
Concrete with Partial Substitution of Waste Glass and Recycled Concrete Aggregate
 , , ,
, , ,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Cement
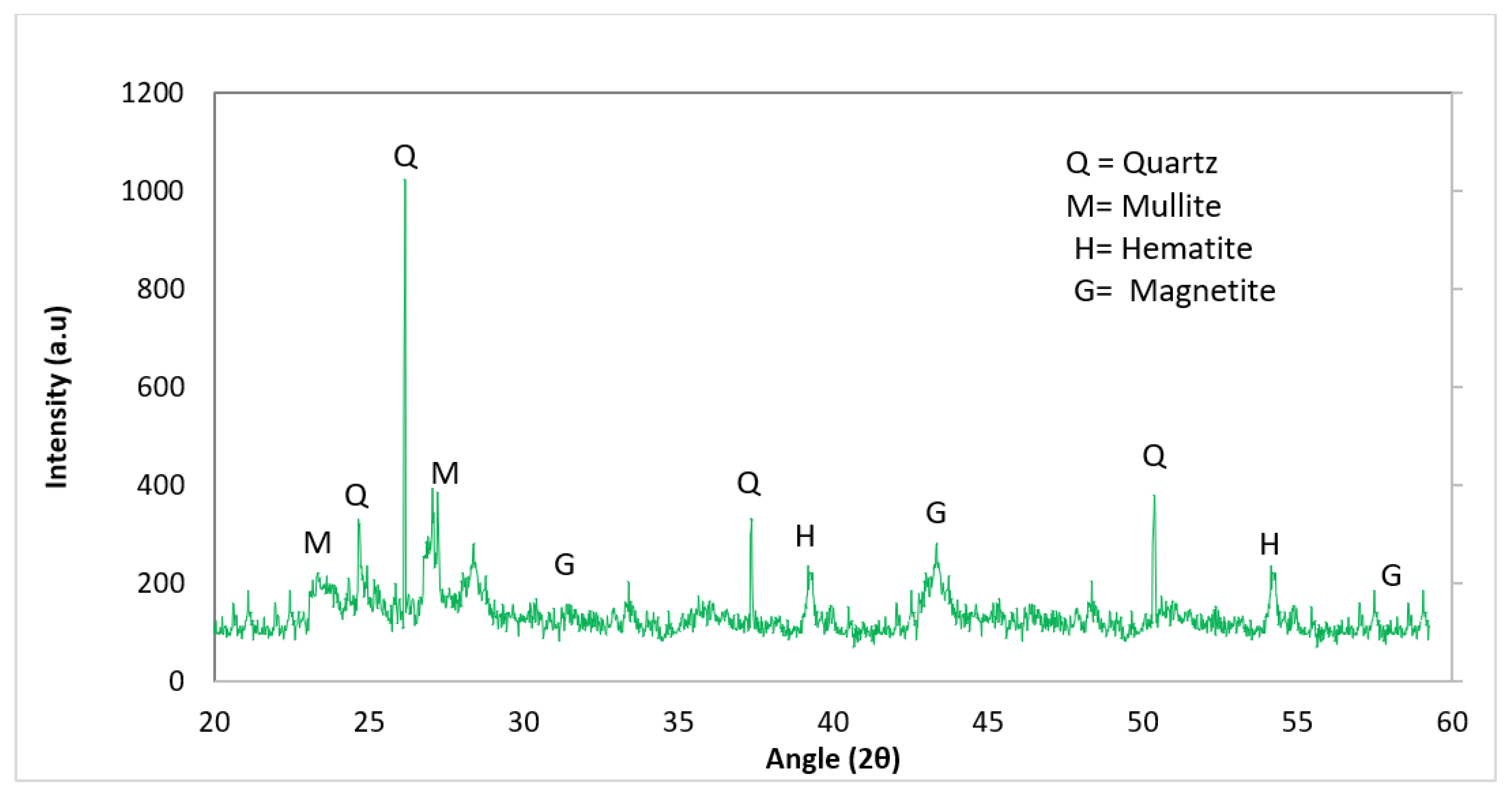
2.1.2. Waste Glass
2.1.3. Aggregates
2.2. Response Surface Methodology (RSM)
2.3. Test and Sample Preparation Method
3. Results and Discussion
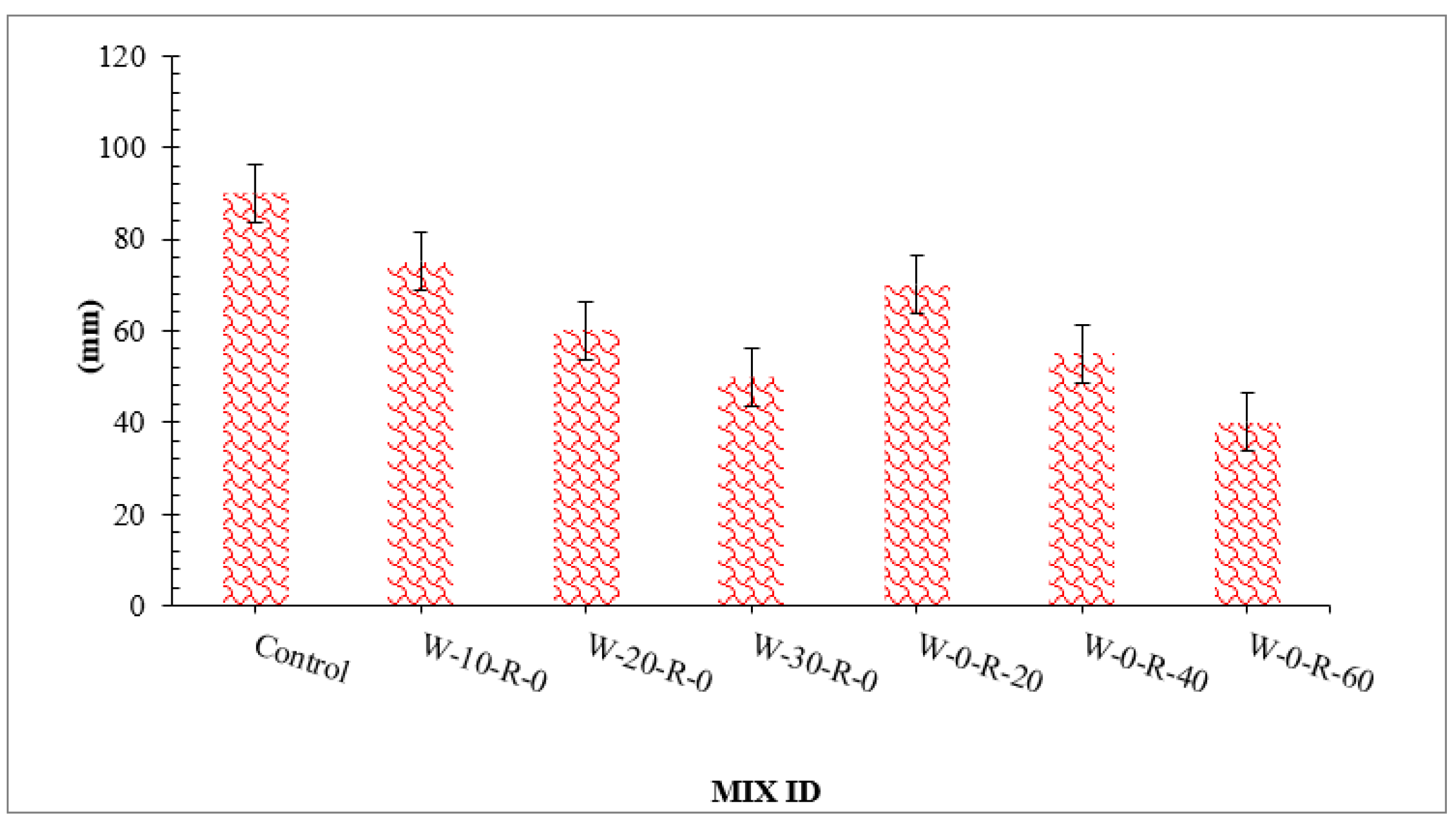
3.1. Workability
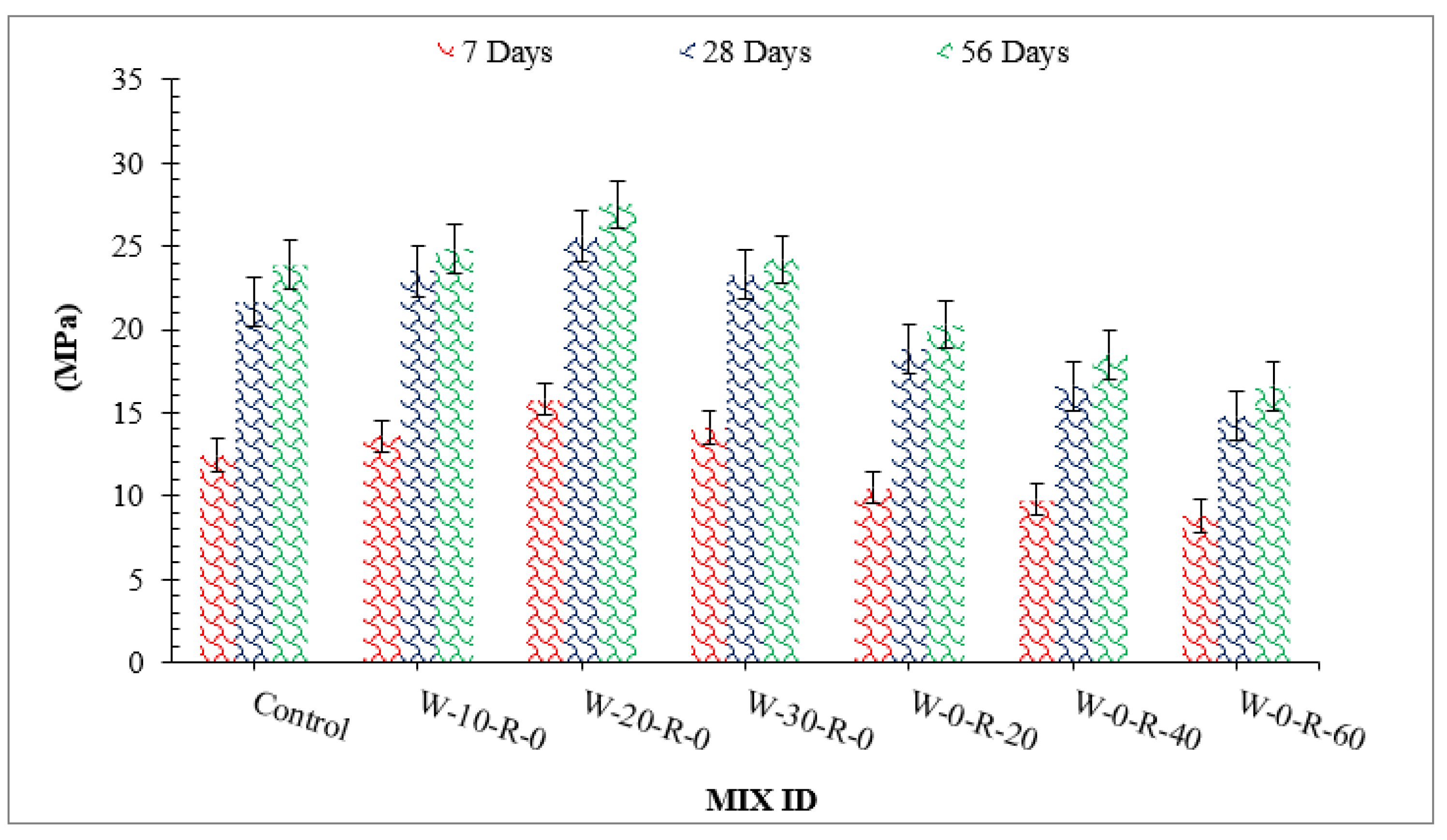
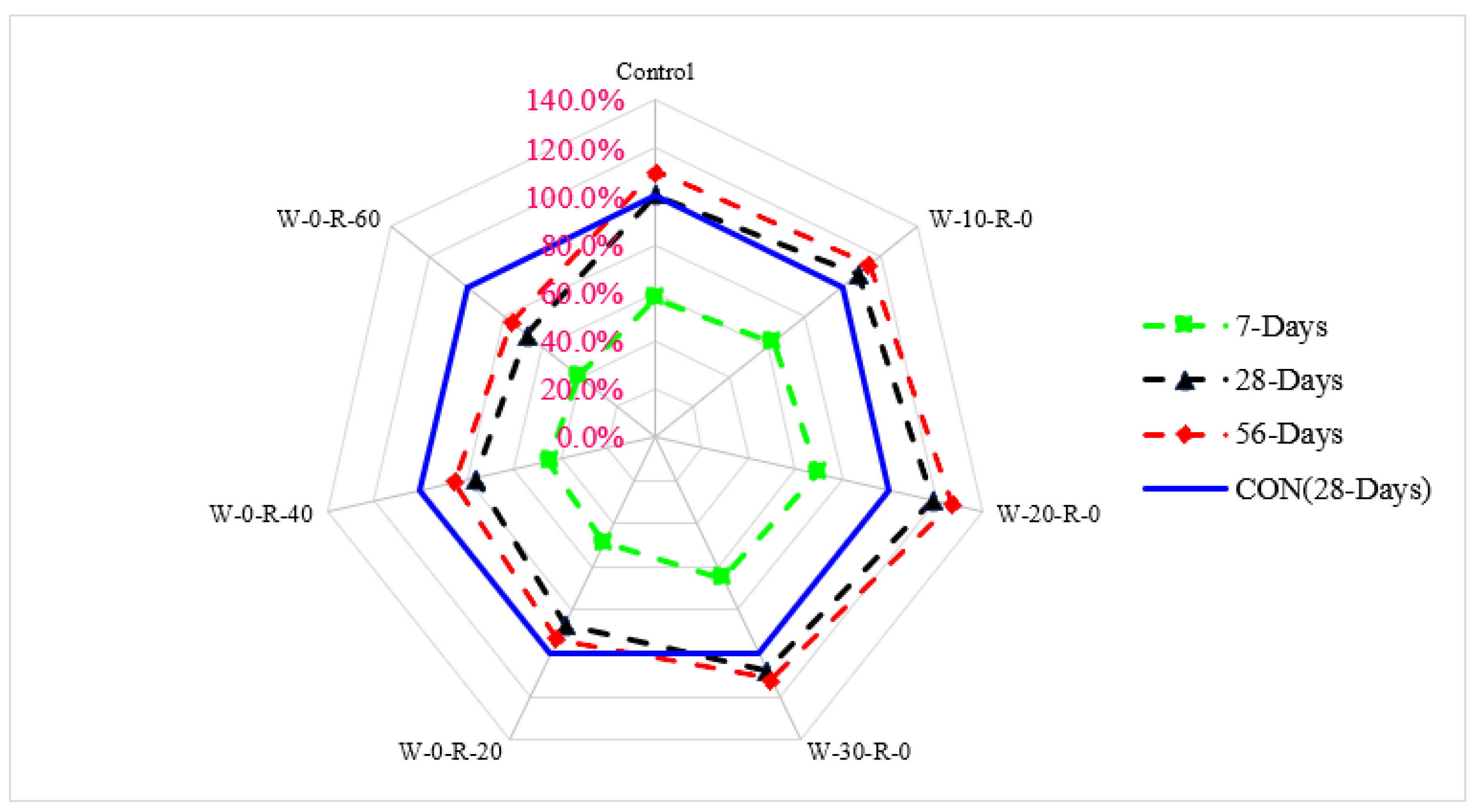
3.2. Compressive Strength of Concrete
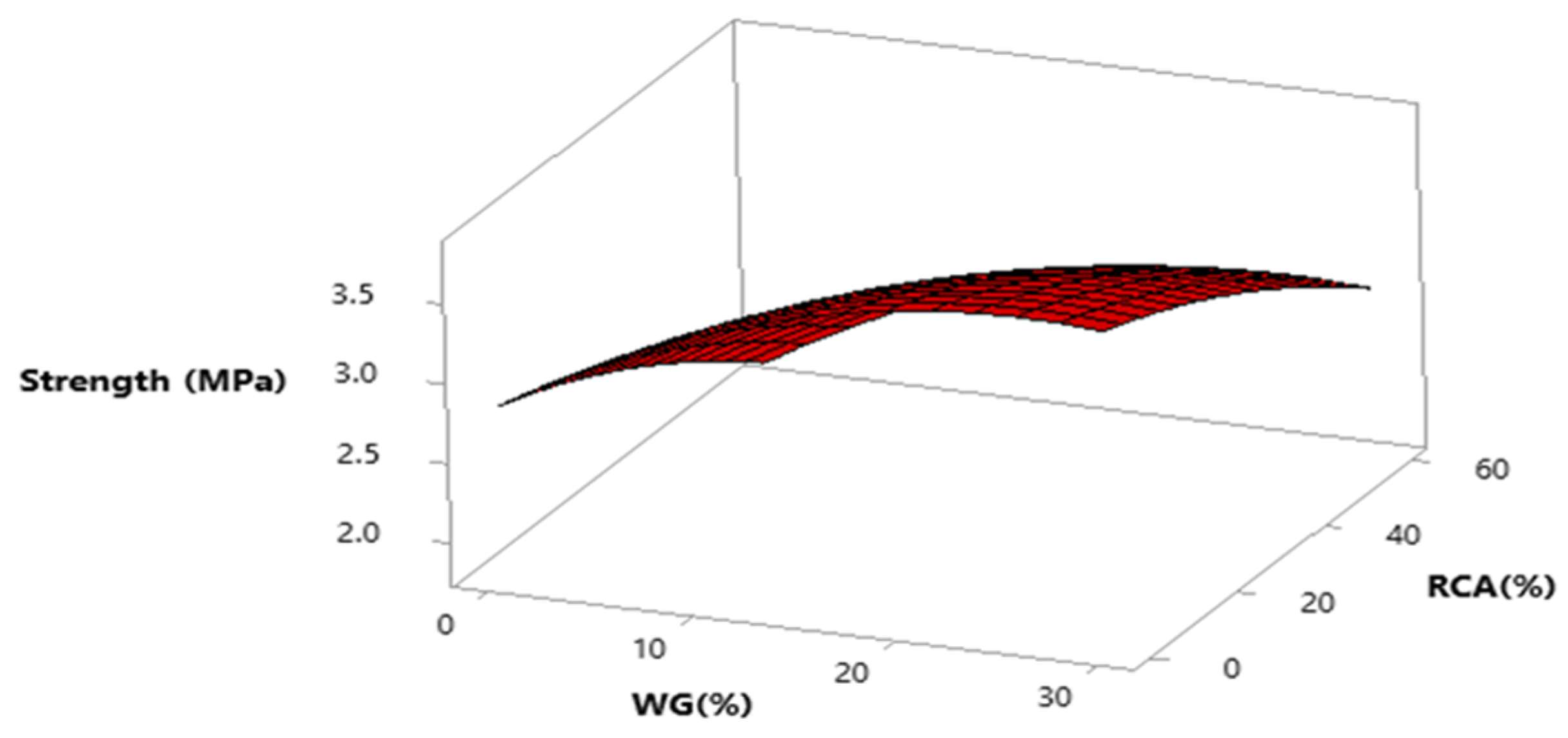
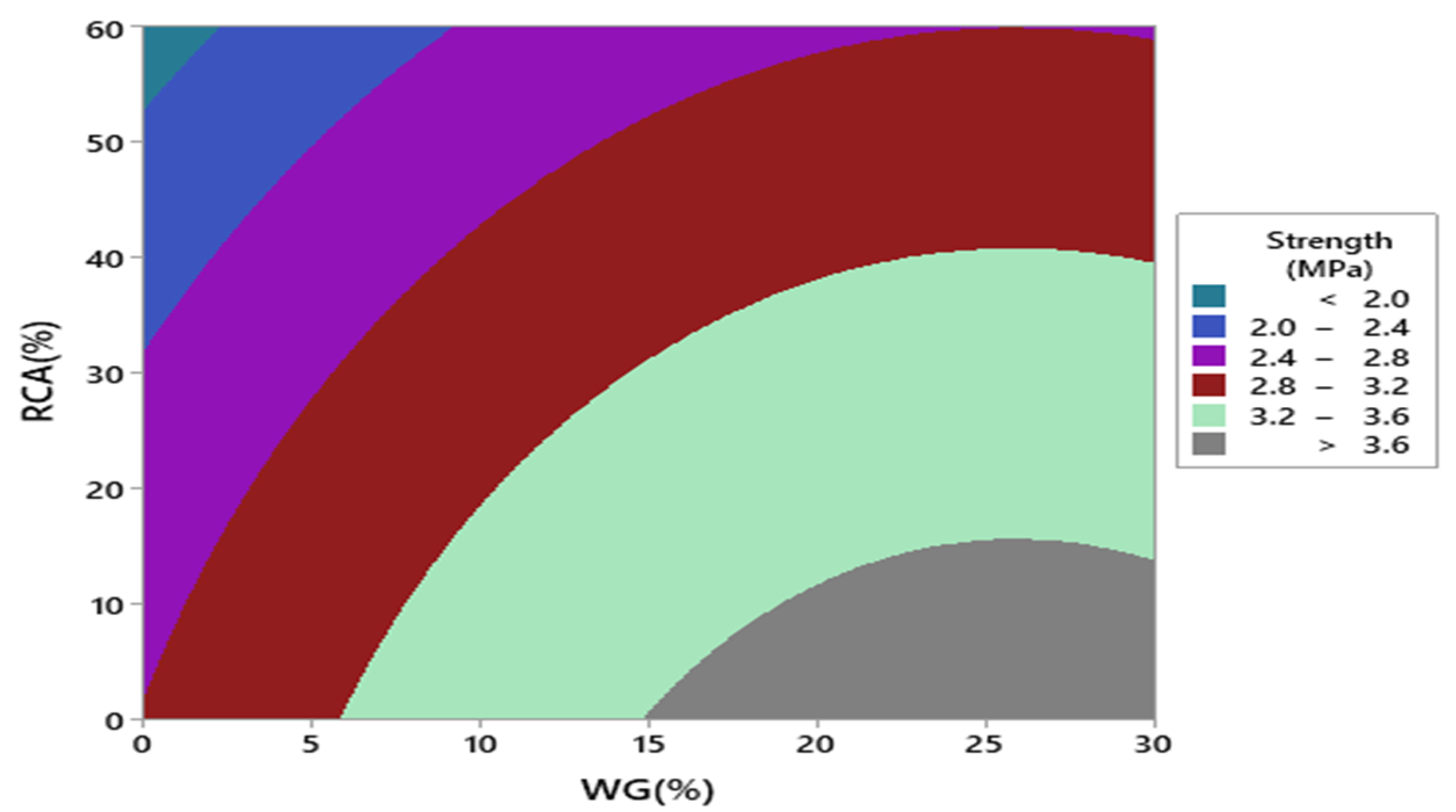
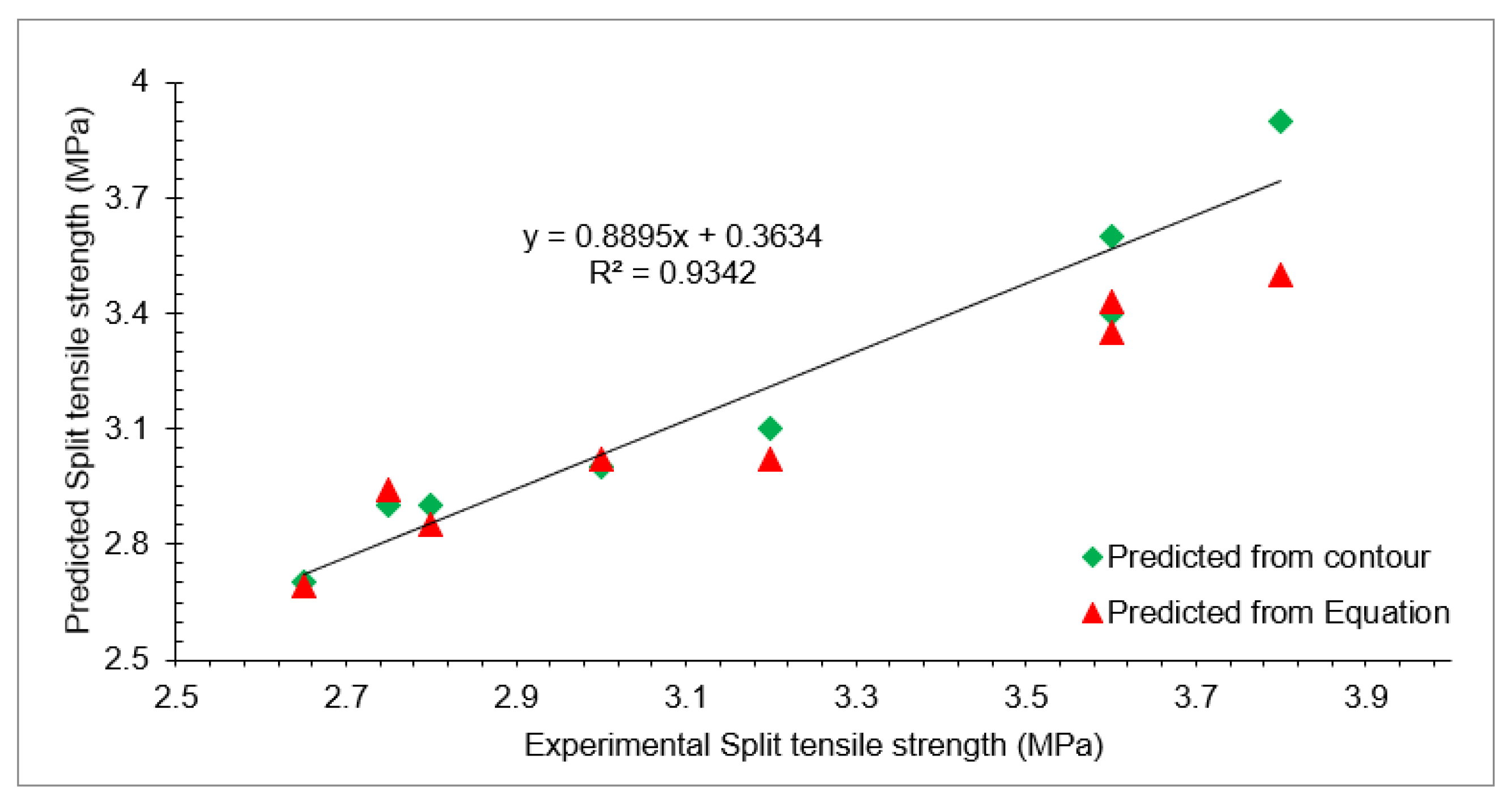
3.3. Split Tensile Strength of Concrete
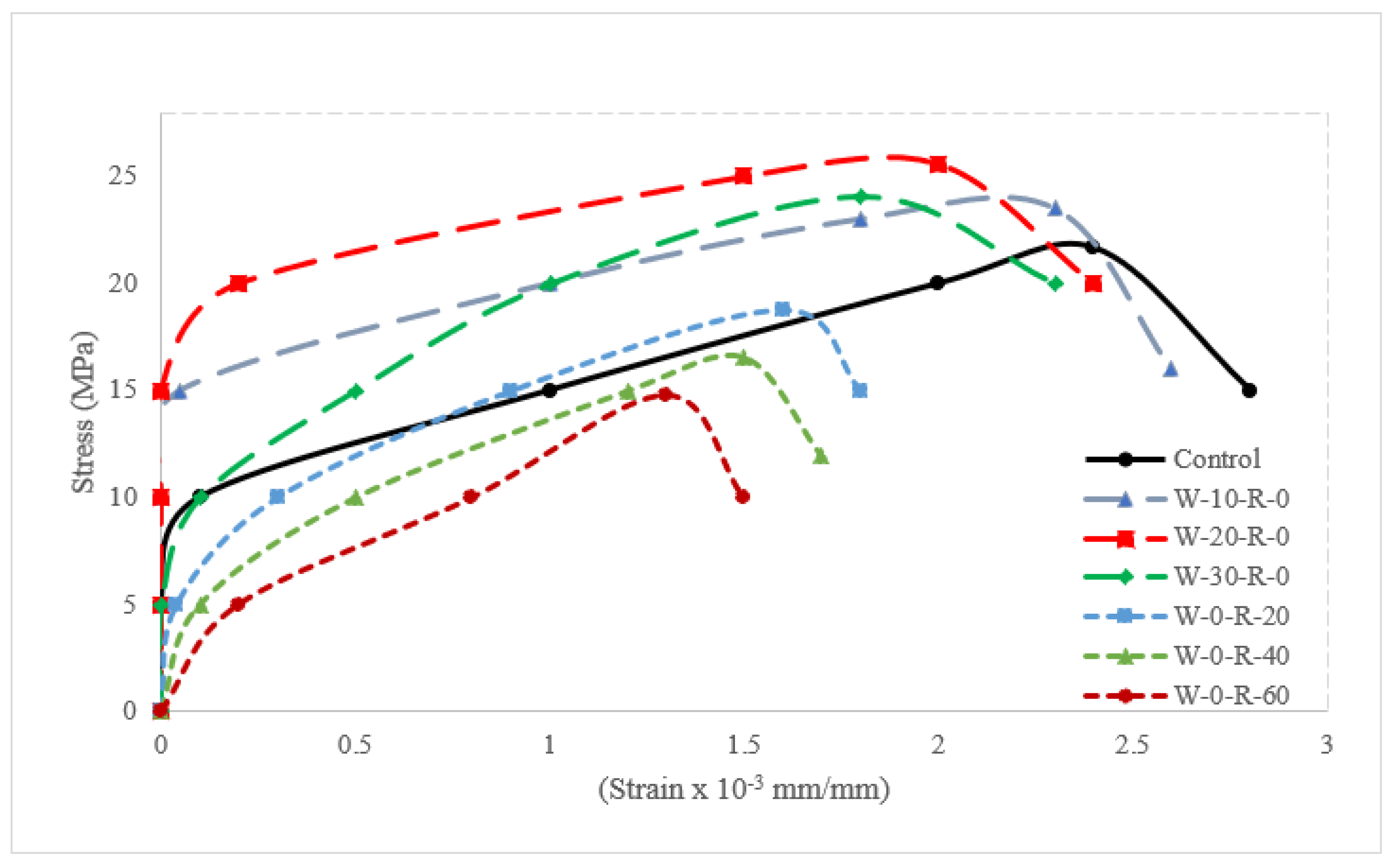
3.4. Stress-Strain Curve
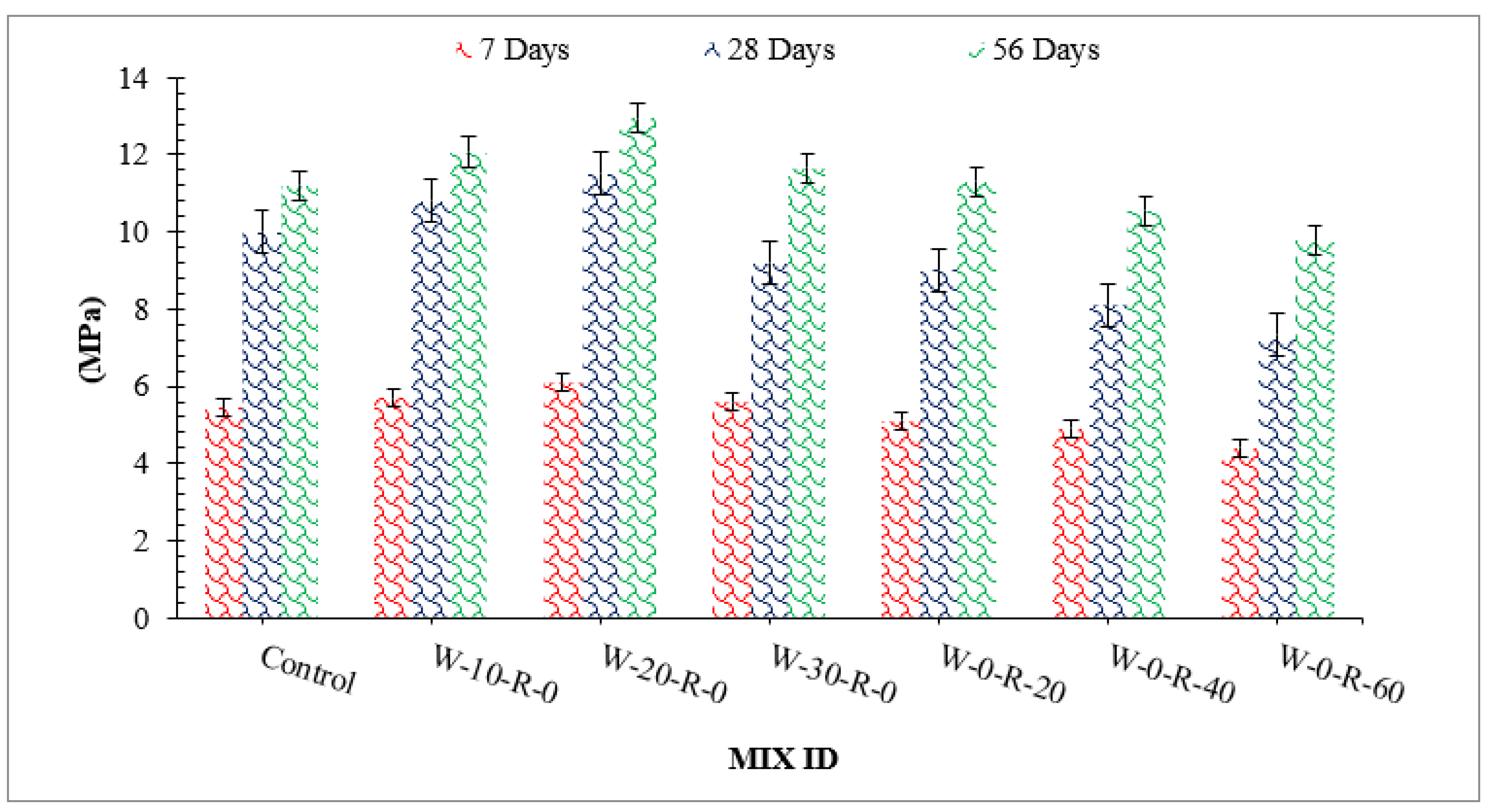
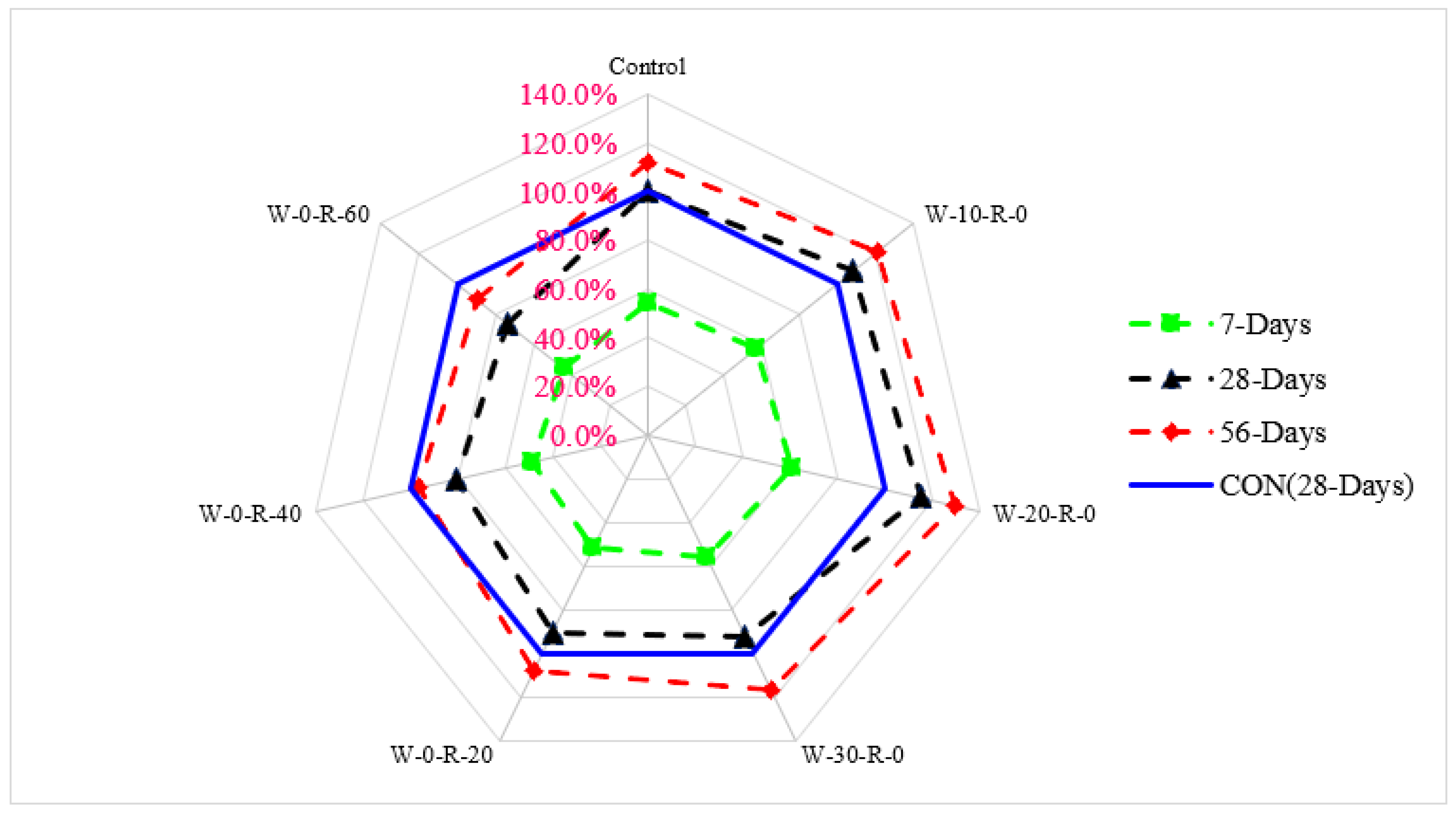
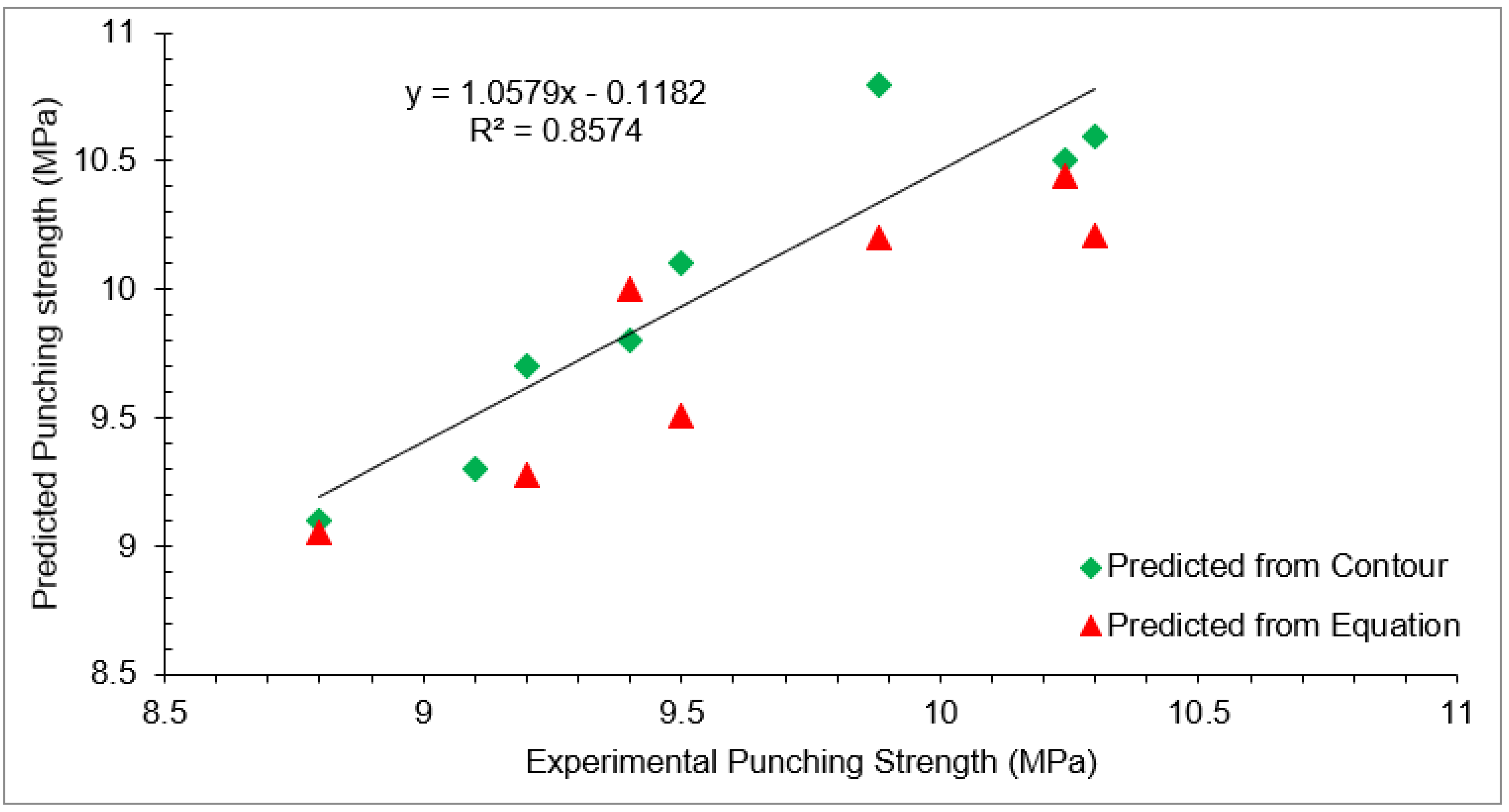
3.5. Punching Strength of Concrete
4. Conclusions
- As the percentage of WG and RCA increased, the workability of concrete decreased. It was related to the physical characteristics of RCA and WG, which had a larger surface area.
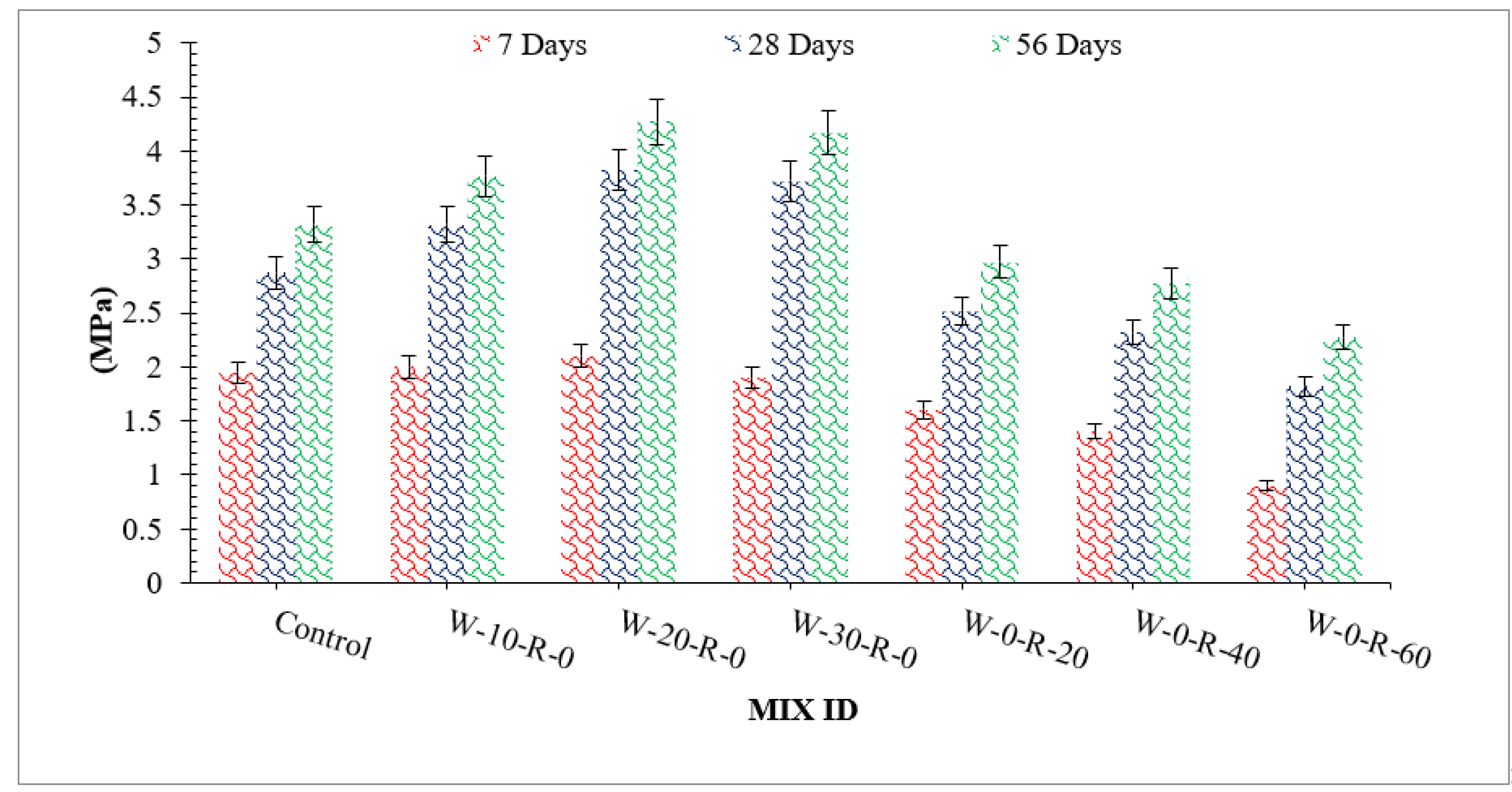
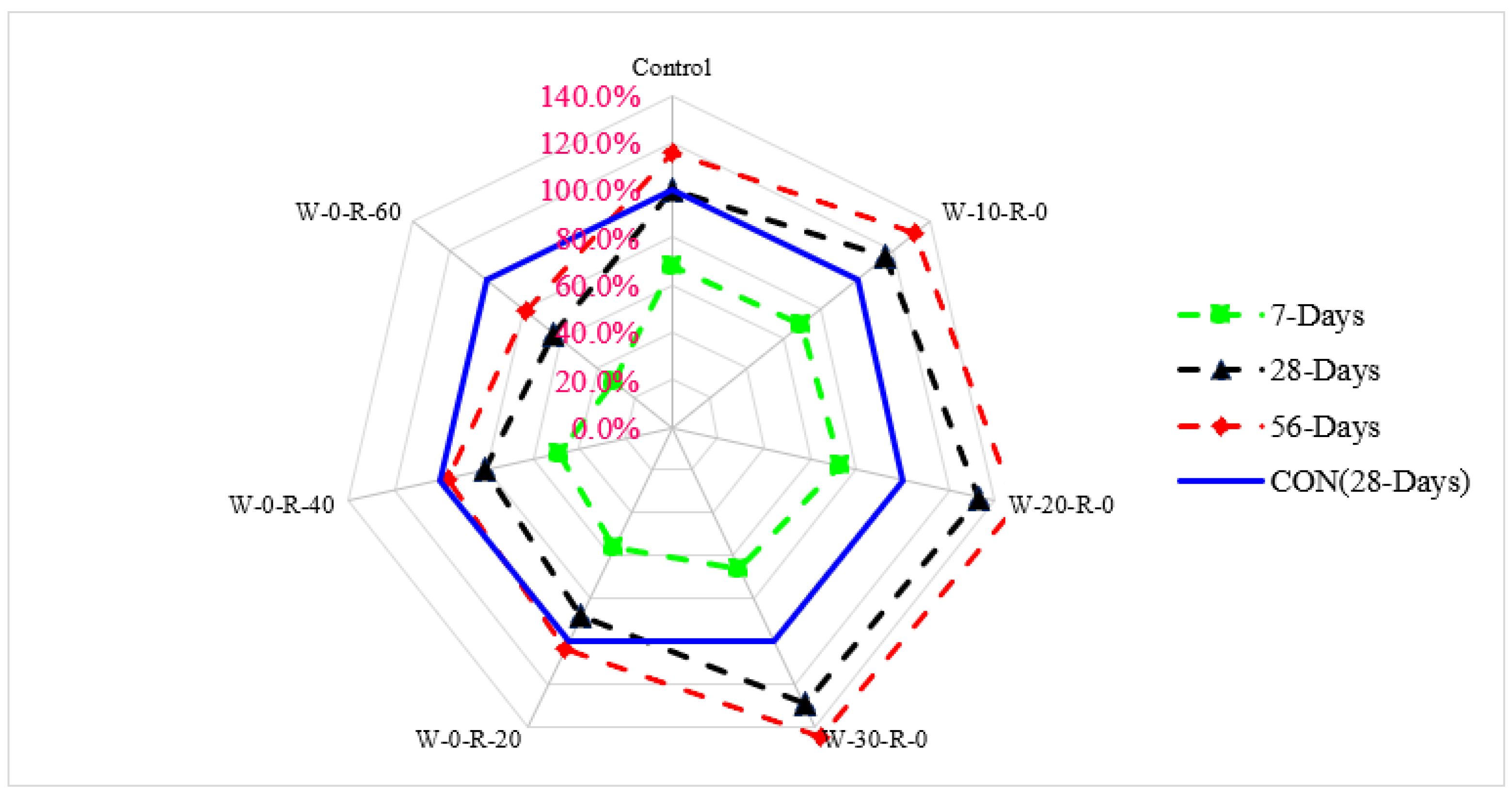
- WG did not give a significant improvement in strength in the early days (seven days), as the pozzolanic reactions proceeded slowly. However, a considerable improvement in strength was observed at 28 and 56 days of curing.
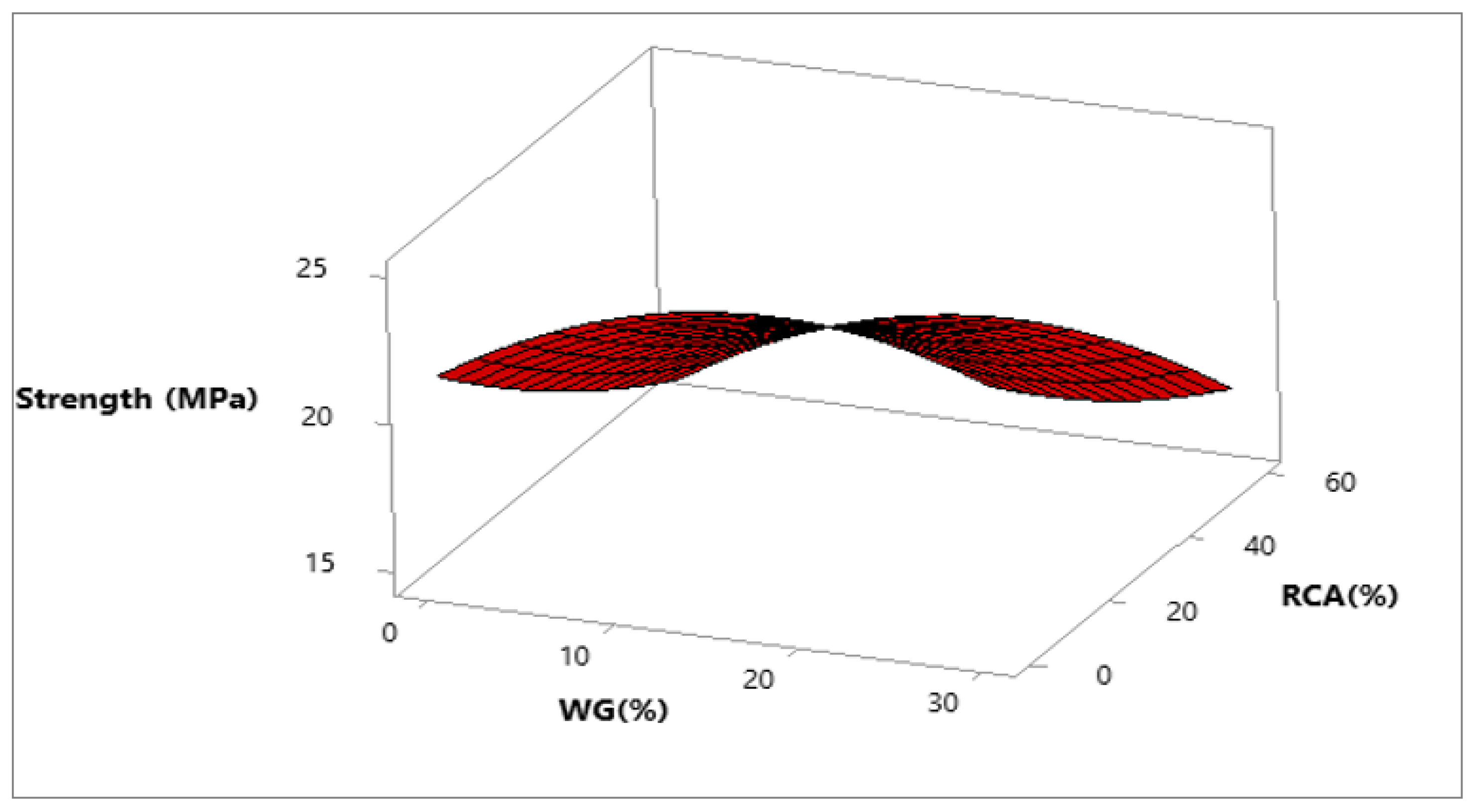
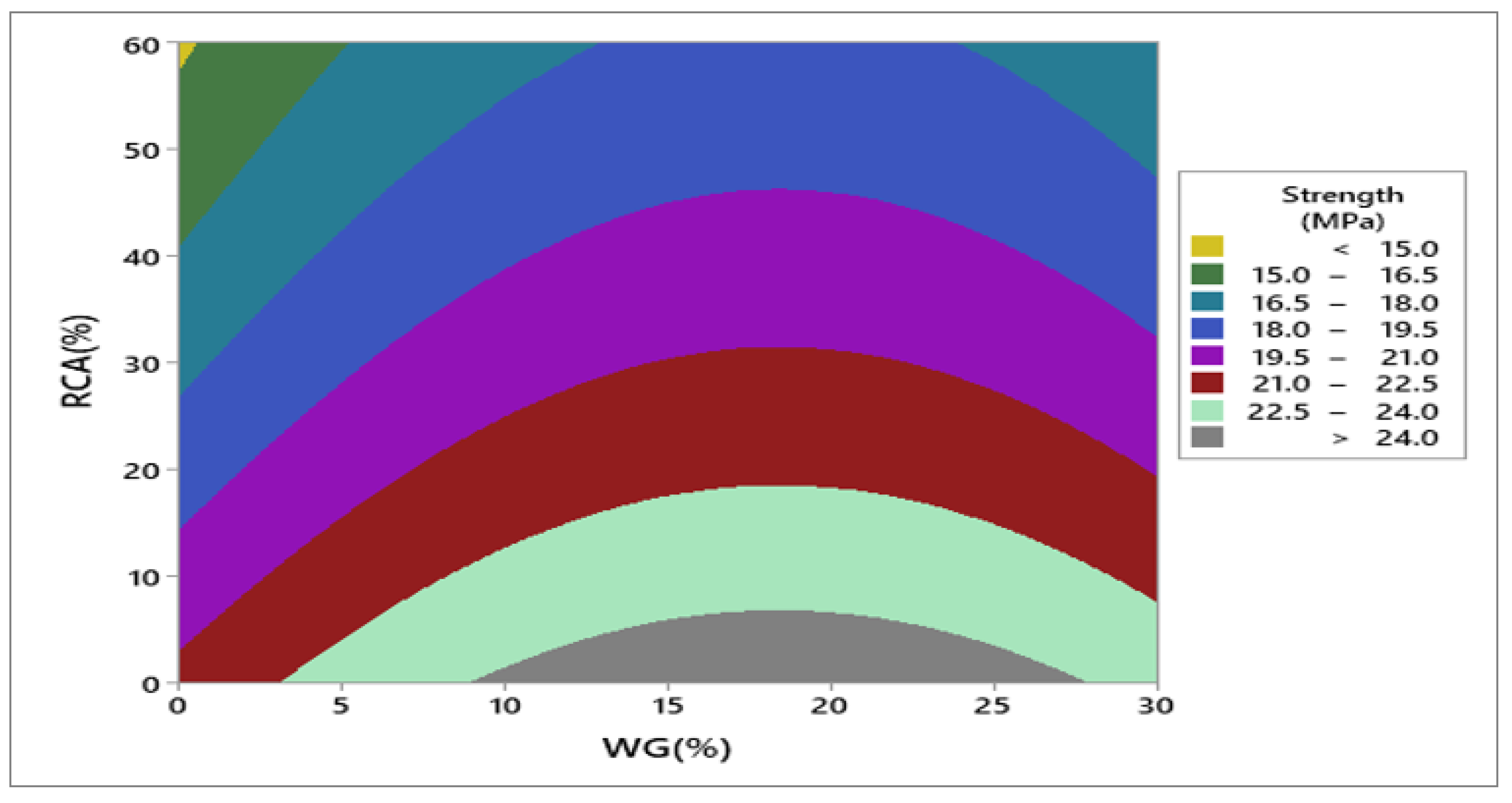
- Maximum strength was obtained at 20% substitution of WG. At 28 days of curing, compressive strength was 27% higher than that of reference concrete, while punching strength was 29% higher than that of reference concrete.
- RCA lowered the mechanical performance of concrete by absorbing more water from it, leaving less or no water available for hydration and workability.
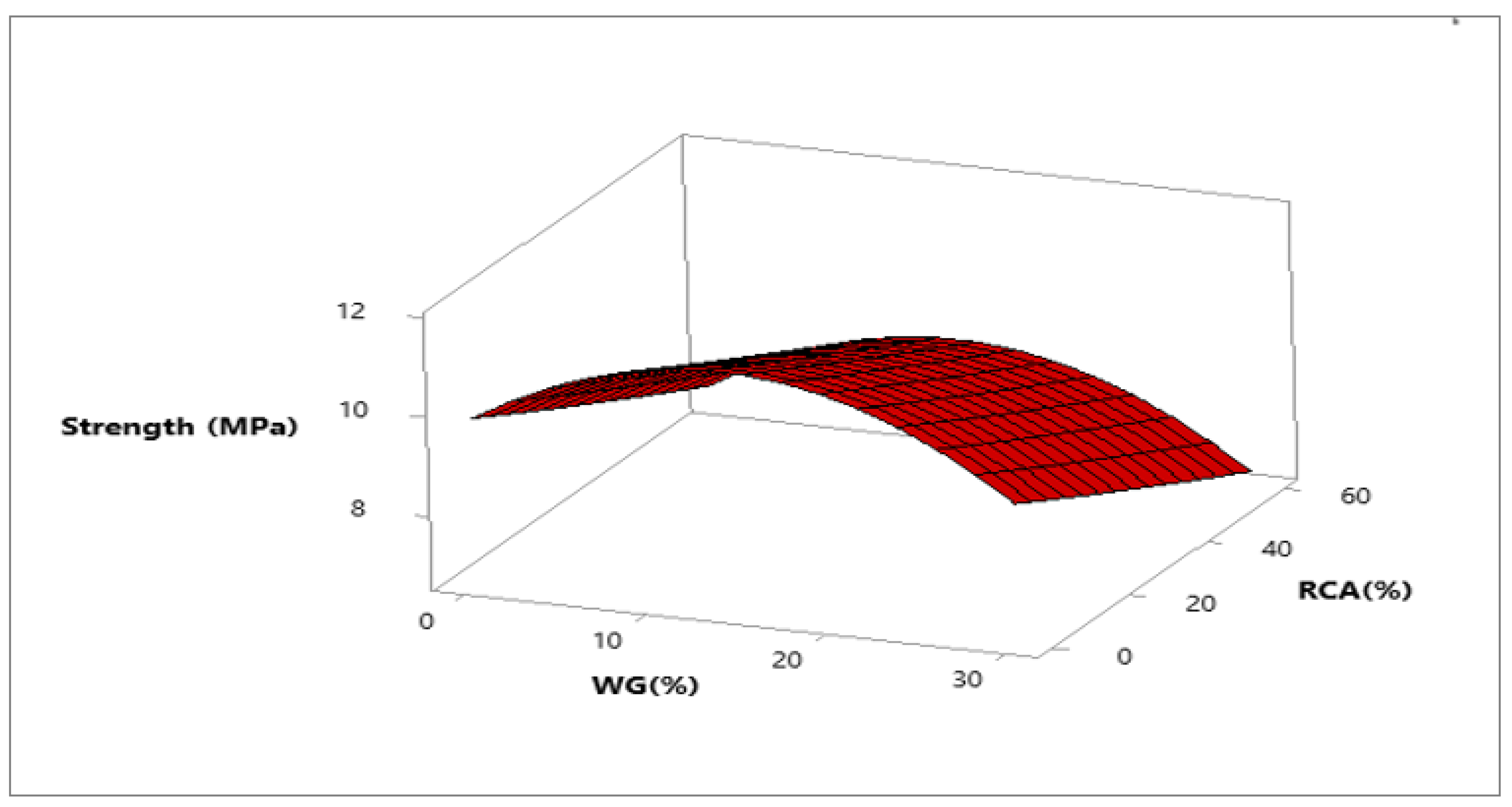
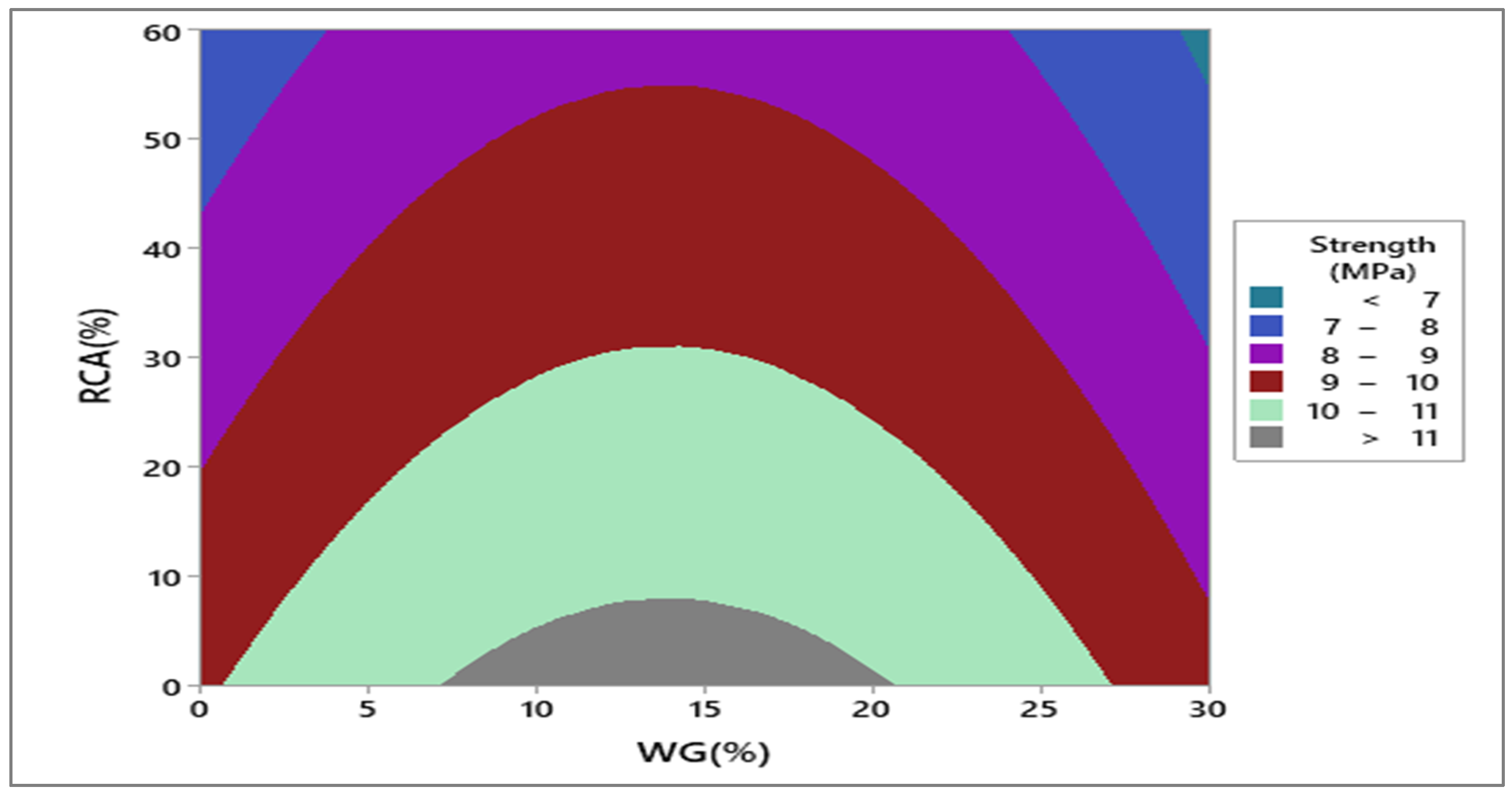
- A successful statistical analysis (response surface methodology) predicted various mechanical properties and optimized WG and RCA. The optimal doses of WG and RCA (20% WG and 30% RCA) were predicted from the statistical analysis, which showed compressive strength approximately equal to that of the reference concrete. Furthermore, the same doses of WG and RCA (20% WG and 30% RCA) were cast and tested experimentally. It could be observed that the predicted and experimental values were comparable, which validated the predicted results.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mehta, P.K. Advancements in concrete technology. Concr. Int. 1999, 21, 69–76. [Google Scholar]
- Mehta, P.K. Reducing the environmental impact of concrete. Concr. Int. 2001, 23, 61–66. [Google Scholar]
- Mehta, P.K.; Burrows, R.W. Building durable structures in the 21st century. Concr. Int. 2001, 23, 57–63. [Google Scholar]
- Ahmad, J.; Tufail, R.F.; Aslam, F.; Mosavi, A.; Alyousef, R.; Faisal Javed, M.; Zaid, O.; Khan Niazi, M.S. A Step towards Sustainable Self-Compacting Concrete by Using Partial Substitution of Wheat Straw Ash and Bentonite Clay Instead of Cement. Sustainability 2021, 13, 824. [Google Scholar] [CrossRef]
- Alvee, A.R.; Malinda, R.; Akbar, A.M.; Ashar, R.D.; Rahmawati, C.; Alomayri, T.; Raza, A.; Shaikh, F.U.A. Experimental study of the mechanical properties and microstructure of geopolymer paste containing nano-silica from agricultural waste and crystalline admixtures. Case Stud. Constr. Mater. 2022, 16, e00792. [Google Scholar] [CrossRef]
- Rahmawati, C.; Aprilia, S.; Saidi, T.; Aulia, T.B.; Hadi, A.E. The Effects of Nanosilica on Mechanical Properties and Fracture Toughness of Geopolymer Cement. Polymers 2021, 13, 2178. [Google Scholar] [CrossRef] [PubMed]
- Rahmawati, C.; Aprilia, S.; Saidi, T.; Aulia, T.B.; Ahmad, I. Preparation and Characterization of Cellulose Nanocrystals from Typha sp. as a Reinforcing Agent. J. Nat. Fibers 2021, 1–14. [Google Scholar] [CrossRef]
- Berndt, M.L. Properties of sustainable concrete containing fly ash, slag and recycled concrete aggregate. Constr. Build. Mater. 2009, 23, 2606–2613. [Google Scholar] [CrossRef]
- Fediuk, R.S.; Lesovik, V.S.; Mochalov, A.V.; Otsokov, K.A.; Lashina, I.V.; Timokhin, R.A. Composite binders for concrete of protective structures. Инженернo-Стрoительный журнал 2018, 6, 208–218. [Google Scholar]
- Lee, Y.H.; Chua, N.; Amran, M.; Yong Lee, Y.; Hong Kueh, A.B.; Fediuk, R.; Vatin, N.; Vasilev, Y. Thermal Performance of Structural Lightweight Concrete Composites for Potential Energy Saving. Crystals 2021, 11, 461. [Google Scholar] [CrossRef]
- Xie, J.; Guo, Y.; Liu, L.; Xie, Z. Compressive and flexural behaviours of a new steel-fibre-reinforced recycled aggregate concrete with crumb rubber. Constr. Build. Mater. 2015, 79, 263–272. [Google Scholar] [CrossRef]
- Fediuk, R. Reducing permeability of fiber concrete using composite binders. Spec. Top. Rev. Porous Media An Int. J. 2018, 9, 79–89. [Google Scholar] [CrossRef]
- Bouaissi, A.; Li, L.Y.; Abdullah, M.M.A.B.; Ahmad, R.; Razak, R.A.; Yahya, Z. Fly Ash as a Cementitious Material for Concrete. In Sustainable Building Materials; IntechOpen: London, UK, 2020. [Google Scholar]
- Alaloul, W.S.; Musarat, M.A.; Haruna, S.; Law, K.; Tayeh, B.A.; Rafiq, W.; Ayub, S. Mechanical Properties of Silica Fume Modified High-Volume Fly Ash Rubberized Self-Compacting Concrete. Sustainability 2021, 13, 5571. [Google Scholar] [CrossRef]
- Barabanshchikov, Y.; Usanova, K.; Akimov, S.; Uhanov, A.; Kalachev, A. Influence of electrostatic precipitator ash “zolest-bet” and silica fume on sulfate resistance of Portland cement. Materials 2020, 13, 4917. [Google Scholar] [CrossRef]
- Sprince, A.; Korjakins, A.; Pakrastinsh, L. Creep behaviour of concrete with glass waste microfiller. In Proceedings of the Environment Technologies Resources Proceedings of the International Scientific and Practical Conference, Rezekne, Latvia, 20–22 June 2011; Volume 2, pp. 125–131. [Google Scholar]
- Amin, S.K.; Allam, M.E.; Garas, G.L.; Ezz, H. A study of the chemical effect of marble and granite slurry on green mortar compressive strength. Bull. Natl. Res. Cent. 2020, 44, 19. [Google Scholar] [CrossRef] [Green Version]
- Mirza, J.; Riaz, M.; Naseer, A.; Rehman, F.; Khan, A.N.; Ali, Q. Pakistani bentonite in mortars and concrete as low cost construction material. Appl. Clay Sci. 2009, 45, 220–226. [Google Scholar] [CrossRef]
- Fediuk, R.S. Mechanical activation of construction binder materials by various mills. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Yurga, Russia, 26–28 November 2015; IOP Publishing: Bristol, UK, 2016; Volume 125, p. 12019. [Google Scholar]
- Ahmad, J.; Martínez-García, R.; Szelag, M.; de-Prado-Gil, J.; Marzouki, R.; Alqurashi, M.; Hussein, E.E. Effects of Steel Fibers (SF) and Ground Granulated Blast Furnace Slag (GGBS) on Recycled Aggregate Concrete. Materials 2021, 14, 7497. [Google Scholar] [CrossRef]
- Benhelal, E.; Zahedi, G.; Shamsaei, E.; Bahadori, A. Global strategies and potentials to curb CO2 emissions in cement industry. J. Clean. Prod. 2013, 51, 142–161. [Google Scholar] [CrossRef]
- Ahmad, J.; Aslam, F.; Zaid, O.; Alyousef, R.; Alabduljabbar, H. Mechanical and durability characteristics of sustainable concrete modified with partial substitution of waste foundry sand. Struct. Concr. 2021, 22, 2775–2790. [Google Scholar]
- Imbabi, M.S.; Carrigan, C.; McKenna, S. Trends and developments in green cement and concrete technology. Int. J. Sustain. Built Environ. 2012, 1, 194–216. [Google Scholar] [CrossRef] [Green Version]
- Amran, M.; Fediuk, R.; Vatin, N.; Lee, Y.H.; Murali, G.; Ozbakkaloglu, T.; Klyuev, S.; Alabduljabber, H. Fibre-reinforced foamed concretes: A review. Materials 2020, 13, 4323. [Google Scholar] [CrossRef] [PubMed]
- Subramani, T.; Ram, S.B.S. Experimental Study on Concrete Using Cement With Glass Powder. Dep. Civ. Eng. VMKV Engg. Coll. Vinayaka Mission. Univ. Salem, India 2015, 5, 43–53. [Google Scholar]
- Tamanna, N.; Sutan, N.M.; Tuladhar, R.; Lee, D.T.C.; Yakub, I. Pozzolanic properties of glass powder in cement paste. J. Civ. Eng. Sci. Technol. 2016, 7, 75–81. [Google Scholar] [CrossRef] [Green Version]
- Lesovik, V.S.; Zagorodnyuk, L.K.; Babaev, Z.K.; Dzhumaniyazov, Z.B. Analysis of the Causes of Brickwork Efflorescence in the Aral Sea Region. Glas. Ceram. 2020, 77, 277–279. [Google Scholar] [CrossRef]
- Talsania, S.; Pitroda, J.; Vyas, C. Experimental investigation for partial replacement of cement with waste glass powder on pervious concrete. In International Conference on: Engineering: Issues, opportunities and Challenges for Development; United Nations Educational, Scientific and Cultural Organization: Paris, France, 2015. [Google Scholar]
- Atoyebi, O.D.; Odeyemi, S.O.; Bello, S.A.; Ogbeifun, C.O. Splitting tensile strength assessment of lightweight foamed concrete reinforced with waste tyre steel fibres. Int. J. Civ. Eng. Technol. 2018, 9, 1129–1137. [Google Scholar]
- Gautam, S.P.; Srivastava, V.; Agarwal, V.C. Use of glass wastes as fine aggregate in Concrete. J. Acad. Indus. Res. 2012, 1, 320–322. [Google Scholar]
- Turgut, P.; Yahlizade, E.S. Research into concrete blocks with waste glass. Int. J. Civ. Environ. Eng. 2009, 1, 203–209. [Google Scholar]
- Chernysheva, N.; Lesovik, V.; Fediuk, R.; Vatin, N. Improvement of Performances of the Gypsum-Cement Fiber Reinforced Composite (GCFRC). Materials 2020, 13, 3847. [Google Scholar] [CrossRef]
- Dahmoune, F.; Remini, H.; Dairi, S.; Aoun, O.; Moussi, K.; Bouaoudia-Madi, N.; Adjeroud, N.; Kadri, N.; Lefsih, K.; Boughani, L. Ultrasound assisted extraction of phenolic compounds from P. lentiscus L. leaves: Comparative study of artificial neural network (ANN) versus degree of experiment for prediction ability of phenolic compounds recovery. Ind. Crops Prod. 2015, 77, 251–261. [Google Scholar] [CrossRef]
- Ahmad, J.; Zaid, O.; Siddique, M.S.; Aslam, F.; Alabduljabbar, H.; Khedher, K.M. Mechanical and durability characteristics of sustainable coconut fibers reinforced concrete with incorporation of marble powder. Mater. Res. Express 2021, 8, 075505. [Google Scholar] [CrossRef]
- Elistratkin, M.Y.; Lesovik, V.S.; Zagorodnjuk, L.H.; Pospelova, E.A.; Shatalova, S.V. New point of view on materials development. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Nizhni Novgorod, Russia, 18–19 April 2018. [Google Scholar]
- Ahmad, J.; Zaid, O.; Aslam, F.; Shahzaib, M.; Ullah, R.; Alabduljabbar, H.; Khedher, K.M. A Study on the Mechanical Characteristics of Glass and Nylon Fiber Reinforced Peach Shell Lightweight Concrete. Materials 2021, 14, 4488. [Google Scholar] [CrossRef] [PubMed]
- Balaguru, P.; Ramakrishnan, V. Comparison of slump cone and VB tests as measures of workability for fiber-reinforced and plain concrete. Cem. Concr. Aggreg. 1987, 9, 3–11. [Google Scholar]
- C39/C39M, A. Standard test method for compressive strength of cylindrical concrete specimens. Annu. B. ASTM Stand. 2003. Available online: https://pdfcoffee.com/astm-c39-c39m-standard-test-method-for-compressive-strength-of-cylindrical-concrete-specimenspdf-pdf-free.html (accessed on 16 December 2021). [CrossRef]
- Designation, A.; C496-71. Stand. Method Test Split. Tensile Strength Cylind. Concr. Specimens 1976. Available online: https://www.astm.org/c0039_c0039m-21.html (accessed on 16 December 2021).
- Specimen, C.T. ASTM C 31; One Set of Four Standard Cylinders for each Compressive-Strength Test, Unless Otherwise Directed. Mold Store Cylind. Lab. Test Specimens Except When Field-Cured Test Specimens Are Required. Available online: https://www.astm.org/c0031_c0031m-21a.html (accessed on 16 December 2021). [CrossRef]
- Ahmad, J.; Manan, A.; Ali, A.; Khan, M.W.; Asim, M.; Zaid, O. A Study on Mechanical and Durability Aspects of Concrete Modified with Steel Fibers (SFs). Civil Eng. Archit. 2020, 8, 814–823. [Google Scholar] [CrossRef]
- Ahmad, J.; Aslam, F.; Martinez-Garcia, R.; de-Prado-Gil, J.; Qaidi, S.; Brahmia, A. Effects of waste glass and waste marble on mechanical and durability performance of concrete. Sci. Rep. 2021, 11, 21525. [Google Scholar] [CrossRef]
- Rahma, A.; El Naber, N.; Issa Ismail, S. Effect of glass powder on the compression strength and the workability of concrete. Cogent Eng. 2017, 4, 1373415. [Google Scholar] [CrossRef]
- Ahmad, J.; Zaid, O.; Shahzaib, M.; Abdullah, M.U.; Ullah, A.; Ullah, R. Mechanical properties of sustainable concrete modified by adding marble slurry as cement substitution. AIMS Mater. Sci. 2021, 8, 343–358. [Google Scholar] [CrossRef]
- Zaid, O.; Ahmad, J.; Siddique, M.S.; Aslam, F.; Alabduljabbar, H.; Khedher, K.M. A step towards sustainable glass fiber reinforced concrete utilizing silica fume and waste coconut shell aggregate. Sci. Rep. 2021, 11, 12822. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Name | Percentage (%) | Physical Name | Results |
|---|---|---|---|
| CaO | 63.7 | Size | Less than 75 µm |
| SiO2 | 22.9 | Fineness | 97% |
| Al2O3 | 4.2 | Normal Consistency | 29% |
| Fe2O3 | 3.5 | Initial Setting Time | 38 min |
| MgO | 3.0 | Final Setting Time | 430 min |
| SO3 | 1.4 | Specific surface | 320 m2/kg |
| K2O | 0.5 | Soundness | 1.60% |
| Na2O | 0.8 | 28 days compressive Strength | 42 MPa |
| Chemical Name | Percentage (%) | Property Name | Value | Mineralogy | Quartz |
|---|---|---|---|---|---|
| CaO | 60.7 | Size | Less than 75 µm | Loss of ignition (%) | 4.8 |
| SiO2 | 24.9 | Fineness | 98% | Water content (%) | 4.1 |
| Al2O3 | 4.7 | Specific surface | 342 m2/kg | Clay (%) | 6.1 |
| Fe2O3 | 2.0 | Specific gravity | 3.1 | TOC (mg/kg) | 64.9 |
| MgO | 1.9 | Absorption | 0.01 | Hydrocarbons (mg/kg) | 75.13 |
| SO3 | 2.5 | Sulphates (%) | 3.08 | ||
| K2O | 0.2 | HHV (kJ/kg) | 170.5 | ||
| Na2O | 1.1 | PCB (mg/kg) | 0.28 |
| Property | Fine Aggregate | Coarse Aggregate | RCA |
|---|---|---|---|
| Particle Size | 4.75 to 0.075 mm | 25 to 4.75 mm | 25 to 4.75 mm |
| Fineness Modulus | 2.53 | 3.8 | 2.2 |
| Absorption Capacity | 4.26% | 2.28% | 3.3% |
| Moisture Content | 2.8% | 0.55% | 0.75% |
| Specific Gravity | 2.91 | 2.45 | 2.35 |
| Mix ID | Cement (kg) | Fine Aggregate (kg) | Coarse Aggregate (kg) | WG (kg) | RCA (kg) | Water (kg) | Admixture (kg) |
|---|---|---|---|---|---|---|---|
| Control | 385 | 550 | 1150 | - | - | 180 | 4.25 |
| W-10-R-0 | 346.5 | 550 | 1150 | 38.5 | - | 180 | 4.25 |
| W-20-R-0 | 308 | 550 | 1150 | 77 | - | 180 | 4.25 |
| W-30-R-0 | 265.5 | 550 | 1150 | 115.5 | - | 180 | 4.25 |
| W-0-R-20 | 385 | 550 | 920 | - | 230 | 180 | 4.25 |
| W-0-R-40 | 385 | 550 | 690 | - | 460 | 180 | 4.25 |
| W-0-R-60 | 385 | 550 | 460 | - | 690 | 180 | 4.25 |
| WG%, RCA% | Compressive Strength from Contour Plot | Experimental Split Tensile Strength | Split Tensile Strength from Contour Plot | Split Tensile Strength from Equation (3) |
|---|---|---|---|---|
| 10, 10 | 23.0 | 3.60 | 3.40 | 3.43 |
| 10, 20 | 20.5 | 3.20 | 3.10 | 3.02 |
| 10, 30 | 19.5 | 2.80 | 2.90 | 2.85 |
| 10, 40 | 18.5 | 2.65 | 2.7 | 2.69 |
| 20, 10 | 22.5 | 3.80 | 3.9 | 3.35 |
| 20, 20 | 21.0 | 3.60 | 3.5 | 3.10 |
| 20, 30 | 20.5 | 3.00 | 3.0 | 3.02 |
| 20, 40 | 20.0 | 2.75 | 2.9 | 2.94 |
| WG%, RCA% | Compressive Strength from Contour Plot | Experimental Punching Strength | Punching Strength from Contour Plot | Experimental Punching Strength from Equation (4) |
|---|---|---|---|---|
| 10, 10 | 23.0 | 10.24 | 10.5 | 10.44 |
| 10, 20 | 20.5 | 9.88 | 10.8 | 9.28 |
| 10, 30 | 19.5 | 9.4 | 9.8 | 8.8 |
| 10, 40 | 18.5 | 9.1 | 9.3 | 8.37 |
| 20, 10 | 22.5 | 10.3 | 10.6 | 10.21 |
| 20, 20 | 21.0 | 9.5 | 10.1 | 9.51 |
| 20, 30 | 20.5 | 9.2 | 9.7 | 9.28 |
| 20, 40 | 20.0 | 8.8 | 9.1 | 9.05 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmad, J.; Martínez-García, R.; de-Prado-Gil, J.; Irshad, K.; El-Shorbagy, M.A.; Fediuk, R.; Vatin, N.I. Concrete with Partial Substitution of Waste Glass and Recycled Concrete Aggregate. Materials 2022, 15, 430. https://doi.org/10.3390/ma15020430
Ahmad J, Martínez-García R, de-Prado-Gil J, Irshad K, El-Shorbagy MA, Fediuk R, Vatin NI. Concrete with Partial Substitution of Waste Glass and Recycled Concrete Aggregate. Materials. 2022; 15(2):430. https://doi.org/10.3390/ma15020430
Chicago/Turabian StyleAhmad, Jawad, Rebeca Martínez-García, Jesús de-Prado-Gil, Kashif Irshad, Mohammed A. El-Shorbagy, Roman Fediuk, and Nikolai Ivanovich Vatin. 2022. "Concrete with Partial Substitution of Waste Glass and Recycled Concrete Aggregate" Materials 15, no. 2: 430. https://doi.org/10.3390/ma15020430