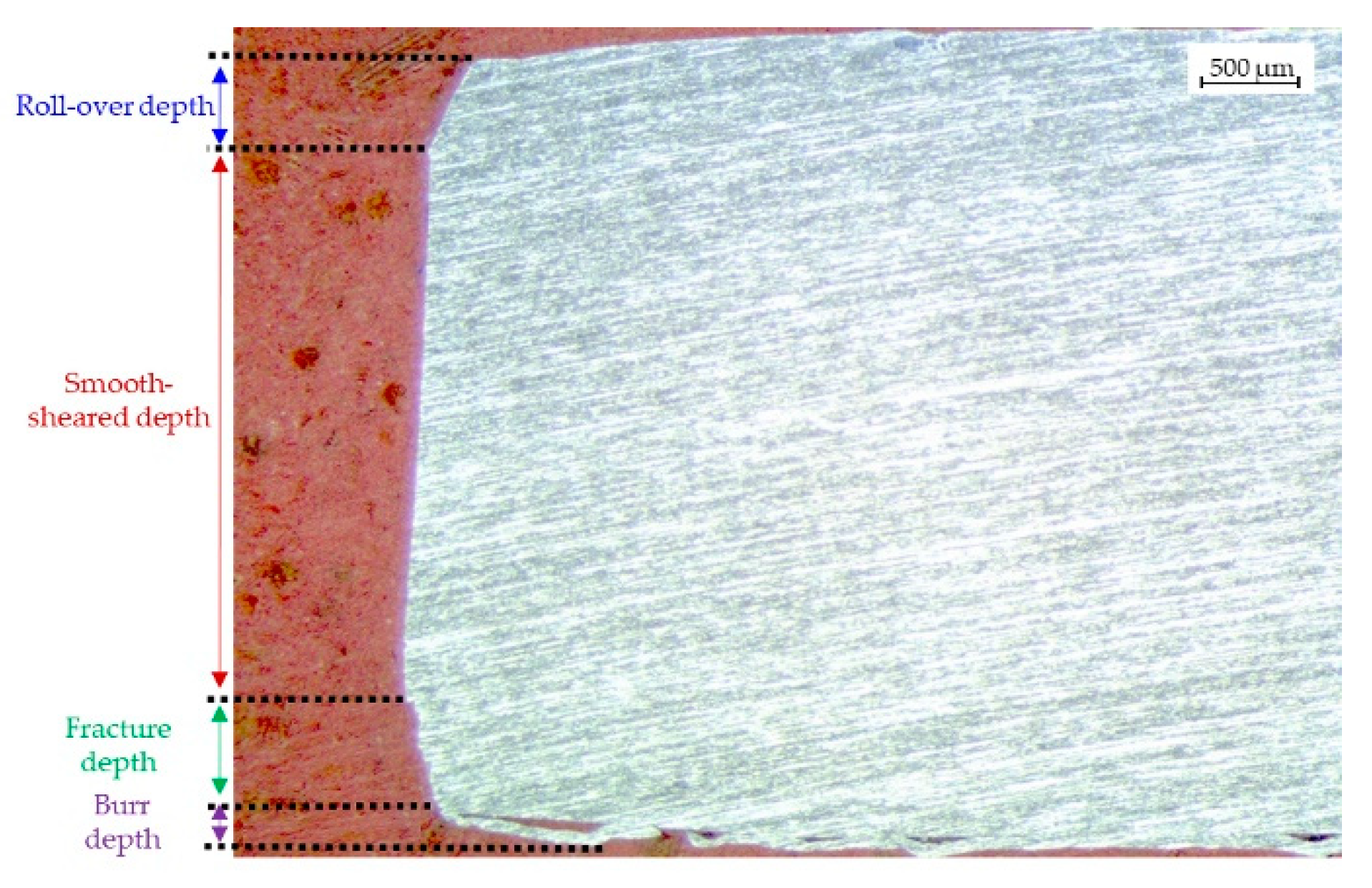
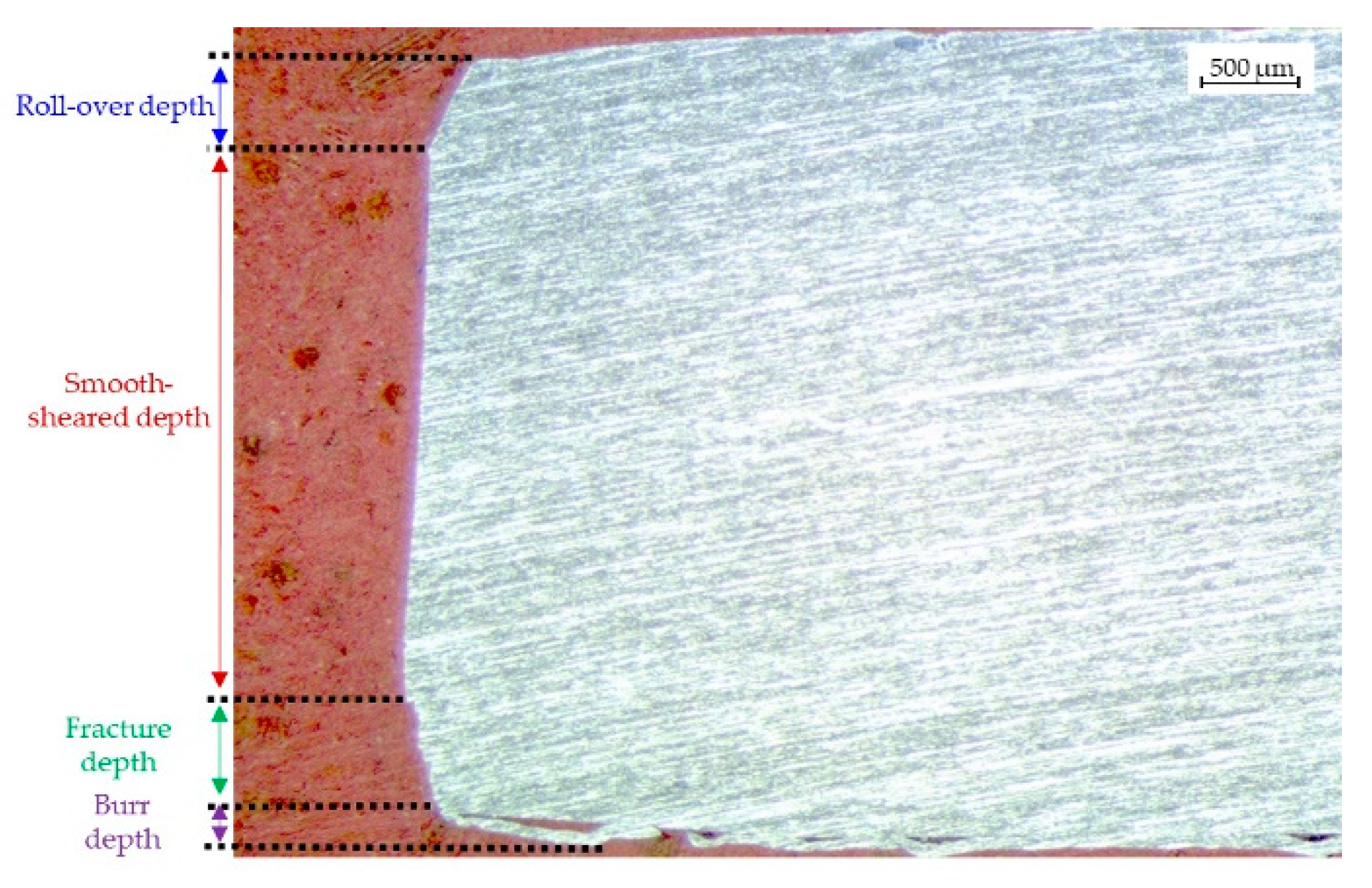
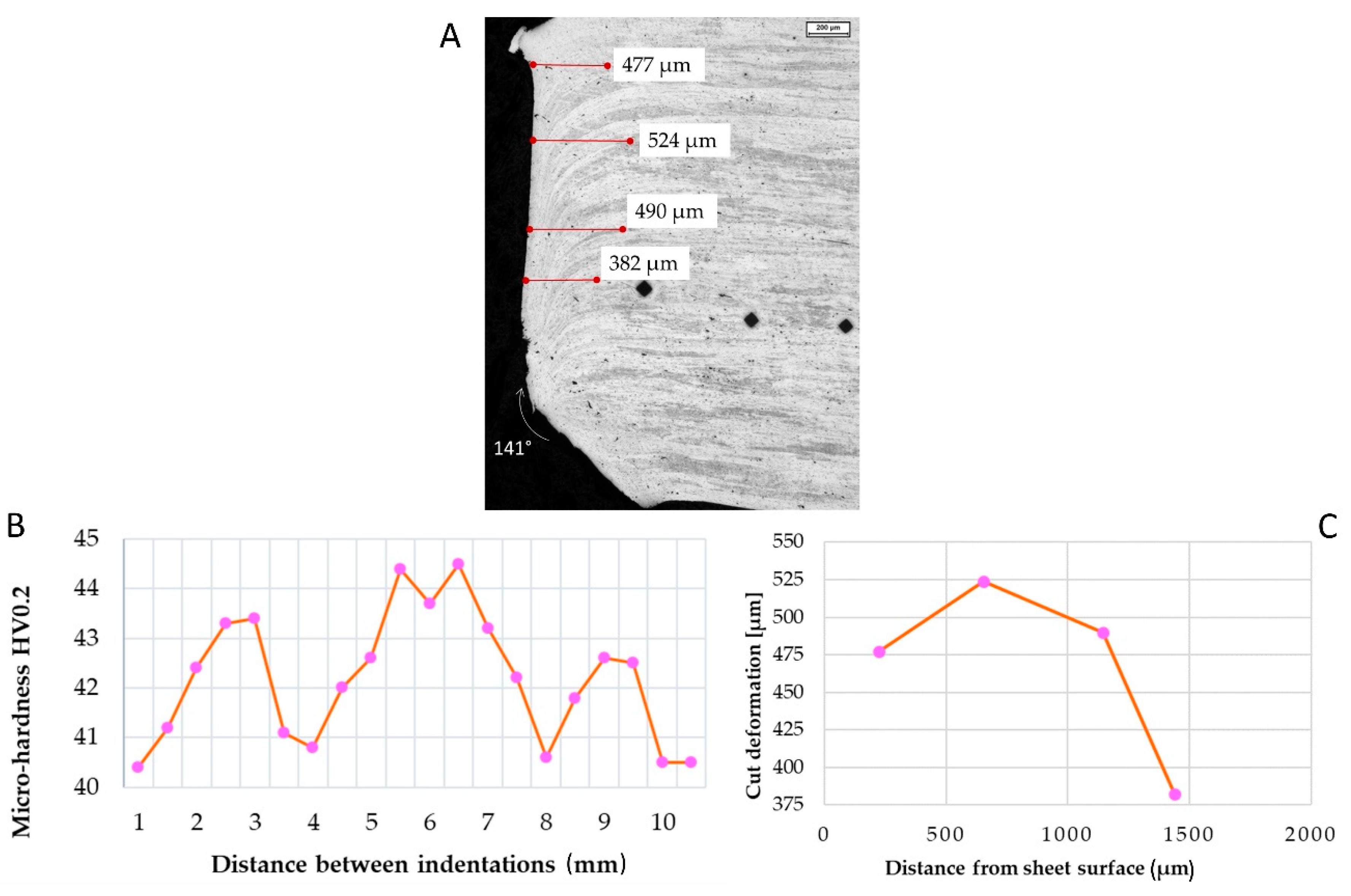
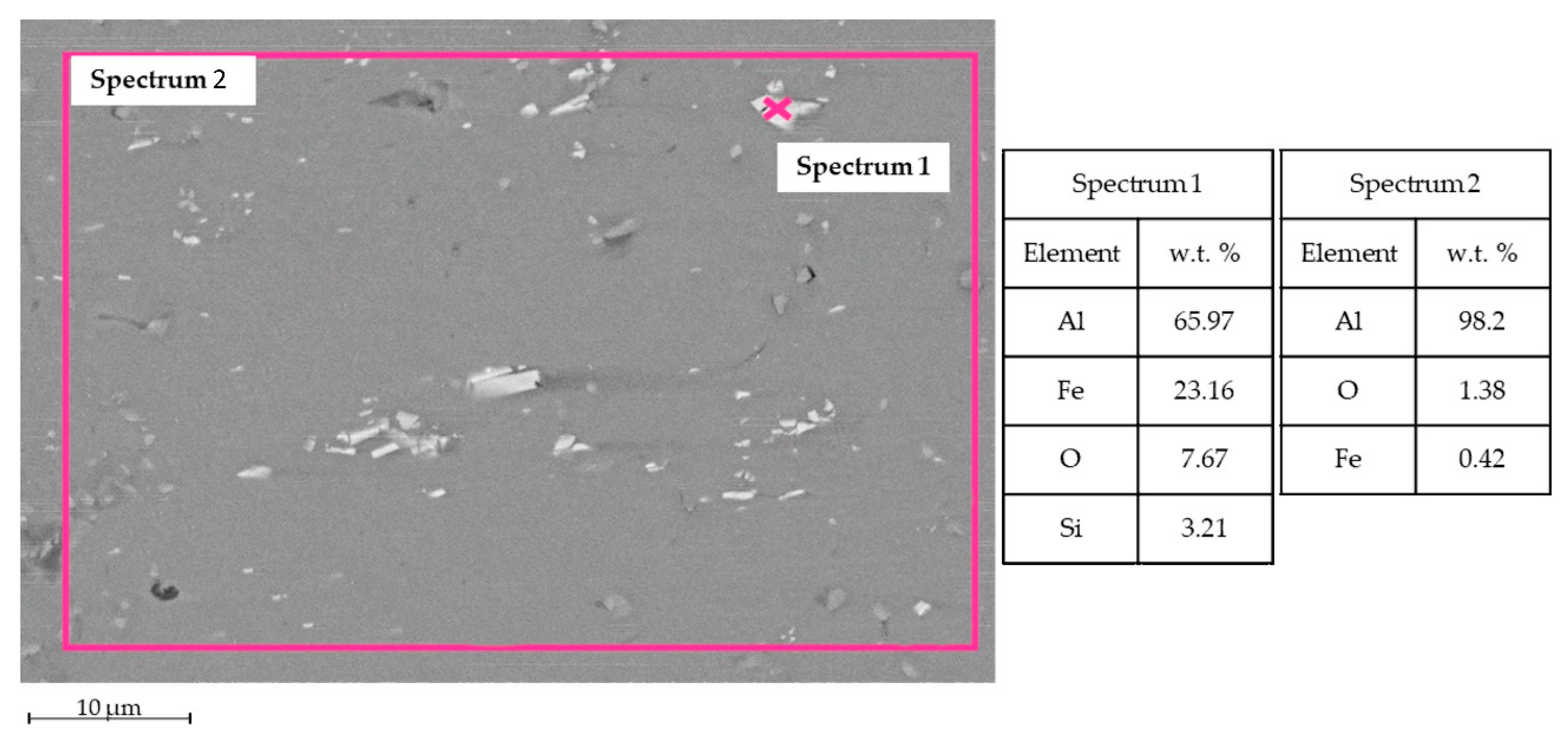
3.1. Edges Preparation: Shearing
3.2. Edges Preparation: Water Jet
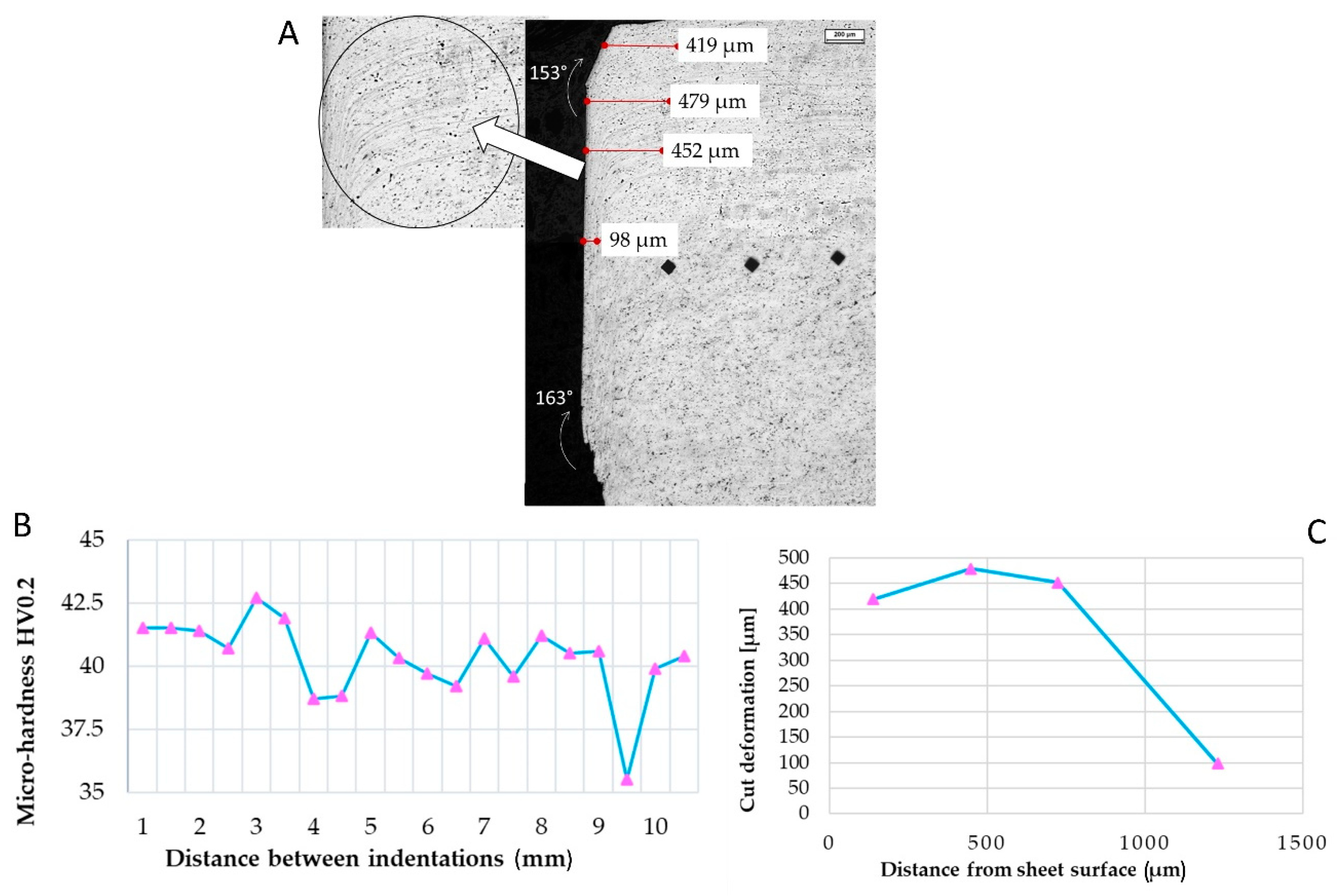
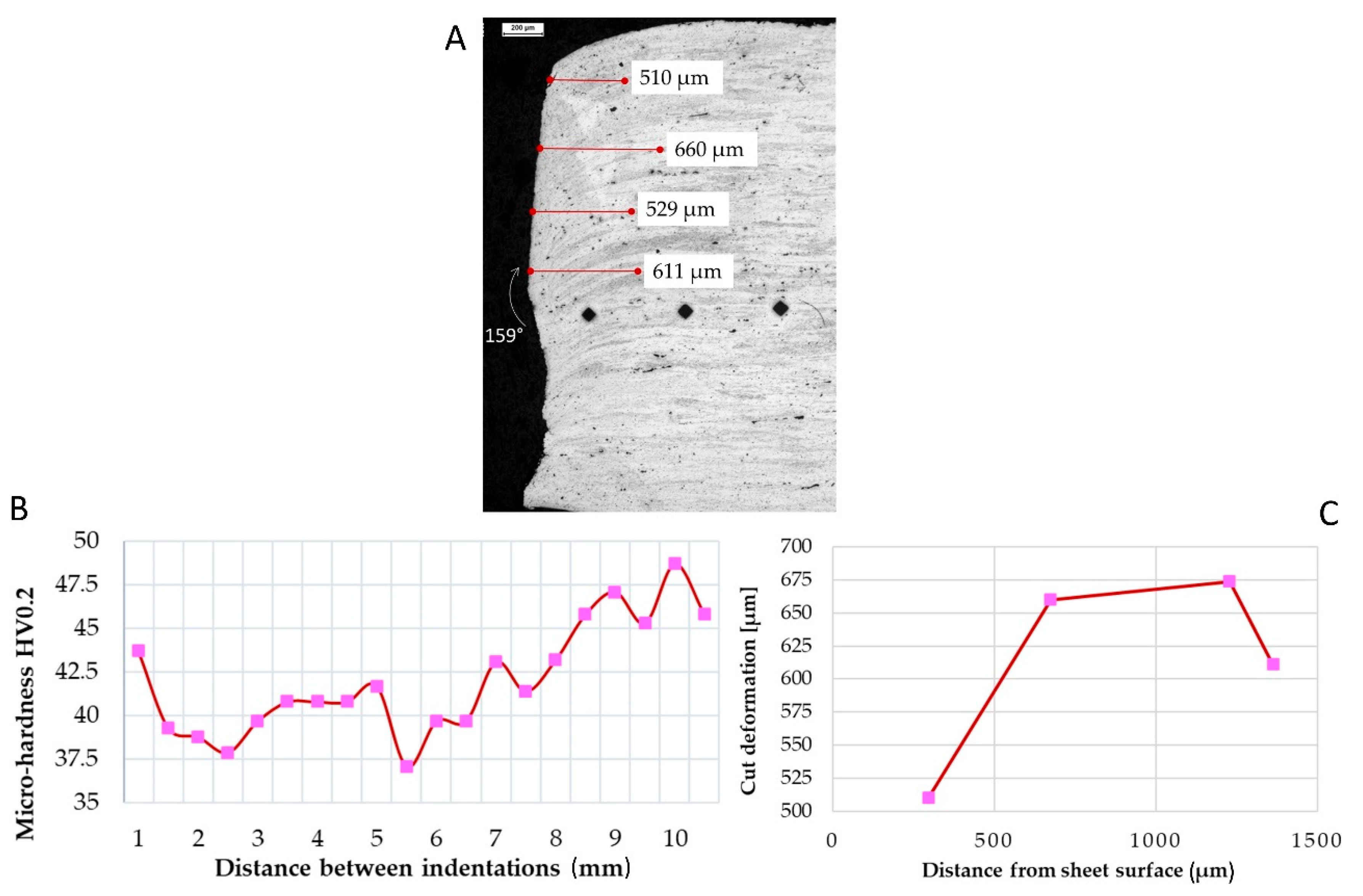
3.3. Edges Preparation: Plasma
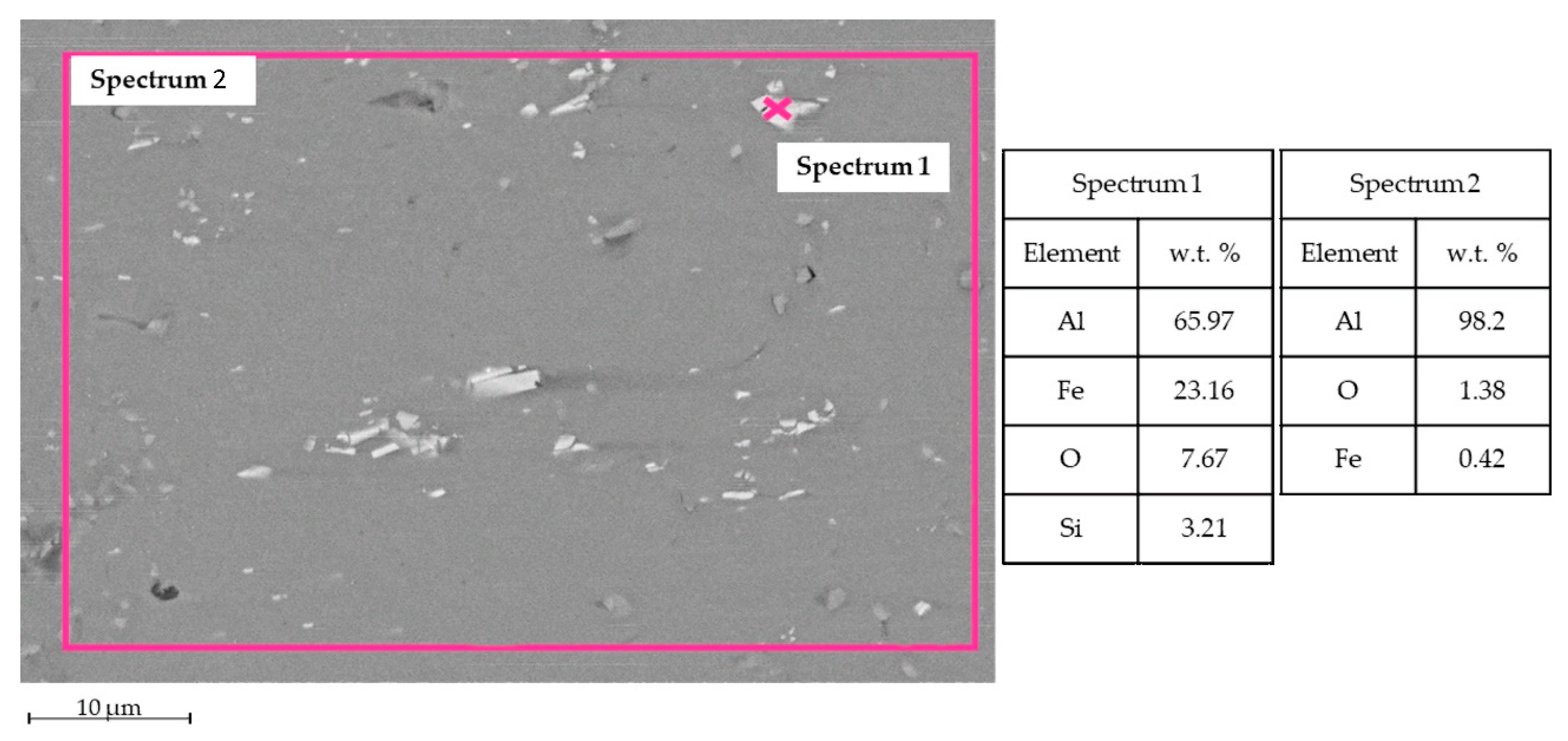
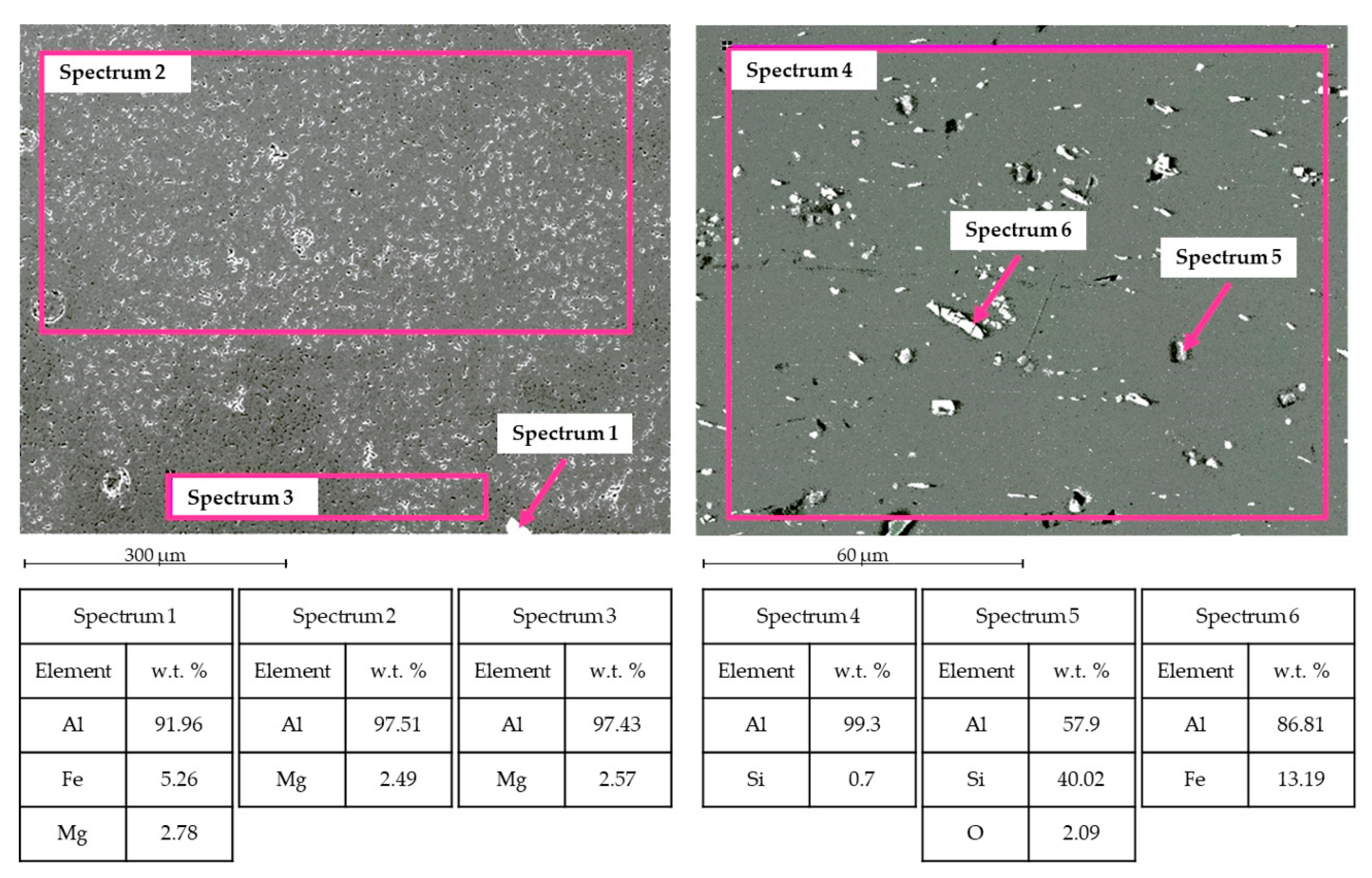
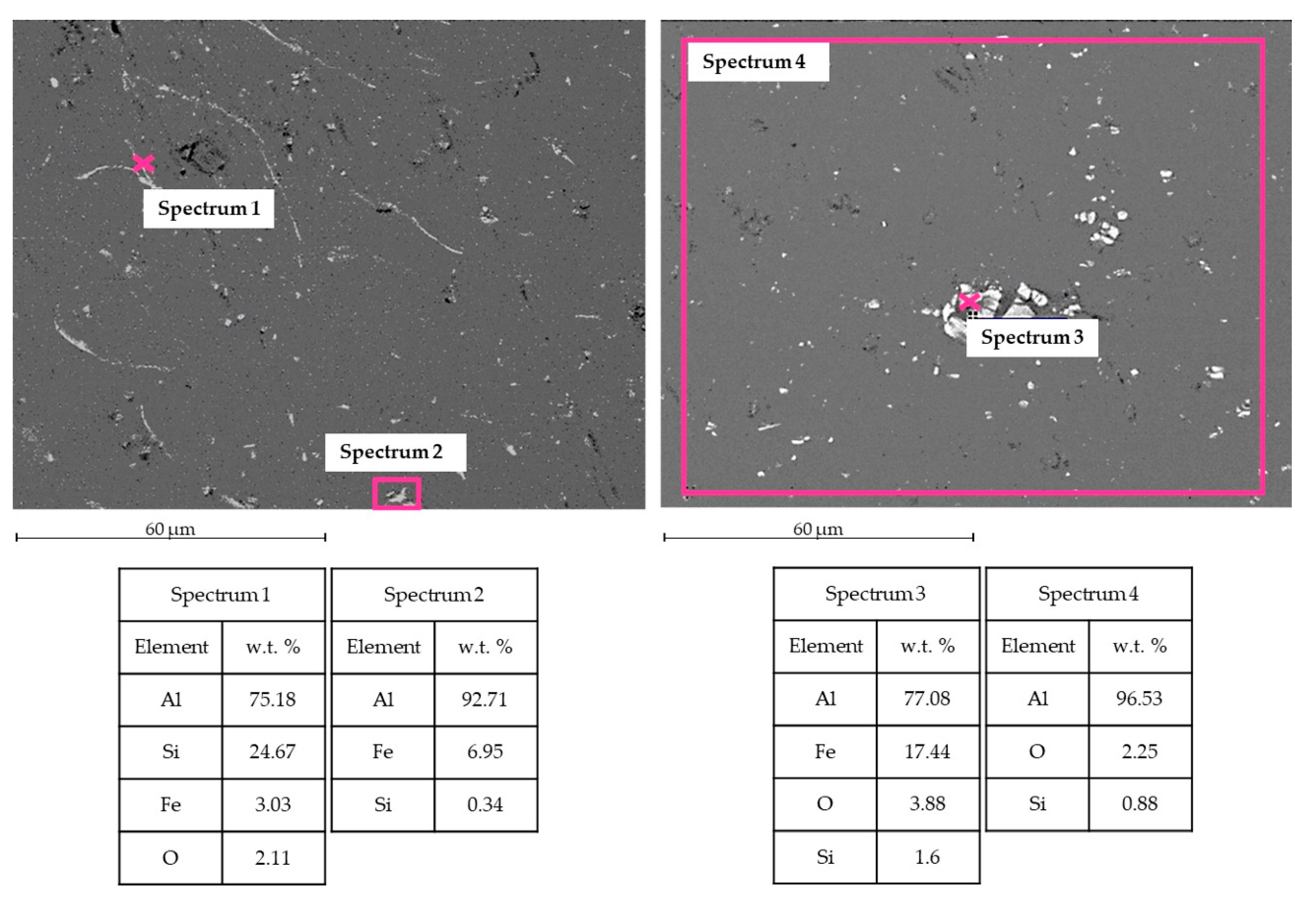
3.4. Weld Microstructures
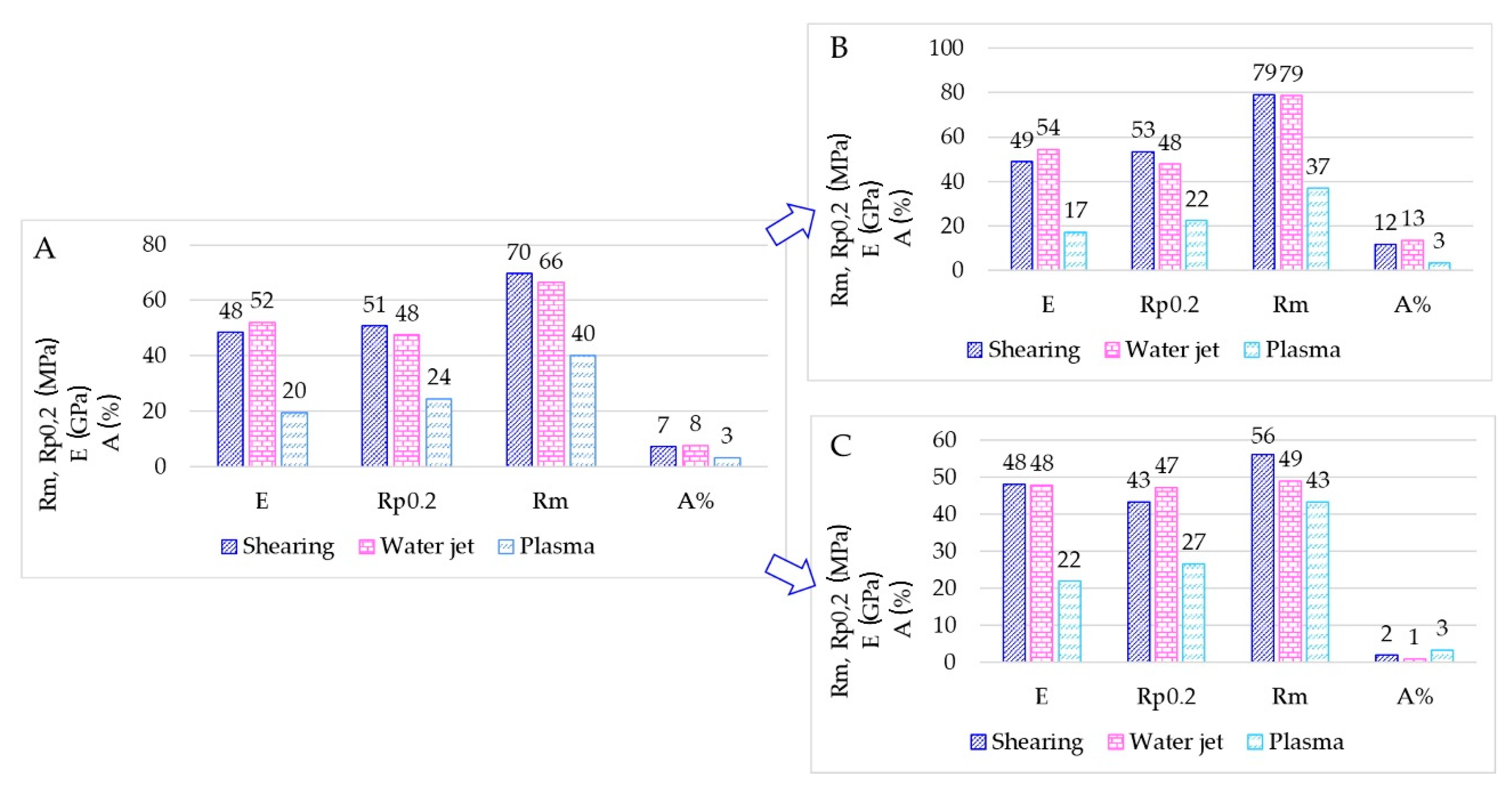
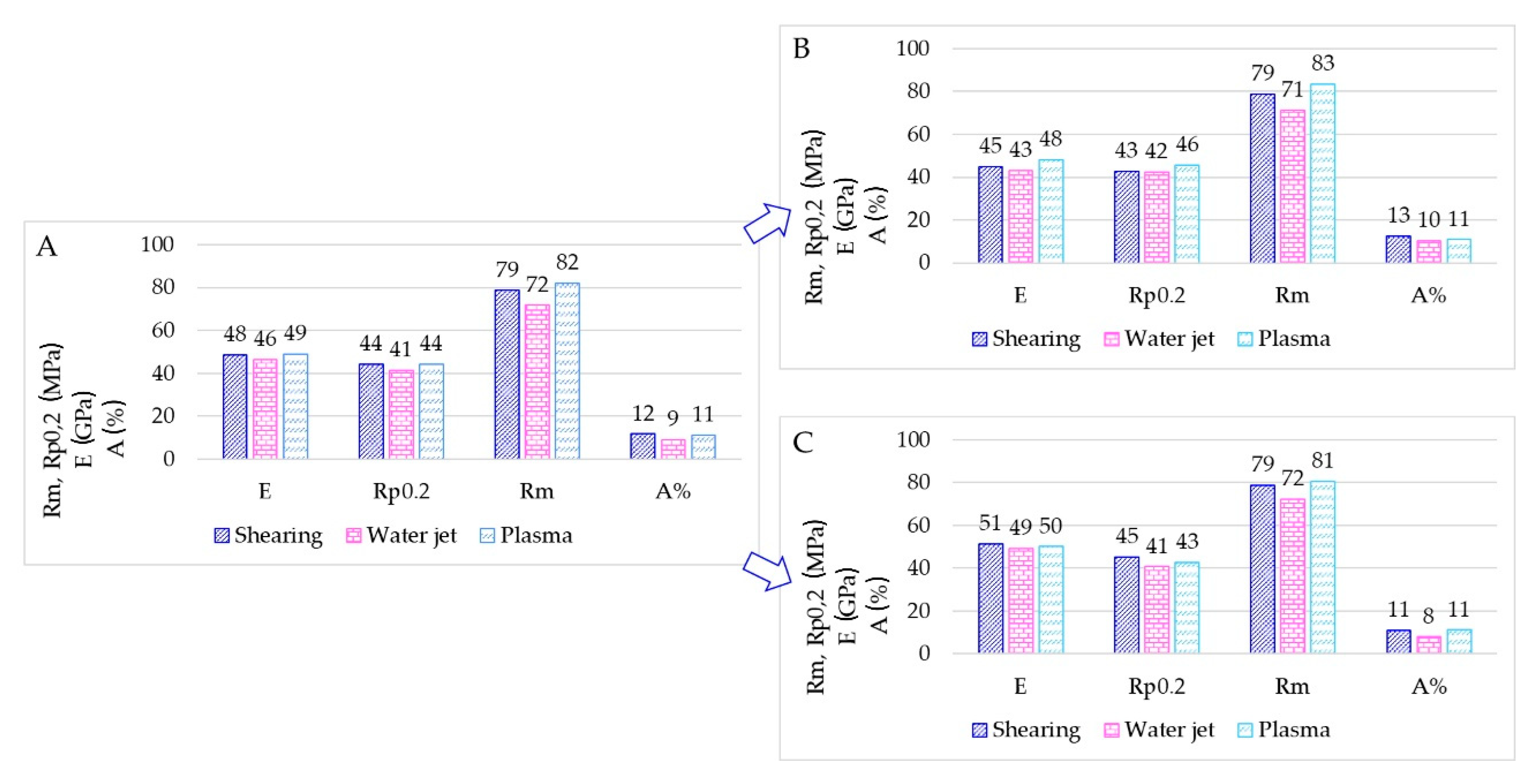
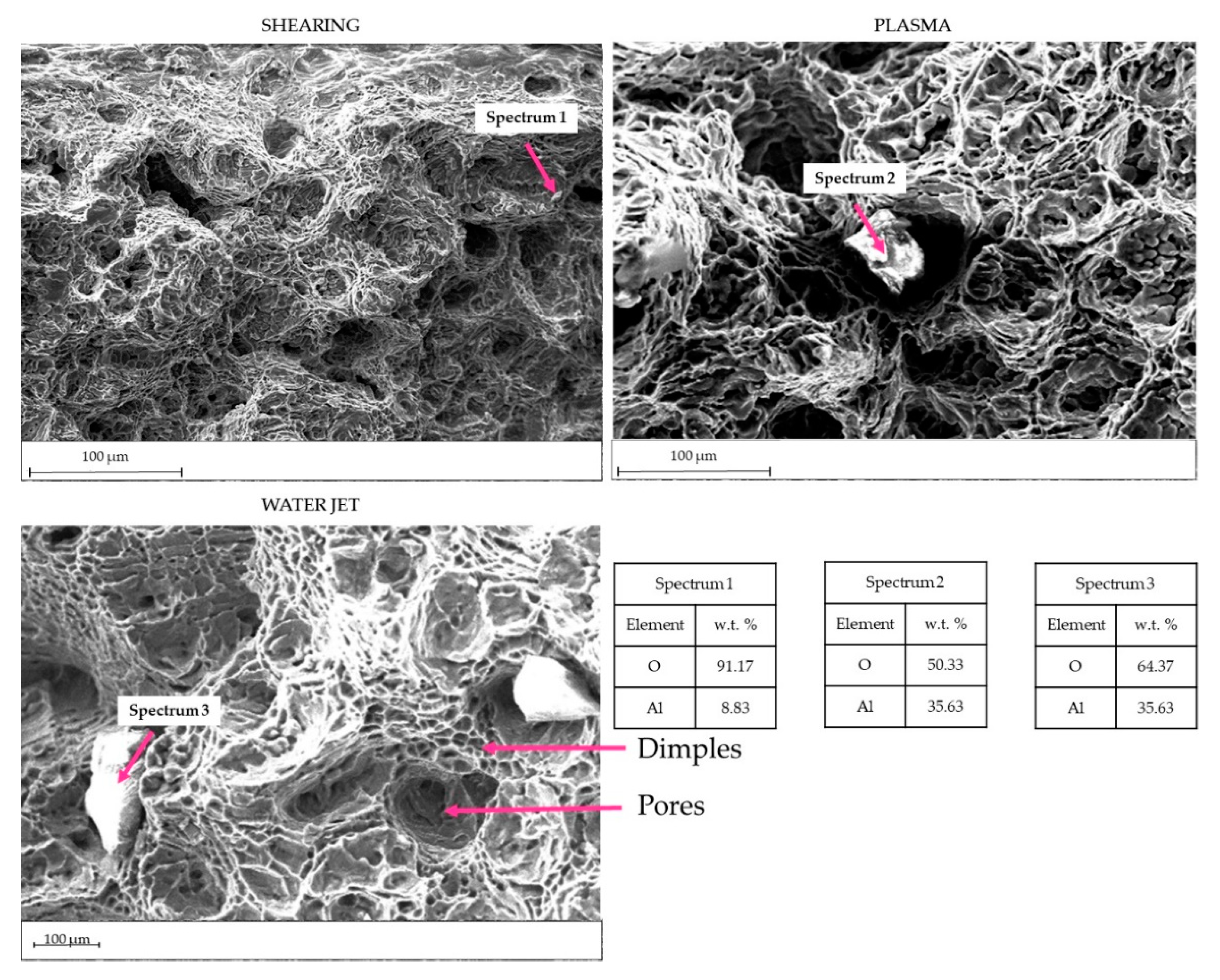
3.5. Tensile Tests and Fractography
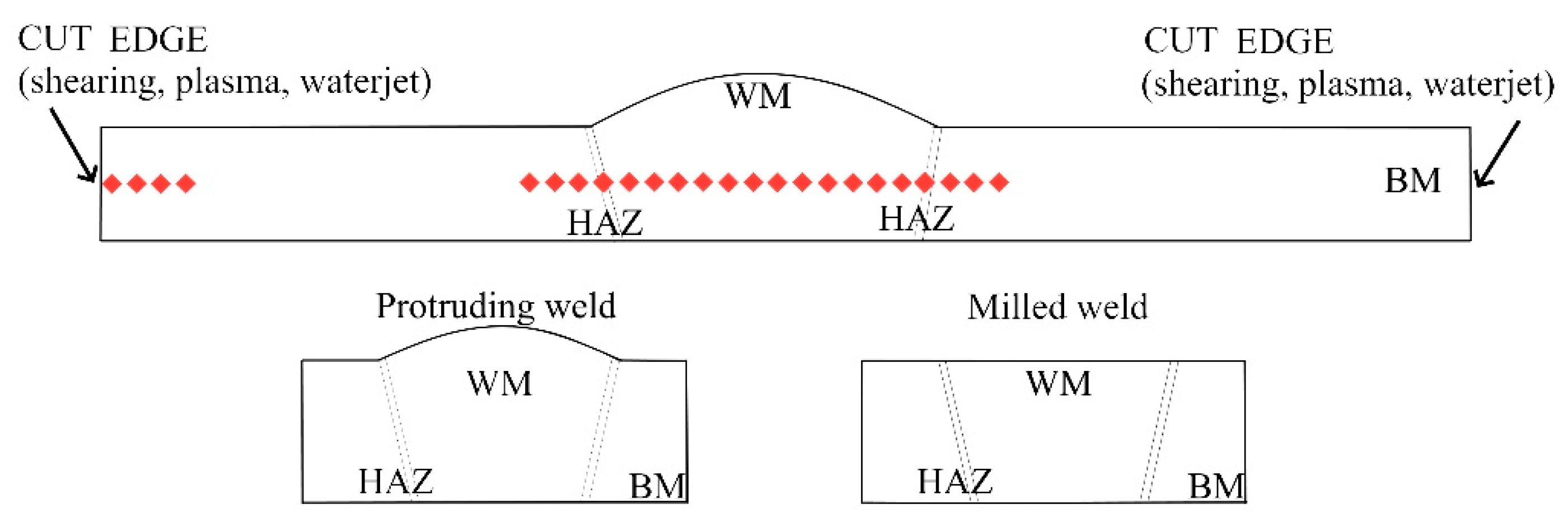
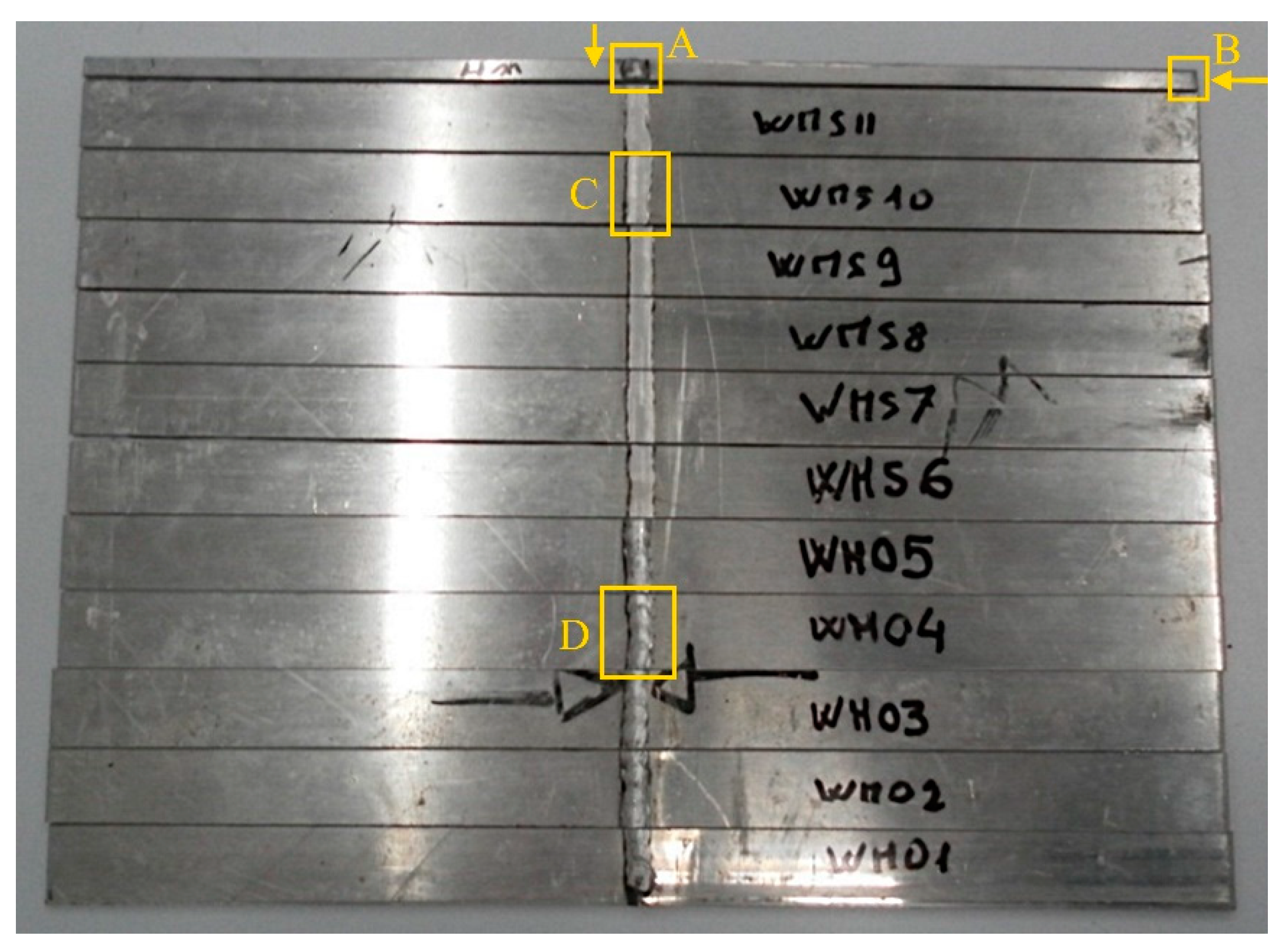
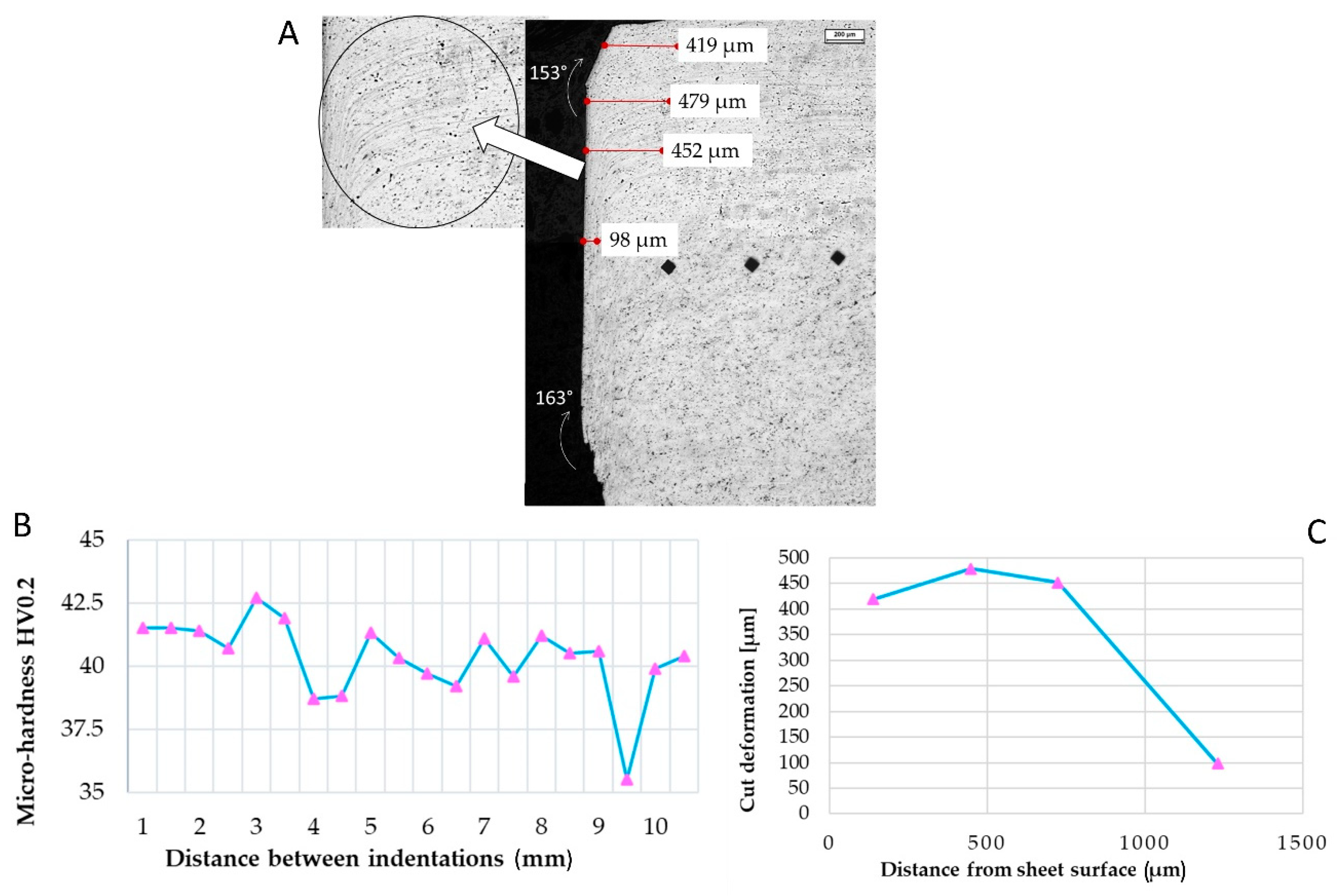
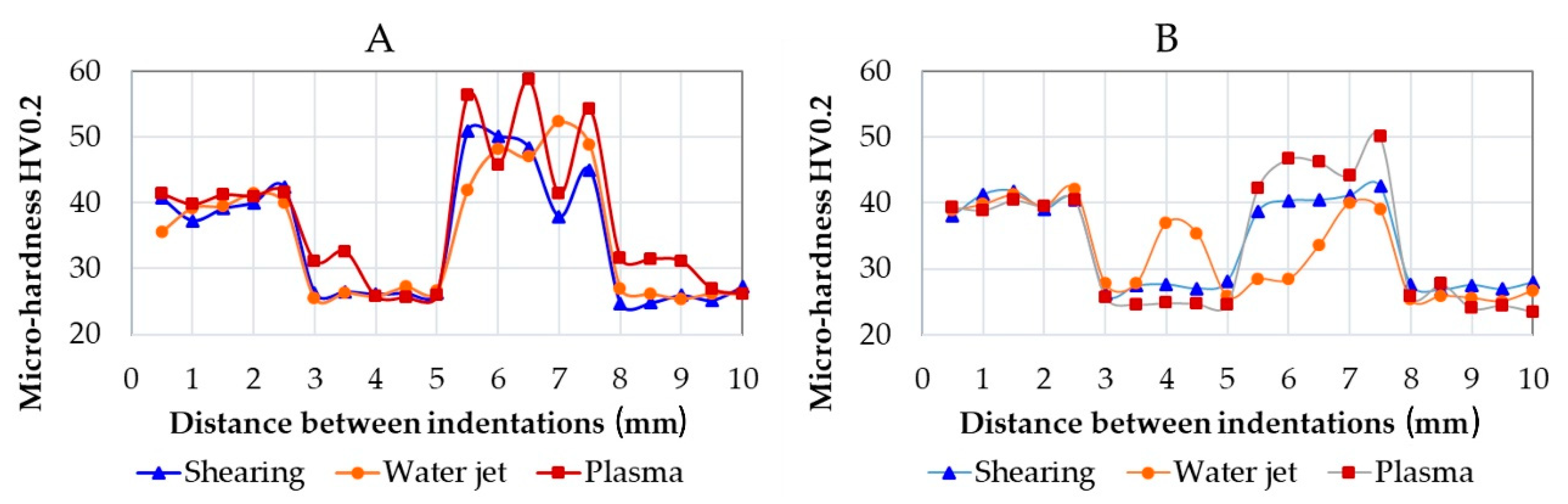
3.6. Weld Micro-Hardness
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Roy, R.K.; Das, S. New combination of polishing and etching technique for revealing grain structure of an annealed aluminum (AA1235) alloy. J. Mater. Sci. 2006, 41, 289–292. [Google Scholar] [CrossRef]
- Zander, J.; Sandström, R. Modelling technological properties of commercial wrought aluminium alloys. Mater. Des. 2009, 30, 3752–3759. [Google Scholar] [CrossRef]
- Fracchia, E.; Gobber, F.; Rosso, M. About weldability and welding of Al alloys: Case study and problem solving. J. Achiev. Mater. Manuf. Eng. 2017, 85, 67–74. [Google Scholar] [CrossRef]
- Vander Voort, G.F.; Lampman, S.R.; Sanders, B.R.; Anton, G.J.; Polakowski, C.; Kinson, J.; Muldoon, K.; Henry, S.D.; Scott, W.W., Jr. ASM Handbook, Metallography and Microstructures; ASM International: Geauga Country, OH, USA, 2004; Volume 9. [Google Scholar]
- Wang, X.; Mao, S.; Chen, P.; Liu, Y.; Ning, J.; Li, H.; Zang, K.; Zhang, Z.; Han, X. Evolution of microstructure and mechanical properties of a dissimilar aluminium alloy weldment. Mater. Des. 2016, 90, 230–237. [Google Scholar] [CrossRef]
- Al Qassab, R.M. Effect of cold work on tensile properties during annealing process for pure commercial aluminum (AA 1070 alloy). Mater. Manuf. Process. 2007, 22, 922–927. [Google Scholar] [CrossRef]
- Ashtiani, H.R.R.; Shayanpoor, A.A. New constitutive equation utilizing grain size for modeling of hot deformation behavior of AA1070 aluminum. Trans. Nonferrous Met. Soc. China 2021, 31, 345–357. [Google Scholar] [CrossRef]
- Barekatain, H.; Kazeminezhad, M.; Kokabi, A.H. Microstructure and mechanical properties in dissimilar butt friction stir welding of severely plastic deformed aluminum AA 1050 and commercially pure copper sheets. J. Mater. Sci. Technol. 2014, 30, 826–834. [Google Scholar] [CrossRef]
- Shankar, S.; Chattopadhyaya, S. Friction stir welding of commercially pure copper and 1050 aluminum alloys. Mater. Today Proc. 2019, 25, 664–667. [Google Scholar] [CrossRef]
- Lu, Z.; Gong, W.; Chen, S.; Yuan, T.; Kan, C.; Jiang, X. Interfacial microstructure and local bonding strength of magnetic pulse welding joint between commercially pure aluminum 1060 and AISI 304 stainless steel. J. Manuf. Process. 2019, 46, 59–66. [Google Scholar] [CrossRef]
- Jayakrishnan, S.; Chakravarthy, P.; Muhammed Rijas, A. Effect of Flux Gap and Particle Size on the Depth of Penetration in FBTIG Welding of Aluminium. Trans. Indian Inst. Met. 2017, 70, 1329–1335. [Google Scholar] [CrossRef]
- Singh, A.K.; Dey, V.; Rai, R.N. Techniques to improveweld penetration in TIG welding (A review). Mater. Today Proc. 2017, 4, 1252–1259. [Google Scholar] [CrossRef]
- Akkurt, A. The effect of cutting process on surface microstructure and hardness of pure and Al 6061 aluminium alloy. Eng. Sci. Technol. Int. J. 2015, 18, 303–308. [Google Scholar] [CrossRef] [Green Version]
- Stournaras, A.; Stavropoulos, P.; Salonitis, K.; Chryssolouris, G. An investigation of quality in CO2 laser cutting of aluminum. CIRP J. Manuf. Sci. Technol. 2009, 2, 61–69. [Google Scholar] [CrossRef]
- Akhtar, N.; Ahmed, R.; Arfan, M.; Ali, M.N. Mechanical performance and fracture behavior of recycled AA6061-T6 alloy melted from aluminium chips. Int. J. Manuf. Mater. Mech. Eng. 2017, 7, 1–17. [Google Scholar] [CrossRef]
- Marker, M.C.J.; Skolyszewska-Kühberger, B.; Effenberger, H.S.; Schmetterer, C.; Richter, K.W. Phase equilibria and structural investigations in the system Al-Fe-Si. Intermetallics 2011, 19, 1919–1929. [Google Scholar] [CrossRef]
- Lui, A.; Grant, P.S.; Stone, I.C.; O’Reilly, K.A.Q. The Role of Grain Refiner in the Nucleation of AlFeSi Intermetallic Phases During Solidification of a 6xxx Aluminum Alloy. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2019, 50, 5242–5252. [Google Scholar] [CrossRef] [Green Version]
- Xu, T.; Hu, Z.; Yao, C. The effects of Ca addition on corrosion and discharge performance of commercial pure aluminum alloy 1070 as anode for Aluminum-air battery. Int. J. Electrochem. Sci. 2019, 14, 2606–2620. [Google Scholar] [CrossRef]
- Huang, Y.; Zhang, Z.; Lv, N.; Chen, S. On the mechanism and detection of porosity during pulsed TIG welding of aluminum alloys. Adv. Intell. Syst. Comput. 2015, 363, 133–143. [Google Scholar] [CrossRef]
- Fracchia, E.; Gobber, F.S.; Rosso, M. Effect of Alloying Elements on the Sr Modification of Al-Si Cast Alloys. Metals 2021, 11, 342. [Google Scholar] [CrossRef]
- Lan, X.; Li, K.; Wang, F.; Su, Y.; Yang, M.; Liu, S.; Wang, J.; Du, Y. Preparation of millimeter scale second phase particles in aluminum alloys and determination of their mechanical properties. J. Alloys Compd. 2019, 784, 68–75. [Google Scholar] [CrossRef]
- Brito, C.; Costa, T.A.; Vida, T.A.; Bertelli, F.; Cheung, N.; Spinelli, J.E.; Garcia, A. Characterization of Dendritic Microstructure, Intermetallic Phases, and Hardness of Directionally Solidified Al-Mg and Al-Mg-Si Alloys. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2015, 46, 3342–3355. [Google Scholar] [CrossRef]
- Yousefi, R.; Ichida, Y. Study on ultra-high-speed cutting of aluminum alloy: Formation of welded metal on the secondary cutting edge of the tool and its effects on the quality of finished surface. Precis. Eng. 2000, 24, 371–376. [Google Scholar] [CrossRef]
- Hambli, R.; Potiron, A.; Kobi, A. Application of design of experiment technique for metal blanking processes optimization. Mec. Ind. 2003, 4, 175–180. [Google Scholar] [CrossRef]
- Tekiner, Z.; Nalbant, M.; Gürün, H. An experimental study for the effect of different clearances on burr, smooth-sheared and blanking force on aluminium sheet metal. Mater. Des. 2006, 27, 1134–1138. [Google Scholar] [CrossRef]
- Emre Engin, K.; Eyercioglu, O. Investigation of the Process Parameters on the Blanking of AISI 304 Stainless Steel by Using Finite Element Method. J. Mech. Eng. Autom. 2016, 6, 356–367. [Google Scholar] [CrossRef]
- Krinninger, M.; Steinlehner, F.; Opritescu, D.; Golle, R.; Volk, W. On the Influence of Different Parameters on the Characteristic Cutting Surface when Shear Cutting Aluminum. Procedia CIRP 2017, 63, 230–235. [Google Scholar] [CrossRef]
- Chithirai Pon Selvan, M.; Mohana Sundara Raju, N.; Sachidananda, H.K. Effects of process parameters on surface roughness in abrasive waterjet cutting of aluminium. Front. Mech. Eng. 2012, 7, 439–444. [Google Scholar] [CrossRef]
- Kunaporn, S.; Chillman, A.; Ramulu, M.; Hashish, M. Effect of waterjet formation on surface preparation and profiling of aluminum alloy. Wear 2008, 265, 176–185. [Google Scholar] [CrossRef]
- Chen, M.; Zhang, S.; Zeng, J.; Chen, B. Correcting shape error located in cut-in/cut-out region in abrasive water jet cutting process. Int. J. Adv. Manuf. Technol. 2019, 102, 1179. [Google Scholar] [CrossRef] [Green Version]
- Wu, Y.; Lei, Y.; Zhang, S.; Wu, Z. Visualization and evaluation of the spatial kinematic rotation error of a five-axis abrasive water jet cutting head. Int. J. Adv. Manuf. Technol. 2021, 114, 3217–3228. [Google Scholar] [CrossRef]
- Wang, S.; Hu, D.; Yang, F.; Lin, P. Investigation on kerf taper in abrasive waterjet machining of aluminium alloy 6061-T6. J. Mater. Res. Technol. 2021, 15, 427–433. [Google Scholar] [CrossRef]
- Karmiris-Obrataski, P.; Kudelski, R.; Karkalos, N.E.; Markopoulos, A.P. Determination of the correlation between process parameters and kerf characteristics in abrasive waterjet milling of high strength 7075-T6 aluminum alloy. Procedia Manuf. 2020, 51, 812–817. [Google Scholar] [CrossRef]
- Mesalamy, A.S.E.; Youssef, A. Enhancement of cutting quality of abrasive waterjet by using multipass cutting strategy. J. Manuf. Process. 2020, 60, 530–543. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials/Elements | Si | Mg | Mn | Fe | Al + Trace Elements |
|---|---|---|---|---|---|
| AA1070 | 0.142 | 0.002 | 0.001 | 0.225 | Bal. |
| ER 5356 | - | 2.170 | 0.010 | 0.298 | Bal. |
| ER 4043 | 5.900 | - | - | 0.400 | Bal. |
| Plasma | ||||
| Current flow rate (A) | Cutting speed (mm∙min−1) | Plasma/Shield | Torch-to-work Distance (mm) | |
| 50 | 1500 | Air/Air | 2.5 | |
| Waterjet | ||||
| Pressure (MPa) | Distance to work piece (mm) | Abrasive type | Abrasive feed rate (g/min) | Cutting Speed (mm∙min−1) |
| 350 | 2 | Garnet 80 mesh | 300 | 1500 |
| Shearing | ||||
| Sheet orientation angle (°) | Blank holder clearance (mm) | Edge radius (µm) | Lubricant | |
| 0 | <0.5 | 50 | Oil | |
| TIG welding | ||||
| Shielding gas | Welding speed (mm∙min−1) | Current (A) | Filler diameter (mm) | |
| Argon | ca. 300 | Max. 150 | 2.4 | |
| MIG welding | ||||
| Shielding gas | Welding speed (mm∙min−1) | Current (A) | Filler diameter (mm) | |
| Argon | ca. 495 | Max. 120 | 1.6 | |
| Specimens Realized | Specimens Details | ||
|---|---|---|---|
| #2 sheets (ca. 175 × 250 × 2.9 mm) cut by shearing and welded | MIG | (1) sample for micro-hardness after MIG welding; (11) samples for tensile tests *. | Micro-hardness near the edge of sheets (3 samples, one for each cut); Micro-hardness along the weld, passing from the heat-affected zone HAZ to the base metal BM to the welded metal WM. 66 Tensile tests samples. For each type: 5 in as-welded condition; 6 with milled weld. |
| TIG | (1) sample for edge analysis; (1) sample for micro-hardness after TIG welding; (11) samples for tensile tests *. | ||
| #2 sheets (ca. 175 × 250 × 2.6 mm) cut by plasma and welded | MIG | (1) sample for micro-hardness after MIG welding; (11) samples for tensile tests *. | |
| TIG | (1) sample for edge analysis; (1) sample for micro-hardness after TIG welding; (11) samples for tensile tests *. | ||
| #2 sheets (ca. 175 × 250 × 2.6 mm) cut by water jet and welded | MIG | (1) sample for micro-hardness after MIG welding; (11) samples for tensile tests *. | |
| TIG | (1) sample for edge analysis; (1) sample for micro-hardness after TIG welding; (11) samples for tensile tests *. | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fracchia, E.; Bidulská, J.; Bidulský, R.; Actis Grande, M. MIG and TIG Joining of AA1070 Aluminium Sheets with Different Surface Preparations. Materials 2022, 15, 412. https://doi.org/10.3390/ma15020412
Fracchia E, Bidulská J, Bidulský R, Actis Grande M. MIG and TIG Joining of AA1070 Aluminium Sheets with Different Surface Preparations. Materials. 2022; 15(2):412. https://doi.org/10.3390/ma15020412
Chicago/Turabian StyleFracchia, Elisa, Jana Bidulská, Róbert Bidulský, and Marco Actis Grande. 2022. "MIG and TIG Joining of AA1070 Aluminium Sheets with Different Surface Preparations" Materials 15, no. 2: 412. https://doi.org/10.3390/ma15020412