
Rheological Behavior of High-Performance Shotcrete Mixtures Containing Colloidal Silica and Silica Fume Using the Bingham Model

 , and
, and
Abstract
:1. Introduction
2. Experimental Materials and Formulation
2.1. Cement
2.2. Aggregates
2.3. Admixtures
2.3.1. Silica Fume
2.3.2. Colloidal Silica
2.3.3. Air Entraining Water Reducing Agent
2.4. Experimental Mix Design and Formulation
3. Experimental Process and Analysis Methods
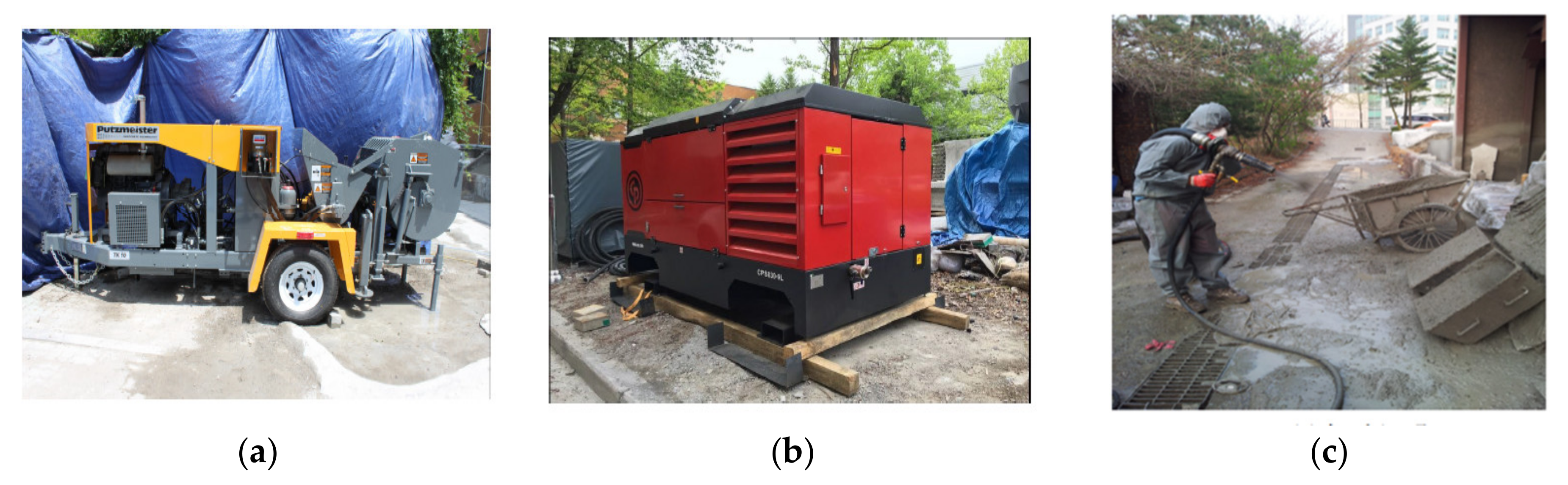
3.1. Shotcreting Method and Testing
3.2. Slump and Air Volume Tests
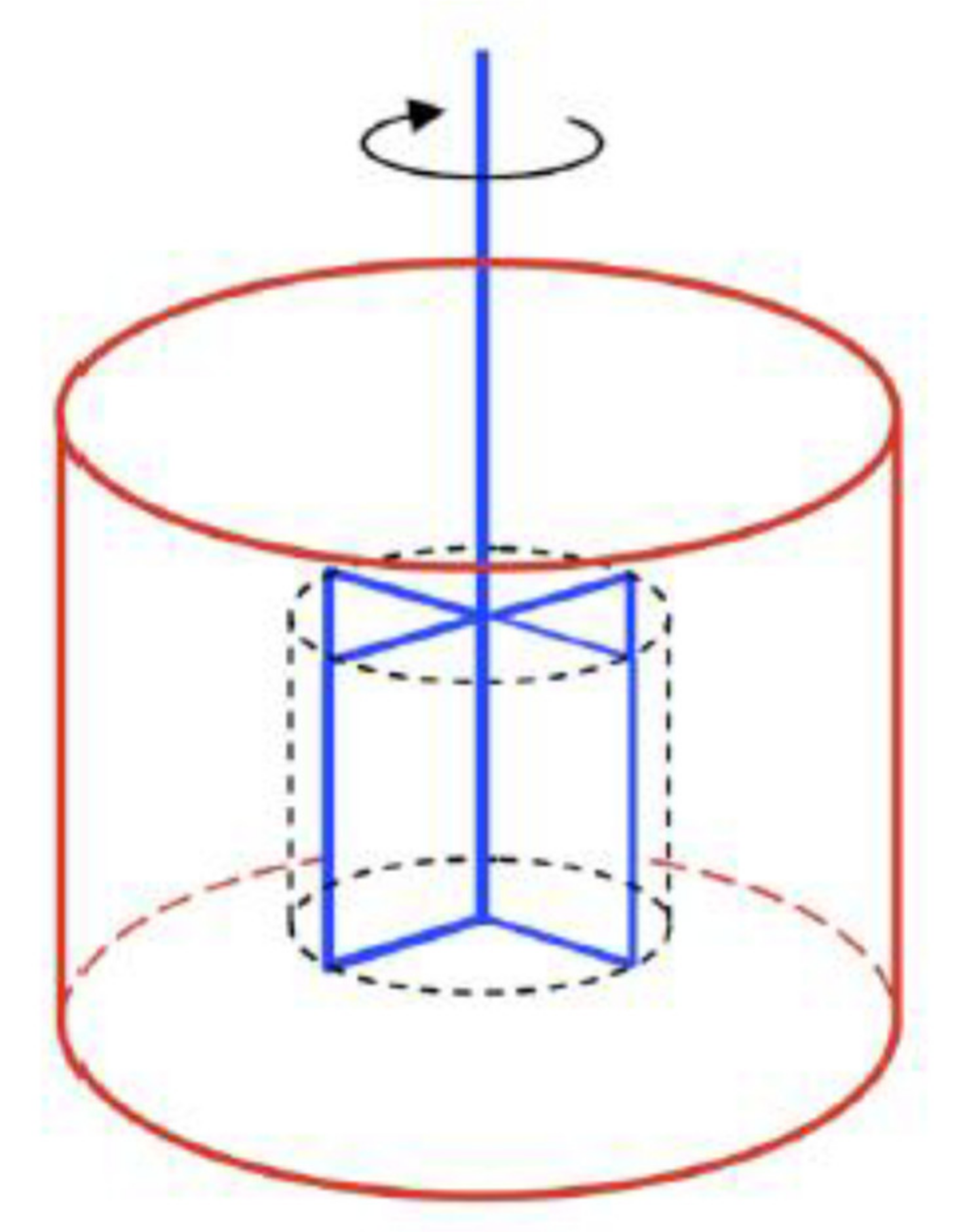
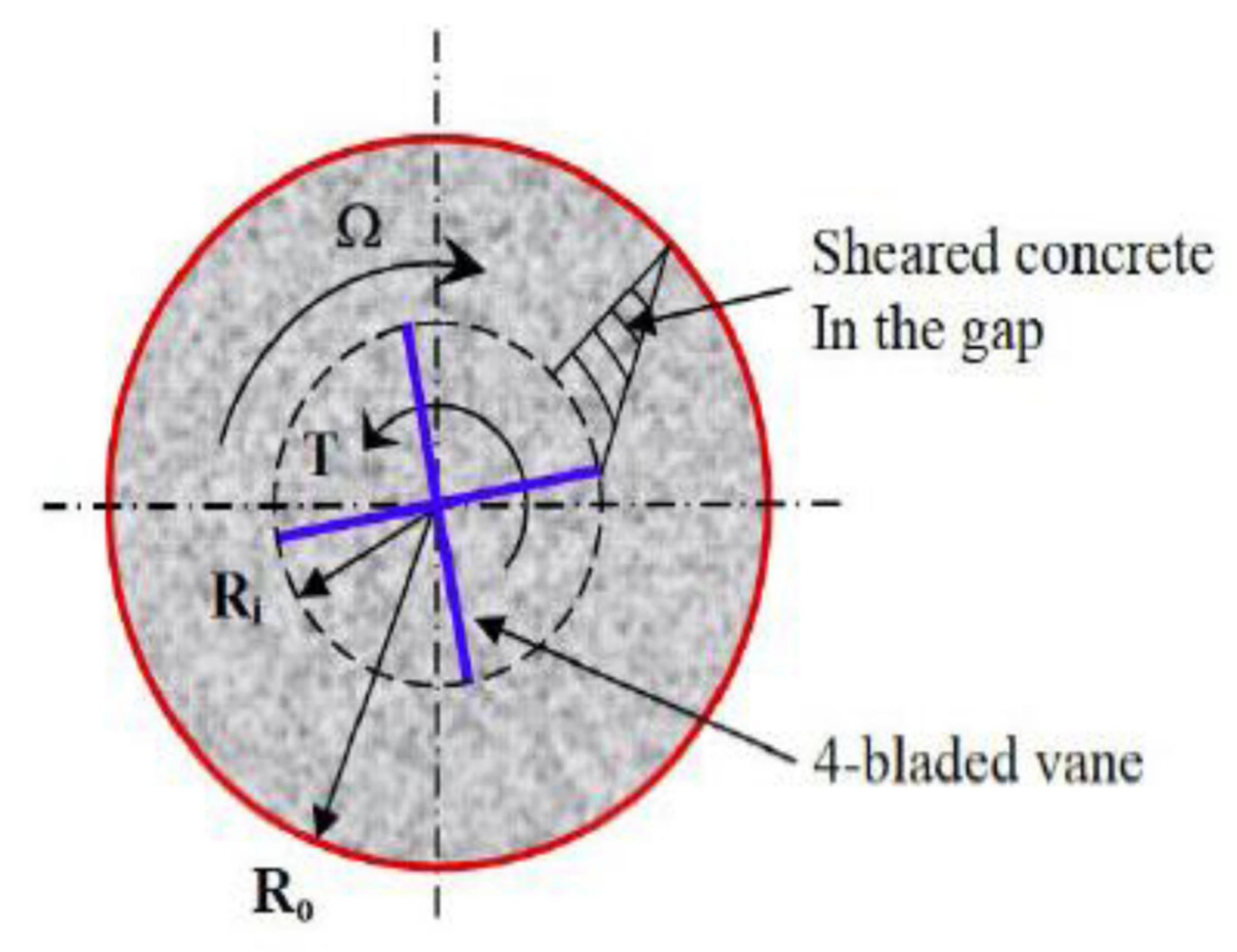
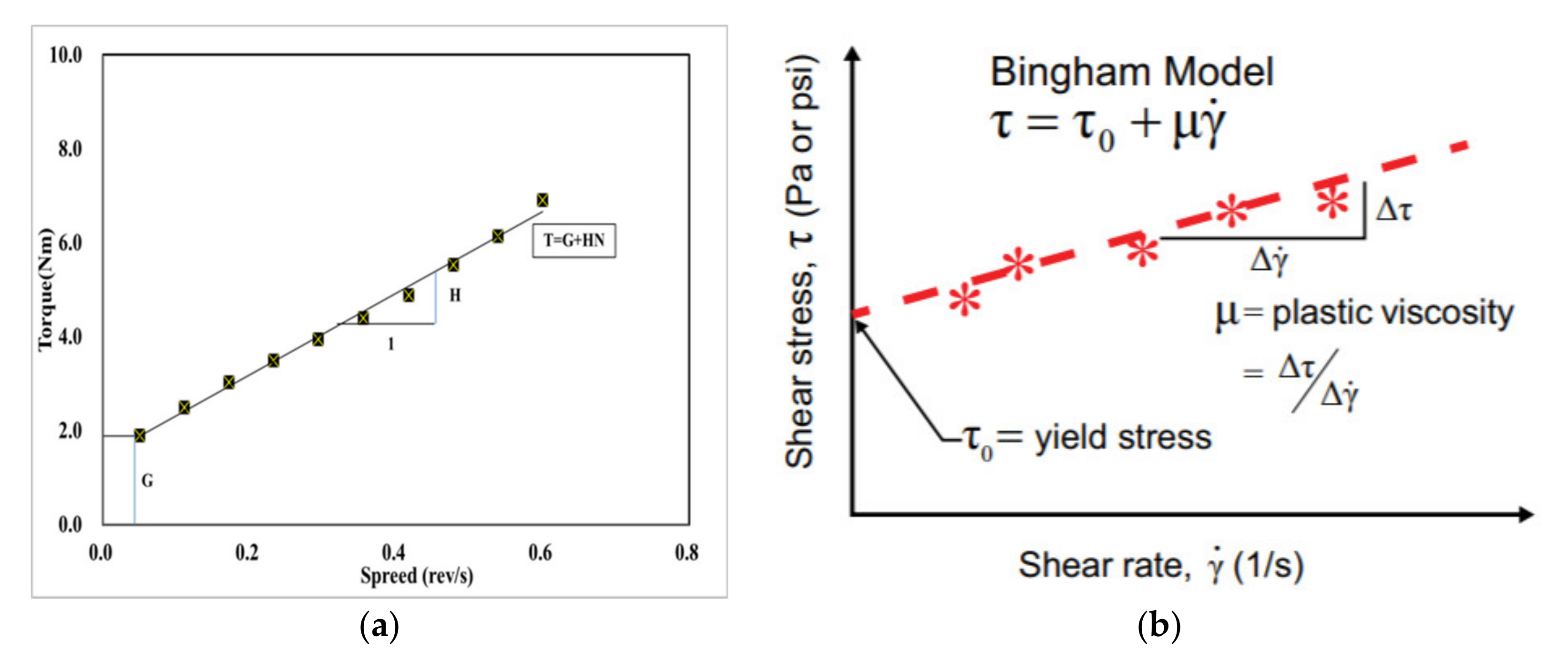
3.3. ICAR Rheometer and Bingham Model
4. Test Results and Analysis
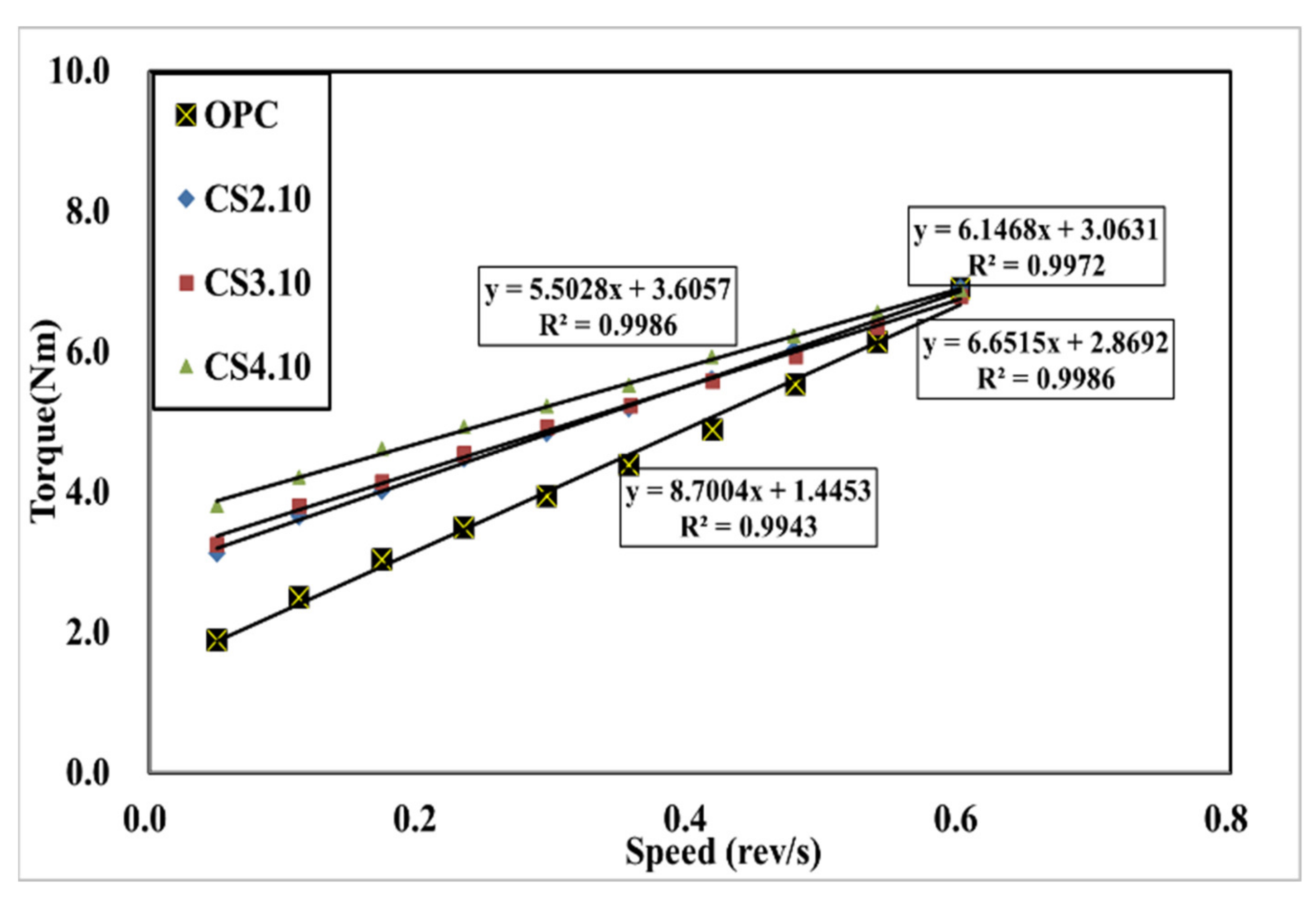
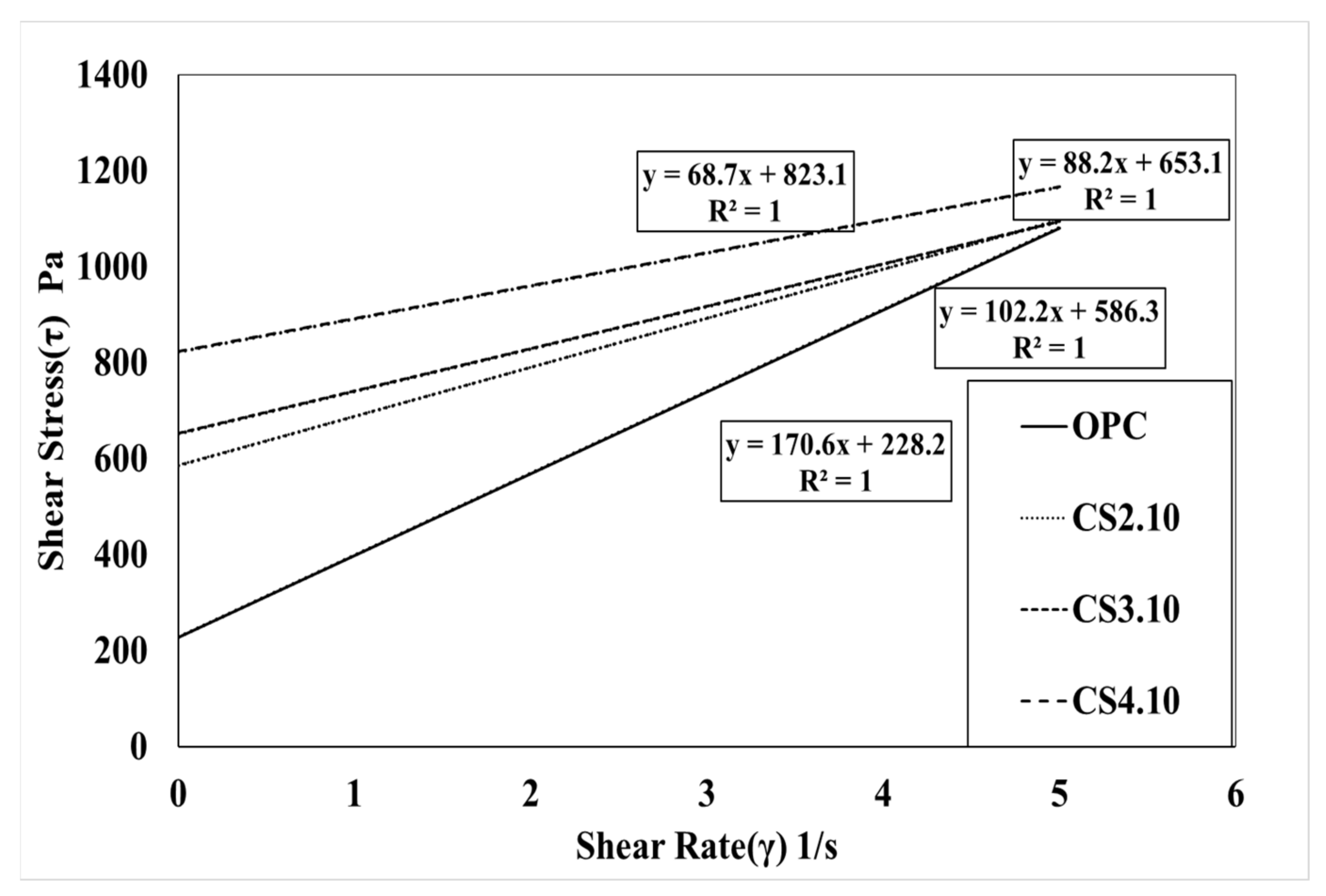
4.1. ICAR Rheology According to the Ratio of Colloidal Silica and Silica Fume
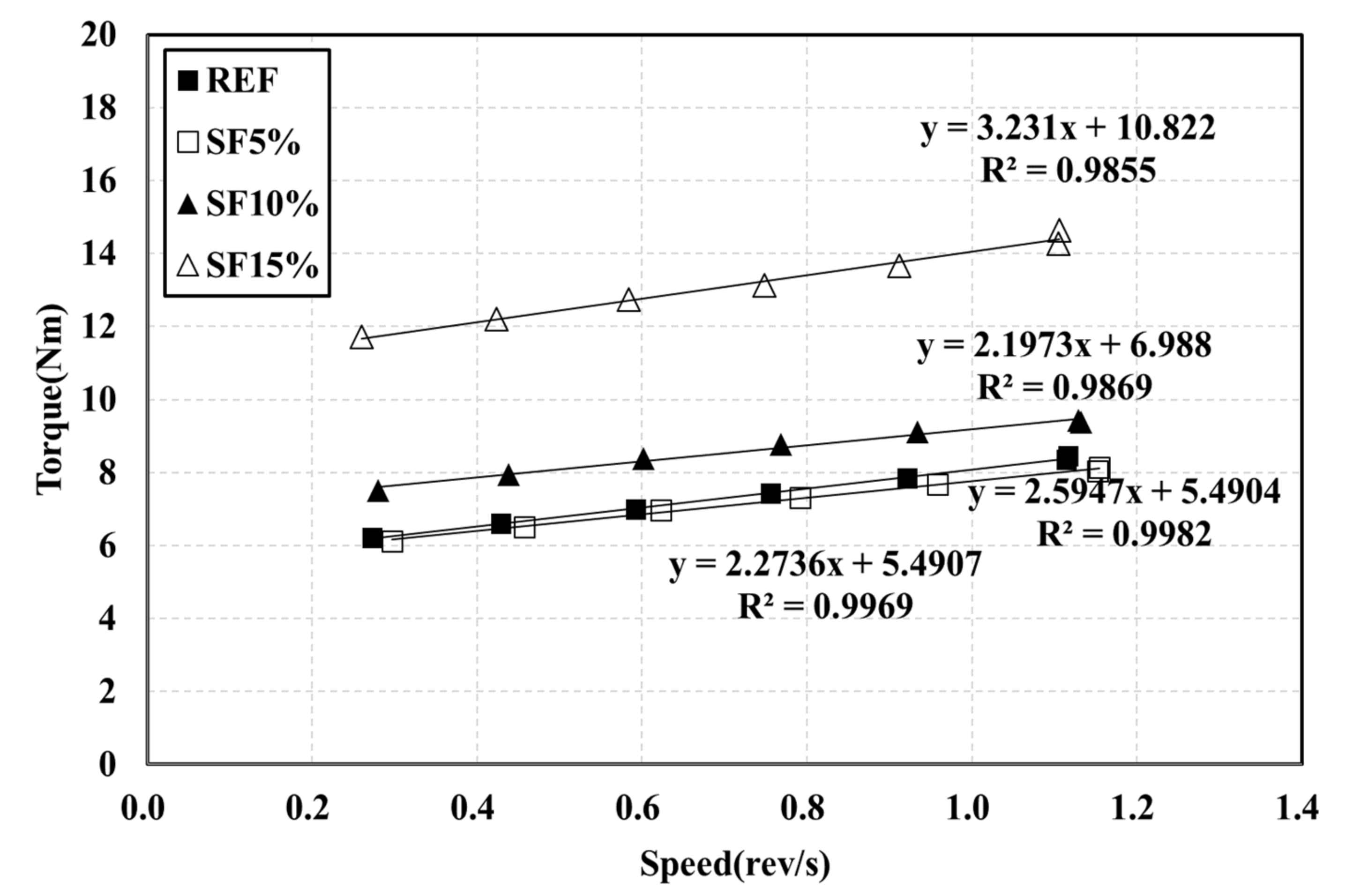
4.2. Comparison with the Results of IBB Rheometer
4.3. Pumping Properties
4.4. Build-up Thickness
5. Conclusions
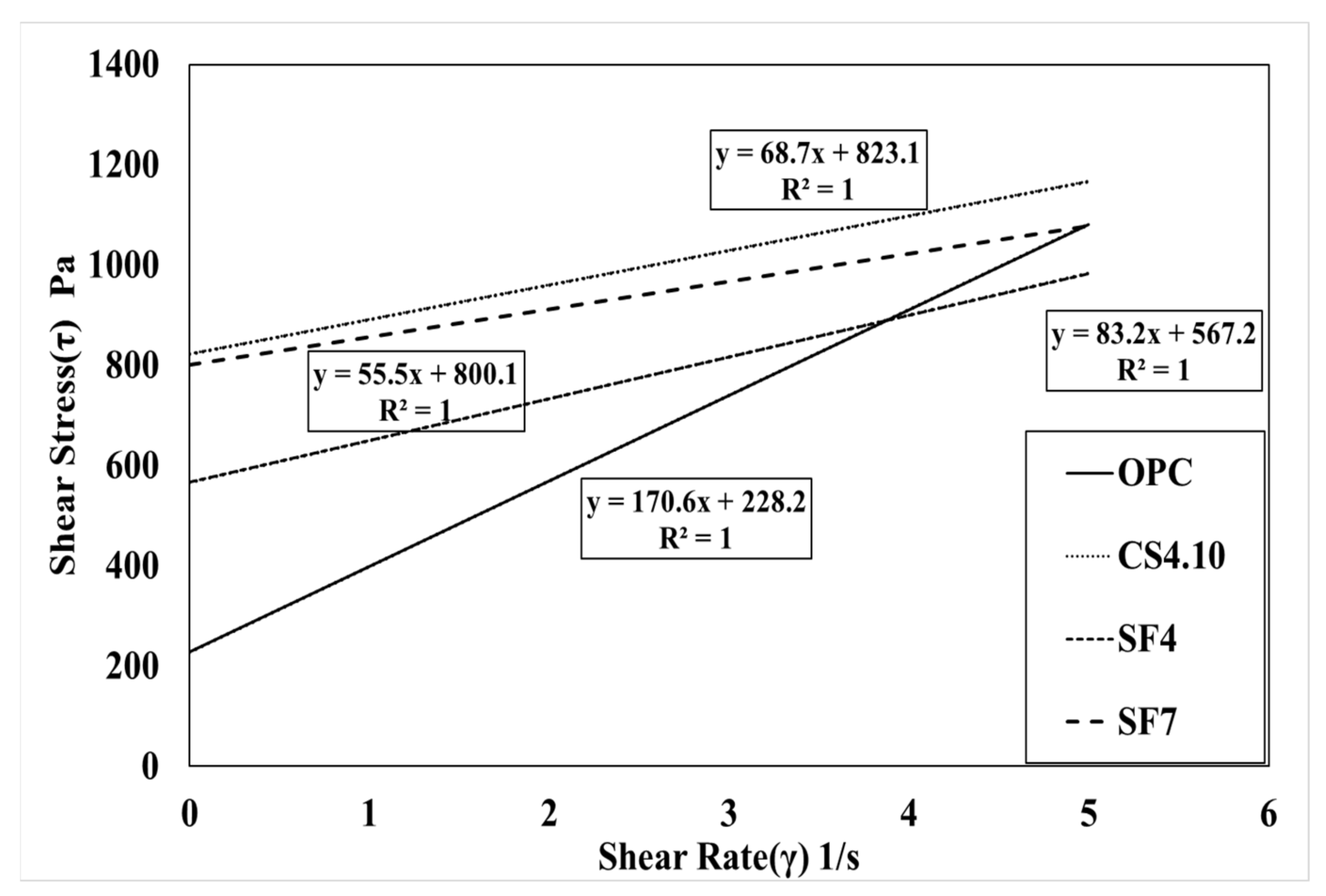
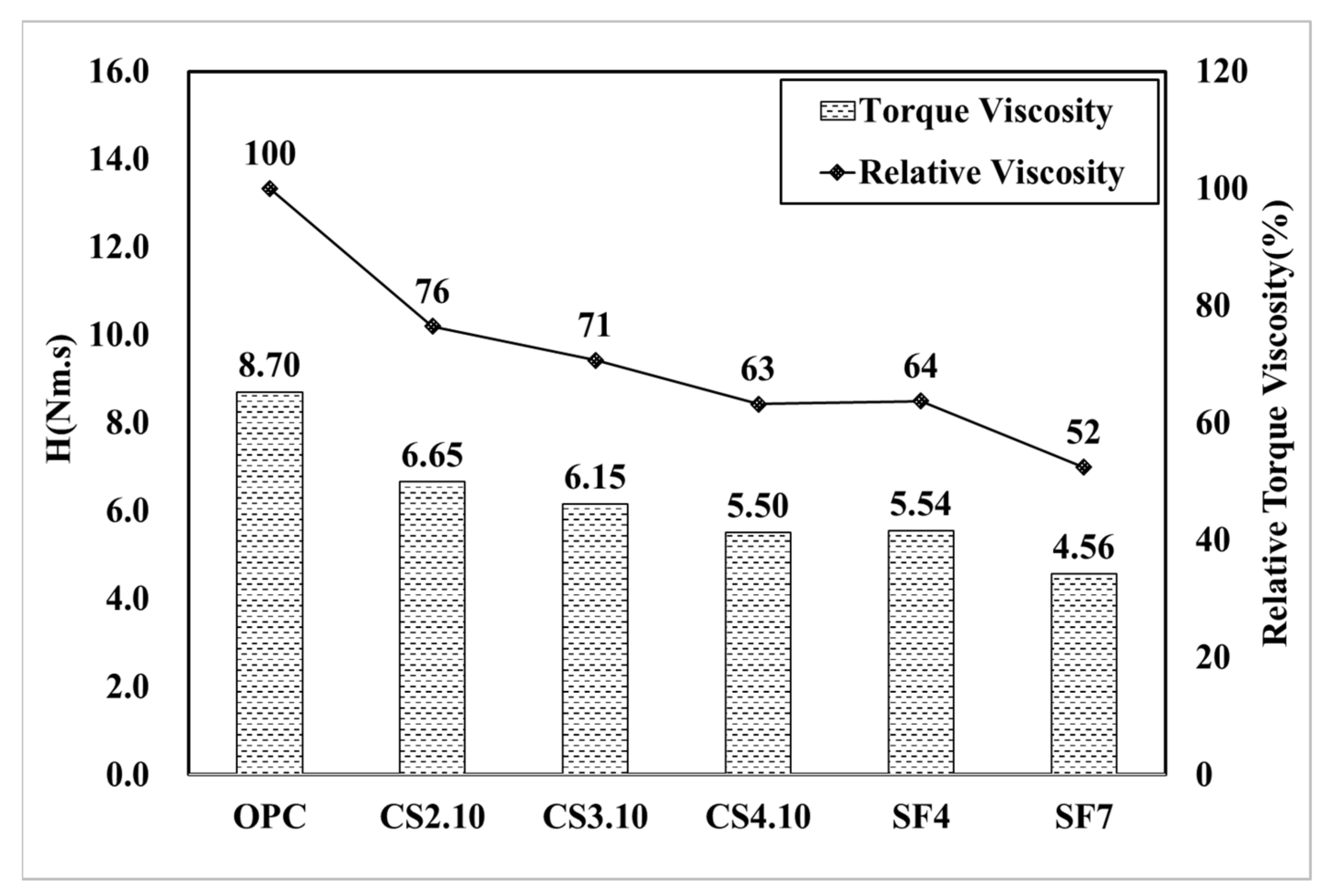
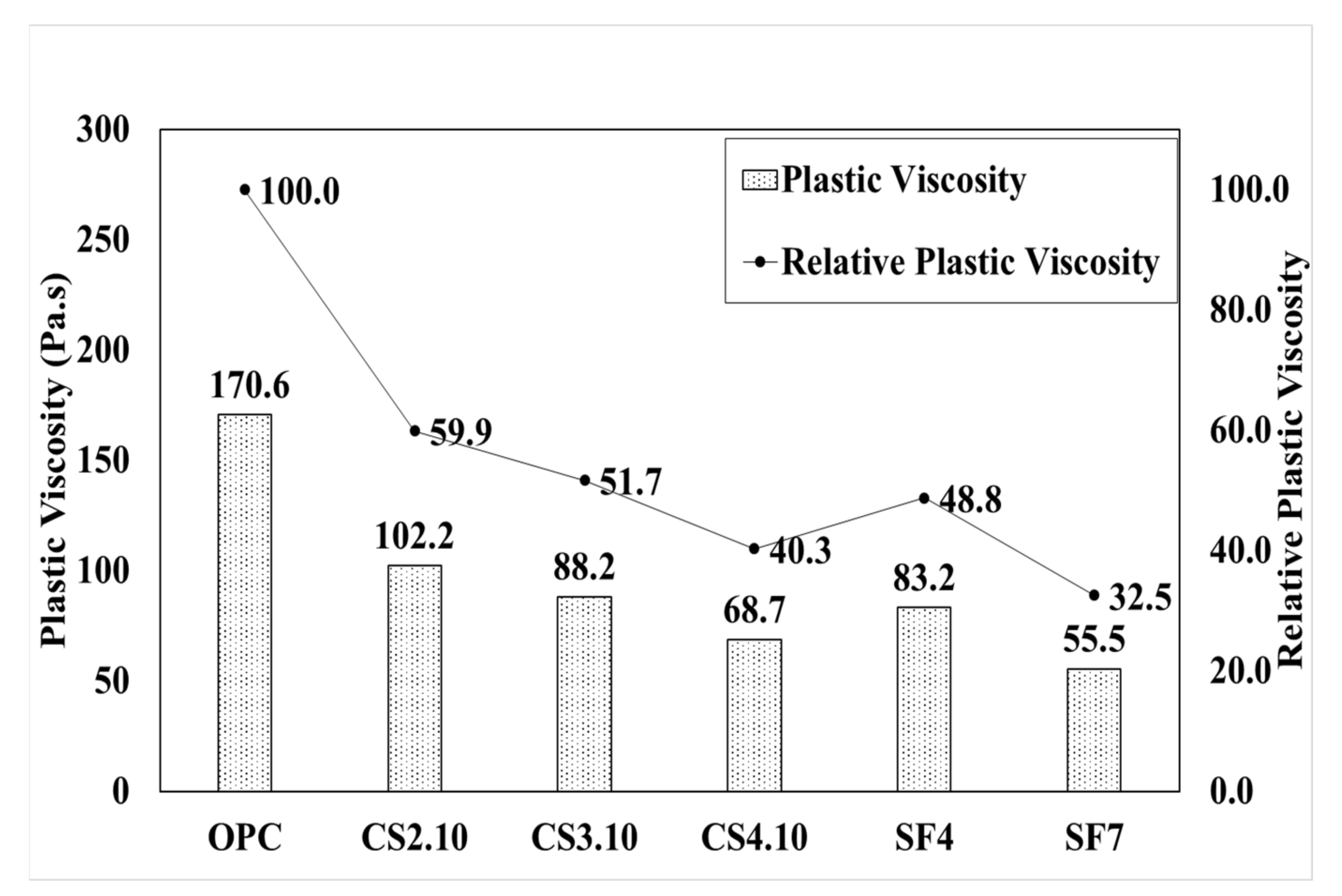
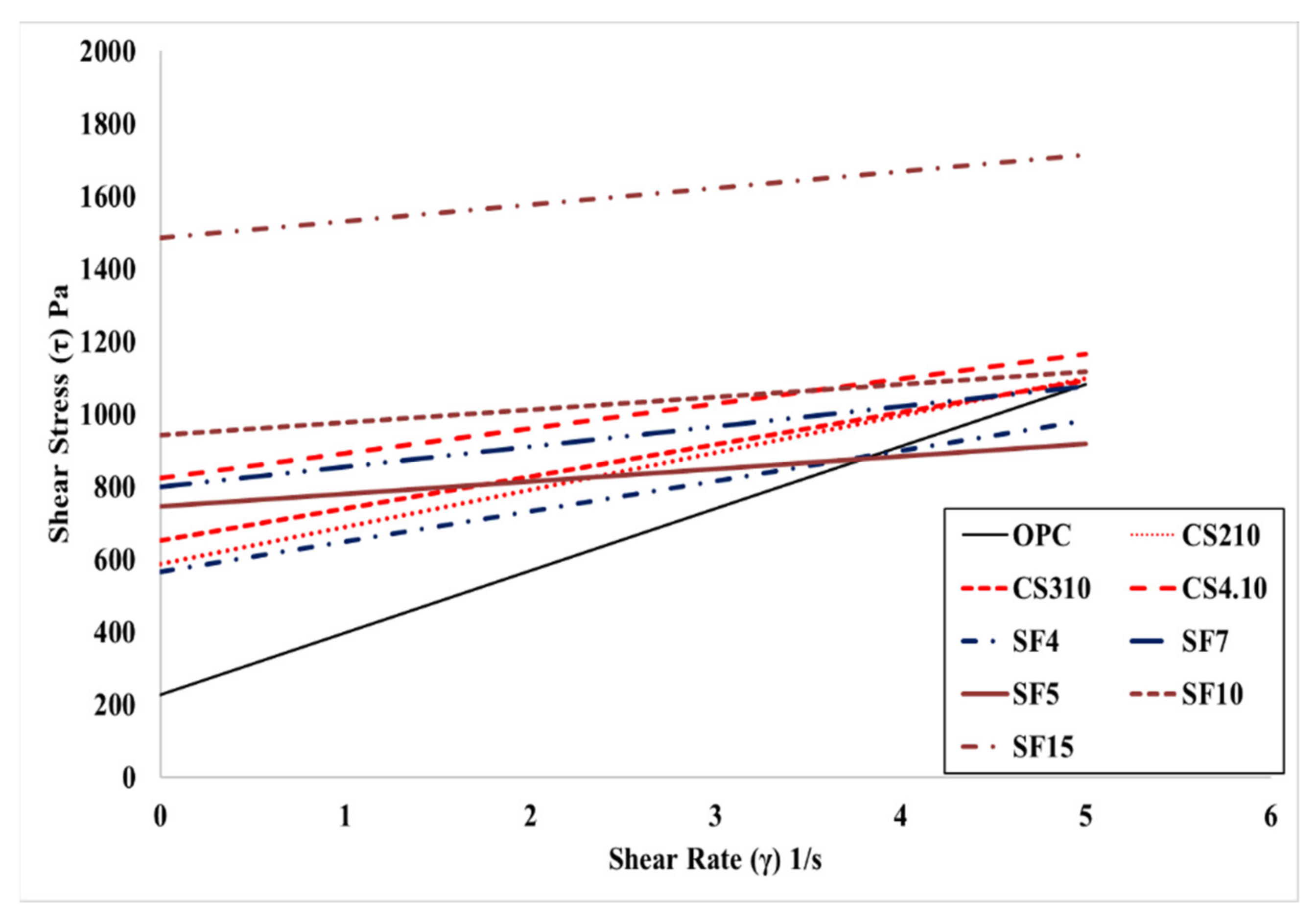
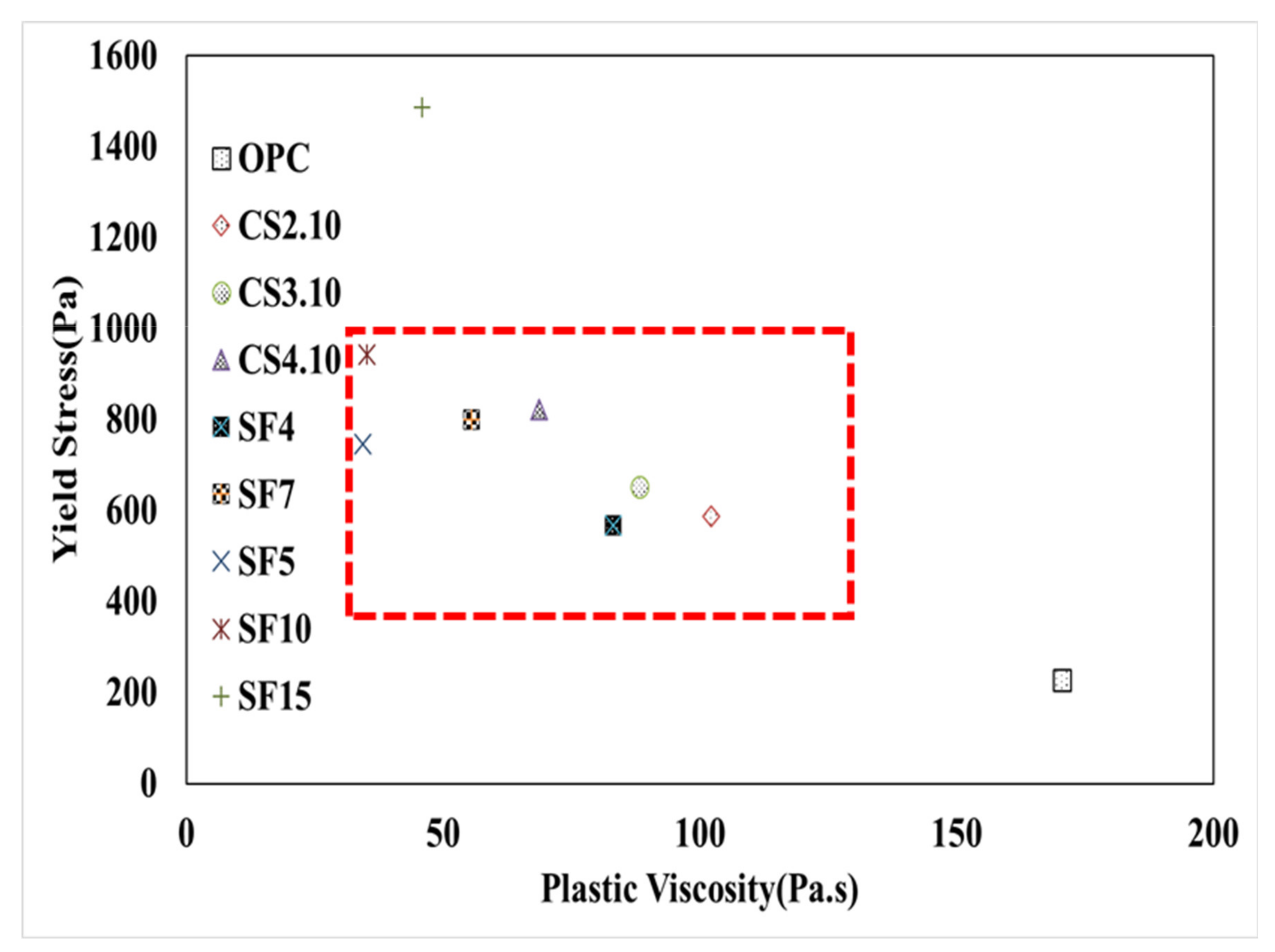
- As the dosage of colloidal silica increases, the torque viscosity H decreases, and the flow resistance G increases. In addition, we transformed the data to absolute rheological values through the software from the rheometer producer, which also exhibited the same characteristics for the plastic viscosity µ and yield stress τo. That data can be used to compare results with results from other rheometers with other geometry. When producing high-performance shotcrete using 4% colloidal silica particles, shotcrete with improved pumpability and adhesion production is expected to be possible.
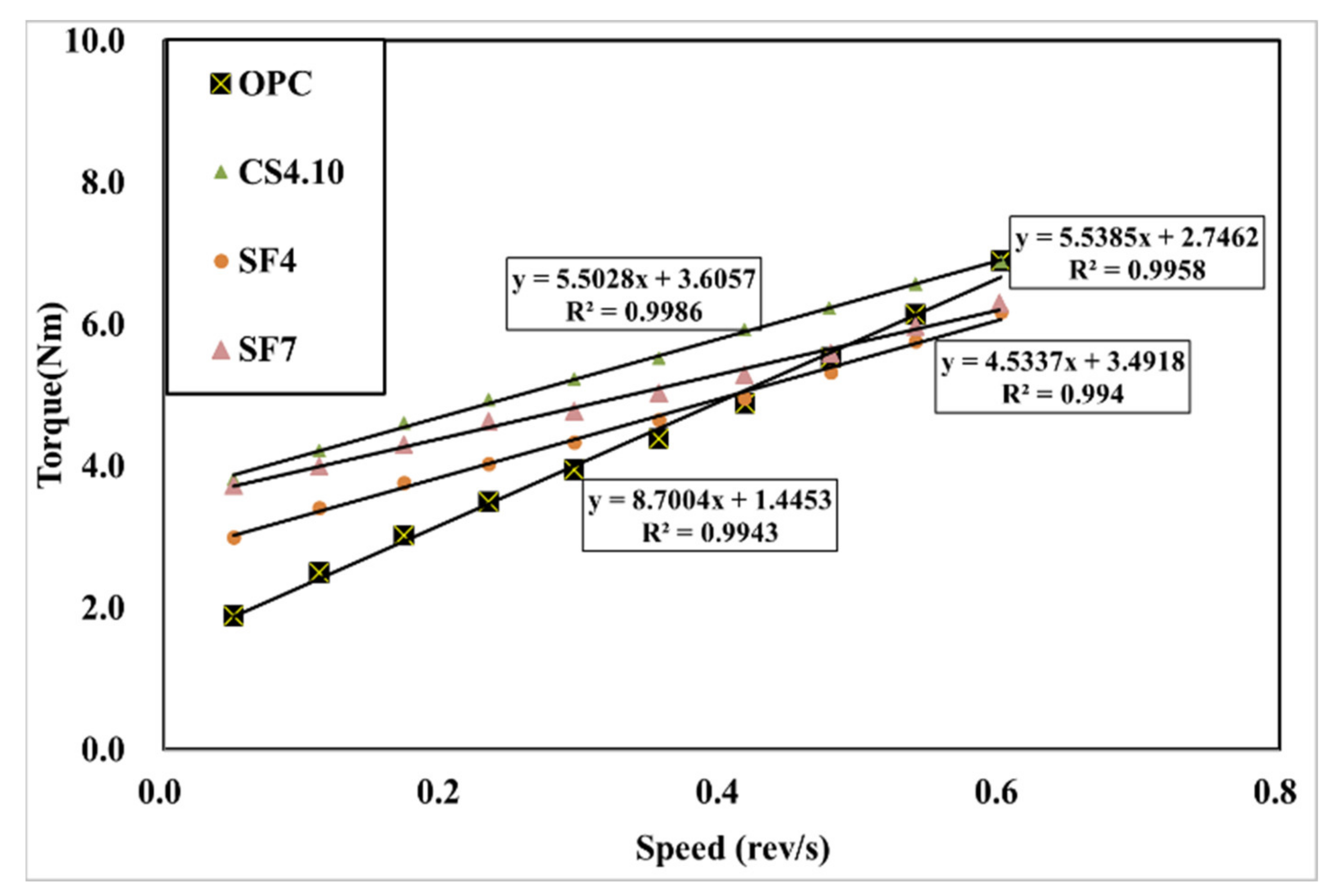
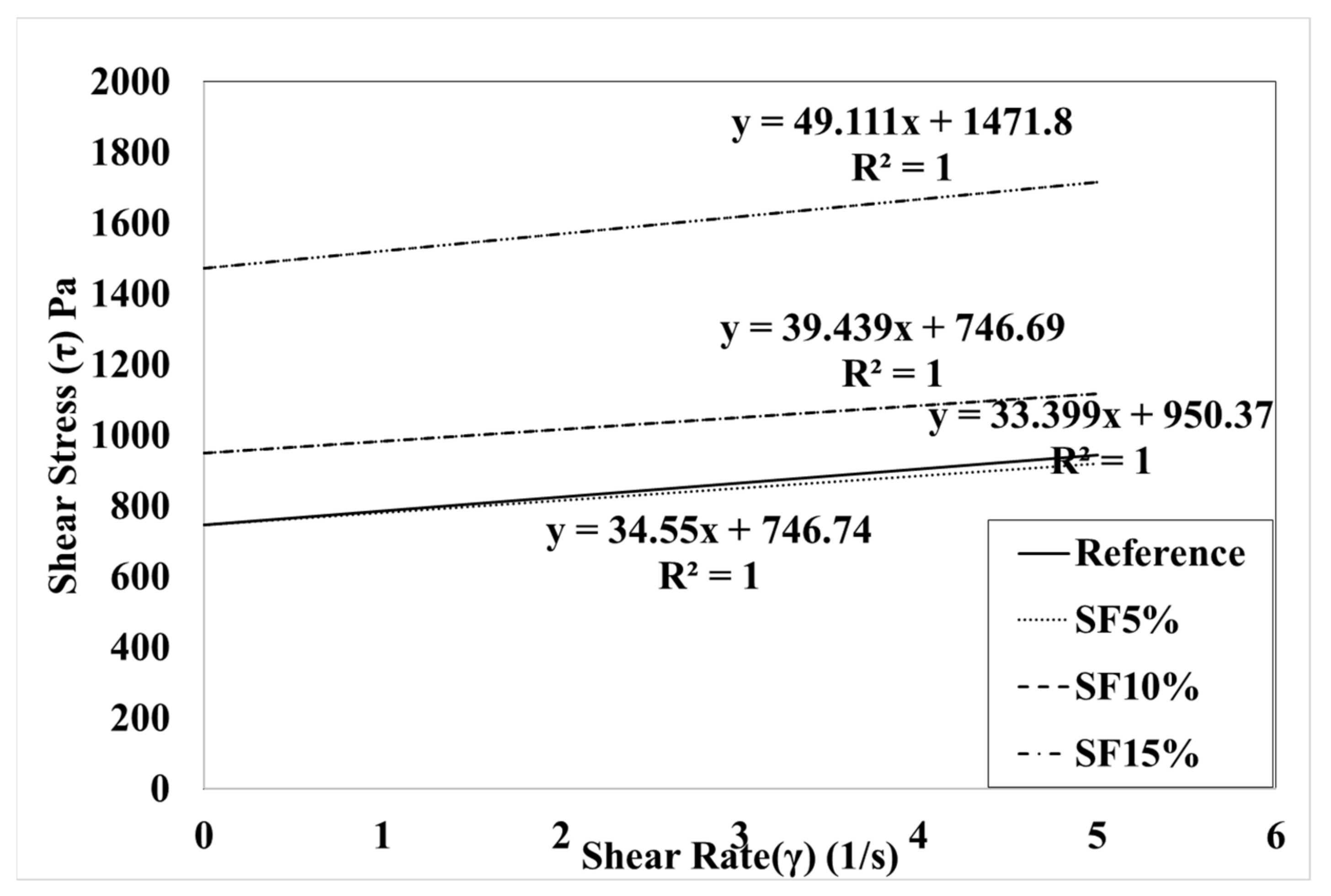
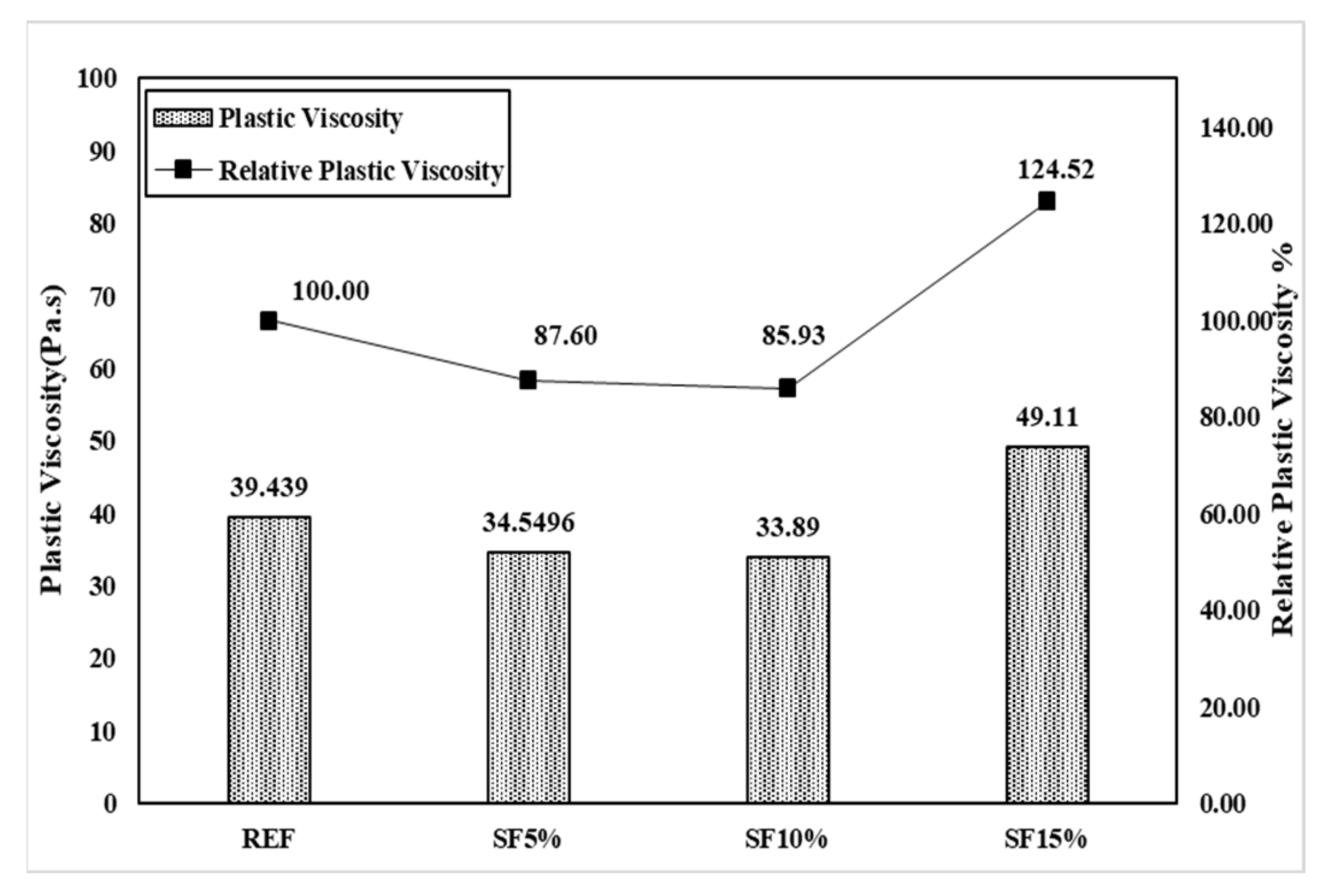
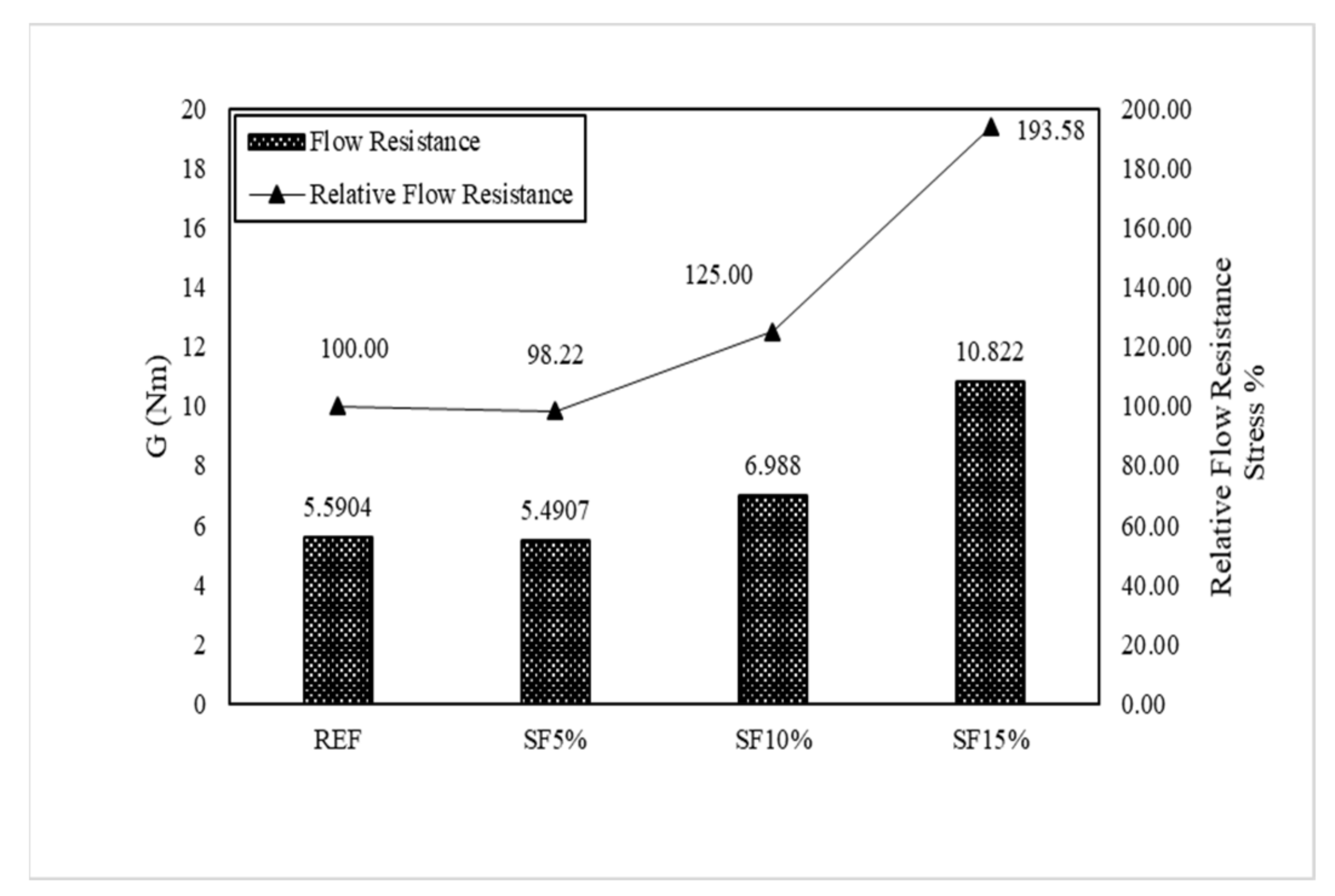
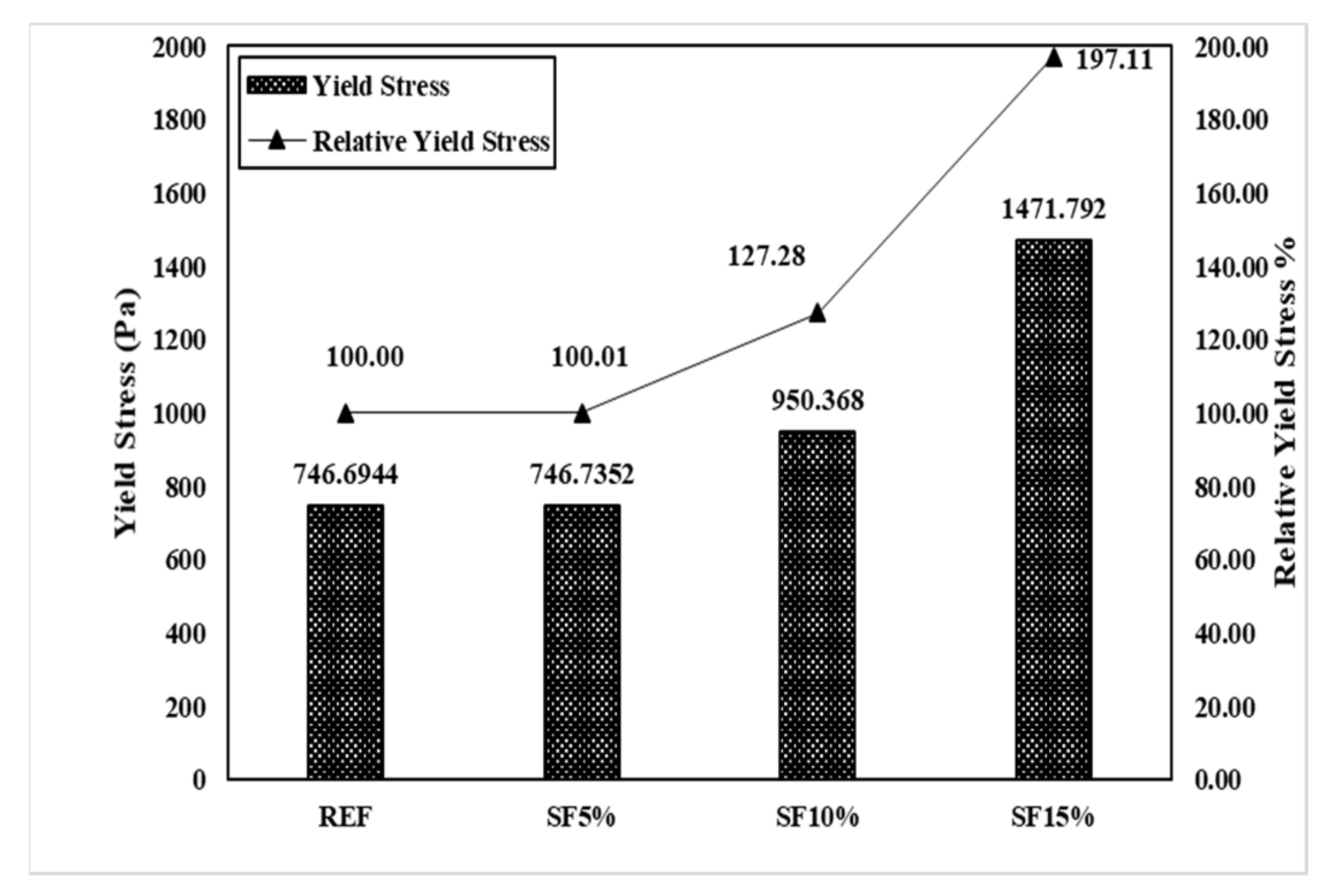
- As the mixing rate of silica fume increases, the torque viscosity H and the plastic viscosity µ decrease, whereas the flow resistance G and yield stress τo increase. It seems to improve the functional behavior of shotcrete. As a result of the comparative analysis, the same amount of colloidal silica was used as silica fume. The results indicate that the use of colloidal silica would be more beneficial for obtaining a higher level of shootability.
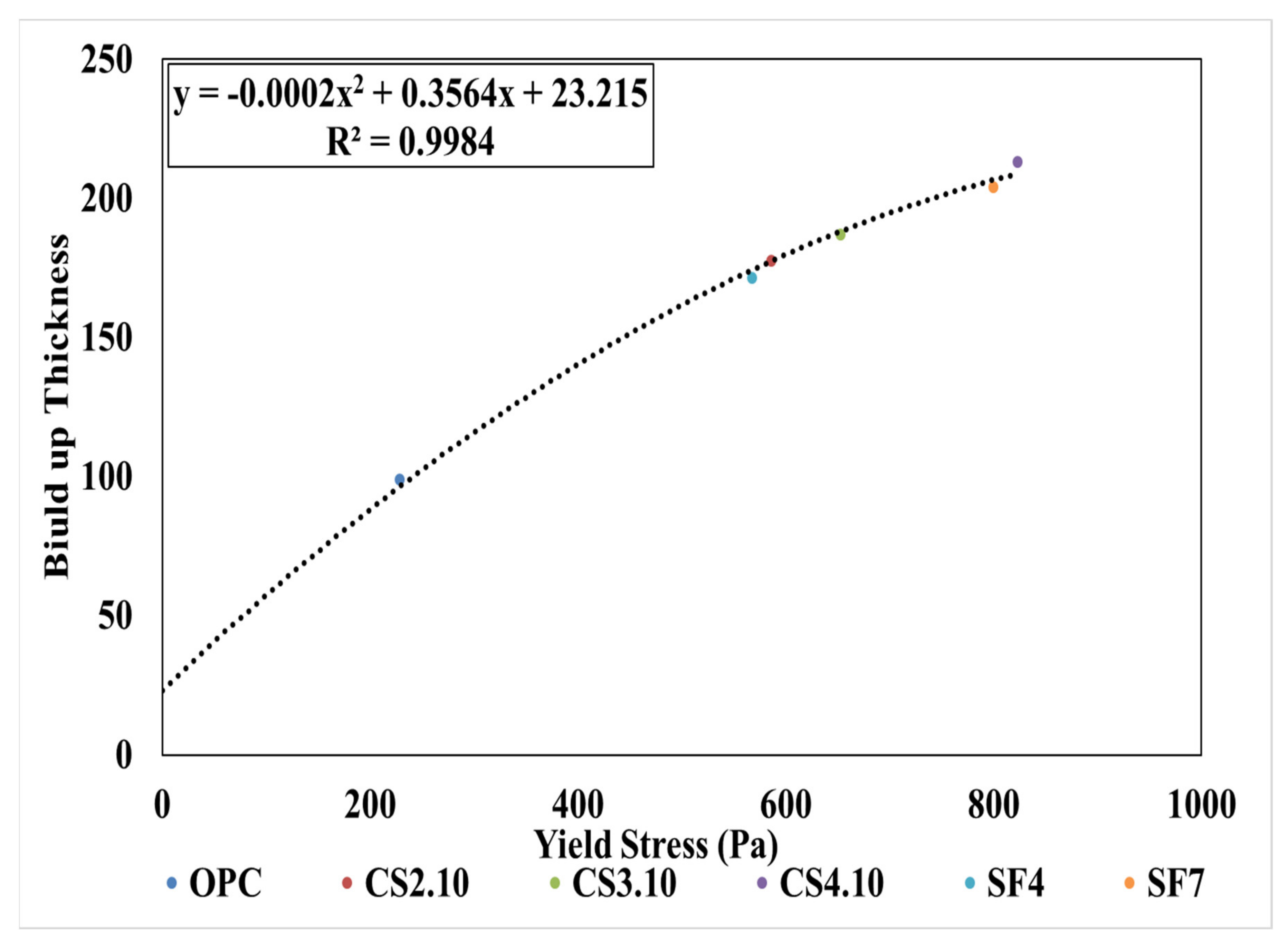
- As the colloidal silica dosage is increased, the build-up thickness is also increased gradually and the same behavior for the silica fume percentage is observed. This relationship is shown only with yield stress because it has no relationship with plastic viscosity.
- A different amount of the AE water-reducing agent was used to satisfy the same slump when incorporating colloidal silica with high-performance shotcrete. Additionally, the size of the colloidal silica particles is indirectly inversely proportional to the amount of target slump required to secure it, and the size of the colloidal silica particles showed a tendency to increase the amount of high-performance AE water-reducing agents. Moreover, it was evaluated that the dosage of colloidal silica increased, then viscosity decreased and flowability decreased gradually.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bernard, S. (Ed.) Shotcrete: Elements of a System; CRC Press: Boca Raton, FL, USA, 2010. [Google Scholar]
- Bolduc, L.S.; Jolin, M.; Bissonnette, B. Evaluating the service life of shotcrete. In Shotcrete Elements of A System; CRC Press: Boca Raton, FL, USA, 2010; pp. 57–64. [Google Scholar]
- Wang, R.; Hou, Z.; Wang, J. The development of sprayed concrete and construction technology research. In Proceedings of the 2015 International Conference on Electromechanical Control Technology and Transportation, Zhuhai, China, 31 October–1 November 2015; pp. 485–492. [Google Scholar]
- Balck, L. Guide to Shotcrete. Concr. Int. 2017, 39, 35–37. [Google Scholar]
- Burns, D. Characterization of Wet-Mix Shotcrete for Small Line Pumping. Master’s Thesis, University of Laval, Quebec City, QC, Canada, 2008. [Google Scholar]
- Chen, L.; Ma, G.; Liu, G.; Liu, Z. Effect of pumping and spraying processes on the rheological properties and air content of wet-mix shotcrete with various admixtures. Constr. Build. Mater. 2019, 225, 311–323. [Google Scholar] [CrossRef]
- EFNARC. European Specification for Sprayeed Concrete; EFNARC: Farnham, UK, 2002. [Google Scholar]
- Yun, K.K.; Choi, P.; Yeon, J.H. Correlating rheological properties to the pumpability and shootability of wet-mix shotcrete mixtures. Constr. Build. Mater. 2015, 98, 884–891. [Google Scholar] [CrossRef]
- Morgan, D.R.; Wolsiefer, J. Wet-mix silica fume shotcrete: Effect of silica fume form. Spec. Publ. 1992, 132, 1251–1272. [Google Scholar]
- Yun, K.K.; Choi, S.Y.; Yeon, J.H. Effects of admixtures on the rheological properties of high-performance wet-mix shotcrete mixtures. Constr. Build. Mater. 2015, 78, 194–202. [Google Scholar] [CrossRef]
- Choi, P.; Yeon, J.H.; Yun, K.K. Air-void structure, strength, and permeability of wet-mix shotcrete before and after shotcreting operation: The influences of silica fume and air-entraining agent. Cem. Concr. Compos. 2016, 70, 69–77. [Google Scholar] [CrossRef]
- Panesar, D.K.; Zhang, R. Performance comparison of cement replacing materials in concrete: Limestone fillers and supplementary cementing materials—A review. Constr. Build. Mater. 2020, 251, 118866. [Google Scholar] [CrossRef]
- Belkowitz, J.; Armentrout, D.L. The Investigation of Nano Silica in the Cement Hydration Process; SP-267; ACI Special Publication: Indianapolis, IN, USA, 2009; pp. 87–100. [Google Scholar]
- Liu, G.; Cheng, W.; Chen, L.; Pan, G.; Liu, Z. Rheological properties of fresh concrete and its application on shotcrete. Constr. Build. Mater. 2020, 243, 118180. [Google Scholar] [CrossRef]
- Koehler, E.P.; Fowler, D.W. Development of a Portable Rheometer for Fresh Portland Cement Concrete; University of Texas at Austin: Austin, TX, USA, 2004. [Google Scholar]
- Lee, B.Y.; Thomas, J.J.; Treager, M.; Kurtis, K.E. Influence of TiO2 Nanoparticles on Early C3S Hydration; SP-267; ACI Special Publication: Indianapolis, IN, USA, 2009; pp. 35–44. [Google Scholar]
- Holland, T.C. Silica Fume User’s Manual: Federal Highway Administration; Silica Fume Association (SFA): Washington, DC, USA, 2005. [Google Scholar]
- Congedo, P.M.; D’Agostino, D.; Baglivo, C.; Tornese, G.; Zacà, I. Efficient solutions and cost-optimal analysis for existing school buildings. Energies 2016, 9, 851. [Google Scholar] [CrossRef] [Green Version]
- Dobryden, I.; Mensi, E.; Holmgren, A.; Almqvist, N. Surface Forces between Nanomagnetite and Silica in Aqueous Ca2+ Solutions Studied with AFM Colloidal Probe Method. Colloids Interfaces 2020, 4, 41. [Google Scholar] [CrossRef]
- Saade, M.R.M.; Passer, A.; Mittermayr, F. A Preliminary Systematic Investigation onto Sprayed Concrete’s Environmental Performance. Procedia CIRP 2018, 69, 212–217. [Google Scholar] [CrossRef]
- Yurdakul, E.; Klaus, A.R.; Bernardo, V.; Gerardo, S.; Diego, G. A case study on the impact of pozzolanic-based rheology control agent on wet-mix shotcrete performance in underground applications. In Shotcrete for Underground Support XII; ECI Digital Archives: Singapore, 2015. [Google Scholar]
- Feys, D.; Wallevik, J.E.; Yahia, A.; Khayat, K.H.; Wallevik, O.H. Extension of the Reiner–Riwlin equation to determine modified Bingham parameters measured in coaxial cylinders rheometers. Mater. Struct. 2013, 46, 289–311. [Google Scholar] [CrossRef]
- Jeon, C.K. Rheology Properties and Pumpability Evaluation of Crushed-Sand Shotcrete by Mixing of Admixtures. Ph.D. Thesis, Master’s Thesis, Kangwon National University, Chuncheon, Korea, 2011. [Google Scholar]
- Beaupre, D. Rheology of High Performance Shotcrete. Ph.D. Thesis, University of British Columbia, Vancouver, BC, Canada, 1994. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (g/cm3) | Alkali Amount (kg/m3) | Water Reduction Rate (%) | Ratio of Bleeding Amount (%) | Usage |
|---|---|---|---|---|
| 1.05 | 0.01 | 22 | 48 | Binder weight × 0.5∼2.5% |
| Mix Designation | Unit Weight (kg/m3) | AE.WR | CS | ||||
|---|---|---|---|---|---|---|---|
| W | C | S | G | SF | |||
| OPC | 184 | 460 | 1218 | 417 | 4.14(0.9%) | ||
| CS2.10 | 179 | 460 | 1222 | 418 | 6.90(1.5%) | 9.2 | |
| CS3.10 | 176 | 460 | 1224 | 419 | 7.80(1.7%) | 13.8 | |
| CS4.10 | 173 | 460 | 1227 | 420 | 8.28(1.8%) | 18.4 | |
| SF4 | 184 | 442 | 1213 | 415 | 18 | 5.52(1.2%) | |
| SF7 | 184 | 428 | 1210 | 414 | 32 | 5.52(1.2%) | |
| CS: 10: Particle Size 10 nm. | |||||||
| CS | SF | ||||||
| 2: Colloidal Silica 2% | 4: Silica Fume 4% | ||||||
| 3: Colloidal Silica 3% | 7: Silica Fume 7% | ||||||
| 4: Colloidal Silica 4% | |||||||
| Mixtures | Slump (mm) | Air Contents (%) | H(Nm.s) | G(Nm) | τ0(Pa) | µ(Pa.s) | |
|---|---|---|---|---|---|---|---|
| Before Sprayeing | After Sprayeing | ||||||
| OPC | 140 | 7.2 | 3.2 | 8.7 | 1.45 | 228.2 | 170.6 |
| CS2.10 | 140 | 7 | 2.7 | 6.65 | 2.87 | 586.3 | 102.2 |
| CS3.10 | 130 | 7.8 | 3.4 | 6.15 | 3.06 | 653.1 | 88.2 |
| CS4.10 | 125 | 8.2 | 3.2 | 5.5 | 3.61 | 823.1 | 68.7 |
| SF4 | 140 | 6 | 2.6 | 5.54 | 2.75 | 567.2 | 83.2 |
| SF7 | 140 | 6.5 | 3.1 | 4.56 | 3.48 | 800.1 | 55.5 |
| Mixtures | H(Nm.s) | G(Nm) | τ0 (Pa) | µ(Pa.s) |
|---|---|---|---|---|
| RFE | 2.59 | 5.59 | 746.69 | 39.44 |
| SF5 | 2.27 | 5.49 | 746.74 | 34.55 |
| SF10 | 2.19 | 6.98 | 950.37 | 33.89 |
| SF15 | 3.23 | 10.82 | 1471.79 | 49.11 |
| Mix Criteria | Yield Stress (Pa) | Build-up Thickness (mm) |
|---|---|---|
| OPC | 228.2 | 99.0 |
| CS2.10 | 586.3 | 177.6 |
| CS3.10 | 653.1 | 187.1 |
| CS4.10 | 823.1 | 213.1 |
| SF4 | 567.2 | 171.5 |
| SF7 | 800.1 | 204.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yun, K.K.; Kim, J.B.; Song, C.S.; Hossain, M.S.; Han, S. Rheological Behavior of High-Performance Shotcrete Mixtures Containing Colloidal Silica and Silica Fume Using the Bingham Model. Materials 2022, 15, 428. https://doi.org/10.3390/ma15020428
Yun KK, Kim JB, Song CS, Hossain MS, Han S. Rheological Behavior of High-Performance Shotcrete Mixtures Containing Colloidal Silica and Silica Fume Using the Bingham Model. Materials. 2022; 15(2):428. https://doi.org/10.3390/ma15020428
Chicago/Turabian StyleYun, Kyong Ku, Jong Beom Kim, Chang Seok Song, Mohammad Shakhawat Hossain, and Seungyeon Han. 2022. "Rheological Behavior of High-Performance Shotcrete Mixtures Containing Colloidal Silica and Silica Fume Using the Bingham Model" Materials 15, no. 2: 428. https://doi.org/10.3390/ma15020428